QRQC 管理看板正面1236
qrqc管理办法

qrqc管理办法QRQC(Quick Response Quality Control)是一种快速响应质量控制方法,旨在迅速解决质量问题并实施有效的改进措施。
本文将介绍QRQC管理办法的基本原理及其在实际应用中的重要性。
一、QRQC管理办法的基本原理1. 高效沟通:QRQC强调团队成员之间的及时、准确的沟通,以便快速获取相关信息。
成员应该互相了解各自的任务和责任,并能够清晰地传达自己的观点和问题。
2. 快速问题解决:QRQC要求团队成员迅速识别和定位质量问题,并采取相应的纠正措施。
这包括明确问题的性质、原因和影响,并制定具体的解决方案。
3. 现场改进:QRQC强调在问题发生的地点实施改进,以确保解决方案的有效性。
团队成员需要立即行动,采取必要的措施来修复问题并预防未来的类似情况。
二、QRQC管理办法的重要性1. 提高反应速度:QRQC管理办法强调快速响应和解决问题的能力,帮助企业在遭遇质量问题时能够快速做出反应。
这有助于减少停产时间,降低生产成本,并满足客户的需求。
2. 推动持续改进:QRQC鼓励团队成员主动寻求改进机会,不断提高工作效率和产品质量。
通过实施QRQC管理办法,企业可以建立一种持续改进的文化,并促使员工积极参与到问题解决和质量改进的过程中。
3. 强调团队合作:QRQC管理办法强调团队合作和信息共享的重要性。
团队成员之间的协作和沟通将大大增强问题解决的能力,促进知识的共享和技能的传递。
4. 降低质量风险:QRQC管理办法可以帮助企业及时发现和处理质量问题,从而降低潜在的质量风险。
通过及时采取措施和改进,在开始造成更大影响之前解决问题。
三、QRQC管理办法的具体实施步骤1. 设定目标:明确质量改善的目标,包括问题解决的时间范围和成果预期。
2. 组建团队:组建一个跨职能的团队,由不同领域的专家和相关利益相关者组成。
3. 问题诊断:全面了解问题的性质、原因和影响。
通过数据收集和分析来确保诊断的准确性。
QRQC管理办法全

QRQC管理办法XXXX1O目的为控制产品质量,提高工作效率,防止不良品向后续工序流动、对品质问题作出早期反应并在当日制订解决问题的对策,防止品质问题的再次发生。
QRQC强调〃三现〃主义,及现场,现物,现实,关键在于及时到达问题现场,确认问题,寻找问题种种迹象,为分析问题产生提供基于事实的依据;通过各相关部门的真诚协作搭建良好的合作与关系信赖,以达到高效率的解决问题。
2.0适用范围适用于公司所有生产线,它运用可视的方法显示重要的信息以解决重大的外部和内部的质量问题。
3.0定义QRQC:Quickresponsequa1ityCOntrO1快速反应质量控制。
主要以现场、现物、现实为基础,用5W2H、PDCA等质量工具,通过操作人员、班组长、QA组长,工艺工程技术员,SQA组长,及车间主管,QE工程师,工艺工程与SQE工程师用数据富有逻辑性的思考分析方法解决产生的质量问题。
主要体现在以下方面:1)反应的速度;2)深入的分析(5why),找准根本原因;3)根除质量问题的重复发生;4)增进横向交流。
三现主义:去事发现场(现场)了解发生了什么事情(现物)找到事实的真相(现实数据)。
1)现场:到真正发生问题的地方去;2)现物:合格品与不合品比较;3)现实数据:用真实的数据去描述事实。
4.0职责与权限4.1发现问题点部门(产线组长/OQCzIPQC/工艺工程技术员)负责通知QE与他们的直线主管,并由QE通知相关部门的人员(班组长,QA组长,工艺工程技术员,SQA组长)召开QRQC 会议,讨论围堵措施,分析根本原因,并制定纠正预防措施,并跟进改善的效果。
4.2生产部主管,品质部工程师,工艺工程部工程师与SQE工程师:改善措施涉及到相应的部门,相应的部门的工程师或主管需在36小时内签名确认改善措施的有效性,如果改善措施被拒绝,这个1ineQRAP需要重新填写新的改善措施。
4.3品质部:负责跟进各种质量问题,包括内外审不符合项快速解决、公司内部及外部质量事故,及时跟进各部门的改善行动方案和效果。
快速反应管理办法(QRQC)
快速反应管理办法(QRQC)1 目的为了不制造不良、不流出不良、不接收不良,一旦发生异常问题则当场采取措施。
使问题显现化,通过跨职能方式及时采取措施,提高效率尽快加以解决。
使每位作业者都树立起品质意识,使生产线全体都保持紧张感,建立本管理办法。
2 适用范围适用于XXXX有限公司生产制造现场问题解决。
3 问题定义:3.1 A类问题:发生的问题,会发生人生安全事故,丧失产品主要功能,严重影响产品使用性能和降低产品寿命,对环境产生违反法规的污染,导致交付延期,以及必然会引起客户投诉的问题。
这类问题为公司级快反问题。
3.2B类问题:发生的问题,会影响产品使用性能及寿命,客户可能会提出投诉的问题,对交付略有影响。
这类问题为车间级快反问题。
3.3C类问题:发生的问题,对产品和使用性能及寿命影响不大,不会引起客户投诉的问题。
这类问题跟踪记录并改善。
3.4 问题分类3.4.1 QC问题:现场作业人员操作执行问题;设备、工装问题;3.4.2 QE问题:设计开发相关问题。
4. 职责和权限4.1 生产部4.1.1 生产部经理担任会议议长,负责主持会议议程;督促问题解决进度。
4.1.2 生产班长负责组织生产现场三现会议;车间主任负责组织车间级快速反应会议;生产科制定、维护并执行公司QRQC事务的各项管理度及流程。
4.1.3 负责记录会议内容;跟踪落实各部门所做对策执行;4.1.4 维护快速反应看板;4.1.5 生产科负责汇总各车间QRQC问题一元表,对未按要求完成问题关闭的责任人进行考核。
4.2 质量部4.2.1 负责收集过去24小时内发生的内外部质量问题及客户投诉问题,并且在4小时内以OA的形式将问题通报给责任部门;4.2.2 负责对现场问题指定问题类型、问题等级、责任人;4.2.3 措施的有效性验证;维护经验教训库并定期更新;4.2.4 负责问题关闭:措施最终落实到文件(PFMEA和DFMEA、控制计划、作业文件);4.3 责任部门4.3.1 问题负责人需要组织成立问题解决小组。
qrqc管理表格

