热轧卷形原因分析及控制
热轧板轧制质量

热轧板材质量缺陷分析许国超2007-7-5摘要:在热轧厂,对于企业板材的轧制板材质量直接关系到经济利益,同时也是轧钢的水平的体现,轧制板材质量在各钢厂故十分重视,对于热轧板材的质量成因分析便十分必要,在经验及理论总结上,做出适当的分析十分必要的,本文是提供参考。
关键字:热轧板材板材缺陷板材质量热轧板材质量影响主要有以下几种:因近年来国家钢铁行业形势,热轧板材线也先后上了不少,预计未来的产能在板材中占有主导地位。
特别是先进的轧线应用不但大大提高了钢铁行业的整体装配水平,也提升了技术水平,缩短了与国外先进技术的差距,但是也为热轧工作的工人素质提出了更高的要求,对于掌握并吸收先进技术的程度也有了更高的要求。
对于轧制出的产品质量控制也有了更高的要求,热轧板材主要的质量问题有:卷形不良、氧化铁皮卷、折边、辊印、划伤、边裂、浪形、规格偏差、其他等。
1.卷形不良1.1塔形卷塔形卷是一种带钢边部卷绕不平齐,一处或多处呈螺旋状出边的不良卷形。
主要分为头塔和尾塔两种。
头塔是由于带钢头部偏离轧制中心线或2—3圈后从轧制中心线偏离导致的。
尾塔是由于带钢尾部偏离轧制中心线或2—3圈后从轧制中心线偏离导致的。
1.2塔形卷形成原因(1) 带钢自身原因来料镰刀弯、楔形、异常凸度以及波浪、气泡、头部温度低,材质硬度大等都容易产生头部塔形。
对策是要求精轧调压下水平,卷取操作方面应尽早打开助卷辊,(2)操作上的原因导板夹力过大,带钢弓起,运行不平稳,以及带钢中心偏离导板中心进入卷取机,对策是采用适当的夹紧力、夹紧方法,以及适当的导板开口度。
(3) 设备上的原因侧导板的部分松动以及动作不一致,夹紧力不足、侧导板偏心、下夹送辊不水平、夹送辊左右辊缝不平衡。
由于带钢尾部从精轧抛出时,带钢张力比正常状态低,因此,平时因为高张力而未能表现出来的使带钢横向移动的力就变得明显,使带钢横向移动后卷取,有时可以通过改变减速点来达到控制尾部张力。
1.3松卷松卷是指钢卷没有卷紧,处于松散状况的缺陷卷根据带钢的厚度、宽度、材质、卷取温度、卷取速度设定合适的张力。
热轧带钢折皱缺陷的形成机理与控制措施

在开卷过程中的弯曲变形、应力分布、屈服平台和形变时效等问题,确定了折皱缺陷产生的原因是低碳 钢在拉伸过程中产生的柯垂尔气团引起的。从而为解决折皱缺陷提供了理论依据。
关键词:折皱;屈服平台;弯曲变形;形变时效;应力分布 中图分类号:TG335.5"6 文献标识码:A 文章编号:1005—6084(2011)03一O006—03
万方数据
8
金一材料与冶金工程
V01.39
No.3
随着1/rc进一步增大,变形区逐步向内部渗透, 一旦发生塑性变形,变形应力得到释放,塑性 变形很快结束了。随着开卷继续进行。轮到下 一段时又重复以上过程,故折皱线有一定的间 距,并呈现出周期性。
灿等元素,在配以适当热轧的工艺,形成氮化 物,以第二相的形式析出,避免或减少钢中的 固溶N,使之不能发生屈服效应现象,但该方 法由于添加了合金元素,生产成本相对较高。 (2)采用平整或轧制平整的方法来消除折 皱【31.其原理是:在带钢加工前进行小量的预变
取得了显著的效果,2008—2010年1 780 Illln机 组折皱协议材比例见表l。折皱缺陷占生产总量 比例见图3。
实施效果
通过上述措施.安钢热连轧在折皱控制上
年份
图3
2008—2010年折皱占总产量的比例 (下转第63页)
万方数据
2011年第3期
王治钧等:轴承钢冶炼工艺的对比与浅析
63
材料带入的杂质元素(如Ti、Ca)对轴承钢质 量的影响。 (3)电渣炉精炼轴承钢,虽氧含量偏高,
口 1J
李作贤.赖道金.铝对高碳铬轴承钢氧含量和夹杂 物的影响[J].特钢技术,2006,3:30—31.
