切削液使用过程中常见问题
切削液的常见问题和解决方案

切削液是在金属切削和加工过程中广泛使用的工业液体,它具有冷却、润滑、清洁和切屑排除等多种功能。
然而,在实际应用中,切削液也会面临一些常见问题,这些问题可能会影响到加工质量、工具寿命以及生产效率。
为了解决这些问题,需要对切削液的使用和维护进行合理管理。
以下是切削液的常见问题及相应的解决方案。
### 常见问题一:切削液温度过高切削液温度过高可能导致切削液的性能下降,加工件热变形,工具寿命缩短,甚至影响工件表面质量。
**解决方案:**1. **选择适当的切削液:** 不同类型的切削液对温度的抵抗能力不同,选择适合加工要求的切削液;2. **提高切削液流量:** 增加切削液的流量可以有效带走热量;3. **使用冷却设备:** 在切削过程中使用冷却设备,如冷却管或冷却系统,降低切削液温度。
### 常见问题二:切削液污染切削液在使用过程中会受到金属屑、油污、微生物等污染,导致切削液性能下降,产生异味,甚至对操作人员健康有影响。
**解决方案:**1. **定期更换切削液:** 按照生产工艺和使用情况,定期更换切削液;2. **使用过滤设备:** 安装过滤设备,过滤切削液中的杂质;3. **加强切削液维护:** 定期清理切削液槽,防止污染物积聚。
### 常见问题三:切削液泡沫过多切削液泡沫的过多会导致液位不稳定,影响切削液的性能,甚至引起泡沫溢出。
**解决方案:**1. **使用抗泡剂:** 添加抗泡剂来抑制切削液的泡沫生成;2. **调整切削液浓度:** 适量减少切削液的浓度,降低泡沫的生成倾向;3. **增加泡沫抑制设备:** 在切削液槽中安装泡沫抑制设备,减少泡沫的产生。
### 常见问题四:切削液pH值过高或过低切削液的pH值是影响其性能的关键因素,过高或过低都会导致切削液的腐蚀性增强,从而影响加工质量。
**解决方案:**1. **定期监测pH值:** 使用pH试纸或专业测试仪器定期监测切削液的pH值;2. **调整切削液配比:** 根据监测结果适当调整切削液的浓度;3. **添加pH调节剂:** 在切削液中添加pH调节剂,维持适当的酸碱平衡。
切削液常见问题分析与对策

冒烟激烈(油 1、切削油闪点偏低 基切削液) 2、切削温度过高
1、设置雾气吸收、排除装置和抑郁气设备 2、增大供液量,以降低切削温度 3、选用闪点高的切削油 4、换用水基切削液
液雾大
喷雾供液引起
控制喷雾供液量,要防止不切削时也喷出 探讨qq:2216502567
1、采用防止切屑飞溅的供液法,或设置切屑
挡板2、添加抗烟雾添加剂或换用闪点高的切
削油 3、增大供液流量和压力,降低切削
温度
4、抑郁用水基削液
1、测定切削液尝试并使之保持基本恒定 2、补充碱类物质以维持PH值在9左右 3、补充防锈剂 4、严重劣化时抑换用新液 5、在有切削液的情况下避免异种材料长时间 接触
工作液发红
切削液中的物质与切屑发生反 应,生成了过量的氧化铁
1、及时除去切削液中的切屑 2、添加防锈剂、PH提升剂 3、加一些铁离子络合剂(葡萄糖酸钠、磷酸 三钠等)
理化性能方面觉的问题、原因与可能的解决措施
