冷拔无缝钢管生产工艺流程图PPT
冷拔钢管生产工艺

冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
冷拔机组是依据管材(圆钢穿孔毛坯管、热轧无缝钢管、焊接钢管)的加工性能、管材尺寸、质量要求以及投资和效益来选择的对管料进行外径、内孔、壁厚、直线度、外表状态的一种粗加工方式,从而使管材达到尺寸更精确,外表更光滑、内孔更圆润、机械加工余料更小,促进后续机械加工等深加工精加工用户达到节约钢材的目的的一种相对性的辅助加工流程。
冷拔管加工的基本工序有:
1.管料供给---冷拔管价格所用管料为热轧成品管或半成品管、挤压管以及焊接管;
2.管料准备---对原材料管料进行尺寸、壁厚、内孔、材质进行检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等一系列前期工作;
(3)冷加工(冷轧或冷拔)---对已经前期处理过的原材料上冷轧或冷拔机组进行相应的生产流程;
(4)成品检验---对冷轧或冷拔生产线上已完成的产品进行外径、内孔、壁厚测量的基本操作后,对已生产完成的产品进行热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。
注:不同的产品精整内容有所差异。
本资料由聊城鹏煜钢管有限公司整理提供,转载请注明出处。
无缝钢管生产基础知识及生产工艺流程培训课件

无缝钢管生产基础知识及生产工艺流程培训课件1、钢管及钢管的分类(1)、钢管是一种用钢制作的具有中空截面而长度远大于外径(或边长)的一种金属材料。
截面通常为圆形,但也可呈扁、方或异型等。
(2)、钢管按生产方法可分为:无缝钢管和焊接钢管。
无缝钢管又可分为:热轧无缝钢管、冷轧无缝钢管、冷拔无缝钢管、冷旋压管和挤压管等。
焊接钢管又可分为:电焊管、炉焊管、气焊管、螺旋焊管、双面螺旋焊管等。
(3)、钢管按材质方法可分为:碳素管和合金管。
碳素管又可分为:普通碳素结构管和优质碳素结构管。
合金管又可分为:低合金管、合金结构管、高合金管、高强度管、轴承管等。
(4)、钢管按用途方法可分为:管道用管。
如:水、煤气管,蒸汽管道用无缝管,石油输送管,石油天然气输送管、农业喷灌用管等。
热工设备用管。
如:一般锅炉用的沸水管、过热蒸汽管、机车锅炉用的过热蒸汽管以及高温高压锅炉管等。
2、钢管的规格及尺寸精度的表示方法(1)、钢管的规格尺寸一般由成品钢管的外径D、壁厚S与长度L的名义(或公称)尺寸来表示。
如:外径为76mm、壁厚为4mm、长度为6000mm的钢管,可用φ76×4×6000mm表示。
但一般情况下仅用钢管的外径和壁厚来表示,如:φ76×4。
(2)、钢管的尺寸精度主要是指钢管的壁厚不均程度和椭圆度。
①、钢管的壁厚不均是指在钢管任一横截面上最大壁厚与最小壁厚的绝对差值,用△S来表示。
②、钢管的椭圆度钢管的椭圆度是指在钢管任一横截面上最大外径与最小外径的绝对差值,用△D来表示。
3、钢管的横截面积和单重的计算钢管的横截面积可由下式确定:F=π/4(D2-d2)=π(D-S)×S式中:〖ZK()F—钢管的横截面积,mm2;。
冷拔精密钢管
一、冷拔精密钢管概述(最常采用GB/T3639标准)1、定义:冷拔精密钢管通常在0.5~100T的单链式或双链式冷拔机上进行。
若欲获得尺寸更小和质量更好的无缝钢管,必须采用冷轧、冷拔或者两者联合的方法。