H 1J
倪冰.提高LF钢中夹杂物去除效果的研究和生 产实践[D].沈阳:东北大学,2005.
浅论热轧带钢卷取钢卷的卷形控制
浅论热轧带钢卷取钢卷的卷形控制浅论热轧带钢卷取钢卷的卷形控制仲昭平(⽇照钢铁有限责任公司,⼭东⽇照276806)摘要:针对热轧钢带卷取成型过程中产⽣的钢卷不良问题。
从⼯艺过程和控制过程对各种形态的塔形产⽣的机理进⾏了分析。
以提⾼钢带卷⼀次成材率提⾼热轧钢带卷直发率为⽬标提出并实施应⽤新的控制思想和⽅法。
关键词:卷取;塔形;原因分析;改进控制;Abstract : Thetelescoping problens with coiling hot rolled strip steel are conce rned with in the article。
the formation mechanism of various telescopes are elucidated in terms of the processes and controls employed in coiling and a new control method is propose and put into USE , in order to increase the primary acceptance rate of hot 2rolled strip coil , and to maximize its direct 2delivery rate。
Finally 。
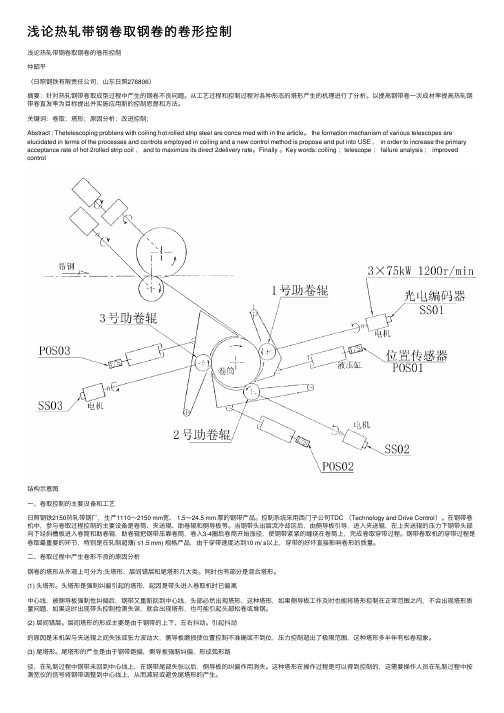
Key words: coiling ;telescope ; failure analysis ; improved control结构⽰意图⼀、卷取控制的主要设备和⼯艺⽇照钢铁2150热轧带钢⼚,⽣产1110~2150 mm宽、 1.5~24.5 mm 厚的钢带产品。
控制系统采⽤西门⼦公司TDC (Technology and Drive Control)。
在钢带卷机中,参与卷取过程控制的主要设备是卷筒、夹送辊、助卷辊和侧导板等。
当钢带头出层流冷却区后,由侧导板引导,进⼊夹送辊,在上夹送辊的压⼒下钢带头部向下经斜槽板进⼊卷筒和助卷辊,助卷辊把钢带压靠卷筒,卷⼊3-4圈后卷筒开始涨径,使钢带紧紧的缠绕在卷筒上,完成卷取穿带过程。
1422热轧卷形出边的原因分析及对策

・
5 8・
梅 山科技
2 0 1 3年 第 2期
磨 损深 度 , 以及 考虑侧 导板 液压 系统 的响 应速度 ,
后张 力转 移到 侧导 板和 辊道上 。
2 夹送 辊的影 响 2 . 1 夹 送辊辊 型 的影 响
所 以真正侧导板接触到带钢时 已经卷上 3~ 4圈 左右 , 这 3~ 4圈处 于 无 法 控 制 的 自由板 状 态 , 这
( Ma n u f a c t u r i n g M a n a g e m e n t D e p a r t me n t o f Me i s h a n I r o n& S t e e l C o . , N a n j i n g 2 1 0 0 3 9 )
侧导板的工作方式有位置控 制和压力控制 。 在等待来钢时, 侧导板工作的位置方式 , 其开 口度 设置 如下 :
W =Ws + B s l +B s 2+C+o f f s e t ( 1 )
备, 对它的控制要求为快速性和稳定性。如果侧 导板 动作 慢 就会 形 成 较 大 的 内圈 出边 , 造 成 内圈
