双管板换热器的设计及制造要点_何玉伟
双管板换热器

文档从互联网中收集,已重新修正排版,word格式支持编辑,如有帮助欢迎下载支持。
文献综述题目浅析双管板换热器管板的设计要点学生姓名朱延霆专业班级过程装备与控制工程07-1班学号0158院(系)材料与化学工程学院指导教师(职称) 许培援(教授)张羽翔(助教)完成时间 2011 年3 月 10日浅析双管板换热器管板的设计要点摘要:本文简要介绍了双管板换热器的管板及管板与管束的连接方法,详细的概述了管板设计要点,如管板厚度设计,强度计算,材料选用等,以达到管板的优化设计。
关键词:双管板换热器管板设计前言管板是管壳式换热器的主要零部件之一。
管板的合理设计对于正确选用和节约材料、减少加工制造的困难、降低成本和确保安全使用都具有重要意义[1]。
1 双管板换热器及其应用简介双管板换热器是在换热器一端设有一定间隙的两块管板或相当于有一定间隙的两块管板的换热器[5],如图1所示。
在实际操作中,双管板换热器一般用于以下两种场合:一种是绝对防止管壳程间介质混串的场合,例如,对壳程走水、管程走氯气或氯化物的换热器,若壳程中的水与管程中的氯气或氯化物接触,就会产生具有强腐蚀性的盐酸或次氯酸,并对管程材质造成严重的腐蚀。
采用双管板结构,能有效防止两种物料混合,从而杜绝上述事故的发生;另一种是管壳程间介质压差很大的场合[8],此时通常在内外管板之间的空腔中加入一种介质,以减小管壳程间介质的压差。
图1双管板换热器示意图2 双管板换热器的管板在双管板换热器中,换热管的端部的管板称为外管板,此管板兼作设备法兰,分别与换热管及管箱法兰相连;在距换热管端部较近位置的管板称为内管板,分别与换热管和壳程相连[2]。
图2和图3双管板常见结构[11]。
图2 常见双管板结构1图3 常见双管板结构23 双管板换热器管板的设计管板的设计计算是非常关键的设计步骤,也是整个设计过程中最复杂的。
因此,设计者对双管板式换热器管板厚度的设计特别重视[9]。
3.1管板厚度的设计(1)双管板换热器的管板厚度设计方法目前国内没有标准可依,通常采用近似方法将双管板换热器分解成两部分,然后根据每块管板两侧所接触介质压力与温度按GB 151—1999相应模块来进行设计计算。
双管板U形换热器设计
双管板U形换热器设计发表时间:2016-11-07T14:07:39.223Z 来源:《电力设备》2016年第15期作者:刘雪冰岳冬冬邱梅唤[导读] 换热器是炼油、化工行业生产中的重要设备,针对双管板U型换热器的设计实例。
(江苏德邦工程有限公司南京 211153)摘要:换热器是炼油、化工行业生产中的重要设备,针对双管板U型换热器的设计实例,对设计过程中换热器结构、型式、选材、强度计算及检验进行介绍。
关键词:换热器双管板设计检验引言:换热器作为一类重要的化工特种设备,被广泛应用于炼油、化工行业中,据统计,换热器占总设备量和设备投资的40%左右【1】。
换热器的主要作用是维持或改变介质的操作温度或相态,从而使热量在不同温度的介质之间进行传递,以达到工艺操作的要求。
换热器结构型式有很多种,虽然管壳式换热器在传热效率、结构紧凑性等方面不如一些新型高效紧凑式换热器,但它具有明显的特点,即结构紧固、可靠性高、适应性广、易于制造、处理能力大、生产成本低、选用的材料范围广、换热表面的清洗比较方便、且能承受较高的操作压力和温度,使其成为目前使用最广泛的类型。
根据管壳式换热器的结构特点,可分为固定管板式、浮头式、U形管式、填料函式和釜式重沸器五类。
本文将结合某项目中一具体的双管板U形换热器的设计,对换热器的选型、选材、排管方式、折流板形式等进行介绍。
如图1所示:换热器结构形式的选择U形管式换热器在换热器中是唯一适用于适用于高温、高压和高温差的换热器。
U形管式换热器具有以下优点【2】:(1).U形管尾端可以自由浮动,无须考虑温差应力,可用于高温差的场合;(2).只有一块管板,法兰数量少,结构简单且泄漏点少,制造成本低;(3).可以进行抽芯清洗。
