钳工应会考核评分表
综采维修钳工实践操作考核评分表
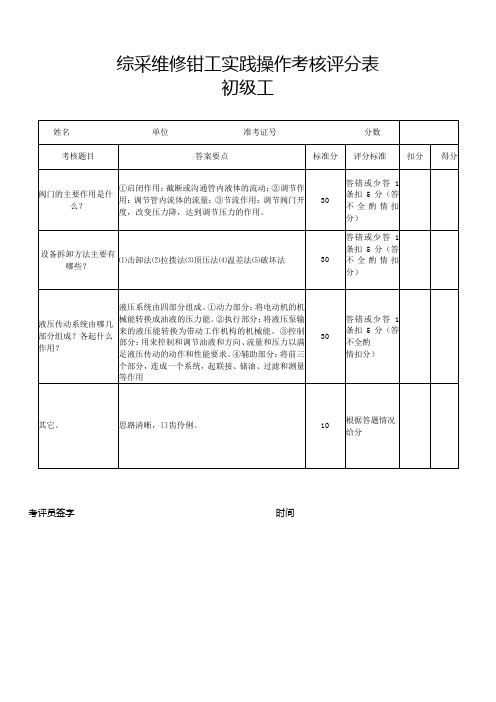
初级工
姓名单位准考证号
分数
考核题目
答案要点
标准分
评分标准
扣分
得分
阀门的主要作用是什么?
①启闭作用:截断或沟通管内液体的流动;②调节作用:调节管内流体的流量;③节流作用:调节阀门开度,改变压力降,达到调节压力的作用。
30
答错或少答1条扣5分(答不全酌情扣分)
设备拆卸方法主要有哪些?
⑴击卸法⑵拉拨法⑶顶压法⑷温差法⑸破坏法
30
答错或少答1条扣5分(答不全酌情扣分)
液压传动系统由哪几部分组成?各起什么作用?
液压系统由四部分组成。①动力部分:将电动机的机械能转换成油液的压力能。②执行部分:将液压泵输来的液压能转换为带动工作机构的机械能。③控制部分:用来控制和调节油液和方向、流量和压力以满足液压传动的动作和性能要求。④辅助部分:将前三个部分,连成一个系统,起联接、储油、过滤和测量等作用
工具数目,防止遗落在机器内阶造成事故。
5.液压传动腔内不准使用棉纱、布等抹擦油池和液压元件,以防造成液压传动故隙,应用泡沫塑料擦拭
30
答错或少答1条扣5分(答不全酌
情扣分)
乳化液泵开动前应检查哪些部位?
乳化液泵开动前应检查:
1.作业环境巷道帮顶大护是否安全可靠。
2.泵站各部连接螺伸是否紧固、联油状是否完整,管路连接是否可靠;
2检查各种仪表和油位指示器。
3.检查各部螺栓紧因情况,特别是各对口、底托架、摇臂套和挡煤板部位。
4.检命各部有无漏油、漏水现象。
5.更换、补充磨损或丢失的截齿、检查齿座情况。
6.检查电缆、电缆夹和拖拽情况。
7.检查牵引链、连接环及张紧情况。
8.检查滑靴和导向装置与溜槽导向管配合情况。
钳工中级实操考核工件及评分表完整
钳工中级实操考核工件及评分
表
(可以直接使用,可编辑实用优秀文档,欢迎下载)
职业技能鉴定题库统一试卷
钳工中级技能操作考核试卷
考件编号: 考生姓名: 考生单位:
考核要求:
1.本题分值:100分
2.考核时间:180分钟
3.具体考核要求:
(1)公差等级:锉配IT7。
(2)形位公差:锉配0.02~0.04mm。
(3)表面粗糙度:锉削Ra3.2。
(4)件1要在一块料上裁出并加工到尺寸。
(5)件2上斜角要与件1配作,配合间隙≤0.04
职业技能鉴定题库统一试卷
钳工中级技能操作考核记录评分表考件编号:考生姓名:考生单位:
评分人:年月日核分人:年月日工量具清单
施工单位质量(内业)检查评分表
检查人:被检查单位签字:检查日期:****年**月**日
地区中心医院临床科室医疗质量考核评分标准
科别:总分:检查人员:检查日期:临床科室负责人签字确认:
注:1、根据考核评分标准,每月进行一次全院医技科室大检查,其评分结果纳入当月的质量考核,与奖金挂钩,并作为年终科室各项先进工作评比的主要依据,对存在的问题在周会或科主任会议上通报。
2、如有重大差错或医疗事故年度评先一票否决。
3、“医疗安全制度”项目可以扣至负分,其余项目扣完为止。