泡沫过多
1、表面活性剂量太多 2、工作液浓度太高 3、流速和管路阴力过大
1、添加消泡剂 2、工作液浓度太高时适当加水稀释 3、降低流速和管路阻力
由于切削液的成分与铜匐金起化 学反应引起
1、检查要削液对铜合金的适应性、若不适
合,应适量加入铜合金防腐蚀剂,或更换切削
液
2、工作液劣化严重时及时更换新液
机床以及检测 装置运动不灵 活
切削液氧化变质、发粘,在机床 滑动面上滞留所致
1、添加抗氧化剂或选用氧化安定性好的切削 油 2、切削油劣化显著时及时更换 3、定期、定时清洁机床、仪表、加强设备维 护
着,产生崩刃 并周期性脱落,造成切削刃熔着 油 2、水基切削液的场合改用润滑性能优异
切削液使用注意事项

切削液使用注意事项切削液是在机械加工过程中起到冷却、润滑和清洁作用的液体。
正确使用切削液可以提高加工效率、延长刀具寿命,并且保证加工表面质量。
以下是关于切削液使用的一些注意事项。
1. 选择合适的切削液不同的切削液适用于不同的加工材料和加工方式。
一般来说,切削液可以分为水溶性切削液和油溶性切削液两类。
水溶性切削液适用于大多数金属材料的加工,而油溶性切削液适用于特殊材料或特殊加工方式。
在选择切削液时,要考虑到加工材料、加工方式、刀具类型和润滑要求等因素。
2. 正确调配切削液切削液的浓度和pH值对加工效果和切削液的寿命有着重要影响。
一般来说,切削液的浓度过低会导致润滑效果不佳,切削液的浓度过高则会增加成本并可能导致切削液泡沫过多。
调配切削液时,应按照切削液供应商提供的配方和使用说明进行操作,并定期检测切削液的浓度和pH值,确保其在合适的范围内。
3. 控制切削液的温度切削液的温度对加工效果和切削液寿命有着重要影响。
切削液的温度过高会导致刀具磨损加剧和加工表面质量下降,切削液的温度过低会影响切削液的润滑效果。
因此,在使用切削液时,要采取措施控制切削液的温度,如使用冷却装置或适当增加切削液供给量。
4. 定期清洗切削液系统切削液系统中容易积聚切屑、沉淀物和细菌等污染物,长期积累会导致切削液的质量下降。
因此,需要定期清洗切削液系统,清除积聚的污染物,并更换新的切削液。
清洗切削液系统时,要注意选择合适的清洗剂,并按照清洗剂供应商提供的使用说明进行操作。
5. 保持切削液的清洁切削液的清洁度对加工效果和切削液寿命有着重要影响。
切削液中的杂质和污染物会导致刀具磨损加快和加工表面质量下降。
因此,在使用切削液时,要保持工作环境的清洁,并采取措施防止切削液受到外界污染,如使用密封容器存储切削液、避免切削液与废液混合等。
6. 定期检测切削液质量切削液的质量直接影响加工效果和切削液的寿命。
因此,需要定期检测切削液的质量,如测量切削液的浓度和pH值、检测切削液中的杂质和污染物等。
刀具切削液使用中的问题及其对策

刀具切削液使用中的问题及其对策切削液由于有冷却、润滑、清洗和防锈等功能,被广泛地应用在切削加工中。
切削液在使用中经常出现变质发臭、腐蚀、产生泡沫、使用操作者皮肤过敏等问题,下面结合我们工作中的实际经验,谈谈切削液使用中的问题及其对策。
切削波变质发臭的问题切削液变质发臭的主要原因是:切削液中含有大量细菌,切削液中的细菌主要有耗氧菌和厌氧菌。