综上,本设备应选用U形管式结构。
同时,考虑介质影响,为了禁止管壳程介质混合,产生强腐蚀性的盐酸或次氯酸,对设备造成更严重的腐蚀,本设备采用双管板结构。
设备详细设计换热器材质选择(1).换热器受压元件用钢应同时考虑容器的使用条件(设计温度、设计压力、介质特性和操作特点等)、材料的性能(力学性能、工艺性能、化学性能和物理性能)、容器的制造工艺、经济合理性(材料的价格、制造费用)以及设计使用寿命。
TDI双管板换热器制造工艺及质量控制

TDI双管板换热器制造工艺及质量控制【摘要】本文阐述了TDI双管板换热器结构、设计特点以及制造过程中需注意的控制要点,通过材料选择、控制钻孔精度、确定胀接工艺参数、合理安排胀接焊接次序等措施,保证TDI双管板换热器的制造质量,并通过动态实时监测系统对换热器进行监测,以确保其安全运行。
【关键词】双管板;换热器;制造;质量0.引言双管板换热器是在换热器一端同时设有一定间隙的两块管板的换热器,能防止腐蚀和污染,满足工艺流程、劳动保护、安全生产等方面的要求,广泛应用于社会各个邻域。
其中,TDI双管板换热器中的TDI属于腐蚀性强、剧毒、高危害的化学品,因此,只有保证双管板换热器的高质量制造,才能保证TDI的安全高效使用。
现结合TDI换热设备的制造加工技术,以精制冷凝器制造实际情况为例,对其制造过程的质量控制要点做相关分析,以供参考。
1.结构及参数1.1精制冷凝器的结构精制冷凝器结构为双管板换热器,内外管板之间短节—积液腔(亦称为哈夫节)设计为密闭腔体,并留有安装内部介质泄露监控器件接口。
1.2精制冷凝器的参数精制冷凝器的参数见表1。
其中,管程的介质ACS/5-TDI/2(TDI99.58%,ODGB0.29%,氮气0.13%),其介质特性属于腐蚀性强、剧毒、高度危害、遇水爆炸介质。
由此,给精制冷凝器的制造带来一系列要求和难度。
2.制造质量控制要点2.1主要材料的选择2.1.1换热管材料的选择根据精制冷凝器的使用工况要求的温度、压力等技术参数和介质的特性,参考和借鉴国内外的先进技术,反复论证,最后确定:换热管采用进口镍基合金材料UNSN08800,属于铁镍铬合金材料,其牌号为:FeNi32Cr21AlTi,,材料标准为SB-163。
2.1.2管板、管箱材料的选择(1)外管板、管箱由于接触腐蚀介质,为了达到防腐的目的并合理节约成本,采用镍基合金N08800与Q345R的复合板材料,符合NB/T47002.2-2009标准中B1级的规定;(2)由于内管板壳侧、管侧不接触腐蚀性介质,或只接触热水,腐蚀性不强,可以选择常用的16MnIII材质。
脱高塔再冷器的双管板设计

脱高塔再冷器的双管板设计张唯玮;陆亚东【摘要】双管板是管壳程之间的换热介质不允许相互渗漏的情况下,可靠而有效的结构形式.以某有机硅单体工程甲基单体分离框架单元中的脱高塔再冷器的设计实例阐述了双管板换热器的运用场合、结构特点,介绍了脱高塔再冷器的结构设计及管板的计算,并分析了双管板换热器的制造要点及操作中应该注意的问题,从而保证装置的安全运行.【期刊名称】《化工设备与管道》【年(卷),期】2012(049)001【总页数】4页(P26-29)【关键词】脱离塔再冷器;双管板;换热器;结构设计【作者】张唯玮;陆亚东【作者单位】中国石化集团宁波工程有限公司,浙江宁波315103;中国石化集团宁波工程有限公司,浙江宁波315103【正文语种】中文【中图分类】TQ051.5;TH122双管板换热器一般有两种形式,普通型双管板和整块式双管板。
在实际使用中,采用普通型双管板较为普遍,而整块式双管板由于加工复杂,所以采用较少。
双管板换热器主要用于当两程之间的物料相混后,将会产生严重后果的情况:(1)防腐蚀。
管程和壳程的介质不接触时不会产生腐蚀现象,但当两种介质相混后会引起严重腐蚀。
(2)劳动保护。
如一程为剧毒介质,如果掺入另外一程内,而将引起剧毒的物质波及到大面积的场合。
(3)安全方面。
当两种介质相混 (接触) 后,会引起燃烧或爆炸。
(4)设备的污垢。
