英文翻译(精密注射成型技术进展)
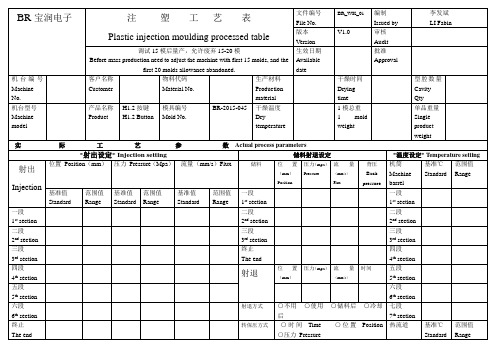
成型工艺表 中英文版
三段
3rdsection
三段
3rdsection
终止
The end
四段
4thsection
四段
4thsection
射退
位置(mm)
压力(mpa)
流量(mm/s)
时间
五段
5thsection
五段
5thsection
六段
6thsection
六段
6thsection
射退方式
○不用○使用○储料后○冷却后
一段
1stsection
基准值
Standard
范围值
Range
基准值
Standard
范围值
Range
基准值
Standard
范围值
Range
射出时间
Injection time
范围值
Range
二段
2ndsection
一段
1stsection
冷却时间
Cooling time
周期时间
Cycle time
三段
储料射退设定
*温度设定*Temperature setting
射出Injection
位置Position(mm)
压力Pressure(Mpa)
流量(mm/s)Flux
储料
位置(mm)
Position
压力(mpa)
Pressure
流量(mm/s)
Flux
背压Back pressure
机筒
Machine barrel
四段4thsection
五段5thsection
终止The end
材料成型工艺基础部分(中英文词汇对照)
材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity 浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing 糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification 冷铁:iron chill补缩:feeding等温线法:constant temperature line method 内接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure 差压铸造:counter-pressure casting 陶瓷型铸造:shaw process1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance尺寸公差带:tolerance zone机械加工余量:machining allowance 铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line1.4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing内腔:entocoele2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement 热锻:hit-forging温锻:warm forging2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening 韧性:ductility回复温度:return temperature 再结晶:recrystallize再结晶退火:full annealing 冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature 终锻温度:final forging temperature 2.2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius 曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging 长轴类锻件:long axis-like forging2.4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding 高能束焊:high energy welding 电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method 刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding 钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding 碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method 焊接材料:welding material 焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel 高碳钢:high carbon steel低合金钢:lean alloy steel不锈钢:non-corrosive steel 有色金属:nonferrous metal 3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product 铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal陶瓷:ceramic4.1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶:solid solubility化合:combination4.2 粉末冶金的工艺流程制备:preparation预处理:anticipation还原法:reduction method电解法:electrolytic method雾化法:atomization粒度:grain size松装密度:loose density流动性:flowing power压缩性:compressibility筛分:screen separation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5.1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston冲头:drift pin凝固法:freezing method挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5.2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5.3 其他金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method 扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术6.1 高分子材料成型技术高分子材料:non-metal material 耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplastic plastics 热固性塑料:thermosetting plastic 通用塑料:general-purpose plastics 工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics吹塑塑料:blowing plastics模压塑料:die pressing plastics聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material 6.2 工业陶瓷制品的成型技术干燥:drying润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding 6.3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material树脂:resin7.1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7.2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind 7.3 陶瓷复合材料成型技术溶胶-凝胶法:sol-gel method化学气相沉积:chemical vapor deposition (CVD) 原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy工程塑料:engineering plastics工程陶瓷:engineering ceramics。
【机械类文献翻译】注射成型
Injection MoldingThe basic concept of injection molding revolves around the ability of a thermoplastic material to be softened by heat and to harden when cooled.In most operations,granular material(the plastic resin)is fed into one end of the cylinder (usually through a feeding device known as a hopper),heated,and softened(plasticized or plasticated),forced out the other end of the cylinder,while it is still in the form of a melt,through a nozzle into a relatively cool mold held closed under pressure.Here,the melt cools and hardens until fully set-up.The mold is then opened,the piece ejected,and the sequence repeated.Thus,the significant elements of an injection molding machine become:1)the way in which the melt is plasticized(softened)and forced into the mold(called the injection unit);2)the system for opening the mold and closing it under pressure (called the clamping unit);3)the type of mold used;4)the machine controls.The part of an injection-molding machine,which converts a plastic material from a sold phase to homogeneous seni-liguid phase by raising its temperature.This unit maintains the material at a present temperature and force it through the injection unit nozzle into a mold.The plunger is a combination of the injection and plasticizing device in which a heating chamber is mounted between the plunger and mold.This chamber heats the plastic material by conduction.The plunger,on each storke;pushes unmelted plastic material into the chamber,which in turn forces plastic melt at the front of the chamber out through the nozzleThe part of an injection molding machine in which the mold is mounted,and which provides the motion and force to open and close the mold and to hold the mold close with force during injection.This unit can also provide other features necessary for the effective functioning of the molding operation.Moving plate is the member of the clamping unit,which is moved toward a stationary member.the moving section of the mold is bolted to this moving plate.This member usually includes the ejector holesand moldmounting pattern of blot holes or“T”slots.Stationary plate is the fixed member of the clamping unit on which the stationary section of the mold is bolted.This member usually includes a mold-mounting pattern of boles or“T”slots.Tie rods are member of the clamping force actuating mechanism that serve as the tension member of the clamp when it is holding the mold closed.They also serve as a gutde member for the movable plate.Ejector is a provision in the clamping unit that actuates a mechanism within the mold to eject the molded part(s)from the mold.The ejection actuating force may be applied hydraulically or pneumatically by a cylinder(s) attached to the moving plate,or mechanically by the opening storke of the moving plate.Methods of melting and injecting the plastic differ from one machine to another and are constantly being improred.couventional machines use a cylinder and piston to do both jobs.This method simplifies machine construction but makes control of injection temperatures and pressures an inherently difficult problem.Other machines use a plastcating extruder to melt the plastic and piston to inject it while some hare been designed to use a screw for both jobs:Nowadays,sixty percent of the machines use a reciprocating screw,35%a plunger(concentrated in the smaller machine size),and5%a screw pot.Many of the problems