4、如考核评分项目内容缺项的,按应检项目分数折算:考评得分/实际开展项目得分×100=最终实际得分。
装配钳工考核表13-88

3 4 4 4 4 4 4 3 3 3 3 1.5 1.5 1.5 0.7 1.5 0.7 0.7 0.7 0.7 0.7 0.7
2 3 3 3 3 3 3 2 2 2 2 1 1 1 0.4 1 0.4 0.4 0.4 0.4 0.4 0.4
0 1 1 1 1 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
装配钳工绩效考核表
姓名:
考 核 细 则 优 良 好 差 得分
月份
考核 实得 金额 奖金
在生产厂长和车间主任的领导下,严格遵守“设备操作规程”,完成每月的生产计划和生产任务(按公司总经理或厂部下达的任务);完成 90%-99%得分30分;完成80%-89%得分26分;完成70%-79%得分23分;完成60%-69%得分18分;完成50%-59%得分10分;完成50%以下不得分。并 对产品的装配质量负责(30分) 4 生 按设计人员提供的产品“装配图”的产品名称、型号、规格、专用工具,标准件等,做好装配前准备(4分) 产 熟悉各种机械传动原理,液压传动原理,气动原理,打孔、攻丝、工差配合、焊接、平磨、铣削、锯等装配工艺的能力进行装配(5分) 5 任 严格按照“装配工艺”,进行设备的装配,及时向设计人员反馈装配中的问题,对影响质量,进度的重大问题及时向生产厂长或组长汇报,装 5 务 配好后通知质检和设计人员进行装配认可,对在线调试要搬运到现场,确保装配质量(5分) 和 工 根据生产厂长和组长派工及工艺、质量要求,按时、保质、保量完成生产任务,并熟悉装配工艺和质量(5分) 5 作 搞好设备维护保养,搞好文明生产、安全生产;并熟悉专业知识,能看懂装配图纸;熟悉装配工艺和质量通晓装配工艺,具备设备操作常识 5 技 (5分) 能 坚持“质量第一”的方针,做到零件不磕碰,严格遵守工艺规程,按图纸、工艺组装,加强自检、互检,首件交检,确保质量(5分) 5 80 遵守相关规章制度,保持工作环境,按规范进行生产作业,产品质量满足规定要求(5分) 5 分 并对已装配好的产品、设备,要按规定整齐摆放在标识区内,严禁乱摆、乱放(4分) 4 不违章作业,确保安全,工件摆放整齐,通道无阻,保证工作场地整洁,做到文明生产(4分) 4 积极提高工作效率,减少原材料,辅助材料消耗,努力做到降低成本。遵守安全操作规程,保证安全生产(4分) 4 提前到岗,听从组长分配,明确生产任务,准备用具及所需图纸;坚守工作岗位,遵守公司各项规章制度,充分利用好上班工作时间。保证 完成当天的生产任务(4分) 工作认真负责,积极上进;有功于公司,集体荣誉观较强(2分) 上班时间无喝酒或做与工作无关的事情(2分) 团队意识强,无吵架、斗殴事件,本月无处罚事例(2分) 现 善于处理部门与部门之间、队伍与队伍之间及上、下级之间的关系(1分) 场 本月无消极怠工、影响生产事例发生(2分) 管 上班时间无睡觉、手机上网、看报纸。