当两种介质相混后,会产生聚酯状物质或聚合物。
(5)催化剂中毒。
当一种介质混入第二种介质后,会使催化剂中毒。
(6)还原反应。
当一种介质与另一种介质接触后,使一种介质化学反应受到限制或不产生反应。
(7)产品不纯。
当一种介质与另一种介质接触后,可能会污染产品,使产品质量下降。
某有机硅单体工程甲基单体分离框架单元中设计的脱高塔再冷器,其管程介质为40%乙二醇水,壳程的介质为DMDCSV(二甲基二氯硅烷 ),当两种介质混合后,会产生大量HCl,盐酸为强腐蚀介质,只要有微量存在,就能使本设备及与之相连的工艺装置设备快速腐蚀失效,严重的还会造成人员伤亡。
双管板换热器的选材、制造、检验

双管板换热器的选材、制造、检验摘要:针对双管板换热器在材料选择、制造、检验中的主要控制点进行简单文字性的描述关键词:双管板强度胀氦检漏随着国际油价屡创新高,寻找清洁、高效的替代能源成为世界各国的战略工作。
太阳能作为可循环利用的、清洁的能源日益收到重视,因此作为太阳能电池核心材料的多晶硅的价格水涨船高,目前已达到$400/kg以上,国内新能源公司纷纷上马多晶硅项目。
由于多晶硅项目介质的特殊性——遇水产生盐酸,因此项目中接触工艺介质的换热器都采用双管板结构。
图1相比单管板换热器,双管板换热器采用内外两块管板中间加隔腔的结构(见图1)。
这种结构的优点是:当其中一块管板发生泄漏,泄漏液体会停留在隔腔中,不会直接接触到另外一种介质产生化学反应,从而腐蚀设备。
通过定期检查隔腔排净孔,可以及时发现管板的泄漏,提前采取适当的方法避免由于设备腐蚀造成产品质量问题以及物料突然泄漏产生的环境污染。
经过多个项目的积累,我总结出了一套双管板的计算方法,已编制成程序大大提高了双管板的计算速度,计算方法在这里就不叙述了,本文着重介绍双管板在制造过程的关键点,这些关键点同样影响着双管板换热器的质量。
1、双管板换热器在选材、制造、检验中的关键点1.1 双管板换热器的材料选择及检验由于双管板换热器的内管板采用强度胀,因此内管板和换热管的选材影响内管板的胀接质量。
强度胀就是在管板相应部位开槽,在换热管内部施加力,使换热管向外产生塑性变形,填充管板开槽部位,从而达到密封效果和获得足够的拉脱力。
由于换热管要产生塑性变形挤压管板,因此换热管和管板的硬度要适当,以保证换热管塑性变形而管板在弹性范围内。
当换热管和管板同为碳钢材质时,在满足工艺要求的情况下,一般换热管采用10钢,管板采用16Mn锻件,这样可以获得较大的硬度差,保证强度胀质量。
当换热管为不锈钢管板为碳钢时,管板应采用16Mn锻件,尽量不采用20锻件,这样可以获得较大的硬度差,保证强度胀质量。
特殊换热器种类之双管板换热器全解,你想知道的都在这了(图文并茂)

特殊换热器种类之双管板换热器全解,你想知道的都在这了(图文并茂)特殊换热器种类之双管板换热器换热器是一种实现物料之间热量交换的节能设备,它广泛应用于国民经济的各个领域。
在生产中为了防止腐蚀和污染,以及满足工艺流程、劳动保护、安全生产等方面的要求,通常采用双管板换热器来解决。
在换热管端部有一块管板,称为外侧管板,也就是管程管板,兼作设备法兰,与换热管及管箱法兰相连接。
在距换热管端部较近的位置还有一块管板,称为内侧管板,即壳程管板,与换热管及壳程相连接。
外侧管板与内侧管板之间有一定的距离,这部分空间可以用一个短节跟外界隔离开,组成一个不承受压力的隔离腔;也可以是一个敞开的结构。
双管板换热器的应用双管板换热器是在换热器一端设有一定间隙的两块管板或相当于有一定间隙的两块管板的换热器,如图1所示。
在实际操作中,双管板换热器一般用于以下两种场合:一种是绝对防止管壳程间介质混串的场合,例如,对壳程走水、管程走氯气或氯化物的换热器,若壳程中的水与管程中的氯气或氯化物接触,就会产生具有强腐蚀性的盐酸或次氯酸,并对管程材质造成严重的腐蚀。
采用双管板结构,能有效防止两种物料混合,从而杜绝上述事故的发生;另一种是管壳程间介质压差很大的场合,此时通常在内外管板之间的空腔中加入一种介质,以减小管壳程间介质的压差。
