solidworks折弯扣除表(R=0.2-R=0.5)
折弯扣除系数表-SW中K因子
0.23
2
3.3
0.237
2.5 4.2
0.215
3
5
0.221
4
6.8
0.212
5
8.2
0.245
6
9.8
0.331
0.8 1.4
1
1.7
铝
1.2 1.9
板
1.5 2.2
2
2.7
2.5 3.8
3
4.5
M2 M2.5
M3 M4 M5 M6 M8 M10 M12 M14 M16 M18
φ1.6 φ2.1 φ2.5 φ3.3 φ4.2 φ5 φ6.8 φ8.5 φ10.2 φ12 φ14 φ15.4
比重
M3
φ1.5
M4
φ2.0
பைடு நூலகம்M5
φ2.5
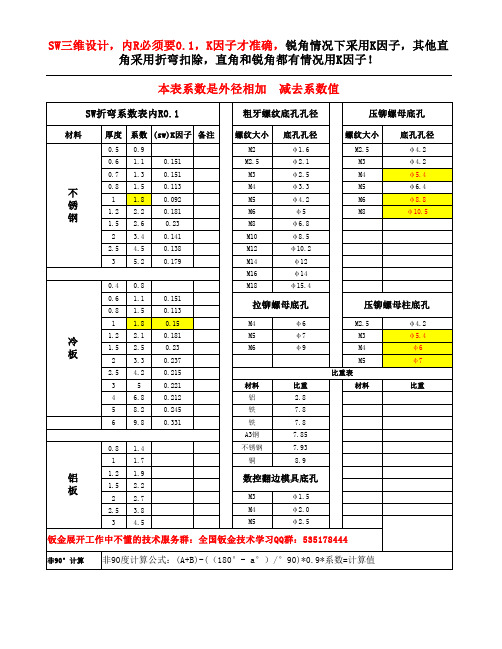
钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444
非90°计算 非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值
压死边 压圆弧
外经相加不减系数即可,就是外径直接相加,SW中内R0.1,K是0.61; 中心层展开,SW中K是0.5;
锐角展开计算情况说明如下
1.A,B
尺寸内R设置0.1,单刀标到外R的圆弧中心,
多道相邻之间距离标到R外端,见下图;
2.0.9是经验值,不*0.9或许会小;
3.
系数是对应不同板后的系数;
4.计
算和SW中K因子或许有点差别,总体展开在0.7
以内,问题不大,不影响加工!
5.在
实际当中如果把握不准,可以通过内径相加
加系数两种方法进行比较,总展开尺寸控制
折弯扣除系数表,SW中K因子

本表系数是外径相加 减去系数值
SW折弯系数表内R0.1
粗牙螺纹底孔孔径
压铆螺母底孔
材料
厚度 系数 (sw)K因子 备注 螺纹大小 底孔孔径
螺纹大小
底孔孔径
0.5 0.9
0.6 1.1
0.23
2
3.3
0.237
2.5 4.2
0.215
3
5
0.221
4
6.8
0.212
5
8.2
0.245
6
9.8
0.331
0.8 1.4
1 1.7
铝
1.2 1.9
板
1.5 2.2
2 2.7
2.5 3.8
3 4.5
M2 M2.5
M3 M4 M5 M6 M8 M10 M12 M14 M16 M18
φ1.6 φ2.1 φ2.5 φ3.3 φ4.2
本系数表仅供参考使用,模具不同,系数有变化,大家可以做的时候验证下,再批量操作!