产品A零件缺陷
XX
生产线1
供应商材料不合格
检查所有零件
更换供应商
XX经理
进行中
待评估
20XX/12/2
设Hale Waihona Puke B故障XX设备组维护不当
临时维修
增加维护频率
XX工程师
完成
效果良好
20XX/12/3
包装材料破损
XX
包装部
运输过程中受损
紧急更换材料
改进包装设计
XX主管
进行中
待评估
20XX/12/4
软件系统故障
XX
IT部门
软件更新不兼容
回滚至旧版本
测试后再更新
XX工程师
已完成
效果良好
20XX/12/5
产品C质量下降
XX
质检组
生产线操作不当
加强现场培训
修订操作手册
XX经理
进行中
待评估
补充说明:
1、包装材料破损:立即采取措施以防止产品在运输过程中损坏,并长期改善包装设计以提高耐用性。
2、软件系统故障:遇到不兼容的软件更新时,暂时回退到稳定的旧版本,并在彻底测试后再进行更新。
qrqc管理表格
QRQC(Quick Response Quality Control)管理表格是用于快速响应和解决质量问题的工具。它帮助团队快速识别问题、分析原因、实施解决方案,并跟踪效果。以下是一个基本的QRQC管理表格模板:
日期
问题描述
发现人
影响范围
原因分析
临时对策
长期解决方案
负责人
完成情况
跟踪效果
3、产品C质量下降:加强生产线上的操作培训,并修订操作手册以防止未来的质量问题。
设备管理看板1(正面)

设备管理目标:关键设备可动率 100 %;重点设备可动率≥ 98 %;一般设备可动率≥ 95 %;设备故障率≤ 4 %。
全厂机械设备 台,其中:关键 台,重点 台
机械设备可动率
关键 重点 一般
100%
90%
80%
70%
60%
1月
2月
3月
4月
5月
6月
7月
8月
9月 10月 11月 12月
全厂特种设备 台,其中:关键 台,重点 台
tpm第一次把事情做对做细做到位初期清扫困难部位和污染源实施对策临时标准的制定培训与总点检自主管理整理整顿自主管理的彻底化第一次把事情做对做细做到位初期清扫困难部位和污染源实施对策临时标准的制定培训与总点检自主管理整理整顿自主管理的彻底化第一次把事情做对做细做到位初期清扫困难部位和污染源实施对策临时标准的制定培训与总点检自主管理整理整顿自主管理的彻底化
特种设备可动率
关键 重点 一般
100%
90%
80%
70%
60%
1月
2月
3月
4月
5月
6月
7月
8月
9月 10月 11月 12月
全厂设备故障率
5.0%
4.5%
4.0%
3.5%
3.0%
2.5%
2.0%
1.5%
1.0%
0.5%
0.0%
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月 11月 12月
全厂设备故障次数
30
25
20
15
10
5
0
1月
2月
QA质量管理控制体系看板
Our Tool and Principle我们的改善工具和改善原理
1. If the results expected: 如果改善的结果达到预期的目标 (i) Standardize procedure将改善的程序标准化 (ii) Think next innovative improvement 制定出下一步更有创新性的改善行动 If the results are not as expected, repeat the PDCA cycle 如果改善的结果达不到预期的目标, 重复PDCA循环 1. 2. 3. Analyze the situation分析现状 Study and define the problem研究和定义问题 Brainstorm for causes and corrective actions; think creatively to determine the best approach plan头脑风暴法分析原因和制定改善行动 Develop an implementation plan 制定出最有效的改善计划
江 阴 宝 柏
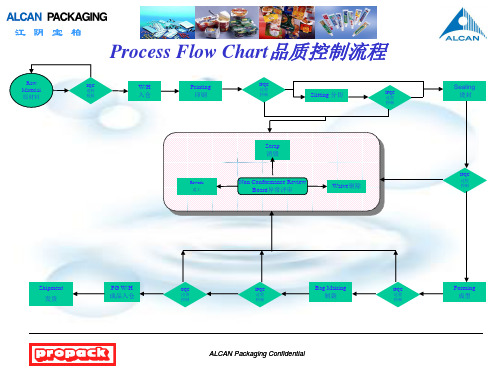
Process Flow Chart品质控制流程
Raw Material 原材料
IQC
进料 检验
W/H 入仓
Printing 印刷
IPQC 过程 控制
Slitting 分切
IPQC 过程 控制
Sealing 烫封
Scrap 消毁
Rework 返工
Non Conformance Review Board异常评审
2.
4.
Continue Improvement持续改善
A P CD
1. 2. 3.
Analyze information分析信息 Monitor trends监控改善的趋势 Compare obtained results against expected results from the plan按照改善的计划,对改善的结果 与预期的结果相比较
QRQC 手册