在如下情形时,换热器管程和壳程介质严格禁止混合,则常常采用双管板结构:①当管程和壳程二介质相混合后会引起严重腐蚀;②一侧为极度或高度危害介质渗入到另一侧会引起严重后果;③当管程和壳程介质相混合后两种介质会引起燃烧或爆炸;④当一种介质混入另一种介质时,引起催化剂中毒;⑤管程和壳程介质相混合后会引起聚合或生成树脂状物质;⑥管程和壳程介质相混合后会引起化学反应终止或限制;⑦管程和壳程介质相混合后,引起产品污染或产品质量下降。
双管板换热器的结构双管板换热器采用固定管板结构,管束不能抽出清洗,这是与单管板换热器可采用多种结构型式、管束可以抽出清洗不同的地方。
双管板热交换器设计及制造探讨
双管板热交换器设计及制造探讨张鹏;杨维;谢培军;李志玉;王颢琨;宋瑞艳【期刊名称】《石油化工设备》【年(卷),期】2014(000)0z1【摘要】According to the special structure of the double tube sheet heat exchanger to determi-nation of the tube sheet material ,commonly used structure type ,fluid cavity length ,condition combination of inner and outer tube sheet calculations ,and some points to note in the manufac-turing process are introduced ,for the design and manufacture .%根据双管板热交换器的特殊结构,介绍了管板选材、结构型式、积液腔长度的确定、内外管板计算时的工况组合以及在制造过程中的一些注意要点,供设计、制造人员参考。
【总页数】4页(P37-39,40)【作者】张鹏;杨维;谢培军;李志玉;王颢琨;宋瑞艳【作者单位】甘肃蓝科石化高新装备股份有限公司,甘肃兰州 730070;中国石油工程建设公司新疆设计分公司,新疆乌鲁木齐 830019;甘肃蓝科石化高新装备股份有限公司,甘肃兰州 730070;甘肃蓝科石化高新装备股份有限公司,甘肃兰州730070;甘肃蓝科石化高新装备股份有限公司,甘肃兰州 730070;甘肃蓝科石化高新装备股份有限公司,甘肃兰州 730070【正文语种】中文【中图分类】TQ050.2;TE965【相关文献】1.双管板热交换器设计及制造 [J], 李继峰2.双管板换热器的设计与制造探讨 [J], 曲斌3.双管板换热器的管板设计及制造 [J], 王玲4.双管板换热器管板的厚度计算及制造探讨 [J], 刘树保5.分离式双管板热交换器的设计及制造要点 [J], 许伟因版权原因,仅展示原文概要,查看原文内容请购买。
固定式双管板换热器的设计方法
固定式双管板换热器的设计方法摘要]双管板换热器的使用越来越普及,但是双管板换热器的设计在标准里并没有明确的说明,这样就要求设计者必须在设计过程中根据双管板换热器在操作以及设计工况对其进行设计,在没有成熟的设计标准的情况下,本文针对双管板换热器的管板受力情况并结合一些设计经验进行详细的设计说明。
[关键词]固定式换热器;双管板;积液程;管程;壳程;苛刻工况在换热器的设计中,若管程和壳程中的两种介质相混合会引起重大的事故,而双管板换热器的结构可以有效的杜绝这种情况的发生。
但是目前由于没有具体的设计标准,因此双管板的设计都是由设计者自己根据自己的理解进行设计的,有些设计方法没有按照双管板在操作工况下的具体受力来设计,导致双管板的设计不准确,由于双管板换热器内部介质的特殊性,因此这样是非常不安全,为以后在设备使用过程中埋下了极大的安全隐患。
本文综合各种设计方法,找出一种有效的设计思路,使得双管板的设计更偏于安全。
1 双管板换热器的结构介绍积液程的作用就是把管程和壳程由于双管板换热器的壳程管程之间是由两块管板组成的,由此形成三个程,即管程、壳程、管程管板和壳程管板之间形成积液程。