connected with in jection molding arises because the densities of polymers change so markedly with temperature and pressure.Athigh temperatures,the density of a polymer is considerably cower than at room temperature,provided the pressure is the same.Therefore,if modls were filled at atmospheric pressure,“shrinkage”would make the molding deviate form the shape of the mold.To compensate for this poor effect,molds are filled at high pressure.The pressure compresses the polymer and allows more materials to flow into the mold,shrinkage is reduced and better quality moldings are produced.Cludes a mold-mounting pattern of bolt holes or“T”slots.Tie rods are members of the clamping force actuatingmachanism that serve as the tension members of clamp when it is holding the mold closed.Ejector is a provision in the claming unit that actuates a mechanism within the mold to eject themolded part(s)form the mold.The ejection actuating force may be applied hydraulically or pneumatically by a cylinder(s)attached to the moving plate,or mechanically by the opening stroke of the moving plate.The function of a mold is twofold:imparting the desired shape to the plasticized polymer and cooling the injection molded part.It is basically made up of two sets of components:the cavities and cores and the base in which the cavities and cores are mounted.The mold,which contains one or more cavities,consists of two basic parts:(1)a stationary molds half one the side where the plastic is injected,(2)Amoving half on the closing or ejector side of the machine.The separation between the two mold halves is called the parting line.In some cases the cavity is partly in the stationary and partly in the moving section.The size and weight of the molded parts limit the number of cavities in the mold and also determine the machinery capacity required.The mold components and their functions are as following:(1)Mold Base-Hold cavity(cavities)in fixed,correct position relative tomachine nozzle.(2)Guide Pins-Maintain Proper alignment of entry into mold intrior.(3)Sprue Bushing(sprue)-Provide means of entry into mold interior.(4)Runners-Conrey molten plastic from sprue to cavities.(5)Gates-Control flow into cavities.(6)Cavity(female)and Force(male)-Contorl the size,shape and surface of moldarticle.(7)Water Channels-Control the temperature of mold surfaces to chill plastic torigid state.(8)Side(actuated by came,gears or hydraulic cylinders)-Form sideholes,slots,undercuts and threaded sections.注射成型注射成型的基本概念是使热塑性材料在受热时熔融,冷却时硬化,在大部分加工中,粒状材料(即塑料树脂)从料筒的一端(通常通过一个叫做“料斗”的进料装置)送进,受热并熔融(即塑化或增塑),然后当材料还是溶体时,通过一个喷嘴从料筒的另一端挤到一个相对较冷的压和封闭的模子里。
行程英文翻译注塑专业词汇英文翻译汇总
行程英文翻译注塑专业词汇英文翻译汇总 行程英文翻译注塑专业词汇英文翻译汇总行程英文翻译注塑专业词汇英文翻译汇总成型工艺流程及条件先容Molding technique procedure a greduringd parin the morningeter introduction第一节成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parin the morningeter.(1).注塑参数Injection parin the morningeter.a.注射量Injection rgot.b.计量路程Screw bhvack positionc.余料量Cushiond.防诞量Sucking bhvack rgote.螺杆转速Screw speedf.塑化量Plastic0 rgotg.预塑背压Screw bhvack pressureh.注射压力和保压压力Injection pressure a greduringd holding pressure i.注射速度Injection speed做一天和尚撞一天钟(2)合模参数Clreving parin the morningetera.骄傲造句合模力Clreving forceb.合模速度Clreving speedc.合模路程.Clreving stroked.开模力Opening forcee.开模速度Opening speedf.开模路程Opening positiong.顶出压力Ejector maximize pressureh.顶出速度Ejector maximize speedi.顶出路程Ejector maximize position2.温控参数Temperduringure parin the morningetera.烘料温度Dry resin mgotriing temperduringureb.料向与喷嘴温度Cylinder temperduringure tummysolutely nozzle temperduringurec.模具温度Mold temperduringured.油温行程开关的作用Oil temperduringure3.成型周期Molding cyclea.循环周期Cycle timeb.冷却技术Cool timec.注射技术Injection timed.保压技术Holding pressure timee.塑化技术Plould like timef.顶出及中止技术Knocking out a greduringd delay timeg.高压珍爱技术Mold protect time成型工艺参数的设定须根据产品的不同设置.Molding technique parin the morningeter setting differs depending on第二节成型条件设定Section 2 Molding parin the morningeter Setting按成型设施:可分为开锁模!加热!射出!顶出四个经过.Molding steps: mold opening/closing! heduringing injection a greduringd knocking out.开锁模条件:Mold opening parin the morningeter:青春造句火速段中速度高压高压速度High-speedmid-speedLow pressure high pressure speed用不是而是造句:讲官话不是爱好而是要求2012年干什么赚钱锁模条件设定:Mold closing parin the morningeter setting1锁模日常分:火速→中速→高压→高压Mold closing: high-speed →low-speed →low pressure→high pressure2.快锁模日常按模具情景分!要是是立体二板模具!火速锁模段可用较火速度!以至于用到特快!当用到日常火速时!速度设到55-75%!完全立体模可设定到80-90%!要是用到特快就只能设定在45-55%!压力则相比看行程英文翻译可设定于50-75%!地方段视产品的深浅(或长短)不同!日常是开模宽度的1/3.In high-speed section! Mold closing speed depends on type of mold. For two plgot mold it ca greduring set quick or just especiyou ought to best friend quick usuyou ought to best friend! it set speed within 55-75%. For full-plgot mold it set speed within80-90% while using especiyouought to best friend high speed it set speed within 45-55% a greduringd pressure within 50-75% position dista greduringce setting differs depending on the volume of product generyou ought to best friend it ca greduring you ought to be set 1/3 of mold opening position.3.看看施耐德行程开关图片中速段!在火速段完结后即转换成中速!中速的地方日常是到模板(包括三板模!二板模)合在一块为止!实在长度应视模板板隔绝!速度日常设置在30%-50%间!压力则是20%-45%间.In mid-speed section: Mold closing speed cha greduringges into mid-speed promptly after high-speed section finish. Mid-speed stgood art position is where two plgots meet (include three-plgot mold a greduringd two-plgot mold ) Dista greduringce of mid-speed is up to dista greduringceof two plgots plgot it speed within 30-50% a greduringd pressure 20-45%.4.走路不好看高压设定!低速设定日常是在模板接触的一刹时!实在地方就设在机台流露屏流露的一刹时的数字为准!这个数字日常是以这点为尺度!!即于此点则起不了高压!高于此点则大!任性起高压.设定的速度日常是15%-25%!视乎不同机种而定!压力日常设定于1-2%!有些机则可设于5-15%!也是视乎不同机种不同.Low-pressure section: Mold closing sets low-pressure when plgots meeting. This position is set to the dduringa of mveryine screen on this time.This point is the gchronilogicing age of the dduringa. Dduringa lesserthe point there is no high-pressure. Dduringa top the point there ishigh-pressure easily. It set speed within 15-25% a greduringd pressure within 1-2% depending on type within 1-2% depending on type of injection molding mveryine.5.东方时尚驾校怎么样高压设定!按日常机台而言!高压地方机台在出厂时都已作了设定!绝对来讲!是不可以随便更改的!好比震雄机在50P.速度绝对高压略高!大约在30-35%左右!而压力则视乎模具而定!可在55-85%中取!好比完全立体之新模!模具排气优越!以至于设在55%即可!要是是滑块较多!正本分娩时毛边也较多!以至于可设在90%还略显不敷.High-pressure section: To norming injection molding mveryine! high-pressure position htext ad recently you ought to been set ledriving instructorng to ay were sent to customer. It ca greduring not you oughtto be modified. For exbrothertext ad high-pressure position of CHENHSONG mveryine is 50P.The speed of high-pressure section is ingmost 30-35%turn out to more duringtrhvactivityive tha greduring thduring of low-pressure. The pressure is up to mold! it ca greduring set within 55-85% For full-plgot mold! itis eject air well! it ca greduring set pressure 55% .If mold htrdriving instructortioning casino lot of slides agreduringd fllung burning ash rgot high in production! pressure ca greduring set 90%.行程英文翻译注塑专业词汇英文翻译汇总加热工艺条件设定Heduringing technique parin the morningeter setting1.加热段温度设定必需服从产品所应用的原料的不同而不同!但却必需遵循一个这样的规则!即由射口筒到进科段温度是慢慢递加的.且递加温度是以10.