耗氧菌生活在有矿物质的环境中,如水、切削液的浓缩液和机床漏出的油中,在有氧条件下,每20~30min分裂为二。
而厌氧菌生存在没有氧气的环境中,每小时分裂为二,代谢释放出SO2,有臭鸡蛋味,切削液变黑。
当切削液中的细菌大于106时,切削液就会变臭。
(1) 细菌主要通过以下渠道进入到切削液中:配制过程中有细菌侵入,如配制切削液的水中有细菌。
空气中的细菌进入切削液。
工件工序间的转运造成切削液的感染。
操作者的不良习惯,如乱丢脏东西。
机床及车间的清洁度差。
(2)控制细菌生长的方法使用高质量、稳定性好的切削液。
用纯水配制浓缩液,不但配制容易,而且可改善切削液的润滑性,且减少被切屑带走的量,并能防止细菌侵蚀。
使用时,要控制切削液中浓缩液的比率不能过低,否则易使细菌生长。
由于机床所用油中含有细菌,所以要尽可能减少机床漏出的油混入切削液。
切削液的pH值在8.3~9.2时,细菌难以生存,所以应及时加入新的切削液,提高pH值。
保持切削液的清洁,不要使切削液与污油、食物、烟草等污物接触。
经常使用杀菌剂。
保持车间和机床的清洁。
设备如果没有过滤装置,应定期撇除浮油,清除污物。
切削液的腐蚀问题(1)产生腐蚀的原因切削液中浓缩液所占的比例偏低。
切削液的pH值过高或过低。
例如PH>9.2时,对铝有腐蚀作用。
所以应根据金属材料选择合适的pH值。
不相似的金属材料接触。
用纸或木头垫放工件。
零部件叠放。
切削液中细菌的数量超标。
工作环境的湿度太高。
(2)防治腐蚀的方法用纯水配制切削液,并且切削液的比例应按所用切削液说明书中的推荐值使用。
切削液使用中出现的问题及其解决办法
切削液使用中出现的问题及其解决方法问题一:加工精度下降主要原因:1.冷却不充分或不均匀;2.加工液选型不合适;3.加工液失效解决办法:1.调整与改善供液喷嘴,扩大供液范围,提高供液压力与流量,增大供液量;2.更改品种,选择合适的加工液;3.更换加工液,将失效的清除,配制新的加工液。
问题二:机床或加工件生锈(含水)主要原因:1.加工液浓度下降;2.PH值降低;3.加工液腐败变质解决办法:1.经常检测浓度变化,添加新液,保持加工液浓度;2.保持PH值在9左右;3.加杀菌剂处理或者更换加工液。
问题三:铜、铝合金零件变色主要原因:加工液的组分与铜、铝合金起反应解决办法:更换加工液品种问题四:加工液起泡(含水);乳化液分离,转相(含水)主要原因:加工液中含表面活性剂量较大;1.稀释的方法不当;2.漏入其他油液(如导轨油、液压油等);3.腐败、劣化;4.加工铝或铝合金时,氢氧化铝起化学作用解决办法:加入适当消泡剂或改用其他加工液;1.按照产品使用说明进行稀释;2.安装浮油回收处理装置(如撇油器等);3.加杀菌剂杀菌;4.更换加工液问题五:加工液变色发臭主要原因:1.漏入其他杂质,引起腐败;2.加工液中某些组分与切屑起反应解决办法:1.加杀菌剂杀菌;2.更换加工液问题六:机床涂漆层变色与剥落(含水)主要原因:加工液中碱与表面活性剂对漆层的作用解决办法:更换加工液,选择合适的加工液问题七:对人体危害——皮肤过敏、皮肤炎主要原因:加工液中的碱、表面活性剂等组分对人皮肤起脱脂作用,某些组分对某些人有过敏作用,以致诱发皮肤炎等解决办法:1.选择对人体皮肤刺激小的加工液;2.操作者采取必要的防护措施,如戴手套等。