详见见图FIG.1。
由于较为苛刻的介质一般在管程,换热管在管程侧管板采用强度焊或强度焊加强度胀的连接方式,壳程侧管板采用强度胀的连接方式,积液程侧硬设计放空口和排净口。
3. 具体计算举例3.1假定设计工况为了使得管板的设计思路更加清晰准确,现假定一种设计工况,管程的介质是高度危害,根据工艺条件,管程和壳程的介质不能相混合。
根据这个要求设计一台双管板的换热器。
壳程管程积液程操作温度(℃) 100~150 140~160 20操作压力(MPa) 0.3 0.22 atm设计温度(℃) 170 180 170 (1)设计压力(MPa) 0.6 0.6 atm金属壁温(℃) 120 150 20(2)注(1)由于在操作中换热管的作用导致这个程的温度不会为常温因此可以考虑为壳程的设计温度,这样会比较苛刻。
双管板换热器
文献综述题目浅析双管板换热器管板的设计要点学生姓名朱延霆专业班级过程装备与控制工程07-1班学号200704030158院(系)材料与化学工程学院指导教师(职称) 许培援(教授)张羽翔(助教)完成时间 2011 年3 月 10日浅析双管板换热器管板的设计要点摘要:本文简要介绍了双管板换热器的管板及管板与管束的连接方法,详细的概述了管板设计要点,如管板厚度设计,强度计算,材料选用等,以达到管板的优化设计。
关键词:双管板换热器管板设计前言管板是管壳式换热器的主要零部件之一。
管板的合理设计对于正确选用和节约材料、减少加工制造的困难、降低成本和确保安全使用都具有重要意义[1]。
1 双管板换热器及其应用简介双管板换热器是在换热器一端设有一定间隙的两块管板或相当于有一定间隙的两块管板的换热器[5],如图1所示。
在实际操作中,双管板换热器一般用于以下两种场合:一种是绝对防止管壳程间介质混串的场合,例如,对壳程走水、管程走氯气或氯化物的换热器,若壳程中的水与管程中的氯气或氯化物接触,就会产生具有强腐蚀性的盐酸或次氯酸,并对管程材质造成严重的腐蚀。
采用双管板结构,能有效防止两种物料混合,从而杜绝上述事故的发生;另一种是管壳程间介质压差很大的场合[8],此时通常在内外管板之间的空腔中加入一种介质,以减小管壳程间介质的压差。
图1双管板换热器示意图2 双管板换热器的管板在双管板换热器中,换热管的端部的管板称为外管板,此管板兼作设备法兰,分别与换热管及管箱法兰相连;在距换热管端部较近位置的管板称为内管板,分别与换热管和壳程相连[2]。
图2和图3双管板常见结构[11]。
图2 常见双管板结构1图3 常见双管板结构23 双管板换热器管板的设计管板的设计计算是非常关键的设计步骤,也是整个设计过程中最复杂的。
因此,设计者对双管板式换热器管板厚度的设计特别重视[9]。
3.1管板厚度的设计(1)双管板换热器的管板厚度设计方法目前国内没有标准可依,通常采用近似方法将双管板换热器分解成两部分,然后根据每块管板两侧所接触介质压力与温度按GB 151—1999相应模块来进行设计计算。
双管板换热器的制造与验收过程中应注意的问题
环球市场理论探讨/-71-双管板换热器的制造与验收过程中应注意的问题赵焱焱西安通惠环保热力设备制造有限公司摘要:双管板换热器作为一种特殊的换热器结构,能很好地解决管程和壳程中的介质相互泄漏的问题,但前提是双管板换热器的制造质量要过关,特别是换热管的质量,必须保证换热管在使用中不出现管壁破裂的情况。
为了更好地应用和推广双管板换热器必须要在各个环节中进行必要的控制,从而为产品的质量提供保证。
基于此本文分析了双管板换热器的制造与验收过程中应注意的问题,以期提供一些借鉴。
关键词:双管板换热器;制造1、双管板换热器的简介及应用场合管壳式换热器是最为常见的单元操作设备之一。
而实际操作过程中,换热器的换热管和管板连接处最容易发生泄漏。
为保证管子与管板的连接强度和密封性能,可采用各种连接方法,但这些方法都不能保证绝对不漏。