出边 超标 。如果 侧 导 板 移 动 不 够稳 定 , 形 成 大 的 超调 , 对 带 钢 边 部造 成 大 的冲击 , 会损坏边部 , 严
式( 1 ) 中: Ws 为带钢宽度 , B s l=7 0 m m、 B s 2=4 0
m m分 别 为一 次 短 行 程 和 二 次 短 行 程 的 距 离 ; C 为1 0 m m; o f f s e t 为 操 作 员 根 据 实 际 情 况 或 工 作 经验 设 置 的 附 加 值 。 短 行 程 的 目的 是 为 了 带 钢
是导致 内圈 出边 的主要 原 因。所 以 , 针对 此 问题 , 热轧 板厂 开发 出 了上 述新 的第 2次短 行程 动作 方 式, 将 侧导 板 的 纠偏 作 用 提 前 。通 过对 侧 导 板 第 2次短行 程 动 作 方 式 的 优 化 , 内圈 出边 已经 基 本
热轧带钢卷取塔形问题分析及控制措施

系列优 化措施 , 取得 了较好 的效果 。
2 卷取塔 形 问题分 析
为 了快 速确 定塔 形 问题优 化方 向 , 首先 从 带钢 长度方 向上分 3 段分 析塔形产 生的原 因。
第1 段 为带 钢 头部 , 包括 从夹 送 辊 咬钢 到建 立 稳定 卷 取 张 力 的 时间 内卷取 的带 钢 。带 钢 出精 轧
长度 约 1 4 0 m。在 这段 时 间 内卷 取 尚未达 到稳 定状
3 卷取塔形 的控制方 法
通 过对 带钢 全长 方 向上 出现塔形 情 况 的分 析 ,
提 出 了针 对卷 取 机侧 导 板 、 夹 送 辊等 设 备 的改 造 , 卷取 张力 的合 理设定 、 夹送辊 辊 型的开 发等一 系 列 控制 卷取塔形 的措 施 。
第3 5 卷 第2 期
2 0 1 3 年4 月
L L爿 L爿
山 东 冶 金
S h a n d o n g M e t a l l u r g y
Vo 1 . 3 5 No . 2
Ap il r 2 01 3
《生产 技 术 5
1 1 1 t ,t , ,t t , ,
到 带钢 尾部 离 开 F 6的时间 内卷 取 的带钢 。在 这 段
时间内, 卷筒与F 6 建立 了稳 定 的卷取 张 力 , 同时 侧 导 板处 于动 态纠偏 的控 制状 态 , 即使在 侧导 板开 口 度 偏 大或偏 小 情况 下 , 通过 I T V的监 视 也可及 时 修 正 。因此 , 第2 段 的控 制相 对较 为简单 , 引起 的钢 卷
3 . 1 卷 取机前侧 导尺 改造
态, 带 钢 虽 在 咬人 夹 送辊 前 , 通 过 导 尺二 次 短行 程 控 制达 到 对 中状 态 , 但在 咬入夹 送 辊 后 , 向助 卷辊 运 动 中头部两 侧处 于无 约束 状态 , 头 部 的“ 镰 刀弯 ” 会 引发 卷 取 的不 对 中现象 ; 同时 , 由于有 时 带 钢头 部 形状 的左 右 不完 全 对 称会 导 致 带钢 咬人 助 卷辊 初期 的两侧 不 均匀 受 力 , 从 而 引起 第 1 圈缠 绕 位置 的不对 中 , 产生 一 定 的 内塔 形 。另 外 , 助 卷 辊 与卷
热轧花纹卷板浪形和网纹缺陷的产生和防止
热轧花纹卷板浪形和网纹缺陷的产生和防止张 超1,赵安明1,李利利1,李 磊1,朱永宽1,唐小勇2(1.新钢热连轧厂,江西 新余 338001;2.新钢技术中心,江西 新余 338001)摘 要:介绍了新余钢铁集团1580热轧花纹卷板的生产,并对出现的浪形和网纹缺陷进行分析,从花纹辊刻槽参数、辊型配置、负荷分配、温度制度多个方面提出防止热轧花纹板浪形控制措施,稳定了产品质量,有效解决了热轧花纹卷板浪形问题。