2、制钢要求:冷拨精密钢管,主要用10、20号钢制造,除保证化学成分和机械性能外,还要做水压试验,卷边、扩口、压扁等试验。
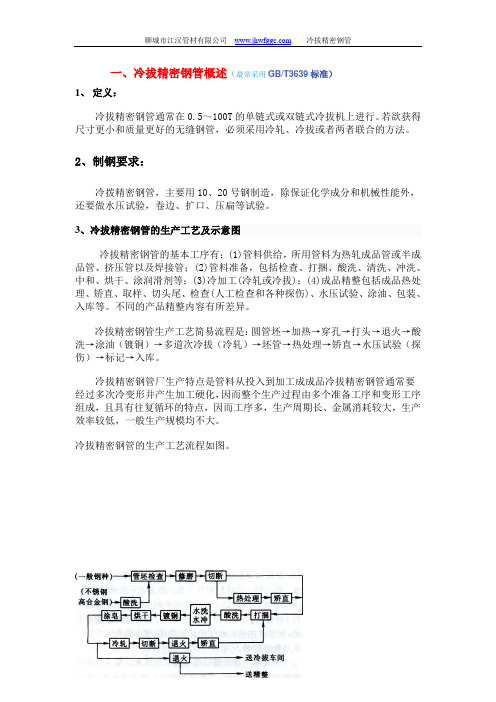
3、冷拔精密钢管的生产工艺及示意图冷拔精密钢管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。
不同的产品精整内容有所差异。
冷拔精密钢管生产工艺简易流程是:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔精密钢管厂生产特点是管料从投入到加工成成品冷拔精密钢管通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
冷拔精密钢管的生产工艺流程如图。
二、冷拔精密钢管的特点1.外径更小。
2.精度高可做小批量生产。
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
三、冷拔精密钢管的化学成分、力学性能、尺寸允许偏差1、化学成分碳C :0.10~0.15硅Si:0.17~0.37锰Mn:1.10~1.60硫S :≤0.035磷P :≤0.035铬Cr:0.90~1.30钒V :0.03~0.06钼Mo:0.32~0.40硼 B :0.002~0.0062、力学性能精密无缝钢管力学性能钢种力学性能冷拔(轧)管金切管20#抗拉强度σbN/mm2伸长率δ5%≥510≥390≥5≥2045#≥647≥590≥4≥4加工形式缸径长度直线度尺寸精度内孔粗糙度冷轧30-100≤12M0.3-1.0H8-H100.4-1.6冷拔30-250≤12M H8-H100.8-1.6珩磨40-500≤12M1000H8-H90.4-0.8滚压40-400≤7M H80.43、尺寸允许偏差按GB/T3639冷拔精密无缝钢管的标准:外径4-30的公差为±0.08尺寸公差(壁厚偏差±5%)内径尺寸H8H9H1030+0.0330+0.052+0.084>30-50+0.0390+0.062+0.100>50-80+0.0460+0.074+0.120>80-120+0.0540+0.087+0.140>120-180+0.0630+0.100+0.160>180-250+0.0720+0.115+0.185>250-315+0.0810+0.130+0.210>315-400+0.0890+0.140+0.230四、冷拔精密钢管的用途是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔精密钢管。
51钢铁PPT-不锈钢冷轧工艺流程图

51钢铁
51钢铁
• 【冷轧】镀锌板常见缺陷、特征、原因汇总 • 【冷轧】冷轧薄板厂镀锌过程控制方法 •【镀锌】镀锌文章汇总(1) • 51 钢 铁 PPT- 唐 山 京 津 冷 轧 镀 锌 项 目 • 51钢铁PPT-热轧酸洗镀锌板的生产与创新
2
Байду номын сангаас
51钢铁
3
51钢铁
• 51钢铁PPT-不锈钢冷轧工艺 流程图
• 【炼铁】非高炉炼铁技术 主要有哪些?
4
51钢铁
51钢铁
• 【冷轧】高品质冷轧带钢精整核心装备及关键技术 开发与应用
• 【冷轧】冷轧带钢生产的工艺流程
• 51钢铁PPT-宝钢:板带钢常见缺陷介绍
轧钢之家
• 51 钢 铁 PPT- 宝 钢 47 页 精 彩 PPT 讲 解 FMEA !