的
问 回答
回答 回答
回答
回答 回答
数控翻边模具底孔
M2.5 M3 M4 M5
比重表 材料
φ4.2 φ5.4 φ6 φ7
比重
M3
φ1.5
M4
ቤተ መጻሕፍቲ ባይዱφ2.0
M5
φ2.5
钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444
非90°计算 非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值
压死边 压圆弧
基于Solidworks钣金折弯计算分析(原创)
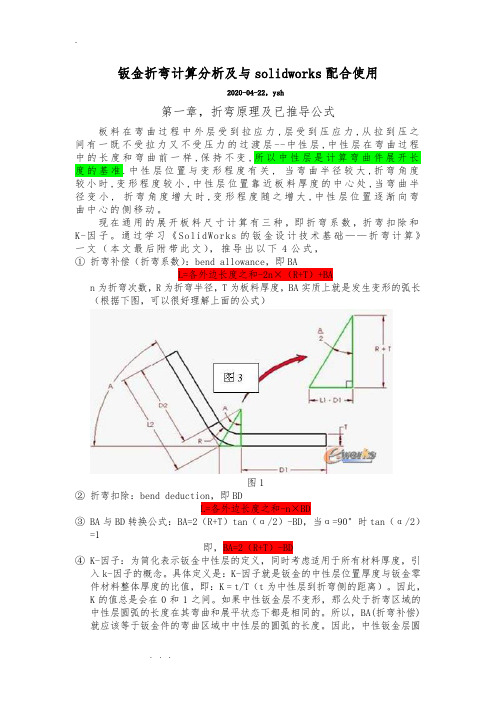
钣金折弯计算分析及与solidworks配合使用2020-04-22,ysh第一章,折弯原理及已推导公式板料在弯曲过程中外层受到拉应力,层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的侧移动。
现在通用的展开板料尺寸计算有三种,即折弯系数,折弯扣除和K-因子。
通过学习《SolidWorks的钣金设计技术基础——折弯计算》一文(本文最后附带此文),推导出以下4公式,①折弯补偿(折弯系数):bend allowance,即BAL=各外边长度之和-2n×(R+T)+BAn为折弯次数,R为折弯半径,T为板料厚度,BA实质上就是发生变形的弧长(根据下图,可以很好理解上面的公式)图1②折弯扣除:bend deduction,即BDL=各外边长度之和-n×BD③BA与BD转换公式:BA=2(R+T)tan(α/2)-BD,当α=90°时tan(α/2)=1即,BA=2(R+T)-BD④K-因子:为简化表示钣金中性层的定义,同时考虑适用于所有材料厚度,引入k-因子的概念。
具体定义是:K-因子就是钣金的中性层位置厚度与钣金零件材料整体厚度的比值,即:K = t/T(t为中性层到折弯侧的距离)。
因此,K的值总是会在0和1之间。
如果中性钣金层不变形,那么处于折弯区域的中性层圆弧的长度在其弯曲和展平状态下都是相同的。
所以,BA(折弯补偿)就应该等于钣金件的弯曲区域中中性层的圆弧的长度。
因此,中性钣金层圆弧的半径可以表示为(R+t).利用这个表达式和折弯角度,中性层圆弧的长度(BA)就可以表示为:BA = π(R+t)α/180°=π(R+KT)α/180°K-因子与BA的转换公式:BA=π(R+KT)×α/180°,当α=90°时,即BA=π(R+KT)/2solidworks系统也是采用上面的公式进行计算。
SolidWorks折弯表
SolidWorks折弯表本文将教您在处理钣金时如何使用SolidWorks折弯模块。
我们还将研究如何为SolidWorks创建钣金规格表。
过去曾经使用过钣金的任何人都知道钣金属性(例如折弯系数,折弯系数,弯曲半径,K因子,标尺厚度等)非常重要。
如果零件的制造或设计具有错误的特性,那么最终产品本身也将是不正确的。
在装配中使用时,任何误差都可以倍增,例如钣金规格误差,因为它是基于板材的重量而不是厚度。
在这种情况下,可以使用SolidWorks进行帮助,利用钣金规格表来确保为所使用的各种材料选择正确的厚度以及相应的属性。
能够创建钣金设计需要三个值,它们是:•折弯系数(以K因子表示)•弯曲半径•材料厚度通过为您的项目设置钣金规格表,可以轻松选择材料的弯曲半径和合适的壁厚,从而极大地加快您的工作流程。
K因子的选择也可以通过量表自动进行。
弯曲裕度/扣除弯曲裕度和弯曲扣除是指金属在弯曲区域的行为方式。
众所周知,金属会在弯曲区域变形和拉伸,这在使用钣金进行设计时必须加以考虑。
K因子是计算折弯容限和折弯扣除量的最常用方法,但是可以通过多种方法进行计算。
出于本文的目的,我们将假设K因子为0.5,而不是一路计算得出。
折弯半径在设计和评估钣金设计时,材料的弯曲半径非常重要。
弯曲半径取决于两个因素。
使用的工具以及材料的壁厚。
可以用来弯曲金属板的一种特定工具的示例是冲头和模具。
该装置将安装在压力机中。
通用冲模和冲模设置的示例通过查看此图,我们可以看到V形模具位于压力机的底部,而金属板位于模具的顶部。
冲头在冲床顶部的模具和钣金上方。
按下冲头后,它将迫使钣金成形为模具的形状。