问题分析和任务指派必须在回顾之前进行
同操作工一起分析问题,在真实的地点。QRQC板要靠近设备,只有当需要时才把QRQC板放在原来的QRQC区域
分配任务的期限必须很短,一天或几个小时必须清楚的传达。
第三步和第六步:每班检查行动的有效性
第4 和第5步:所有的根本原因的分析要基于FICS(因素调查和遵守标准)和5why
班末时的传达
在每次班末,工段长要向下一个班次传达问题。如果问题已经在QRQC上,其他班次的GAP班长必须跟踪来验证和形成标准化。
验证时需注意以下几点:
1)新的行动已经传达给了操作工
2)当前班组与在QRQC提出问题的那个班组采取同样的行动
3)行动计划有效。(通常指问题不再出现)推荐检查周期两天
如果检查有效,并且有了切实的改进,那QRQC上的问题就可以关闭了
1.今天你有什么提高?
2.今天你学习到了什么吗?
3.今天你教给别人什么了吗?
4.今天你祝贺别人了吗?
I.
QRQC要每天进行管理,叫做QRQC回顾,一共有三个层次。
II.1
下面的表格总结了有效运行生产线QRQC的关键点
先决条件
根据目标每天跟踪业绩
生产线QRQC板,靠近设备和操作工,要有缺陷样件
停线的规则
操作工是否知道问题?他们参加分析了吗?他们是否知道采取的行动?
行动期限是否合适?
问题是否很快关闭,并且有切实的永久性的改进?
问题是否上升到了UAP级别?
生产线今天有提高吗?
简介:生产线QRQC强制
首要条件责任人
每天跟踪业绩GAP班长
QRQC板靠近工位,并且有缺陷样件工段长
停线的反应规则工段长
During shift班次中
看板管理培训课件(PPT74页)

61
改善提案管理看板
1. 制作管理看板,内容包括:每月各班组改善提案现况、当月最佳 改善明星和事例,每月公布一次,如图所示。
2. 规格:长2000mm×宽1500mm,材料:万通板底料,不锈钢架子。 3. 文字和线条用即时贴材料,字体大小自选。 4. 设置在部门重要通道旁,无支撑架时,悬挂在离地面600mm处的
60
主要指标管理看板
1. 制作管理看板,内容包括:P、Q、C、D、S、M等管理指标,如图 所示,以月别推移的形式展示。
2. 规格:长2000mm×1500mm,材料:万通板底料,不锈钢架子。 3. 文字和线条用即时贴材料,字体大小自选。 4. 设置在部门重要通道旁,无支撑架时,悬挂在离地面600mm处的墙
(有物品的形迹,就容易知道了——) 电话机原位置
桌面
34
10
形迹定位
◎形迹定位管理自 己制作
35
油的颜色整顿
要点: ①首先要确实做好油品供应的3定; ②按各类油品类别,决定不同的颜色; ③放置场、零星储蓄缸、加油工具等,都定为同样的颜色; ④各设备的加油口贴上同样颜色的贴纸。 (让工读生也能给机械加油)
(2)抽屉:
办公用品一般的常用品:笔、订书机、涂改液、即时帖、便条纸、橡皮、 计算器,集中放置右侧第一抽屉内;书本类可以放置右侧第二抽屉内;个人的 参考资料、文件卷宗、空白稿纸、各种表格及个人包等,可放置第三抽屉;左 侧有序的放置文件资料。
42
(3)VPS电源放在主机上靠桌内侧;有主机台的可放置台内 ;
17
通行线画法
黄线不可踏或跨越,所以要留有可以出入的部份,称之为出入口线。
要点:①用黄色或白色箭头; ②要有一定间隔或画在转角附近; ③楼梯也不要忘记。