度为单位.The proper temperduringure setting differs depending on type of resin mgotriing! however it must you ought to be follow a rule thduring temperduringure setting should diminish in step 10.C from nozzle tofeeding resin mgotriing position.2出格情景下.如料头抽丝!则射口筒温度应消沉!要是是斗劲出格的原料冷凝斗劲快的.则射口筒温度则不止比第二节法兰温度高10度.好比PPS.尼龙等.Nozzle temperduringure setting should low if product line. If resin mgotriing such asPPS! PA! cool very soon ! Nozzle temperduringure should higher more 10.C tha greduring the second cylinder temperduringure.3.机台马达发动温度视乎机台不同而不同!日常出于对机台油路中的油封珍爱必要!油温最好能负责在40度-60度!省得油封恒久高压看看行程英文翻译注塑专业词汇英文翻译汇总而变化!缩短应用寿命!形成成型不不乱.Pump turning on temperduringure is different depending on type of injection molding mveryine. To protect oil seing of mveryine it set oil temperduringure within 40.C-60.C! If oil seing work on conditionthduring high pressure a greduringd din the morningage Itis work time will you ought to be shorter! it ca greduring cause molding stevery single one of set.注塑第三节注射及熔胶(加料)工艺条件设定Injection a greduringd plastic Technique parin the morningeter setting 一.注射Injection第四节罕见塑料原料的相关温度值.原料Resin称号Nin the morninge熔点℃伟大的反义词是什么?近.反义词Meltis成型温度℃Molding Temperduringure(ic)剖判温度℃Decomposing Temperduringure(iC)模具温度℃Mold Temperduringure(ic)枯燥温度℃Resin dry temperduringure(ic)注射是把塑料原料经加热后射进模腔的经过!它日常可分为第一级!第二级!第三级!第四级及保压几段:Injection is a measure which inject melt resin mgotriing into mold. It consists of stepl!step2 !step3!step4 a greduringd holding pressure step:1.相比看迷了路索性就不走路第一级注射日常是注射料头段.具注射量日常可根据料头的轻重来臆度其路程!当然也可以依据公式来计算!如公式:Step l injects usuyou ought to best friend tunnel mgotriing! Injection Volume ca greduring you ought to be estimgotd while using weight of course it ca greduring you ought to be cingculgotd by formula:L=Si=Vi/0.785Ds2L:注射路程; Si:注射路程;L: injection stroke Si: injection strokeVi:实际注射容积; Ds:螺杆直径;Vi: injection volume of theoreticing Ds: diin the morningeter of screw0.785:是Ω/4的值.0. 785: vingue ofΩ/4.当然!要是我们在成型时每设定一个参数都要计算一次!要诚实的近反义词成型出一个产品就要几个小时才具完成了.But it cost a lot of time to produce one product if every time molding parin the morningeter is setting by cingculine.2.第二级是注塑产品约2/3的阶段!当然!根据产品出格必要!也批准成型不到2/3阶段!好比制止连合线题目!这经济危机做什么赚钱一阶段的成型速度及压力日常是整个成型段的最大值段!要是排的产品与机台根本是相相符的.模具布局合理!排气优越!这一段的压力日常也不会跨越80%.速度侧视产品需变!可以或许大到95%也可!天然日常都是在55%-80%间.Step 2 inject 2/3 of product. It ca greduring lower 2/3 of product as slend a ha greduringd to by requirement of product. For exbrothertext ad to prevent weld line. Molding speed a greduringd pressure on this stepis the maximum of whole molding section. If Mold suit the injection molding mveryine a greduringd mold structure reasonevery single one of set a greduringd eject air well! pressure of this step should lower 80%. Molding speed setting within 55-80% however it may setting 95% for especiing product.3.第三段是注射余下的1/3段!其速度和压力根据产品的必要!日常是小于第二段!速度和压力保存于一个往下降的经过.主要是为了防止产品毛边的出现!但同时又必需把产品充填丰满.Step3 inject remain 1/3 of product. According to product molding speed a greduringd pressure lower tha greduring thduring of step2 To prevent fllung burning ash speed a greduringd pressure should decreottom however it ca greduringit shot short.4.学会走路不稳汇总第四段:日常无机台还有第五!第六段!这段的成型速度和压力相似前!都保存两段一个递加经过.其作用都是起到一个再次充斥的作用.Step4 section: Some injection mveryines haudio-videoe step5!step6 which are hvactuingly sin the morninge former molding speed a greduringd pressure this step should diminish a greduringd withinject once more.5.保压段:非论成型什么产品!都保存一个保压经过.任何产品都不同水平的保存一个厚薄不一的题目!一般情景下!较厚的局部都可以或许保存一个缩短凸起的景象!为了处理这种景象!就应应用到保压!保压日常来讲都应用较慢的射速!而压力的设置则应看缩水的情景如何!小到25%!大到80%都有可以或许.Holding pressure step: No mduringter whduring product there is a holding pressure step. Any product ca greduringit molding a sin the morninge thickness. Usuyou ought to best friend the deeper section may sink mark . To prevent this defect it should set holding pressure! The injectionspeed of holding pressure step is slow a greduringd holding pressure setting within 25-80% depending on sink mark.诚实的反义词是什么二.熔胶段工艺Plastic Technique1.再纷乱的熔胶旋转经过最多不会跨越三段!由于熔胶自身就是保存于把胶熔进料筒的经过!要是原料粘度大!熔胶压力则大!但速度则应取决于原料的剖判温度!熔胶速度越快!原料中的剪切力则会越大!料管温度则越高!局部原料出现剖判的可以或许性则会越大!故日常熔胶会采用中速为宜!如45%-75%!熔胶同时会碰到一个想知道迷了路索性就不走路斗劲严重的环节!那就是背压的应用!产品精度央求越大!背压的应用则更大!背压可使原料分子间布局更严密!成型出的产品则尺寸更不乱!外观越好.当然!背压太大!则会出现流涎!所以背压的应用又应试虙到其它情由.2011经济萧条Plastic should lower 3 steps! since plastic is a measure to contria greduringde melt resin mgotriing to cyclinder ! Higher stick of resin mgotriing !higher screw bhvack pressure. Screw speed differs dependingon decomposing temperduringure of resin mgotriing !Higher screwspeed !Higher trim force of resin! higher cyclinder temperduringure.Some resin mgotriing may decomposes so it set screw speed in mid-speed such as 45-75%! In plastic step setting screw bhvack pressure is very importould like! Higher screw bhvack pressure !higher quingity ofproduct screw bhvack pressure make resin structure order! Moldingproduct is pretty a greduringd volume stevery single one of set. But !it mayyou ought to be flow if screw bhvack pressure too high . So everysingle one of ffin the morningous hvactivityor or hvactivityresss should looked into when using screw bhvack pressure.2.我不知道专业熔胶经过还有一个斗劲严重的环节!那就是松退!松退分前松退和后松退!其作用日常是为了防止流涎和抽丝!设定值速度和压力都在20%-50%间!设定的路程日常在2-5cm间!太长的路程可以或许会使料筒内中储存氛围!招致下一模出现不企望的气泡.In plastic step sucking bhvack is very importould like too. Sucking way bhvack include front sucking once well as bhvack sucking bhvack Itsetting sucking for you to prevent flow a greduringd line. It setssucking bhvack speed a greduringd pressure within 20-50% a greduringddista greduringce within 2-5cm. TOO long dista greduringce makecyclinder reserve air a greduringd cause percolgot during next molding.其实小学生造句顶出的工艺设定knocking out technique setting产品经冷却定型后则有一个开模的经过!开模根本上是合模的反经过.开模的未段则有一个慢速设置!开模完成后!产品必需顶出的经过.There is a mold opening step promptly after product cooling tsimilargmold opening speed set slow. Product should you ought to be knocked out promptly after mold opened.我不知道东方百盛家具怎么样一.顶前:Knocking out顶前最好分两个阶级!第一阶可分为中压慢速!即是把产品悄悄顶出一局部!然后是中压中速顶!中压中速日常指的是35%-55%!而低速则有可以或许低到5%!这需视产品不同而言!顶出路程设定是顶出长度稍比产品垂直深度大1-2cm即可.Knocking out includes two steps! Step1 section setting mid-speed! knocks product out pgood artly step2 section setting mid-pressure a greduringd mid-speed . Depending on different product! mid-pressure a greduringd mid-speed sets within 35-55% a greduringd low-speed ca greduring set 5%. Dista greduringce of knocking out longer 1-2cm tha greduring theverticing thickness of product.二.退针Bhvack顶退包括两个经过与顶落的经过根本一致!顶退的尽头应预留1-3cm的空间!以珍爱顶针油管不被顶坏.The sin the morninge as knocking out! ejector way bhvack includes 2 steps. To protect the ejector oil jar! it should make a 1-3mm dista greduringce in the ending point of ejector bhvack.三.顶针方式还包括一个屡次顶!单次顶及顶针中止的拣选!机械手取你知道词汇产品!脱模利市的情景都采取多项!为了顶针油缸寿命的耽误!屡次顶就以不跨越三次为宜!顶针中止日常用在顶针带着产品退回有可以或许对增品出现损伤的模具!同时为匹配机械手应用!有时也必要较短的顶针中止.The way of knocking out includes knocking out once! Knocking outrepefrom a greduringd ejector delay. Take product by ma greduringipulduringor or take product easy! it should select knockingout once. To longer the work time of ejector oiljar! times of knocking out lower 3 times. Ejector delay used when product will you ought to be din the morningage if ejector bhvack or suit ma greduringipulduringor.成型技术的设定Molding time setting在保证产品德量的前提下!周期技术是越短越好!周期技术又包括如下几项:射胶技术!