• 51钢铁PPT-宝钢湛江厚板厂介绍 51钢铁PPT-宝钢转炉复吹技术的优化 51钢铁PPT-宝钢型钢企业以及高强钢产品 51钢铁PPT-宝钢股份热轧产线与产品综述
• 51钢铁PPT-不锈钢基础知识 及生产流程
• 51钢铁PPT-铸钢件生产工艺 流程
• 51钢铁PPT-我国各大铁矿选 矿厂工艺流程图
• 【冷轧】冷轧带钢生产的 工艺流程
• 【炼铁】大跃进时期:遍 布神州的高炉
• 【炼铁】草原钢城,高炉 啊我的高炉!
• 【炼铁】草原钢城,别了 二号高炉!
• 【炼铁】高炉炼铁常用公 式
6
PPT-溧阳德龙2680不锈钢热连轧项目介 绍
PPT-《现代铝合金板带》周鸿章-图表
7
51钢铁
PPT-宝钢固体废弃物 资源与利用简介
PPT-东大1780mm热
冷拔工艺

预防和消除方法
凹折 在钢管纵 向上,管 壁厚向内 呈条状凹 陷 开裂 呈穿透管 壁的纵向 裂开( 裂开(全长 和局部) 和局部)
空拔薄壁管时,减径量过大 钢管锤头部过渡太急 管料局面过薄
合理分配减径量 锤头部应平缓,无皱折 管料修磨位置长宽比要 合适
5
空拔管变形量过大 热处理不当,加工硬化未全部 消除 拔制后未及时热处理 连拔道次多,加工硬化严重 钢管本身塑性低
冷 拔 生 产工 艺
技术中心
2007.10
主要内容
一、概述 二、冷拔工艺流程 三、工序作用及要求 四、冷拔钢管缺陷及分析 五、50分厂生产特点 50分厂生产特点
一、概述
无缝钢管的分类: 热加工:热轧、热挤(扩) 冷加工:冷拔、冷轧 冷拔是将经热加工后的管材在冷状态下进行再加工,以生产精密、 薄壁、小径产品的生产方法。 优点:①极小径、极薄(毛细)管;②尺寸精度高和表面粗糙度好; ③异型、变断面;④与相应的热处理方法结合,可获得多种机械 性能。 缺点:①工序较多;②道次变形量小;③生产周期长;④金属消耗高。
合理编排拔制表 合金管和连拔管拔后及 时热处理 按工艺要求进行热处理
序 缺陷 号 名称 6
特征
产生原因
预防和消除方法
麻面 表面成片 的细点状 凹坑
过酸洗 氧化皮厚,矫直量压入基体 钢管表面有油污,加热时烧 成麻面 酸洗后停放时间过长产生锈 蚀
保证酸洗质量 退火温度和时间要控 制 清洁生产
7
划道 内外表面 呈纵向直 线型的划 痕,多为 沟状
⑷润滑 通过润滑降低磨擦能达到减少变形力和变形功,增加道次变形 量,减少工模具损耗,提高工模具使用寿命,,避免由于工模具磨 损和粘结金属而影响钢管内、外表面质量,以提高加工速度,降低 成本。 润滑分磷化和皂化两个步骤。 磷化:在钢管表面形成一层疏松多孔而又附着力极强的磷化膜。 ZnO+Zn(NO3)2+H3PO4 Fe2++HPO42-→FeHPO4↓ Fe2++PO43-→Fe3(PO4)2↓ 皂化 : 钢管经磷化后所生产的磷化膜仅是润滑剂的载体。必须 钢管经磷化后所生产的磷化膜仅是润滑剂的载体。必须 要涂上工业肥皂或其它金属润滑剂。
冷拔工艺
四、冷拔钢管缺陷及分析
缺陷名称:折叠、裂缝(裂纹、发纹) 缺陷名称:折叠、裂缝(裂纹、发纹)、凹坑、尺寸超差、壁厚不均、 椭圆、划道(擦伤) 椭圆、划道(擦伤)、抖纹、纵向开裂、纵向凹折、翘皮、 夹杂、麻面(针孔) 夹杂、麻面(针孔)、矫痕、内外折等。
序 缺陷 号 名称
特征 产生原因 预防和消除方法
1 横裂 钢管表面 有连续或 断续的横 向破裂