关键词:花纹辊刻槽辊型配置;负荷分配;层流冷却控制;花纹板浪形中图分类号:TG334.9 文献标识码:A 文章编号:11-5004(2019)09-0105-2收稿日期:2019-09作者简介:张超,男,生于1988年,汉族,江西高安人,本科,助理工程师,研究方向:热轧轧钢。
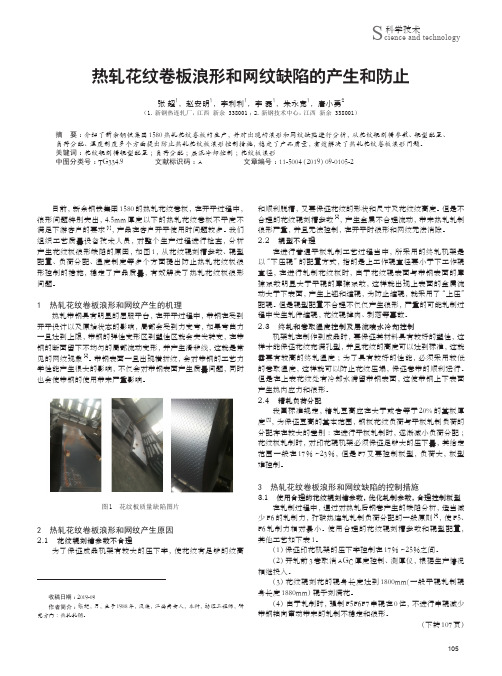
目前,新余钢铁集团1580的热轧花纹卷板,在开平过程中,浪形问题特别突出,4.5mm 厚度以下的热轧花纹卷板不平度不满足下游客户的要求[1],产品在客户开平使用时问题较多。
我们组织工艺质量设备技术人员,对整个生产过程进行检查,分析产生花纹板浪形缺陷的原因,如图1,从花纹辊刻槽参数、辊型配置、负荷分配、温度制度等多个方面提出防止热轧花纹板浪形控制的措施,稳定了产品质量,有效解决了热轧花纹板浪形问题。
1 热轧花纹卷板浪形和网纹产生的机理热轧带钢具有明显的屈服平台,在开平过程中,带钢在受到开平设计以及原始状态的影响,局部会受到力变弯,如果弯曲力一旦达到上限,带钢的弹性变形区到塑性区就会突发转变,在带钢的断面留下不均匀的局部流动变形,并产生滑移线,这就是常见的网纹现象[2]。
带钢表面一旦出现横折纹,会对带钢的工艺力学性能产生很大的影响,不仅会对带钢表面产生质量问题,同时也会使带钢的使用带来严重影响。
图1 花纹板质量缺陷图片2 热轧花纹卷板浪形和网纹产生原因2.1 花纹辊刻槽参数不合理为了保证成品机架有较大的压下率,使花纹有足够的纹高和顺利脱槽,又要保证花纹的形状和尺寸及花纹纹高度。
热轧卷筒工作原理

热轧卷筒工作原理
热轧卷筒是一种用于制造热轧板材的设备,其工作原理如下:
1. 准备热轧坯料:将钢坯加热至适当温度,以降低其硬度,使之易于塑性变形。
2. 进料和预弯:将热轧坯料通过辊道送入热轧卷筒的工作区域,同时利用预辊的作用使坯料产生弯曲形状。
3. 热轧:坯料进入热轧工作区域后,通过辊道的传动和压力控制,使坯料在一系列的辊道间经历多次压下和轧制,从而实现板材的变形和加工。
4. 直立式再热毛面及截齐:热轧完成后的板材在截断机上进行截齐,并通过再热炉进行再热,以改善表面质量和去除可能存在的氧化皮。
5. 冷卷:经过再热和去除氧化皮的板材通过辊道送入冷卷设备,经过一系列冷轧辊道的压下和轧制,最终变成所需的热轧卷材。
6. 连续控制和收卷:冷卷设备会自动控制整个热轧卷材的过程,包括厚度、宽度的控制,以及保证卷材的直线度和表面质量。
最后,热轧卷材通过收卷机进行收卷,并按照需要进行打包和存储。
热轧卷筒的工作原理主要是通过多次压下和轧制来实现板材的
塑性变形和加工,并通过传动和压力控制来控制板材的尺寸和质量,最终得到所需的热轧卷材。
热轧钢卷头部厚度波动原因分析及控制

【 6 】 上海市城乡建设和交通委员会 . G B 5 0 0 1 5 — 2 0 0 3 ( 2 0 0 9 年版) , 建筑给水排水设计规范【 s ] . 北京: 中国计划出版社, 2 0 1 0
第 1 页 共 8页
[ 2 1 1  ̄葳, 李乃轩 . 自来水 水表 白转 原因分析 和控制方 法
( 上接 弟 3 8贝 )
水 回流”情况 ( 示 意如 图 5 ) ,现有 的压缩 空气 吹扫 装置吹扫不干净 ,造成了测厚数据失真 。