摘自《设备润滑手册》供大家相互学习。
使用切削液时应注意什么问题【详解】
切削液是一款应用很广泛的产品,它是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,但是在工业加工和使用过程中,总会因为一些小细节没有做好而出现一些小问题,那么切削液该怎么正确使用呢?在使用过程中我们应该注意哪些问题呢?小编为您整理编辑了以下几点內容:1、要查验稀释切削液使用的水,使用的水的硬度。
2、看加工的工件材料是什么?加工刀具,以及加工方法,切削液的循环过滤方法,来选择适合的切削液。
3、更換新的切削液的时候请抓好杀菌清洗工作。
4、清洗机床的要需注意清洗介质,是不是容易使机器设备生锈和引发泡沫等问題。
5、请常常查验机器设备的漏油状况并及时撇除工作液表面上的废油,机器设备中的导轨油,液压油大量漏入工作液时会引发材料腐蚀,滋长细菌等问題。
6、请定期对工作液进行PH值和浓度检测,要是PH值和浓度波动太大,很容易导致细菌的繁殖,缩短切削液的使用寿命。
稳定的PH值和浓度,可以延长切削液的使用寿命。
7、请勿直接往液槽兑水或是加浓缩液,直接的添加可能会使工作液局部浓度过低或是过高,而引发机器设备锈蚀,滋长细菌和引发皮肤过敏等问題。
8、要是机器设备需要维修或是长期停机,请做好工作液的维护保养工作。
长期停机的环境下,工作液处在静止缺氧状态,这个时候厌氧菌繁殖十分活跃。
特别是在是夏季,细菌滋长的最好时机。
不管哪种的方法目的就是尽可能让工作液处在富氧状态。
扩展资料:切削液变质产生废水废液的主要原因是什么?(1)机床使用的润滑油泄露入侵切削液,使切削液乳化变色分层浑浊粘稠,主要性能指标下降而变成废水废液。
(2)切削液在使用过程中各组分消耗并不均衡,造成部分性能指标迅速下降而变成废水废液,添加原液也不能恢复性能指标。
(3)细菌入侵并大量繁殖,切削液有效组分迅速分解,切削液产生恶臭气味,切削液分层浑浊,性能指标迅速下降而变成废水废液。
(4)切削液在使用时在高温和空气中氧的作用下,部分添加剂氧化变质,造成性能指标下降而变成废水废液。
切削液常见问题的处理

切削液常见问题的处理由于水性的切削液自身的一定的局限性,使用时会出现很多问题。
这些问题的产生有很多的客观因素包括温差、水质、原料品质、使用的工况、操作工的习惯等。
对于部分的问题我们提供一些解决办法和方案供您参考。
一、如何处理切削液伤手的问题切削液伤手的特征有:手脱皮、皮肤起红疹、起泡、发炎、瘙痒、有伤口的地方溃烂等,解决这些需要了解切削液的各种组分。
1、对于手脱皮这种情况,跟切削液的pH值存在很大的关系,过高就会出现这种特征,一般加工铸铁、钢材类的切削液pH值尽量保持在8.5-9.5之间、对于铝材切削液pH值应保持在8.5-9.0之间合适。
如减少三乙醇胺的使用量2、对于手上皮肤的其他症状。