即使水压试验、气密性试验完全合格,但在操作中由于介质腐蚀、温度、压力作用,特别是压力、温度的波动或是突然变化(如:开、停车、不正常操作),往往使得管子与管板连接处产生不同程度的泄漏。
少量的泄漏在一般化工工艺中影响不大,是可以允许的;但在特定场合,这些泄漏是不允许的,因此需要采用一种不同形式的换热器--双管板换热器(图1),其作用不是消除泄漏,而是防止壳程(或管程)漏出的流体混进管程(或壳程),即双管板间的隔离腔把管程与壳程介质完全分隔开。
图1对于防止介质混合的双管板换热器,一般可在内外管板间的空腔上增加放空放净装置,供日常定期检查预防事故以及在内管板发生泄漏时排放,使得管壳程介质切实被内外两层管板隔离。
同时,可以通过从集液腔内流出的介质可以判断出是管程泄漏还是壳程泄漏。
另一种需要应用双管板换热器的场合是管壳程间介质高温差和高压差的场合。
此时,通常在内外管板之间的空腔中加入一种介质(惰性气体或液体),以减少管壳程间介质的压差。
这和一般单管板换热器一样,不能绝对保证外管板上管口不发生泄漏。
双管板换热器的管板结构一般分为 3 种: 整体式双管板、由哈夫短接连接而成的双管板和由定位支撑连接的双管板,其中以整体式双管板较为常用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
- 18 -论文广场石油和化工设备2013年第16卷表1 换热器技术参数双管板换热器的设计及制造要点何玉伟,李岩,王雷(中航黎明锦西化工机械(集团)有限责任公司,辽宁 葫芦岛 125001)[摘 要] 对双管板换热器的设计及制造要点进行了介绍,对管板间距的计算及制造工艺的合理性进行了探讨,可供设计人员参考。
[关键词] 双管板换热器;结构;管束;设计;制造;要点作者简介:何玉伟(1969—),女,辽宁葫芦岛人,大学本科,工程师。
在中航黎明锦西化工机械(集团)有限责任公司研究院长期从事压力容器设计制造工作。
换热器是一种实现物料间热量交换的设备。
随着换热器技术的提高,其在工业领域的应用范围越来越广。
在生产使用中为防止腐蚀和污染,同时为满足工艺流程、劳动保护、安全生产等方面的要求,通常采用双管板换热器。
本文提到的冷却器管程介质为四氯化钛,不易燃,但高毒,且渗透性强,设备一旦发生泄漏,与壳程的介质冷却水混合后分解放热,释放出有毒的腐蚀性烟气,具有较强腐蚀性,在设计上采用双管板结构,以延长换热器的寿命。
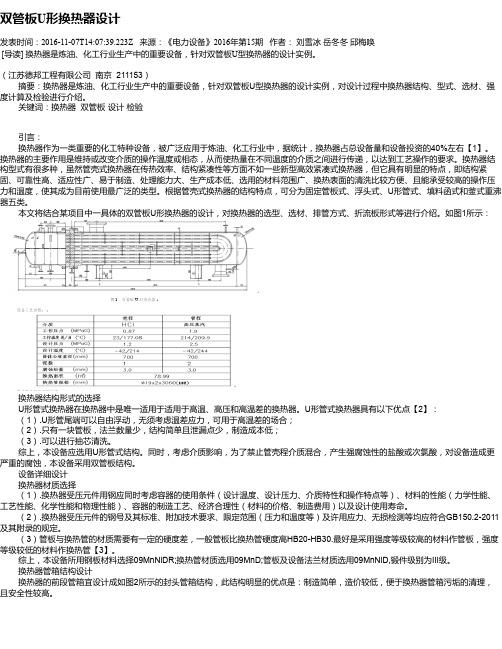
1 换热器技术参数及结构1.1 设备技术参数见表1。
名称壳程管程设计压力MPa 0.50.5设计温度℃50100工作压力MPa 0.40.4工作温度(进/出)℃30/3870/57程数12物料名称/特性冷却水(无毒)四氯化钛汽液混合体(中度危害)主要受压元件材料Q345R 0Cr18Ni9焊缝接头系数0.851.0管子与管板连接形式强度胀(内管板)强度胀+强度焊(外管板)换热面积(m 2)351.2 设备结构特点设备外形结构见图1。
冷却器壳体尺寸Dg600×8×3982mm ,材质Q345R 。
外侧管板尺寸φ740×45mm ,材质为16MnⅢ+堆焊304,内侧管图1 冷却器结构简图板尺寸φ616×45mm ,材质为16Mn Ⅲ,共有124根φ25×2.5×4000mm 换热管,材质为0Cr18Ni9。
冷却器为双管板结构,结构比较复杂,制造上具有一定难度。
2 设计难点2.1 双管板结构型式双管板的结构见图2所示。
- 19 -第2期 何玉伟等 双管板换热器的设计及制造要点图2 双管板结构简图双管板换热器采用固定管板结构,管束不能抽出清洗。
在位于换热管的端部有1块管板,称为外侧管板,即管程管板兼作设备法兰,分别与换热管及管箱法兰相连接。
在距换热管端部较近位置还有1块管板,称为内侧管板,即壳程管板,与换热管及壳程筒体相连接。
设计中,直接用管板兼做法兰的计算方法计算出外侧管板的厚度,因为延长部分兼作法兰的固定管板,其受力状况比不带法兰的管板更为苛刻,因此,内管板取与外管板等厚,为45mm 。