同时,手机24小时处于开机状态,不得拒绝电话(1分) 理 15 本月无迟到、早退、脱岗、赌博等违规处理记录(1分) 分 本月无安全事故发生(包括触电事故、坍塌事故、电焊伤害事故、火灾事故、机械伤害事故、设备事故、人身伤害事故等)(1分) 全面落实“安全第一,预防为主”的方针,切实搞好现场安全管理工作(1分) 严格执行国家有关法律法规,本人具有良好的对突发性事故应急处理的预防、事故报告、控制和应急处理工作能力(1分) 安全自我保护意识强,安全操作规范(1分) 配合、沟通、协调 5分(行政部考核) 层级意识明确,服从工作安排,原则性强,如违背则扣(5分) 4 2 2 2 1 2 1 1 1 1 1 1
钳工 中级 鉴定操作试题及考核评分表

技能操作考核评分表考生姓名:职业(工种):钳工申报等级:中级工.1.2钳工操作试卷考生姓名:职业(工种):钳工申报等级:中级工操作内容:加工六方体。
工具名称规格数量台虎钳1台手锯1把中粗扁锉2501把细扁锉2001把细扁锉1501把万能角度尺1把旅游卡尺1251把钻头Φ10.51个丝锥M121套划规1付钢直尺1个样冲1把高度游标划线尺1把手锤1把宽度角尺75mm1把二、操作要求:1、粗、精锉基准面工A,达到平面的平面度0.04mm,表面粗糙度Ra≦3.24μm的要求,同时要保证与圆柱母线的尺寸要求()06.0±。
2、粗、精锉相对面,以第一面为基准划出相距尺寸32mm的平面加工线,然后锉销,达到图样要求。
3、粗、精锉第三面,达到图样要求,同时要保证与母线的尺寸为()06.0±,控制120°角。
4、粗、精锉第四面,达到图样,同时要保证与母线的尺寸为()06.0±,及与第三面边长相等。
5、粗、精锉第五面,以第三面为基准划出相距为32mm的平面加工线,然后锉削达到图样要求。
6、粗、精锉第六角,以第四面为基准,划出相距32mm的平面加工线,然后锉削达到图样要求。
7、按图样要求,全部精度复查,并作必要的修整锉削,最后锐边倒棱。
8、钻孔,按¢10.5mm钻孔。
9、攻丝,用M12mm丝锥攻内螺纹。
课题名称六方体加工考号工时定额4小时序号技术要求配分评分标准自检复检得分1平面度0.04 (6面)12一处超差0.01扣1分2尺寸要素(3处)9一处超差0.01扣1分3尺寸公差值不大于0.08(3处)8一处超差0.02扣232-d232-d232-d。
钳工实操评分表
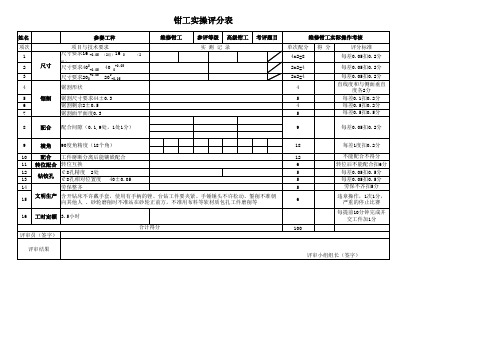
钳工实操评分表
维修钳工
参评等级 高级钳工 实测记录
考评题目
维修钳工实际操作考核
单次配分 得 分 4x2=8
评分标准 每差0.05扣0.2分
2x差0.05扣0.2分
每差0.05扣0.2分 直线度和与侧面垂直
度各2分 每差0.1扣0.2分 每差0.5扣0.2分 每差0.5扣0.5分
9
每差0.05扣0.2分
9
棱角 90度角精度(18个角)
10 配合 工件掰断分离后能镶嵌配合
11 转位配合 转位互换
12 13
钻铰孔
¢8孔精度 2处 ¢8孔相对位置度
40±0.05
14
劳保整齐
15