酸洗时间过长引起氢脆 热处理不当, 热处理不当,加工应力未充分消除 拔制变形量过大 拔制速度过快, 拔制速度过快,产生热应力 空拔厚壁管内外变形不一致, 空拔厚壁管内外变形不一致,产生 附加应力
正确执行工艺制度, 正确执行工艺制度,按 操作规程作业 合理安排变形量 对厚壁管特别注意内外 性能均匀、要控制壁厚 不均
缺陷缺陷名称名称特征特征产生原因产生原因预防和消除方法预防和消除方法22钢管表面钢管表面呈直线形呈直线形划痕划痕拔模表面不光滑有裂纹或粘钢拔模表面不光滑有裂纹或粘钢锤头过渡区有棱角磨损工具锤头过渡区有棱角磨损工具欠酸洗或钢管表面残留有氧化皮欠酸洗或钢管表面残留有氧化皮润滑质量不高拔速过快润滑质量不高拔速过快热轧管料有青线拔后未能消除热轧管料有青线拔后未能消除模具硬度不够或已磨损模具硬度不够或已磨损变形量过大变形量过大热处理欠温或不均匀热处理欠温或不均匀提高模具的质量提高模具的质量氧化铁皮要洗干净氧化铁皮要洗干净涂层均匀牢固涂层均匀牢固锤头过渡区的质量锤头过渡区的质量勤检查模具和钢管表勤检查模具和钢管表面发现问题及时处面发现问题及时处理理33沿长度方沿长度方向出现高向出现高低不平的低不平的环形波浪环形波浪热处理后性能不均匀热处理后性能不均匀酸洗后冲洗不干净润滑不良酸洗后冲洗不干净润滑不良拔制时抖动拔制时抖动芯杆过细拔制时弹性变形引起芯杆过细拔制时弹性变形引起抖动抖动启动速度过快或链条振动启动速度过快或链条振动外模形状不合理入口锥角太大外模形状不合理入口锥角太大按规程进行热处理按规程进行热处理酸洗干净磷化润滑酸洗干净磷化润滑良好良好适当的拔制速度适当的拔制速度合理的道次变形量合理的道次变形量缺陷缺陷名称名称特征特征产生原因产生原因预防和消除方法预防和消除方法44在钢管纵在钢管纵向上管向上管壁厚向内壁厚向内呈条状凹呈条状凹空拔薄壁管时减径量过大空拔薄壁管时减径量过大钢管锤头部过渡太急钢管锤头部过渡太急合理分配减径量合理分配减径量锤头部应平缓无皱折锤头部应平缓无皱折管料修磨位置长宽比要管料修磨位置长宽比要合适合适55开裂开裂呈穿透管呈穿透管壁的纵向壁的纵向裂开裂开全长全长和局部和局部空拔管变形量过大空拔管变形量过大热处理不当加工硬化未全部热处理不当加工硬化未全部消除消除拔制后未及时热处理拔制后未及时热处理连拔道次多加工硬化严重连拔道次多加工硬化严重钢管本身塑性低钢管本身塑性低合理编排拔制表合理编排拔制表合金管和连拔管拔后及合金管和连拔管拔后及时热处理时热处理按工艺要求进行热处理按工艺要求进行热处理缺陷缺陷名称名称特征特征产生原因产生原因预防和消除方法预防和消除方法66表面成片表面成片的细点状的细点状凹坑凹坑过酸洗过酸洗氧化皮厚矫直量压入基体氧化皮厚矫直量压入基体钢管表面有油污加热时烧钢管表面有油污加热时烧酸洗后停放时间过
无缝钢管技术知识课件PPT
标准中的难度项
1、标准中要求的钢管热处理,除正火处理或 终轧温度不低于Ac3温度,其他热处理要求 都到不到。
2、水压试验做不了(没有设备),但是标准 中提到用漏磁代替。
3、高温拉伸试验和-70℃冲击试验目前做不 了(没有设备)。
无缝管的材质
钢管品种
输送流体用管
低中压锅炉用 管
钢管执行标准
GB/T8163-2008《输送流 体用无缝钢管》
GB/T3087-2008《低中压 锅炉用无缝钢管》
钢种(钢级) 10、20、Q345、
Q390、 Q420、 Q460