外侧管板与内侧管板之间有一定的距离,这部分空间可用一个短节与外界隔离开,组成不承受压力的隔离腔。
隔离腔按0.1MPa 进行设计,短节厚度与壳程壳体取等厚,为8mm 。
2.2 内外管板间距的计算内外管板间距的确定是双管板换热器设计中的难点。
为便于内管板与换热管间的胀接,内外管板间的距离越小越好,而为使换热管受热良好,则两管板间的距离越大越好。
在实际工作中,由于双管板换热器内外管板的使用温度不同,因此当两块管板的温度从常温升到操作温度的过程中,会产生径向位移,详见图3。
这样的力作用在换热管上,引发弯曲应力和剪应力,可使换热管与管板连接处产生泄漏。
因此,需在两块管板之间设置适当间隙,让换热管产生挠曲,从而避免换热管与管板连接处产生较大的应力。
同时,隔离腔虽不与管程、壳程相连通,不承受介质压力,但承受设备的机械载荷与热载荷。
承载能力主要取决于双管板间距。
由工程实践,依据T E M A -1999(现并入ASME Ⅷ-1)相关章节给出的相邻两块管板之间间隙G 可通过式(1)和式(2)进行计算。
图3由式(1)和式(2)可知,当管子的中心距和排列方式确定后,最外圈换热管的外切圆尺寸是一个定值,通过计算,确定隔离腔间距为100mm 。
换热管伸出两侧外管板端面的长度按GB151-1999的规定,管子伸出管板面的长度为1.5mm 。
而国外进口用于高温、高压、易燃、有毒或较强腐蚀性等介质的换热器,管子伸出管板面的长度一般为4~5mm 。
结合多年制造换热器的经验以及换热管的特点,将管子伸出管板面的长度调整为3mm ,见图3所示结构。
避免了氩弧焊第1层焊接后管头被熔化而无法再进行焊接。
2.3 换热管与内外管板的胀接换热管与内外管板的胀接是设计中的又一难点。
首先,必须保证换热管质量,避免出现管壁破裂情况。
内管板与换热管之间的连接采用液压胀接,因为换热管间距较小,换热器伸出内管板较长,焊条角度不适宜焊接。
管程的操作压力较低,液压胀可靠性好,换热管不易产生过胀,胀接的部位不产生窜动,因胀接的整个过程位置固定不变,换热管与管板连接处在整个长度上的应力分布均匀。
液压胀接的最大优点是胀管不受内外管板距离的限制,最长可达3m以上。
它的输压管在工作时不承受扭矩。
外管板与换热管之间采用强度焊+机械胀接的方法,由于管程中的介质严禁泄漏,两种胀接方法并用可以确保换热管与管板连接的严密性。
为了保证胀接质量,在胀接前应做胀接评定试验。
2.4 隔离腔的结构在短节上设置放空、排净装置,供日常定期检查预防事故。
一旦设备发生泄漏,上方放空口便于收集泄漏的气体,下方排净口便于收集泄漏的液体。
工作过程中可在隔离腔内充入惰性气体,该气体的压力需比管程和壳程的压力要高,充入的气体以不影响两侧介质的工作为准。
3 制造与检验控制4块管板的同心度、平行度、扭曲度及其与壳体轴线的垂直度,可保障换热管与管板的连接性能,从而确保内侧管板与换热管液压胀接的拉脱力和密封性能,也是保证设备质量的关键。
3.1管板加工将内外管板按工作位置顺序定位点焊,共2组,再进行划线钻孔,以便于穿管,钻孔方向应与穿管方向保持一致。
采用摇臂钻床加工管板孔,以保证管孔直径、垂直度及管孔间距。
钻孔时,切削和退刀速度应尽量慢,钻孔时应留有0.1mm的铰孔余量。
钻孔后对管板孔进行铰孔,以消除管孔上的纵向划痕,保证管孔的表面粗糙度为Ra6.3。
铰孔完成后,对管孔内进行检验,不允许存在贯通性的螺旋形或纵向条痕。
3.2 折流板加工将12块折流板按工作位置顺序定位点焊,再进行划线钻孔。
为利于穿管,钻孔方向应与穿管方向保持一致。
每块折流板正、反面的管孔均应倒角,清除毛刺,防止穿管时损伤换热管的外表面。
最后把2组双管板和12块折流板按工作位置顺序及钻孔方向叠置,用换热管逐孔预穿。
3.3 管束组装程序组装折流板、拉杆及左管板,并按梅花形穿入数根换热管,用螺母拧紧拉杆来紧固折流板、校正骨架形状后,穿入全部换热管,再将壳体与右管板点焊,然后将管束装入壳体。