模具和冲头都将在其v形的峰值处具有半径,这将确定在金属中形成的弯曲的类型。
这称为底部弯曲,是在钣金上形成弯曲的多种方法之一。
在过程中使用哪种类型的弯曲并不重要,所创建的弯曲半径是需要关注的重点。
这将再次取决于材料的壁厚和所使用的特定弯曲方法。
板材厚度钣金件的壁厚可以表示为规格值,例如10、12或16ga。
solidworks折弯K因子-0.2R

2>当R内 / T 的比值大于等于5时,K=0.53>折褶边时,L=毛尺寸减去板厚的0.4T .常见材料的理论重量计算公式及举例钢板= 7.85*厚度*面积举例: 长1000*宽800*厚度2.0 (7.85*1*0.8*2= 12.56 kg)铝板= 2.71*厚度*面积举例: 长1200*宽750*厚度1.5 (2.71*1.2*0.75*1.5= 3.65 kg)圆管=0.02466*壁厚*(外径-壁厚)*长度举例:¢30*1.5*1000L (0.02466*1.5*(30-1.5)*1 =1.05kg)圆钢=0.00617*直径*直径*长度 (有的算0.00625)举例:¢20*1000L (0.00617*20*20*1 =2.47kg)方钢=0.00785*边宽*边宽*长度举例:□25*1000L (0.00785*25*25*1 =4.91kg)角钢(角铁) =0.00785*(边宽+边宽-边厚)*边厚*长度举例:等边角铁 ∟25*3*1000L (0.00785*(25+25-3)*3*1= 1.11 kgK因子计算表K因子=折弯内表面到中性面距离/板厚中性层弯曲半径R=折弯内圆角+r/t*t。
注r/t=中性层位置系数K因子——中性层系数=内表面到中性面距离/材料厚度注意啊,K因子并不等于折弯内圆角/材料厚度,很多人讲钣金展开有误差都是从这引起的,r/t与K因子有个对应关系的r/T 0.1 0.15 0.2 0.25 0.3 0.4 0.5 K 0.30 0.32 0.33 0.35 0.36 0.37 0.38 r/T 0.6 0.7 0.8 0.9 1 1.1 1.2K 0.39 0.40 0.408 0.414 0.42 0.425 0.43r/T 1.3 1.4 1.5 1.6 1.7 1.8 1.9 K 0.433 0.436 0.44 0.443 0.446 0.45 0.452r/T 2.0 2.5 3 3.5 3.75 4 4.5K 0.455 0.46 0.47 0.473 0.475 0.476 0.478适用于无顶板的V形弯曲,适用材料为钢板。
基于Solidworks钣金折弯计算分析(原创)
钣金折弯计算分析及与solidworks配合使用2022-04-26,ysh第一章,折弯原理及已推导公式板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动。
现在通用的展开板料尺寸计算有三种,即折弯系数,折弯扣除和K-因子。
通过学习《SolidWorks的钣金设计技术基础——折弯计算》一文(本文最后附带此文),推导出以下4公式,①折弯补偿(折弯系数):bend allowance,即BAL=各外边长度之和-2n×(R+T)+BAn为折弯次数,R为折弯半径,T为板料厚度,BA实质上就是发生变形的弧长(根据下图,可以很好理解上面的公式)图1②折弯扣除:bend deduction,即BDL=各外边长度之和-n×BD③BA与BD转换公式:BA=2(R+T)tan(α/2)-BD,当α=90°时tan(α/2)=1即,BA=2(R+T)-BD④K-因子:为简化表示钣金中性层的定义,同时考虑适用于所有材料厚度,引入k-因子的概念。
具体定义是:K-因子就是钣金的中性层位置厚度与钣金零件材料整体厚度的比值,即:K = t/T(t为中性层到折弯内侧的距离)。
因此,K的值总是会在0和1之间。
如果中性钣金层不变形,那么处于折弯区域的中性层圆弧的长度在其弯曲和展平状态下都是相同的。
所以,BA(折弯补偿)就应该等于钣金件的弯曲区域中中性层的圆弧的长度。
因此,中性钣金层圆弧的半径可以表示为(R+t).利用这个表达式和折弯角度,中性层圆弧的长度(BA)就可以表示为:BA = π(R+t)α/180°=π(R+KT)α/180°K-因子与BA的转换公式:BA=π(R+KT)×α/180°,当α=90°时,即BA=π(R+KT)/2solidworks系统也是采用上面的公式进行计算。