10、20
化学成分执行标准 (10、20)GB/T 699-
1999 GB/T 1591-2008GB/T 699-1999
石油套管
API spec 5CT-8《套管和 油管规范》
J55(37Mn5) N80-1(36Mn2V)
K55(37Mn5)
P.S≤0.030%,具体成分 没有标准,各厂成分 有差异,只要性能达 到就可以。
石油管线管
API spec 5L-44《管线钢 管》
X42(16Mn,Q345B)
GB/T18984-2003
4. 石油工业用管,主要用于石油和天然气的开采, G输B送/T管6,99用-1于99输9 送液体、煤气和蒸汽;
G03B0/%T ,15具91体-2成00分8 没有标准,各厂成分有差异,只要性能达到就可以。
如套管、钻杆和油管,以及石油提炼加工用管等; 主2、要水工压艺试流验程做(不冷了床(工没序有)设备),但是标准中提到用漏磁代替。
现代无缝钢管生产技术知识
目录
• 第一部分 现代钢管的生产方法 • 第二部分 钢管的技术标准
钢管生产工艺课件(PPT33张)
4.3.2螺旋埋弧焊管工艺流程图
高等级螺旋焊管成套设备
4.4.1直缝埋弧焊钢管
直缝埋弧焊管(LSAW)一般是以钢板为原料,经过不同的成型工艺,采用双面 埋弧焊接和焊后扩径等工序形成焊管。 主要设备 铣边机、预弯机、成型机、预焊机、扩径机 等
4.4.2主要成型工艺
直缝埋弧焊管按成型方式分为UO(UOE)、 RB(RBE)、JCO(JCOE)等多种。将钢板在成 型模内先压成U 形,再压成O 形,然后进行 内外埋弧焊,焊后通常在端部或全长范围 扩径(Expanding)称为UOE 焊管,不扩径 的称为UO 焊管。将钢板辊压弯曲成型( Roll Bending),然后进行内外埋弧焊,焊后 扩径为RBE 焊管或不扩径为RB 焊管。将钢 板按J 型-C 型-O 型的顺序成型,焊后进行扩 径为JCOE 焊管或不扩径为JCO 焊管
二、生产工艺分类:无缝钢管、焊管
1、无缝钢管SML
2、焊管
从生产工艺上来分,焊接钢管主要分为
电阻焊管ERW(Electric Resistance Welding) 螺旋埋弧焊管SSAW(Spirally Submerged ArcWelding) 直缝双面埋弧焊管LSAW(Longitudinally Submerged Arc 管是一种具有中空截面、周边没 有接缝的圆形,方形,矩形钢材。无缝 钢管是用钢锭或实心管坯经穿孔制成毛 管,然后经热轧、冷轧或冷拨制成。无 缝钢管具有中空截面,大量用作输送流 体的管道,钢管与圆钢等实心钢材相比 ,在抗弯抗扭强度相同时,重量较轻, 是一种经济截面钢材,广泛用于制造结 构件和机械零件,如石油钻的钢脚手架 等。
三、无缝钢管工艺
3.1无缝钢管的历史
• 无缝钢管生产有100多年的历史。德国人曼尼斯曼兄弟 于1885年首先发明二辊斜轧穿孔机,1891年又发明周 期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自 动轧管机(也称顶头式轧管机),以后又出现了连续 式轧管机和顶管机等各种延伸机,开始形成近代无缝 钢管工业。20世纪30年代由于采用了三辊轧管机、挤 压机、周期式冷轧管机,改善了钢管的品种质量。60 年代由于连轧管机的改进,三辊穿孔机的出现,特别 是应用张力减径机和连铸坯的成功,提高了生产效率 ,增强了无缝管与焊管竞争的能力。70年代无缝管与 焊管正并驾齐驱,世界钢管产量以每年 5%以上的速 度递增。中国1953年后重视发展无缝钢管工业,已初 步形成轧制各种大、中、小型管材的生产体系。铜管 一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工 艺。