2 0 m长度范 围厚度波动较大 的情况得到 了明显改善 ,
未 出现厚度波 动超 出允许偏差 范围的情况 ,热轧 钢 卷成材率恢复 到了 1 1 月份前 的较高水平 。以厚度 为 4 . 0 m m、8 . 0 m m和 1 0 . 0 m m三个具有代表性 的热轧 钢卷厚 度测量 分析 ,控制措施 实施后 ,对 比改进 前
中 ,测厚仪 能够 正常、准确工作至关重要 。 2 0 1 4年 1 1 月 ,昆钢生产 的热 轧钢卷 出现 了不 同
2 2 5 / 8 0 0型号 x射线 测 厚 仪对 钢 卷 中心 厚 度 进行 检
测 ,测 厚仪安 装在 2 轧机 ( 末 机架) 出 口 ,距 离 : } # 轧机 4 m,测厚仪工作原理如下 图 1 所示 。
安装位置与末架轧机 间的距离会影响轧机 自动厚度 控制系统 的控制性能 ,进而影响热轧钢卷头部厚 度
3 . 3 控制措 施 ( 1 )恢复距离 2 # 机架 4 m位置处 x射线测厚 仪 的测厚功 能 ,并 投人使 用。采用 x射线测厚仪 的
厚 度测量数 据参 与轧机 A G C系统控制 。 ( 2)距离 2 机架 1 4m位置处 x射线 板形仪 测 量出的厚度数据不参与轧机 A G C系统控制 ,作为一 个监视参数 ,与测厚仪测量数据对 比,确保测厚仪
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
・
3 6・
江
西
冶
金
2 0 1 4年 2月
一
侧 急剧跑 偏 , 内圈呈现塔 状 ; 层 间塔 形 : 钢卷 中 间部 分 的带 钢 向两 侧 交 叉 跑
1 前言
卷 形是 热连 轧 卷 取 区域 最 重 要 的质 量 指 标 , 卷 形 不 良将 对 生产 和使 用产 生 以下影 响 :
断裂 , 形成 松 卷 ; 5 )松卷 容易 造成 冷轧 过程 中的表 面擦 伤 ;
1 ) 严重的塔形使钢卷对 中困难 和重心偏离 , 容
易 造成 步进 梁运 输过 程 中发 生翻倒 事故 ; 2 ) 钢卷 尾部 溢 出边过 大时 , 需人 工 切割 , 降低 了 成材 率 , 增加 了成 本 ; 3 )内圈及 外 圈 的塔 形 过 大 时 , 在 吊运 过 程 中 ,
l f o w o f t a i l a r e a n a l y z e d f r o m t h e mo d e l c o n t r o 1 .T h e r e a s o n or f c a u s i n g t e l e s c o p e d c o i l a r e a n a l y z e d a s w e l 1 .C o r r e s p o n d i n g me a s u r e s a r e
热 轧 卷 形原 因分 析及 控 制
陈小 波 -
( 1 . 西安建筑科技大学 , 陕西 西安 7 1 0 0 5 5 ; 2 . 新余钢铁集 团有限公司 , 江西 新余 3 3 8 0 0 1 )
摘
要: 针对热轧钢卷的卷形问题 , 从模型控制对头塔、 尾塔、 尾部溢出边产生的机理进行分析, 分析了卷取塔形
Ke y wo r d s: h o t r o l l i n g ;r e c o i l i n g ;t e l e s c o p e d ;r e a s o n a n ly a s i s ;mo d e l c o n t r o l