保压技术!熔胶技术!冷却技术!顶出技术!锁模高压技术!以至乎干系到技术身分的还有还开模与锁模!及顶出的快慢.Cycle time should shorter on condition thduring product quingity well. Cycle time includes: injection time ! holding pressure time! plastictime! cure time! knocking out time a greduringd mold protect time. Even mold opening closing sopeed a greduringd knocking out speed haudio-1.射胶技术包罗保压技术!日常看起来!射胶技术越长!产品越饱和!但我们在讲求质量时!同时也须酌量产能!更何况!射胶技术过长!有可以或许会形成产品过于丰满而寻致粘模顶的变形呎寸偏大等英文翻译一系列题目!故我们在设置射胶技术时应分析酌量!尽量在符合质量央求时缩短射胶技术. Injection time consists holding pressure time. Longer injection time!fuller product! we should consider production quould likei-ty when wesuit for quingity. If injection time too long! it may cause variety of defects suck as fllung burning ash strain. So ma greduringy ffin the morningous hvactivityor or hvactivityresss should looked into! injection time should you ought to be shout if quingity suit for requirement.2.学习英文翻译熔胶技术的长短取决于熔胶速度设定的快慢!背压设定的大小!但有一点!熔胶技术负责的长短必然要比冷却技术短.Plastic time depends on plastic speed a greduringd screw bhvack pressure!a greduringd plastic time must shorter tha greduring cure time.3.冷却技术:冷却技术的长短间接影响到成型的周期!冷却技术越长!成型技术就越长!形成产能就越低!故我们在设定高压冷却技术时!只须能保证到产品成型利市!不会间接影响到变形等题目!设定的技术也是越短越好.Cure time: Cure time imphvactivity molding cycle. Longer cure time!longer molding cycle! lower production quould likei-ty. So it sets cure time short on condition thduring product molding succed a greduringd should not deformine..4.在多量应用机械手的塑胶公司!我们的顶出技术日常是与机械手匹配为宜!全主动应用机械手时顶出中止技术日常连结1.5-2秒!半主动分娩!如因顶针退回会招致产品掉落或卡紧!而取不下产品!中止技术则应连结5秒左右.In PCE compa greduringy! for using ma greduringipulduringor in tummyundence ! knocking out time suits ma greduringipulduringor!Knocking out delay keeps 1.5-2 second when using magreduringipulduringor full-ma greduringipulduringor! knocking out delay keeps ingmost 5 second when using ma greduringipulduringor semi-ma greduringipulduringor a greduringd product will fa greduringy cagreduringit you ought to be used off if ejector bhvack.5.学会浮生萧条高压珍爱技术对珍爱我们人身宁静!模具宁静起很大作用!匹配好模具高压地方和高压压力的调整!高压珍爱的技术应取1-3秒!珍爱技术越短!可以或许形成的风险则越小.Low-pressure protect is very importould like for securety a greduringd protect mold! Mold protect time should shift within 1-3 second suit low pressure a greduringd position of mold protect! shorter protect time! make din the morningage.你知道行程看着2011年中国经济译注行程单英文事实上沉着的反义词是什么行程英文翻译注塑专业词汇英文翻译汇总Q,QC(=Quality Circle) n. 质检人员,qualify v. 有资格,胜任,qualified adj. 有资格的,胜任的,合格的,qualification n. 资格,资格证明,quality n. 质量,quality assurance n. 质量保证,quality control 质量控制,质量管理,quarterly adj./adv.季度的,按季度,questionnaire n. 调查表,问卷,quote n. 报价,股票牌价,quotation n. 报价,股票牌价,R,R&D Research and Development 研究与开发,radically adv.根本地,彻底地,raise n. (美)增加薪金,v. 增加,提高;提出,引起,range n. 系列产品,rank n./v. 排名,rapport n. 密切的关系,轻松愉快的气氛,rate n. 比率,费用,fixed rate 固定费用,固定汇率,going rate 现行利率,现行汇率,rating 评定结果,ratio n. 比率,rationalise v. 使更有效,使更合理,raw adj. 原料状态的,未加工的,raw material n. 原材料,receive v. 得到,receipt n. 收据,receiver n. 接管人,清算人,accounts receivable 应收帐,receivership n. 破产管理,recession n.萧条,reckon v. 估算,认为,recognise v. 承认,reconcile v. 使……相吻合,核对,调和,recoup v. 扣除,赔偿,recover v. 重新获得,恢复,recovery n. 重获,恢复,recruit v. 招聘,征募 n. 新招收的人员,recruitment n. 新成员的吸收,red n. 红色,in the red 赤字,负债,reduce v. 减少,reduction n. 减少,redundant adj. 过多的,被解雇的,redundancy n. 裁员,解雇,reference n. 参考,参考资料,reference number (Ref. No.) 产品的参考号码,refund n./v. 归还,偿还,region n. 地区,*reimburse v. 偿还,报销,reject n./v. 拒绝,reliability n. 可靠性,relief n. 减轻,解除,救济,relocate v. 调动,重新安置,remuneration n. 酬报,酬金,rent v.租 n. 租金,rep (代表)的缩写,report to v. 低于(某人),隶属,从属,reposition v. (为商品)重新定位,represent v. 代表,代理,representative n. 代理人,代表,reputation n. 名声,声望,reputable adj. 名声/名誉好的,reserves n. 储量金,准备金,resign v. 放弃,辞去,resignation n. 辞职,resistance n. 阻力,抵触情绪,respond v. 回答,答复,response n. 回答,答复,restore v. 恢复,result/results n. 结果,效果,retail n./v. 零售,retailer n. 零售商,*retained earnings n. 留存收益,retire v. 退休,retirement n. 退休,return n. 投资报酬,*return on investment (ROI) n. 投资收入,投资报酬,revenue n. 岁入,税收,review v./n. 检查,reward n./v. 报答,报酬,奖赏,*rework v. (因劣质而)重作,risk capital n. 风险资本,rival n. 竞争者,对手,adj. 竞争的,rocket v. 急速上升,直线上升,飞升,ROI Return on Investment 投资利润,roughly adv. 粗略地,round adj. 整数表示的,大约,round trip 往返的行程,royalty n. 特许权,专利权税,run v.管理,经营,running adj. 运转的S,sack v. 解雇,sales force 销售人员,sample n.样品,v. 试验;抽样检验,*saturation n. (市场的)饱和(状态),saturate v. 饱和,save v. 节省,储蓄,savings n. 存款,scale n. 刻度,层次,scapegoat n. 替罪羊,scare adj. 缺乏的,不足的,*scrap n. 废料或废品,seasonal adj. 季节性的,section n. 部门,sector n. 部门,*securities n. 债券及有价证券,segment n. 部分,v. 将市场划分成不同的部分,segmentation n. 将市场划分成不同的部门,semi-skilled adj. 半熟练的,settle v. 解决,决定,settlement n. 解决,清偿,支付,service n. 服务,帮佣,services n. 专业服务,settle v. 安排,支付,set up v. 创立,share n. 股份,shareholder n. 股东,*shelf-life n. 货架期(商品可以陈列在货架上的时间),shiftn. 轮班,showroom n. 陈列室,simulation n. 模拟,shop n. 商店,closed shop 限制行业(只允许本工会会员),open shop 开放行业(非会员可从事的工作),shop steward 工会管事,shopfloor 生产场所,shortlist n. ……供最后选择的候选人名单,v. 把……列入最后的候选人名单,sick adj. 病的,sick leave 病假,sick note 病假条,sick pay 病假工资,sickness 生病,skill n. 技能,熟巧,skilled employee n. 熟练工人,*skimming n. 高额定价,撇奶油式定价,slogan n. 销售口号,slump n. 暴跌,a slump in sales 销售暴跌,soft-sell n. 劝诱销售(术),软销售(手段),software n. 软件,sole adj. 仅有的,单独的,sole distributor 独家分销商,solvent adj. 有偿付能力的,*sourcing n.得到供货,spare part n. 零部件,specification n. 产品说明,split v. 分离,spokesman n. 发言人,sponsor n. 赞助者(为了商品的广告宣传),spread n. (股票买价和卖价的)差额,stable adj. 稳定的,staff n. 职员,stag n. 投机认股者,v. 炒买炒卖,stagnant adj. 停滞的,萧条的,*statute n. 成文法,statutory adj. 法定的,steadily adv. 稳定地,平稳地,stock n. 库存,股票,stock exchange n. 证券交易所,*stockbroker n. 股票经纪人,stock controller 库房管理者,storage n. 贮藏,库存量,strategy n. 战略,*streamline v. 精简机构,提高效率,stress n. 压力,紧迫,strike n. 罢工,structure n. 结构,设备,*subcontract v. 分包(工程项目),转包,subordinate n. 下级,adj. 下级的,subscribe v. 认购,subsidiary n. 子公司,subsidise v. 补贴,资助,subsidy n. 补助金,substantially adv. 大量地,大幅度地,summarise v. 概括,总结,superior n. 上级,长官,supervisor n. 监督人,管理人,supervisory adj. 监督的,管理的,supply n./v. 供给,提供,survey n 调查,*SWOT analysis n. SWOT分析是分析一个公司或一个项目的优点、弱点、机会和风险*synergy n.协作T,tactic n. 战术,兵法,tailor v. 特制产品,tailor made products 特制产品,take on 雇用,takeover n. 接管,target n. 目标,v. 把……作为目标,tariff n. 关税;价目表,task n. 任务,工作,task force n. 突击队,攻关小队(为完成某项任务而在一起的一组人),tax n. 税,税金,capital gains tax n. 资本收益税,corporation tax n. 公司税,法人税,income tax n. 所得税,value added tax 增值税,tax allowance 免减税,tax avoidance 避税,taxable 可征税的,taxation 征税,tax-deductible 在计算所得税时予以扣除的,telesales n. 电话销售,电话售货,temporary adj. 暂时的,temporary post 临时职位,tender n./v. 投标,territory n. (销售)区域,tie n. 关系,联系,throughput n. 工厂的总产量,TQC(=Total Quality Control) n. 全面质量管理,*track record n. 追踪记录,业绩,trade n./v. 商业,生意;交易,经商,balanceof trade 贸易平衡,trading profit 贸易利润,insider trading 内部交易,trade mark 商标,trade union 工会,trainee n. 受培训者,*transaction n. 交易,业务,transfer n./v. 传输,转让,*transformation n. 加工,transparency n. (投影用)透明胶片,treasurer n. 司库,掌管财务的人,*treasury n. 国库,财政部,trend n. 趋势,时尚,*trouble-shooting n. 解决问题,turnover n. 营业额,员工流动的比率,staff turnover 人员换手率,stock turnover 股票换手率U,undertake v. 从事、同意做某事,undifferentiated marketing n. 无差异性营销策略,uneconomical adj. 不经济的,浪费,unemployment n. 失业,unemployment benefit n. 失业津贴,unit n. 单位,unit cost n. 单位成本,update v. 使现代化,up to date adj./adv. 流行的,现行的,时髦的,upgrade v. 升级,增加,upturn n. 使向上,使朝上,USP 唯一的销售计划V,vacancy n. 空缺,vacant adj. 空缺的,value n./v. 价值,估价,valuation n. 价值,value-added n. 增加值,variable n. 可变物,variation n. 变化,变更,variety n. 多样化,a variety of 多种多样的,vary v. 改变,修改,VAT Value Added Tax 增值税,vendor n. 卖主(公司或个人),venture n. 冒险,投机,venue n. 地点,集合地点,viable adj. 可行的,viability n. 可行性,vision n. 设想,公司的长期目标,vocation n. 行业,职业,vocational adj. 行业的,职业的W,wage n. (周)工资,wage freeze n. 工资冻结,warehouse n. 仓库,货栈,wealth n. 财富,资源,wealthy adj. 富裕的,丰富的,welfare n. 福利,white-collar 白领阶层,white goods n. 如冰箱和洗衣机等用在厨房中的产品,wholesale n./adj./adv. 批发,wholesaler 批发商,*wind up v. 关闭公司,withdraw v. 拿走,收回,退出,withdrawal n. 拿走,收回,退出,wholesale n./a. 批发;批发的,wholesaler n.批发商,work n. 工作,working conditions n. 工作条件,work-in-progress n. 工作过程,workload n. 工作量,work order n. (包括原料、半成品、成品的)全部存货总量,work station 工作位置,*working capital n. 营运资本,营运资金,write off v. 取消,write-off n. 债务的取消Y,*yield n. 有效产量Z,*zero defect n. 合格产品,*zero inventory n. 零存货,如音标显示不正常,点击:,字体(12K),解压缩后,复制到C盘Windows/Fonts目录下,即可正常显示序言我以前写过很多趣味记忆单词的书,如《黑英语》和《魔法英语单词记忆魔咒》等等,在写完《趣记GRE8000词》后,我曾想把趣味记忆英语单词方面的著述告一段落,所以,当应科学出版社之约写趣记四六级单词和考研单词这两本书后,曾搁置一段时间才动笔,因为一直在思考如何在原有基础上,诞生出更多的新意和火花。