sw折弯系数表 k因子
sw折弯系数表 k因子SW折弯系数表 K因子引言在金属加工中,折弯是一种常见的加工方法。
在进行折弯时,材料会受到应力和变形,这可能会导致零件变形或破裂。
为了避免这种情况的发生,需要计算出正确的折弯参数。
其中一个重要的参数是SW折弯系数表K因子。
什么是SW折弯系数表?SW折弯系数表是一种用于计算金属板材在压力下变形程度的工具。
该表基于Society of Manufacturing Engineers(SME)研究小组开发的公式,并由SolidWorks公司推出。
它可以帮助制造商确定正确的折弯角度和半径,并确保零件不会受到过度应力或变形。
如何使用SW折弯系数表?要使用SW折弯系数表,需要知道以下信息:- 材料类型- 板材厚度- 折弯角度- 折弯半径根据这些信息,在SW折弯系数表中查找相应的K因子值。
然后,将K因子值与以下公式结合使用来计算所需的压力:P = K * S * T / R其中:P = 压力(单位:牛顿)K = SW折弯系数表中的K因子S = 材料的拉伸强度(单位:帕斯卡)T = 板材厚度(单位:毫米)R = 折弯半径(单位:毫米)计算出所需的压力后,就可以确定所需的折弯力和机器设置。
SW折弯系数表的优点使用SW折弯系数表具有以下优点:1. 准确性:SW折弯系数表基于科学公式,可以提供准确的结果。
2. 方便性:SW折弯系数表易于使用,只需要输入几个参数即可。
3. 经济性:通过正确计算折弯参数,可以避免材料浪费和零件破裂等问题,从而节约成本。
4. 适用性:SW折弯系数表适用于各种不同类型和厚度的金属板材。
注意事项在使用SW折弯系数表时,需要注意以下事项:1. SW折弯系数表只适用于单向加工。
如果需要进行多向加工,则需要进行额外计算。
2. SW折弯系数表中列出了大量不同类型和厚度的材料。
如果要使用非标准材料,则需要进行额外计算。
3. 技术人员应该根据机器和材料的特性进行调整,以确保结果的准确性。
折弯扣除系数表,SW中K因子
折弯扣除系数表,SW中K因子材料厚度系数(sw)K因子备注螺纹大小底孔孔径螺纹大小底孔孔径0.50.9M2φ1.6M2.5φ4.20.61.10.151M2.5φ2.1M3φ4.20.71.30.151M3φ2.5M4φ5.40.81.50.113M4φ3.3M5φ6.411.80.092M5φ4.2M6φ8.81.22.20.181M6φ5M8φ10.51.52.60.23M8φ6.823.40.141M10φ8.52.54.50.138M12φ10.235.20.179M14φ12M16φ140.40.8M18φ15.40.61.10.1510.81.50.11311.80.15M4φ6M2.5φ4.21.22.10.181M5φ7M3φ5.41.52.50.23M6φ9M4φ623.30.237M5φ72.54.20.215350.221材料比重材料比重46.80.212铝 2.858.20.245铁7.869.80.331铁7.8A3钢7.850.8 1.4不锈钢7.9311.7铜8.91.21.91.52.222.7M3φ1.52.53.8M4φ2.034.5M5φ2.5非90°计算压铆螺母柱底孔拉铆螺母底孔数控翻边模具底孔比重表钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值冷板铝板SW三维设计,内R必须要0.1,K因子才准确,锐角情况下采用K因子,其他直角采用折弯扣除,直角和锐角都有情况用K因子!本表系数是外径相加减去系数值SW折弯系数表内R0.1粗牙螺纹底孔孔径压铆螺母底孔不锈钢压死边压圆弧的本系数表仅供参考使用,模具不同,系数有变化,大家可以做的时候验证下,再批量操作!锐角展开计算情况说明如下1.A,B尺寸内R设置0.1,单刀标到外R的圆弧中心,多道相邻之间距离标到R外端,见下图;2.0.9是经验值,不*0.9或许会小;3.系数是对应不同板后的系数;4.计算和SW中K因子或许有点差别,总体展开在0.7以内,问题不大,不影响加工!5.在实际当中如果把握不准,可以通过内径相加加系数两种方法进行比较,总展开尺寸控制在0.5以内展开基本不影响生产了;外经相加不减系数即可,就是外径直接相加,SW中内R0.1,K是0.61;中心层展开,SW中K是0.5;问回答回答回答回答回答回答12:07:36。