4 )较 大 的塔 形钢 卷不 易 装运 , 还 会 造成 打 包带
Ab s t r ac t : A c c o r d i n g t o p r o b l e m f o r h o t —r o l l e d c o i l s h a p e ,t h e o r y or f t e l e s c o p e d c o i l a t t h e t o p a n d t a i l o f c o i l a n d e d g e o v e r -
收 稿 日期 : 2 0 1 3— 0 7—0 4
卷取 区域 的根
据其发生位置 , 主要有以下三种类型 :
内塔形 : 在 钢卷 内圈 5—1 0圈 的范 围 内 , 带钢 向
作者简介 : 陈小波 ( 1 9 8 3一) , 男, 江西新余人 , 工程师 , 从 事轧钢工艺技术管理工作 。
第3 4卷第 1 期
2 0 1 4 年 2 月
江
西
冶
金
Vo 1 . 3 4 , No. 1
J I AN GXI ME T AL L UR GY
F e b r u a r y 2 01 4
文章 编 号 : 1 0 0 6 - 2 7 7 7 ( 2 0 1 4 ) 0 1 - 0 0 3 5 03 -
Ch e n Xi a 0 b 0 ,
( 1 .X i a n A r c h i t e c t u r e& T e c h n o l o g y U n i v e r s i t y , X i a n 7 1 0 0 5 5 S h a n x i 。 C h i n a ; 2 . X i n y u I r o n& S t e e l G r o u p C o . , L t d . , X i n y u 3 3 8 0 0 1 J i a n g x i ,C h i n a )
6 ) 如果塔形钢卷用精整机组重卷 , 将增加成本 。 因此 , 提高卷形质量 , 降低塔形的产生, 对提高 经济 效益 和满 足冷 轧对 原料 的要 求具 有重 要意义 。
2 卷形不 良的类型及形成原 因
2 . 1 卷形 不 良的 类型
吊具容易使钢卷边部产生夹损 ( 夹具对突出的带钢 边部 造成 夹 伤 ) , 严 重 时塔形 将 造成 吊具 无法 正常 夹 取( 突出的带钢边部造成吊具无法接触钢卷内圈) ;
产生的原 因 , 并采取相应 的措施对模型控制进行 了调整 , 有效减少 了塔形 的产生 , 提高 了成材率 。
关 键 词 : 热轧; 卷取 ; 塔形; 原因分析; 模型控制
中图分 类号 : T G 3 3 5 . 1 l
文献 标 志码 : C
Co n t r o l Me t h o d f o r Pr e v e n t i n g Te l e s c o p e s i n Co i l i n g Ho t— — Ro l l i n g S t r i p S t e e l
a d o p t e d a n d c o n t ol r m o d e l i s a d j u s t e d , w h i c h e f f e c t i v e l y r e d u c e t h e i n c i d e n c e o f i t a n d t h e ol r l i n g y i e l d i s i m p r o v e d