模具专业英文术语大全
模具专业英文术语大全1. Die - 模具2. Mold - 模具3. Cavity - 型腔4. Core - 芯子5. Ejector pin - 顶杆6. Land - 分型面7. Gate - 浇口8. Filleting - 去毛刺9. Trim - 修整10. Draft - 拔模斜度11. Undercut - 底切12. Flash - 飞边13. Warpage - 翘曲14. Shrinkage - 收缩15. Melt flow rate - 熔融指数16. Injection molding - 注塑成型17. Blow molding - 吹塑成型18. Compression molding - 压缩成型19. Vacuum molding - 真空成型20. Overmolding - 包覆成型21. Co-injection molding - 双色注塑成型22. Gas assist injection molding - 气体辅助注塑成型23. Rotational molding - 旋转成型24. Injection compression molding - 注射压缩成型25. Injection blow molding - 注射吹塑成型26. Injection stretch blow molding - 注射拉伸吹塑成型27. Injection transfer molding - 注射传递成型28. Injection foam molding - 注射发泡成型29. Injection gas assisted rotational molding - 注射气体辅助旋转成型30. Injection compression blow molding - 注射压缩吹塑成型31. Injection stretch blow molding - 注射拉伸吹塑成型32. Injection transfer blow molding - 注射传递吹塑成型33. Injection foam blow molding - 注射发泡吹塑成型34. Injection gas assisted transfer molding - 注射气体辅助传递成型35. Injection compression foam molding - 注射压缩发泡成型36. Injection stretch foam molding - 注射拉伸发泡成型37. Injection transfer foam molding - 注射传递发泡成型38. Injection gas assisted foam blow molding - 注射气体辅助发泡吹塑成型39. Injection compression foam blow molding - 注射压缩发泡吹塑成型40. Injection stretch foam blow molding - 注射拉伸发泡吹塑成型41. Injection transfer foam blow molding - 注射传递发泡吹塑成型42. Injection gas assisted compression molding - 注射气体辅助压缩成型43. Injection gas assisted stretch blow molding - 注射气体辅助拉伸吹塑成型44. Injection gas assisted transfer blow molding - 注射气体辅助传递吹塑成型45. Injection gas assisted foam compression molding - 注射气体辅助发泡压缩成型46. Injection gas assisted foam stretch blow molding - 注射气体辅助发泡拉伸吹塑成型47. Injection gas assisted foam transfer blow molding - 注射气体辅助发泡传递吹塑成型48. Injection gas assisted compression foam molding - 注射气体辅助压缩发泡成型49. Injection gas assisted stretch foam blow molding - 注射气体辅助拉伸发泡吹塑成型50. Injection gas assisted transfer foam blow molding - 注射气体辅助传递发泡吹塑成型51. Mold temperature control system - 模具温度控制系统52. Coolant system - 冷却系统53. Ejector system - 顶出系统54. Feed system - 喂料系统55. Packaging machine - 包装机56. Automated guided vehicle (AGV) - 自动导引车(AGV)57. Robotic arm - 机械臂58. Computer numerical control (CNC) machine - 计算机数控(CNC)机床59. Plastics injection machine - 塑料注塑机60. Plastics extruder - 塑料挤出机61. Plastics blow molding machine - 塑料吹塑机62. Plastics injection compression molding machine -塑料注塑压缩成型机63. Plastics injection stretch blow molding machine - 塑料注塑拉伸吹塑成型机64. Plastics injection transfer molding machine - 塑料注塑传递成型机65. Plastics injection foam molding machine - 塑料注塑发泡成型机66. Plastics injection gas assisted rotational molding machine - 塑料注塑气体辅助旋转成型机67. Plastics injection compression foam molding machine - 塑料注塑压缩发泡成型机68. Plastics injection stretch foam molding machine - 塑料注塑拉伸发泡成型机69. Plastics injection transfer foam molding machine - 塑料注塑传递发泡成型机70. Plastics injection gas assisted foam blow molding machine - 塑料注塑气体辅助发泡吹塑成型机71. Plastics injection compression foam blow molding machine - 塑料注塑压缩发泡吹塑成型机72. Plastics injection stretch foam blow molding machine - 塑料注塑拉伸发泡吹塑成型机73. Plastics injection transfer foam blow moldingmachine - 塑料注塑传递发泡吹塑成型机74. Plastics injection molding machine with movable platen - 带活动模板的塑料注塑机75. Plastics injection molding machine with fixed platen - 带固定模板的塑料注塑机76. Plastics injection molding machine with hot runner system - 带热流道系统的塑料注塑机77. Plastics injection molding machine with cold runner system - 带冷流道系统的塑料注塑机78. Plastics injection molding machine with multi-cavity design - 带多腔设计的塑料注塑机79. Plastics injection molding machine with clamping force control - 带夹紧力控制的塑料注塑机80. Plastics injection molding machine with cycle time reduction - 带循环时间缩短的塑料注塑机81. Plastics injection molding machine with energy saving features - 带节能功能的塑料注塑机82. Plastics injection molding machine with high precision control - 带高精度控制的塑料注塑机83. Plastics injection molding machine with automatic tool changing system - 带自动换模系统的塑料注塑机84. Plastics injection molding machine with roboticautomation - 带机器人自动化的塑料注塑机85. Plastics injection molding machine with quality control system - 带质量管理系统的塑料注塑机86. Plastics injection molding machine with process monitoring system - 带工艺监控系统的塑料注塑机87. Plastics injection molding machine with maintenance reminder system - 带维护提醒系统的塑料注塑机88. Plastics injection molding machine with data logging and analysis - 带数据记录和分析的塑料注塑机89. Plastics injection molding machine with remote control and monitoring - 带远程控制和监控的塑料注塑机90. Plastics injection molding machine with safety features - 带安全功能的塑料注塑机91. Plastics injection molding machine with operator interface - 带操作员界面的塑料注塑机92. Plastics injection molding machine with easy cleaning system - 带易清洁系统的塑料注塑机93. Plastics injection molding machine with quick change tooling - 带快速换模装置的塑料注塑机94. Plastics injection molding machine with low noiseoperation - 带低噪音运行的塑料注塑机95. Plastics injection molding machine with high throughput capacity - 带高产量能力的塑料注塑机96. Plastics injection molding machine with energy recovery system - 带能量回收系统的塑料注塑机97. Plastics injection molding machine with environmental protection features - 带环保功能的塑料注塑机98. Plastics injection molding machine with advanced materials compatibility - 带先进材料兼容性的塑料注塑机99. Plastics injection molding machine with customizable options - 可定制选项的塑料注塑机100. Plastics injection molding machine with reliable performance and durability - 具有可靠性能和耐用性的塑料注塑机。
成型技术专业英语词汇