详解SOLIDWORKS折弯系数、折弯扣除及K因子
详解SOLIDWORKS折弯系数、折弯扣除及K因子钣金零件的工程师为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
为了满足工程师不同算法的需求,SOLIDWORKS提供了多种算法,如下图。
本次我们主要介绍折弯系数、折弯扣除和K 因子的原理及用法。
展开算法如下图将零件的展开长度(LT) 描述为零件展平后每段长度的和再加上展平的折弯区域的长度。
展平的折弯区域的长度则被表示为“折弯补偿”值(BA) 。
因此整个零件的长度就表示为方程:装潢公司选得好,房子十年都不老广告LT = D1 + D2 + BA展开剩余71%折弯区域就是理论上在折弯过程中发生变形的区域。
简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考:•将折弯区域从折弯零件上切割出来•将剩余两段平坦部分(D1,D2)平铺到一个桌子上•计算出折弯区域在其展平后的长度(BA)•将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件稍有难度的部分就是如何确定展平的弯曲区域的长度,即图中由BA 表示的值。
很显然,BA 的值会随不同的情形如材料类型、材料厚度、折弯半径与角度等而不同。
其它可能影响BA 值的因素还有加工过程、机床类型、机床速度等等。
BA 值到底从何而来?实际上通常有以下几种来源:钣金材料供应商,实验数据,经验以及一些工程手册等。
折弯系数在SOLIDWORKS中使用折弯系数时,输入值即BA值。
长度方程为:LT=D1+D2+折弯系数值折弯扣除使用折弯扣除时,通常是指回退量,也是一种不同的简单算法来描述钣金折弯的过程。
折弯扣除法是指零件的展平长度等于理论上的两段平坦部分(L1/L2)延伸至“尖点”(两平坦部分的虚拟交点)的长度之和减去折弯扣除(折弯扣除值) 。
solidworks折弯补偿的算法(补偿值BA、K因子)
折弯补偿算法:折弯补偿值(BA)展开长度:LT = D1 + D2 + BAK-因子是描述钣金折弯在广泛的几何形状参数情形下如何弯曲/展开的一个独立值。
也是一个用于计算在各种材料厚度、折弯半径/折弯角度等广泛情形下的弯曲补偿(BA)的一个独立值。
我们可以肯定在钣金零件的材料厚度中存在着一个中性层或轴,钣金件位于弯曲区域中的中性层中的钣金材料既不伸展也不压缩,也就是在折弯区域中唯一不变形的地方。
K = t/T 为简化表示钣金中性层的定义,同时考虑适用于所有材料厚度,引入k-因子的概念。
具体定义是:K-因子就是钣金的中性层位置厚度与钣金零件材料整体厚度的比值,即:K 的值总是会在0和1之间。
一个k-因子如果为0.25的话就意味着中性层位于零件钣金材料厚度的25%处,同样如果是0.5,则意味着中性层即位于整个厚度50%的地方,以此类推。
BA = Pi(R+K*T)A/180其中几个值如A 、R 和T 都是由实际的几何形状确定的。
所以回到原来的问题,K-因子到底从何而来?同样,回答还是那几个老的来源,即钣金材料供应商、试验数据、经验、手册等。
但是,在有些情况下,给定的值可能不是明显的K ,也可能不完全表达为方程(8)的形式,但无论如何,即使表达形式不完全一样,我们也总是能据此找到它们BA(折弯补偿)就应该等于钣金件的弯曲区域中中性层的圆弧的长度。
中性钣金层圆弧的半径可以表示为(R+t).利用这个表达式和折弯角度,中性层圆弧的长度(BA)就可以表示为:BA = Pi**(R+T)A/180折弯补偿的算法(补偿值BA 、K 因子)2014年4月25日星期五11:33经验、手册等。
但是,在有些情况下,给定的值可能不是明显的K,也可能不完全表达为方程(8)的形式,但无论如何,即使表达形式不完全一样,我们也总是能据此找到它们之间的联系。
例如,如果在某些手册或文献中描述中性轴(层)为“定位在离钣料表面0.445x材料厚度”的地方,显然这就可以理解为K因子为0.445,即K=0.445。