将左管板与壳体部件组对后点焊固定,先不焊接。
然后组对两侧外管板,组对时每侧用均布的3根L=100mm定距管,对内外管板之间进行点焊,然后将换热管分别引出至两侧外管板,并调整换热管管头与两侧外管板端面的距离为3mm。
定距管在换热管与内管板胀接后,隔离腔短节和内外管板焊接前去除。
按胀接试件取得的数据对换热管与两端内管板进行液压胀接,为防止漏胀,应对胀接接头逐个进行标记。
胀接合格后,焊接壳体与两端内管板之间的环焊缝,焊后进行20%RT,按JB/T4730.2-2005,Ⅲ级合格。
对壳程进行水压试验,检查管接头是否有泄漏现象,若有泄漏则应对管头进行补胀至无泄漏为合格。
组对两隔离腔短节,对短节纵焊缝进行10%RT,并按JB/T4730.2-2005,Ⅱ级合格,将短节与内外管板点焊固定。
用氩弧焊焊接换热管与两侧外管板之间的角焊缝,先焊第1层,进行压力为0.05MPa的气密性试验,然后再焊第2层,管壁不允许过烧或焊通,且管头不能有咬边,保持管端圆整无缺。
焊后进行100%PT,并按JB/T4730.5-2005,Ⅰ级合格。
对两侧外管板与换热管采用机械胀接的方法进行胀接,为防止漏胀,应对胀接接头逐个进行标记。
胀接合格后,将短节与内外管板进行焊接,合格后进行100%MT,并按JB/T4730.4-2005,Ⅰ级合格。
3.4 压力试验双管板换热器的压力试验相对较为复杂。
首先按0.63MPa压力进行壳程的水压试验,从隔离腔侧检查管子与内侧管板的连接质量。
试验合格后,组焊隔离腔,使之成为密闭的腔体,按0.1MPa压力进行气密性试验。
分别在两隔离腔下方的两个排净孔安装透明的U形管检验工装,U形管内加水,保持一定的水平液位,若有试验气体微渗漏时,则U形管内的水平液位会发生变化,试(下转24页)收稿日期:2012-11-15;修回日期:2012-12-21◆参考文献[1] TSG ZF003-2011,爆破片装置安全技术监察规程[S].[2] GB567-1999,爆破片与爆破片装置[S].[3] GB/T12353-1999,拱形金属爆破片装置分类与安装尺寸 [S].转时根部及拱面可以完全悬空,不受干扰,在低压状态时爆破膜也可以完全沿刻槽处破裂,达到最大限度地泄放压力。
4 结束语设计反拱刻槽带加强环型爆破片装置的关键是加强环尺寸的确定,而爆破膜厚度及槽底厚度等尺寸可依据相关公式和经验数据得出。
根据试验结果,建议按以下原则确定加强环参数:δ2:取2倍爆破膜坯料厚度;¢A :公称通径D N <¢A <爆破膜的排放口径D ;а:70°≤а≤90°;b1:1/4D+b ≤b1≤1/3D+b ;b2:1/3D ≤b1≤1/2D ;RA :2mm ≤RA ≤6mm 。
最终参数的确定还需根据设计爆破压力的大验以U 形管内始终保持液位水平为合格。
最后,整台设备组装合格后,再对管程按0.59MPa 进行气压试验。
4 结论为更好地推广应用双管板换热器,必须对设计、制造、运行、维护等各环节进行控制,以保证产品的质量。
近年来,我集团已成功制造了数台双管板换热器,经投产使用,运行稳定,质量良好。
收稿日期:2012-12-04;修回日期:2012-12-20◆参考文献[1] 秦叔经,叶文邦等编. 化工设备设计全书—换热器[M].北 京:化学工业出版社,年.[2] 张秀丽,何玉伟. 双管板换热器的设计及制造[J].通用机 械,2007,12(上接20页)小进行调整,压力越大,坯料厚度δ2、角度а、圆角RA 的取值都应随之增大。
通过合理的结构设计和参数确定,完全可以保证反拱刻槽带加强环型爆破片装置在真空、低压的液态介质环境下正常使用。
简 讯2012年11月13日,国家质量监督检验检疫总局特种设备局发出《关于公布新增特种设备鉴定评审人员(项目)和大型游乐设施、客运索道设计文件鉴定人员名单的通知》(质检特函[2012]63号),通知公布,经特种设备局考核,中国化工机械动力技术协会程治方、戴文权、张海汀、李公平四人获得特种设备鉴定评审员资格,评审资格范围为RSP。