冷拔钢管制作流程
冷拔钢管制作流程
冷拔钢管是制作无缝钢管的一种方法。
它的制作流程通常包括以下几个步骤:
第一步:原材料准备
冷拔钢管的原材料是钢坯。
钢坯是一种形状较大的钢材,通常由钢锭或钢板经过热轧
工艺加工而成。
在制作冷拔钢管时,钢坯需要首先进行烘干处理。
这是为了去除钢坯表面
的水分和其他杂质,以便后续加工操作更加顺畅。
第二步:加热
钢坯在室温下很难加工,因此需要先进行加热。
加热会使钢坯的温度升高,从而使其
材料变得更加柔软,易于加工。
钢坯的加热可以采用不同的方式进行,例如通过电炉、天
然气等加热。
第三步:穿孔
经过加热后的钢坯需要进行穿孔处理。
这一步是将钢坯的中心部位挤压成一个小圆形,这个小圆形会成为无缝钢管的内径。
穿孔可以采用不同的方法进行,例如通过机械拉伸、
滚动等方式。
第四步:拉拔
钢坯经过穿孔处理后,需要经过拉拔。
拉拔是将钢坯沿着一定方向拉长,加工成无缝
钢管的外径。
拉拔需要经过多次操作,每一次操作都会将钢管的直径缩小一些。
经过多次
拉拔后,钢管的直径和长度都会达到所要求的尺寸。
第五步:切断
最后一步是将成型的无缝钢管切成所需的长度。
切断可以采用不同的工具进行,例如
钳子、锯片等。
总的来说,这些步骤构成了冷拔钢管的制作流程。
这种流程制作的无缝钢管具有表面
光滑、尺寸精准、耐高温、抗压强度高等特点,因此在许多领域得到了广泛应用。
冷拔钢管工艺流程
冷拔钢管工艺流程
《冷拔钢管工艺流程》
冷拔钢管是一种常见的钢管加工工艺,通过特定的加工流程可以得到高精度、光洁度好的钢管产品。
下面将介绍冷拔钢管的工艺流程。
1.原材料准备
首先是选材。
通常情况下,冷拔钢管的原材料是无缝钢管。
在选材时,需要考虑钢管的成分和性能要求,确保选用合适的原材料。
然后进行物理和化学性能的检测,以确保符合生产要求。
2.预处理
原材料经过预处理,主要是采用钢管的清洗、除锈和表面处理等工艺,以确保原材料的表面质量和成分符合要求。
3.坯料加热
将预处理后的原材料进行加热处理,使其达到一定的热加工温度。
一般来说,加热温度要根据不同的钢种和成分而定,确保钢管在后续的冷拔过程中能够保持较好的韧性和塑性。
4.冷拔
在加热后的原材料进入冷拔机进行冷拔加工。
冷拔是通过将钢管在一定的温度下通过模具拉拔成各种规格和形状的工艺。
在冷拔过程中,钢管的外径和壁厚会得到相应的变化,同时也能够提高钢管的表面质量和机械性能。
5.光亮处理
冷拔完成后的钢管需要进行光洁处理,以提高其表面质量。
光亮处理通常包括酸洗、光亮热处理等工艺,最终使得钢管表面光洁度达到要求。
6.成品检验
最后,需要对冷拔完成的钢管进行质量检验。
主要包括外径、壁厚、长度、表面光滑度、化学成分、物理性能等各项指标的检测,确保产品符合技术要求。
通过以上工艺流程,可以生产出高质量的冷拔钢管产品。
随着钢管在工业领域的应用不断增加,冷拔钢管工艺也在不断完善和发展,成为了现代工业制造中不可或缺的一部分。