多数跟切削液中的杀菌剂有关,杀菌剂使用量太高会刺激皮肤,出现炎症,三嗪类的杀菌剂如(BK)作用机理是细菌分解杀菌剂从而产生甲醛,甲醛有防腐灭菌的效果。
甲醛会刺激皮肤,出现炎症,所以使用这类杀菌剂不宜过高,另外过多的使用亚硝酸钠也会刺激皮肤,出现瘙痒、溃烂的产生此外也不排除其他的原因,如操作人员的体质、皮肤过敏等因素二、关于加工出来的铸铁件、钢件没有生锈,而机床导轨出现生锈的情况有些负荷加工需要添加极压剂(主要以含S、P、Cl等极压活性元素的化合物),这类添加剂和润滑剂复配使用可以大大改善切削的难易程度,提高刀具的抗磨损的能力。
缺点是这些物质加入到水溶性切削液中容易对多种金属产生腐蚀。
这些化合物溶于水后产生少量游离的CL、S、P与水中的氢离子结合产生酸从而会腐蚀导轨。
对于国内生产氯化石蜡S52最好加点油酸进去,把游离态的元素中和达到抗腐蚀的效果、三、对于全合成切削液在夏天出现的工件生锈的情况全合成的切削液由于不含油,很多生产厂家会选择无机盐作为其防锈的添加剂,如亚硝酸钠、硼砂、苯甲酸钠、葡萄糖酸钠、碳酸钠等,钼酸钠的防锈性很好,但是价格太贵,其他无机盐的添加量一般会很高才能达到很好的防锈效果,夏天天气热,水分蒸发大,再加上操作人员不及时的添加切削液,导致液槽里面的无机盐达到饱和状态,从而析出,附着在工件表面,不仅防锈达不到,给后面的清洗带来很大的麻烦。
切削液使用过程中常见问题
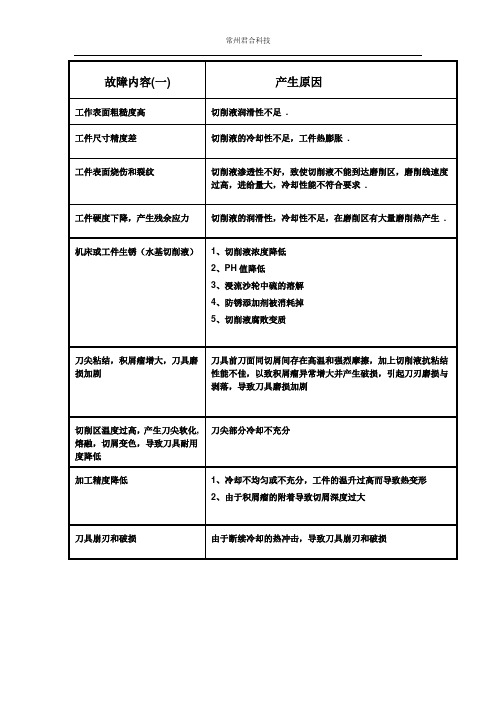
故障内容(一) 产生原因工作表面粗糙度高切削液润滑性不足 .工件尺寸精度差切削液的冷却性不足,工件热膨胀 .工件表面烧伤和裂纹切削液渗透性不好,致使切削液不能到达磨削区,磨削线速度过高,进给量大,冷却性能不符合要求 .工件硬度下降,产生残余应力切削液的润滑性,冷却性不足,在磨削区有大量磨削热产生 .机床或工件生锈(水基切削液)1、切削液浓度降低2、PH值降低3、浸流沙轮中硫的溶解4、防锈添加剂被消耗掉5、切削液腐败变质刀尖粘结,积屑瘤增大,刀具磨损加剧刀具前刀面同切屑间存在高温和强烈摩擦,加上切削液抗粘结性能不佳,以致积屑瘤异常增大并产生破损,引起刀刃磨损与剥落,导致刀具磨损加剧切削区温度过高,产生刀尖软化,熔融,切屑变色,导致刀具耐用度降低刀尖部分冷却不充分加工精度降低1、冷却不均匀或不充分,工件的温升过高而导致热变形2、由于积屑瘤的附着导致切屑深度过大刀具崩刃和破损由于断续冷却的热冲击,导致刀具崩刃和破损故障内容(二) 产生原因工件的加工表面恶化(粗糙,撕裂,拉伤)1、由于润滑不充分而附着大量积屑瘤2、切屑粘结引起拉伤使用液发红切削液中的物质与切屑发生反应,生成了过量的氧化铁泡沫过多1、表面活性剂量太多2、使用液浓度太高3、流速和管路阻力过大过滤器,管道早期堵塞1、切削液腐败,分离油、脂、皂等物质与切屑结成淤渣2、霉菌大量繁殖限位开关等电气系统故障1、水分混入电气系统2、切削液飞溅入电气系统3、切削液中的高级脂肪酸皂的粘稠性引起乳化液分离,生成不溶性漂浮物1、水太硬或稀释方法不当2、漏油混入过多3、劣化严重,腐败4、铝屑与切削液中的物质反应生成铝皂涂料剥落切削液中的碱和表面活性剂引起后刀具磨损大,刀具寿命低1、刀尖和刀刃部分润滑性不良,产生磨料磨损2、切削液含有活性物质,产生化学磨损3、供液量不足,切削温度过高过度发热引起刀具寿命降低对刀具的冷却不充分故障内容(三) 