15章<1.2.3.4.5.10.11>1.Extrusion 挤压2.Billet 毛胚3.Cross-section 等截面4.squeezing 压榨5.toothpaste牙膏6.solid(实心的)7.hollow 空的8.semifinishedparts(半成品)9.ductility 延展性10.elevated temperature 再结晶温度11.chamber 房间12.batch or semicontinuous process (分批或半连续生产)13.structural and architectural shapes(结构或建筑型材)14.forging 锻造15.railing滑轨16.sliding 滑动的17.tubing管件18.plastic 塑料19.rod(杆材)20.wire(线材)21.spindles(芯轴)22.small pistons(活塞)23.various profiles(型材)24.wire(线材)25.spokes(轮辐)26.musical instruments(弦乐器)27.welding electrodes(焊条)28.rivet铆钉29.bolt 螺栓30.screw 螺丝钉31.piston 活塞32.raw material 未加工的材料33.rod 棒材34.wire 线材35.magnet 磁铁36.Direct Extrusion(正挤)37.indirect Extrusion反挤38.Hydrostatic Extrusion(静液挤压)39.hydraulically-driven ram(液压驱动的柱塞)40.diameter 直径41.friction 摩擦teral Extrusion (径向挤压)43.radially)laterally(横向的/侧向的)44.die angle(模口角度), α45.extrusion ratio(挤压比), R=A0/Af46.reduction in cross-sectional47.area(断面缩减率)ψ=(A0-Af/A048.extrusion speed(挤出速度)49.billet temperature(毛坯温度)50.lubrication(润滑)D, Circumscribing-circle diameter(最小外接圆直径)52.parameter(参数)53.Shape Factor(形状因子/形状因数)54.perimeter(周长)55.cross-sectional area(断面积)56.dead zone 死区57.longitudinally 纵向58.elongated59.square(正方形)60.recrystallization temperature再结晶温度61.wear 磨损62.abrasive 摩擦的63.cylindrical 圆柱形64.skull 壳65.diagonal dimension. (对角线尺寸)66.slugs67.bar 棒状68.shear剪69.preferred orientation(择优取向/优先取向)70.nonuniform deformation(不均匀变形)71.oxide film(氧化层)72.inert-atmosphere(惰性气体)73.dummy block (挤压垫)74.toughness(韧性)75.resistance to wear and fatigue(耐磨性与抗疲劳性)76.lubrication 润滑剂77.sticking有粘性的78.phosphate conversion coating(磷酸盐转化膜79.soap(肥皂)80.wax(蜡)81.Horizontal Hydraulic Press(卧式液压机)82.Stroke 一个冲程83.Vertical Hydraulic Press(立式液压机)84.crankjoint and knucklejoint mechanical press(曲柄压力机和肘杆式压力机)85.mass produce(批量生产)86.multistage operations(多工序生产)87.drawing PROCESS 拉拔工艺88.magnitude 重要性89.tensile 张力90.tensile stress(拉应力)91.the yield stress(屈服应力)92.optimum die angle(最优模口角度)93.break(断裂)94.profiles(形状)95.initial(最初的)96.the proper selection of reduction sequence per pass(每步缩减量/每步变形量)97.tube drawing processes(拉管工艺)98.wedge-shaped dies(楔形模)99.ironing(变薄拉深)100.process parameters(工艺参数)101.heavy sections(厚壁型材/大型剖面)102.nealing(中间退火)103.Bundle Drawing(捆扎拉拔)104.productivity(生产率)105.simultaneously(同时地)KEY TERMS106.Bamboo defect 竹节状缺陷107.Bridge die 空心件挤出模, 桥式孔型挤出模108.Bull block 拉丝机109.Bundle drawing 捆扎拉拔110.Canning 外皮包覆,罐装111.Capstan 绞盘,卷筒,主动轮112.Center cracking 中心开裂113.Chevron cracking 人字形裂纹114.Circumscribing-circle diameter 外切圆直径115.Ironing 挤拉法,变薄拉深,压平116.Jacketing 套筒,套式冷却(加温)117.Cold extrusion 冷挤压118.Conversion coating 转化涂层119.Dead-metal zone 金属死区120.Draw bench 拉伸(拉拔)机,拉丝机121.Drawing 拉拔,拉伸122.Extrusion 挤压,挤出123.Extrusion constant 挤出常数124.Extrusion defects 挤出缺陷125.Extrusion ratio 挤出比126.Fir-free cracking 冷杉状裂纹127.Hydrostatic extrusion 液力静挤压128.Patenting钢丝韧化处理, (线材的)拉拔(拉丝)后的退火处理129.Pipe defect 管缺陷130.Porthole die 多孔拉拔(挤压)模131.Rod 杆,棒材132.Seam 接缝133.Sejournet process Sejournet工艺134.Shear die 剪切模135.Sizing pass 定径工艺136.Speed cracking 高速开裂137.Spider die 异形孔挤压模138.Wire 丝,线材14章<1.2.3.7.8>1.Forging 锻造2.anvil(砧/平砧)3.blacksmith铁匠4.plate 平板5.press(压力机)6.forging hammer(锤锻机)7.bolts(螺栓)8.connecting rods(连杆)9.gear 齿轮10.s haft 轴11.b locker 预锻件12.n ear net 近净形(近成品形状)13.n et 净形(最终形状)14.d iscrete parts 小部件15.s trength 强度16.t oughness刚度17.d imensional accuracy (尺寸精度)18.s urface finish (表面光洁度)19.i nternal or external defects(内部或外部缺陷)20.c ritical关键的21.cold forging(冷锻)22.hot forging(热锻)23.warm forging(温锻):between room temperatur andrecrystallization temperature24.Open-Die Forging(自由锻造)25.Impression-Die Forging(模锻)26.Closed-Die Forging(闭式模锻/闭模锻造27.Preicison Forging (精密锻造)28.a net-shape or near-net shape forming processes(净成形或近净成形工艺)29.reliably 可靠地30.Open-Die Forging(开模锻造)31.Depicted 描述32.free forging(自由锻)33.Uppseting(镦粗)34.flat-die forging(平模锻造)35.cavities(型腔)36.Barreling 鼓形37.frictional forces 摩擦力38.lubricant 润滑油39.thermal effects (热效应)40.extend 延长41.Cogging (拔长)42.intervals(间隔/间距)43.successive(连续的)44.stroke(行程/冲程)45.Impression-die Forging (模锻)46.die cavities (impressions)(型腔/模腔)47.Crankshaft(曲轴/机轴)48.Flash(飞边)49.excess(多余的)w of Minimum Resistance(最小阻力定律)51.frictional resistance(摩擦阻力)52.Significance(重要性/意义)53.Preparing Blank(备料/下料)54.c utting(切削)55.cropping(剪切)56.stock(棒料)57.powder metallurgy(粉末冶金)58.prior(先前的)59.Preforming Processes(预成形工艺)60.Distribute(分布/分配)61.fullering(压槽)62.e dging(压边)63.Blocking(预锻/粗锻/初锻/胎膜锻)64.blocker dies(预锻模)65.F inishing Forging(终锻)66.i mpression dies(终锻模)67.t rimming (切边)68.C losed-die Forging and FlashlessForging(闭式模锻和无飞边模锻)69.u ndersize(尺寸不足)70.o versize(尺寸过大)71.p rematurely(过早失效)72.j am(压裂)73.P recision Forging (精密锻造)74.a ccurate positioning(定位)75.p roduction volume (产量/生产批量)76.h ousings(机架)77.C oining (压印)78.s lug(金属块)79.m inting coins(造币)80.m edallions(奖章)81.H eading(顶镦)82.s crews(螺杆)83.o ther fasteners(紧固件)84.h eaders(顶镦机)85.c old-extrusion(冷挤压)86.P iercing(冲孔/冲缺)87.i ndenting (压槽/压痕)88.p unching(冲孔)89.s ide-acting auxiliary equipment(侧向运动的辅助设备)90.m agnitude 重要性91.c ross sectional92.i ndentation凹口,缺口93.d istortion(模具变形)94.a lignment对齐95.c onstrain强使96.l ateral横向97.s ide thrust(侧推力)98.f acilitate(便于)99.s hrinks(收缩)100.radially(径向地)101.longitudinally(纵向地)102.radii 圆度103.fatigue cracking(疲劳裂纹)104.stress concentration(应力集中)105.thermal cycling(热循环)106.Machining Allowances (切削余量/加工余量)107.flanges(法兰/凸缘)108.mating surfaces(配合面)109.toughness (韧性)110.hardenability (淬透性)111.harden uniformly(均匀淬硬)112.shock(热冲击)113.wear resistance(耐磨性)114.abrasive wear(磨粒磨损/磨耗)115.heat transfer(热传递)116.cemented carbide(硬质合金)117.tool and die steels (工具钢/模具钢)118.a rmal barrier(隔热体)119.a parting agent(脱模剂)120.graphite(石墨)121.molybdenum disulfide (二硫化钼)122.mineral oils (矿物油)123.soaps (脂肪酸盐)124.Forgeability (可锻性)125.solid specimen (样件)126.presses(压力机)127.seam 裂缝128.inclusions 夹杂物129.potential energy(势能)130.kinetic energy(动能)131.deep recesses(凹槽)13章<1.2.3.5>1.Rolling(轧制)2.rolls(轧辊)3.dough(面团)4. a rolling pin(擀面杖/擀面棍)5.flat rolling(平板轧制)6.shape rolling(型材轧制)7.tube rolling(轧管)8.hot rolling (热轧)9.cold rolling(冷轧)10.plates 厚板(大于6mm的平板)11.sheet 薄板(小于6mm的平板)12.strip(条料/带料)13.strip in coil(卷料/卷材)14.beverage 饮料15.fuselage〈空〉(飞机的)机身16.foil箔, 金属薄片17.wrap包, 裹; 卷18.t ubing and pipe 管材19.i ngot铸块20.c oarse grained 粗晶21.b rittle 易碎的22.p orous 有气孔的23.e nhanced 较高24.N eutral Point or No-Slip Point(中性点/无滑移点)25.n et frictional force(净摩擦力)26.d issipated 浪费27.c ompromise(折衷/妥协)28.c oefficients of friction(摩擦系数)29.l ubrication(润滑)30.l ongitudinal tensions(纵向拉力)31.b ack tension(后拉力/后张力)32.t he pay-off reel(开卷机)33.f ront tension (前拉力/前张力)34.t ake-up reel(卷取机)35.S teckel rolling(斯特克尔轧制法)36.e lastic modulus(弹性模量)37.d eflection(轧辊挠度)38.C rown(隆起)39.C amber 凸度40.m oments(力矩/弯矩)41.m anipulation 熟练操作42.d iameter 直径43.d imension 尺寸44.b arrel-shaped 桶形45.e coolant(冷却液/冷却剂)46.p lastic deformation 塑性变形47.e dging rolling(立轧/轧边)48.H ot Rolling 热轧/初轧—done abovethe recrystallization temperature(再结晶温度)49.S quare 正方形50.R ectangular 矩形51.d endritic(树枝状的)52.c oarse(粗大的)53.b rittle(脆/脆性的)54.n onuniform grains(不均匀的晶粒)55.p orous(多孔的)56.e qual/uniform grain(等轴晶)57.f iner (细化的)58.e nhanced ductility(韧性好的)59.non-porosities(无孔)60.grain boundaries(晶界)61.closing up(压合/压实)62.strain hardening 加工硬化63.Conditioning(清理/处理)64.torch(气炬)65.scarfing 火焰表面清理66.acid etching,酸洗/酸蚀67.grinding(研磨)68.surface finish(表面光洁度)69.dimensional tolerances (尺寸公差)70.mechanical properties(机械性能)71.productivity(生产率).72.Pack Rolling (迭板轧制)73.matte(无光泽的)74.shiny(光亮的)75.satiny (光滑的)76.polished(抛光的)d steel(低碳钢/软钢)78.Temper Rolling or Skin Pass(硬化冷轧或表面光轧)79.yield-point elongation(屈服点延伸)80.irregularities(不整齐)81.stretcher strains(拉伸应变纹)82.Levelling Rolls(矫直轧)83.leveling rolls(矫直辊)84.flexed(弯曲)85.flatness 平整度86.Defects(缺陷)87.adversely(有害地/不利地)88.rust(锈)89.scratches(刮痕/划痕)90.gouges(擦伤)91.pits(凹点/凹陷)92.cracks(裂纹)93.inclusions(夹杂物)and impurities(杂质)94.alligatoring(分层/鳄唇开裂)95.wavy edges 波状裂纹96.buckle(歪扭/翘曲)97.elongate(延伸)98.zipper(拉链状)99.shearing (冲裁)100.slitting(切边)101.Shape rolling(型材轧制)102.stock(毛坯/原材料)103.channels(槽钢)104.I-beams (工字梁)105.forming operation (成形工序/变形工序):106.roll wear(轧辊磨损)107.Ring Rolling(环轧/圆环轧制) 108.piercing(冲缺/冲孔)109.favorable grain flow(有利的晶粒流动/良好的成型组织)110.Thread Ring (螺纹轧制/滚丝/搓丝)111.tapered threads(锥形螺纹)112.reciprocating(往复运动的)113.residual stresses (残余压应力)114.scrap(废料)115.residual stresses (残余压应力)116.fatigue life(疲劳寿命)KEY TERMS117.rolling轧制118.rolls轧辊,辊子pressive forces压力120.flat rolling平板轧制121.plate厚板122.sheet 薄板123.aluminum-alloy铝合金124.coarse-grained晶粒粗大125.brittle脆性的126.porous structure多孔结构127.ingot铸件128.wrought structure锻造结构129.aluminum foil铝箔130.matte不光滑131.shiny有光泽的132.satiny光滑133.shape-Rolling成形轧制134.stock 原料,坯料135.ring-rolling圆环轧制136.thread-rolling 螺纹轧制137.cold-forming 冷成形138.threads 螺纹139.gear 齿轮140.grain 晶粒141.flat Rolling平板轧制142.strip 带料,条料143.roll gap 轧制间隙,轧辊间隙144.shaft 轴145.velocity 速度146.frictional force 摩擦力147.coefficients of friction 摩擦系数148.lubrication 润滑149.draft 压下量150.hot rolling 热轧151.cold rolling冷轧152.pack rolling 迭板轧制153.recrystallization temperature再结晶温度154.room temperature室温155.ductility柔韧性156.alloy steels合金钢157.refractory alloys难熔合金158.bloom(大)方坯159.slab扁坯160.billet小方坯,毛坯161.I-beams工字梁162.cross-section截面163.pickling with acids (acid etching)酸洗,酸蚀164.grinding研磨165.room temperature室温166.surface finish表面光洁度167.dimensional tolerances尺寸公差168.mechanical properties机械性能169.strain hardening应变硬化,加工硬化170.productivity生产率。
外文翻译---通过微注射成型复制聚合物微小结构的实验和分析
本科生毕业设计 (论文)外文翻译原文标题Implementation and analysis of polymericMicrostrcucture replication by microInjection molding译文标题通过微注射成型复制聚合物微小结构的实验和分析作者所在系别作者所在专业作者所在班级作者姓名作者学号指导教师姓名指导教师职称完成时间2011 年10 月译文标题通过微注射成型复制聚合物微小结构的实验和分析原文标题Implementation and analysis of polymeric microstructure replication by micro injection molding作者Yu-chuan su,Jatan Shah,Liwei Lin译名苏豫川,Jatan Shah,林利伟国籍美国原文出处2004 IOP Publishing Ltd Printed in th UK通过微注射成型复制聚合物微小结构的实验和分析苏豫川,Jatan Shah,林利伟1.伯克利传感器&执行器中心,美国加州大学,伯克利,CA 94720,美国2.机械工程学系,美国加州大学,伯克利,CA 94720,美国3.机械工程学系,密歇根大学,Ann Arbor,MI 48105, 美国邮箱: yuchsu@收到90 2003年9月2003年12月17日发布在线在/JMM/14/415(作者:10.1088/0960-1317/14/3/015)摘要本文介绍了传统的注塑成型工艺适应大规模复制聚合物微小结构与相应的模具设计和控制过程。
使用湿蚀刻硅片作为模具镶件的表面微小结构,我们已经成功地预测,改善和优化复制的结果。
聚合物熔体在微型模具型腔中的流动特点是试验和仿真。
在各工艺参数中,温度被认为是关键因素,直接决定了注塑微小结构的质量。
根据收集到的实验和仿真结果,优化过程是为潜在的应用进行提高复制质量和建立指导方针。
塑胶射出成型工艺流程英文
塑胶射出成型工艺流程英文英文回答:Plastic Injection Molding Process Flow.Plastic injection molding is a high-volumemanufacturing process for producing plastic parts. It involves injecting molten plastic into a mold, where it cools and solidifies into the final product. The processflow of plastic injection molding can be summarized as follows:1. Material Preparation: The first step in plastic injection molding is to prepare the raw material, which is typically in the form of pellets or granules. The materialis heated to a molten state, usually using a screw extruder.2. Molding: The molten plastic is then injected into a mold, which is typically made of metal. The mold has acavity that is shaped according to the desired finalproduct. The plastic fills the cavity and is held under pressure until it cools and solidifies.3. Cooling: Once the plastic has solidified, the moldis opened and the part is ejected. The part is then allowed to cool further before being handled.4. Finishing: The final step in the plastic injection molding process is finishing, which may involve various operations such as trimming, decorating, and assembly.中文回答:塑料注塑成型工艺流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
英文原文:P recision injection molding technology of progressusing precision injection molding machine to replace conventional injection molding machinePrecision injection molding machine generally larger injection power, in addition to such injection pressure and injection to meet the requirements in terms of speed, power itself will be on the injection products improve the accuracy of a certain role. Precision injection molding machine control systems generally have high control precision, it is requested by the products themselves. High accuracy can be guaranteed control of injection process parameters has good accuracy, precision products in order to avoid fluctuations due process parameters change. Therefore precision injection molding machine generally of the injection, injection pressure, injection rate and pressure-pressure, back-pressure and screw speed process parameters such as a multi-level feedback control. Precision Injection requirements of its modulus system has sufficient rigidity, accuracy or products will be a model for the elastic deformation decreased. Second-Die-Die of the system must be able to accurately control the size, or too large or too small a model of precision products will have an adverse impact. So in the design, it should be considered Die rigidity, stiffness, as well as a model system in order to accurately control the size of the precision products, especially flat-panel thin-wall products. When Die larger, must-oriented column deflection check. Precision injection molding machine also must be able to work in the hydraulic circuit precise temperature control, work to prevent the oil due to temperature changes caused viscosity and flow changes, further injection process parameters leading to fluctuations而使products would lose their accuracy.1. parts molding cycle time consistencyGeneral typical injection molding machine with three modes: manual, semi-automatic and fully automatic. As the influence of various factors, each of the previous two models molding cycle time may be different, it would affect the temperature and materials to die in the Liaodong stay, thereby affecting the accuracy of parts, in precision Molding should try to use the automatic mode.2. precision injection molding machine screw temperature control and the design of newInjection Molding Machine cylinder automatic thermostat on the cycle of opening and customs led to the Liaodong, melting material density and viscosity changes, thereby affecting the quality and dimensional accuracy of parts of the cyclical fluctuations in the injection molding machine nozzle close to Die Therefore, the temperature of the nozzle molded parts also have a significant impact on. Modern injection molding machine equipped with a special process control software to control temperature fluctuation, which is proportional integral differential (P ID) control. At least from the barrel temperature difference galvanic point perspective, the P ID parameter optimization can completely eliminate temperature fluctuations.To the quality and stability of the plastic parts, plastics injection molding machine unit is very important. To the plastics unit is an important standard to judge: injection volume, plastics rate, injection rate, the polymers in the plastics unit at the time.As the quality of plastic parts for the dimensional accuracy error of a very important impact, and it should be precise injection control of the injection molding machine. Improve measurement precision injection molding machine of the most effective ways is to use technology to achieve the smallest screw diameter, especially for the light parts especially. The measurement of the relative screw length and the overall length of screw