文明生产 含开钻床不许戴手套,使用有手柄的锉、台钻工件要夹紧、手锤锤头不许松动、錾削不准朝 向其他人 、砂轮磨削时不准站在砂轮正前方,不准用布料等软材质包扎工件磨削等
姓名 项次
1
2 3
4
5 6 7
尺寸 锯割
参赛工种
项目与技术要求
尺寸要求160-0.05
(2组)16
+0.05
0
(2
组)
尺寸要求400-0.05 尺寸要求200+0.05
40
+0.05 0
200-0.05
锯割形状
锯割尺寸要求44±0.3 锯割剩余2±0.5 锯割面平面度0.3
8
配合 配合间隙(0.1,9处,1处1分)
16 工时定额 3.5小时 评审员(签字)
合计得分
评审结果
18
每差1度扣0.2分
12
不能配合不得分
6
转位后不能配合扣6分
5
每差0.05扣0.5分
机修工段-钳工绩效考核表
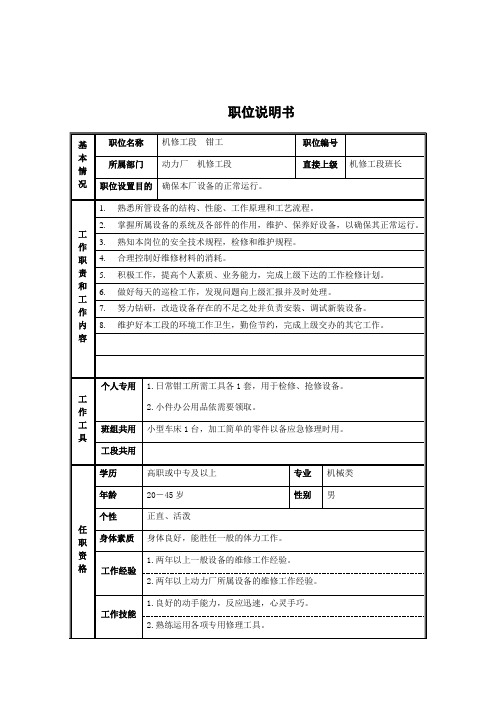
班组共用
小型车床1台,加工简单的零件以备应急修理时用。
工段共用
任职资格
学历
高职或中专及以上
专业
机械类
年龄
20-45岁
性别
男
个性
正直、活泼
身体素质
身体良好,能胜任一般的体力工作。
工作经验
1.两年以上一般设备的维修工作经验。
2.两年以上动力厂所属设备的维修工作经验。
工作技能
1.良好的动手能力,反应迅速,心灵手巧。
4.合理控制好维修材料的消耗。
5.积极工作,提高个人素质、业务能力,完成上级下达的工作检修计划。
6.做好每天的巡检工作,发现问题向上级汇报并及时处理。
7.努力钻研,改造设备存在的不足之处并负责安装、调试新装设备。
8.维护好本工段的环境工作卫生,勤俭节约钳工所需工具各1套,用于检修、抢修设备。
职位说明书
基本情况
职位名称
机修工段 钳工
职位编号
所属部门
动力厂 机修工段
直接上级
机修工段班长
职位设置目的
确保本厂设备的正常运行。
工作职责和工作内容
1.熟悉所管设备的结构、性能、工作原理和工艺流程。
2.掌握所属设备的系统及各部件的作用,维护、保养好设备,以确保其正常运行。
3.熟知本岗位的安全技术规程,检修和维护规程。
2.熟练运用各项专用修理工具。
职前培训
1.设备维修、维护规程及设备的工作原理、工艺流程。
2.设备维修时的安全要求。
其他要求
遵守国家法律法规。
电钳工岗位达标的考核评分表完成
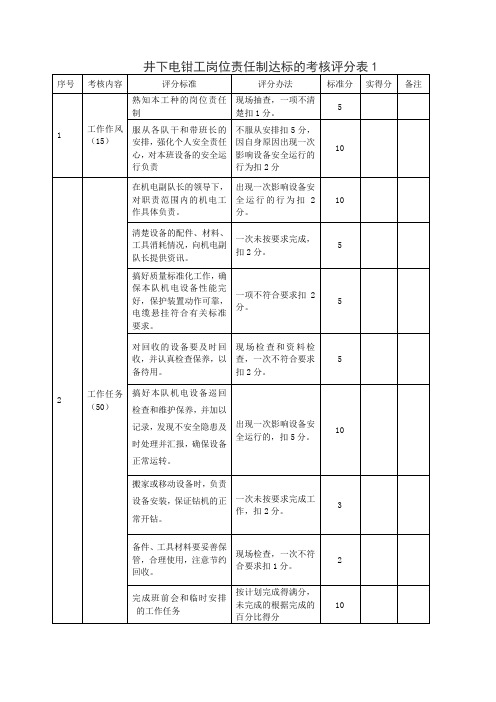
井下电钳工岗位责任制达标的考核评分表1序号考核内容评分标准评分办法标准分实得分备注1 工作作风(15)熟知本工种的岗位责任制现场抽查,一项不清楚扣1分。
5 服从各队干和带班长的安排,强化个人安全责任心,对本班设备的安全运行负责不服从安排扣5分,因自身原因出现一次影响设备安全运行的行为扣2分102 工作任务(50)在机电副队长的领导下,对职责范围内的机电工作具体负责。
出现一次影响设备安全运行的行为扣2分。
10清楚设备的配件、材料、工具消耗情况,向机电副队长提供资讯。
一次未按要求完成,扣2分。
5搞好质量标准化工作,确保本队机电设备性能完好,保护装置动作可靠,电缆悬挂符合有关标准要求。