产生原因使用过程中刀具寿命逐渐变短1、油基切削液的场合,由于漏油混入引起添加剂浓度降低2、水基切削液的场合由于只补给水造成浓度降低从油基切削液换成水基切削液后刀具寿命急剧下降1、由于切削液种类固有的性能差别引起润滑性不足2、切屑用量不适合刀刃崩刀、剥落导致破损失效1、积屑瘤破碎引起崩刃2、继续冷却的热冲击引起破损刀刃发生熔着,产生崩刃缺口抗粘着能力差,积屑瘤异常发生并周期性脱落,造成刀刃熔着和损伤切屑变色严重,刀尖软化、熔融,刀具寿命缩短1、切屑热导致切屑温度过高2、对切屑区冷却不充分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削液使用过程中常见问题
切削液具有冷却、润滑、清洗和防锈等功能,被广泛地应用在切削加工中。
切削液在使用中经常出现变质发臭、腐蚀、产生泡沫、使用操作者皮肤过敏等问题,下面结合我们工作中的实际经验,谈谈切削液使用中的问题及其对策。
一、切削液变质发臭的问题
机床漏出的油或污染物混入到切削液中会产生大量细菌,主要是耗氧菌和厌氧菌。
厌氧菌生存在没有氧气的环境中,每小时分裂为二,代谢释放出SO2,有臭鸡蛋味,切削液变黑。
当切削液中的细菌达到一定程度时,切削液就会变臭。
(1) 细菌主要通过以下渠道进入到切削液中:
1)配制过程中有细菌侵入,如配制切削液的水中有细菌。
2)空气中的细菌进入切削液。
3)工件工序间的转运造成切削液的污染。
4)操作者的不良习惯,如乱丢脏东西。
5)机床及车间的清洁度差。
(2)控制细菌生长的方法:
1)使用高质量、稳定性好的切削液。
2)用纯水配制浓缩液。
3)避免机床漏出的油混入切削液。
4)保持切削液的清洁,不要使切削液与污油、食物、烟草等污物接触。
5)设备如果没有过滤装置,应定期撇除浮油,清除污物。
二、切削液的腐蚀问题
(1)产生腐蚀的原因:
1)切削液中浓缩液所占的比例偏低。
2)切削液的pH值过高或过低。
3)零部件叠放。
4)切削液中细菌的数量超标。
5)工作环境的湿度太高。
(2)防治腐蚀的方法:
2)在需要的情况下,要使用防锈液。
3)控制细菌的数量,避免细菌的产生。
4)检查湿度,注意控制工作环境的湿度在合适的范围内。
5)要避免切削液受到污染。
6)要避免不相似的材料接触,如铝和钢、铸铁(含镁)和铜等。
三、产生泡沫的问题
在使用切削液时,有时切削液表面会产生大量泡沫。
(1)产生泡沫的主要原因:
1)切削液的液面太低。
2)切削液的流速太快,气泡没有时间溢出,越积越多,导致大量泡沫产生。
3)水槽设计中直角太多,或切削液的喷嘴角度太直。
(2)避免产生泡沫的方法:
1)在集中冷却系统中,管路分级串联,离冷却箱近的管路压力应低一些。
2)保证切削液的液面不要太低,及时检查液面高度,及时添加切削液。
3)控制切削液流速不要太快。
4)在设计水槽时,应注意水槽直角不要太多。
5)在使用切削液时应注意切削液喷嘴角度不要太直。