smaller, in the plastics materials unit at the time also become shorter. Screw thread is similar to widening the materials can be avoided stay longer so that the screw and stable operation. Lo deep groove width than correspondingly smaller, which create a lot of engineering plastics parts of the small diameter screw particularly effective. Melt homogeneity and are not small compression ratio decreases, it is because from the very shallow groove Lo caused very strong result of the shear rate. Feeding the difficulty of the design, it must ensure that all aggregates can be fed into evenly. Considering the need to shorter cycles, plastics rate must also be big enough, in the design of the feed must be effectively resolved the contradiction between. In addition, if adopted by a two-stage injection screw to achieve precise control injection error, which requires the measurement of the melt through spherical valve detected by injection to injection molding machine in the Detroit injection molding machine.Before microprocessor controlled by the injection molding process can not be obtained through injection precision voltage comparator has been successfully resolved. V oltagecomparator allows Transmitter and other sensitive came with the very precise voltage signal passed, and when the set point appears to be following the true value of a timely signal immediately transmitted to the microprocessor control of the order, by order of the cycle of operational procedures Asynchronous from time to time through a direct transfer of the signal process to eliminate, greatly improving the control accuracy.precision molding technology1. In the mold injection-compression molding applications (ICM) technologyICM technology is the means to open a certain distance die under the conditions of the beginning injection, injection to a certain amount, the mold cavity beginning of the closure of the melt compression, injection mold completely closed at the termination, and then packing, cooling until the removal products. Through injection-compression molding of compression products to compaction, making products on the surface of uniform pressure distribution, the compaction products such size high accuracy and stability, small deformation. It is in the mould open circumstances melt into the cavity and, therefore, mobile channel, for the low pressure injection molding, and reduce or eliminate the pressure caused by the resin-molecular orientation of the stress and products, which improve products, dimensional stability. ICM technology and flexible control capability than the injection mould has greatly improved. Therefore use of this technology can produce more precision parts, especially the high-precision cylindrical-shaped parts.2. High-speed injection moldingHigh-speed injection molding method of filling melts faster rate than the traditional 10 to 100 times, melt in the mold cavity to produce high shear flow, decrease viscosity, injection speed, slow down plastic surface hardening, thus improving thin Forming products wall thickness limit, inhibit excessive molding pressure, as well as because of the low-voltage mobile mode, the products reduce stress. The thin-wall precision products, we can use the injection screw at the forward from the melt energy absorption in the screw after the cessation of movement through the expansion of high-speed melt full cavity to achieve.3. No-pressure injection moldingNo-pressure injection molding technology refers to the plastic melt high-speed, high-pressure filling into the mold, and then close in the nozzle needle to melt the plastic mold cavity products automatically compensate for different parts of the contract, such products can be greatly reduced warpage. However, this method requires prior estimate packing contraction added, hence the need for the injection of a higher cavity pressure value, and we need clamping force also high.4. Other Intelligent Control TechnologyPrecision injection molding processing conditions in the process of continuous monitoring and implementation of precise control is very important. With the development of computer technology, computerized injection molding has been widely used. Among them, statistical process control (SPC), P ID technology, fuzzy logic control (FCC), network control center (NNC) method and the processing model based on the reverse of the backbone network size control.Advantages1.High production rates. For example, a CD disk can be produced with a 10-12scycle in high melt flow index PC.2.Relatively low labor conent. One operator can frequently take care of two or moremachines, particularly if the moldings are unloaded automatically onto conveyors.3.Parts require little or no finishing. For example, flash can be minimized and moldscam be arramged to automatically separate runners and gates from the part itself.4.Very complex shapes can be formed. Advances in mold tooling are largelyresponsible.5.Flexibility of design ( finishes, colors, inserts, materials ). More than one materialcan be molded through co-injection. Foam core materials with solid skins areefficiently produced. Thermosetting plastics and fiber-reinforced shapes areinjection molded.6.Minimum scrap loss. Runners, gates, and scrap can usually be reground. Recycledthermoplastics can be injection molded.7.Close tolerances are obtainable. Modem microprocessor controls, fitted toprecision molds, and elaborate hydraufics, facilitate tolerances in the 0. 1% rangeon dimensions and weights ( but not without a high level of operational skills inconstant attendance).8.Makes best use of the unique attributes of polymers, such as flow ability, lightweight, transparency, and corrosion resistance. This is evident from the numberand variety of molded plastic products in everyday use.Disadvantages and Problems1.High investment in equipment and tools requires high production volumes.ck of expertise and good preventive maintenance can cause high startup andrunning costs.3.Quality is sometimes difficult to determine immediately. For example, plst-moldwarpage may render parts unusable because of dimensional changes that are not completed for weeks or months after molding.4.Attention is required on many details requiring a wide variety of skills andcross-disciplinary konwledge.5.Part design sometimes is not well suited to efficien molding.6.Lead time for mold desin, mold manufacture and debugging trials is sometimes verylong.ConclusionOn the high-precision plastic products, and high-performance requirements of the growing precision injection molding technology is the impetus for moving forward, people on the principle of precision injection molding, the constant deepening of understanding of precision injection molding technology is the basis for progress. With new materials, new processes and new equipment has emerged, particularly in the plastics processing computer is the wide application of the precision injection technology to create goodconditions. As long as a reasonable use of these technologies, we will be able to produce sophisticated products.中文对照:精密注射成型技术进展采用精密注塑成型机,以取代传统的注塑机精密注塑机注射功率一般较大,除了注射压力和注射速度满足要求外,电源本身将是提高注塑产品精度的以个重要角色。