一项不符合要求扣2分。
5对回收的设备要及时回收,并认真检查保养,以备待用。
现场检查和资料检查,一次不符合要求扣2分。
5 搞好本队机电设备巡回检查和维护保养,并加以记录,发现不安全隐患及时处理并汇报,确保设备正常运转。
出现一次影响设备安全运行的,扣5分。
10搬家或移动设备时,负责设备安装,保证钻机的正常开钻。
一次未按要求完成工作,扣2分。
3备件、工具材料要妥善保管,合理使用,注意节约回收。
现场检查,一次不符合要求扣1分。
2完成班前会和临时安排的工作任务按计划完成得满分,未完成的根据完成的百分比得分10序号考核内容评分标准评分办法标准分实得分备注3 遵章守纪(15)按规定佩戴好劳动保护用品。
现场抽查,一项不达标扣1分5严格执行公司及队内的各项规章制度一次未按规定执行,扣2分5 不出现“三违”出现“三违”不得分 54学习及灾害防治(20)熟悉掌握本岗位设备及各机电设备的构造原理、规格性能现场抽查,一次不清楚扣1分5能够熟练使用各种电气设备检修工具不会使用不得分,操作不当一次扣2分,造成事故的不得分5按要求参加各种培训,努力学习新技术,不断提高技术水平一次未按要求参加,扣2分5熟悉各种电气灾害的的处理方法,熟悉本队区域的避灾路线,掌握自救器、压风自救装置及灭火器等安全设施的使用方法。
模具部装配钳工考核指标及评分标准表
1次/3分,重犯加倍,扣完为止
组长统计
1次/15分. 1次/2分. 1次/3分. 违反规定扣1分。 违反规定扣1分。 违反规定扣1分。 违反规定扣2分。 违反规定扣1分。
经理统计 经理统计 人事统计
6S小组
20分 0次
30分 0次
20分 0次
0次 10分
0次 0次 0次 0次 15分 0次 0次 0次 0次 0次 0次 5分 0次 0次 0次
序号项目工作奖励奖励处奖励处对模具结构的合理性可行性及加工过程中的疑点难点提出建设性意见被采纳的予以加分加工前对图纸加工工艺存在的潜在问题及时发现补救得当使公司未受损失特别重大上报公司给予嘉奖
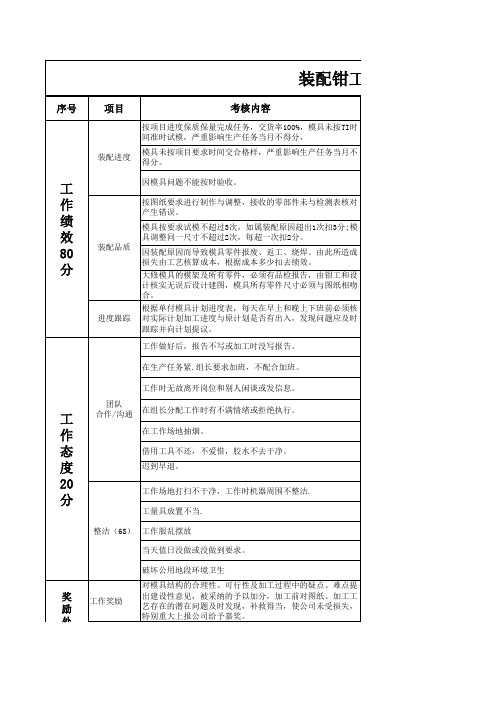
装配钳工考核指标及评分标
序号
工 作 绩 效 80 分
项目
考核内容
装配进度
按项目进度保质保量完成任务,交货率100%,模具未按TI时 间准时试模,严重影响生产任务当月不得分,
模具未按项目要求时间交合格样,严重影响生产任务当月不 得分。
因模具问题不能按时验收。
装配品质 进度跟踪
按图纸要求进行制作与调整,接收的零部件未与检测表核对 产生错误。
模具按要求试模不超过3次,如属装配原因超出1次扣3分;模 具调整同一尺寸不超过2次,每超一次扣2分。
因装配原因而导致模具零件报废、返工、烧焊。由此所造成 损失由工艺核算成本,根据成本多少扣去绩效。 大修模具的模架及所有零件,必须有品检报告,由钳工和设 计核实无误后设计建图,模具所有零件尺寸必须与图纸相吻 合。
根据单付模具计划进度表,每天在早上和晚上下班前必须核 对实际计划加工进度与原计划是否有出入,发现问题应及时 跟踪并向计划提议。
工作做好后,报告不写或加工时没写报告。