电站锅炉屏式再热器管失效分析
锅炉再热器管腐蚀失效及防止措施
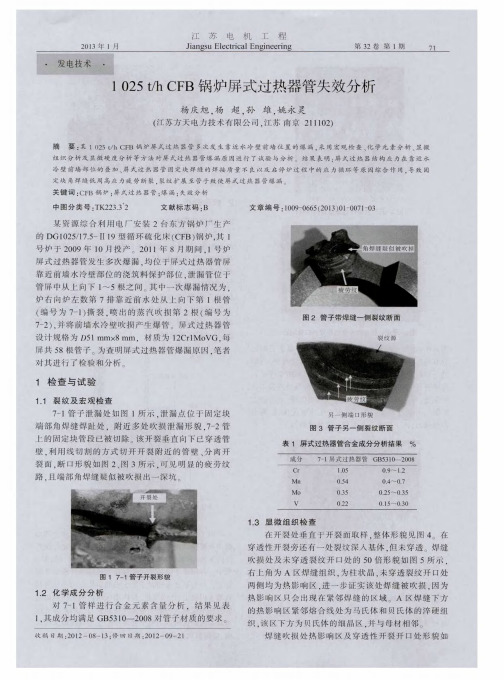
砂纸细磨、抛光、4%m慨酒精浸蚀,在金相显微镜上观察并
拍照。
鼬2
试样
A
裹2力学性能试验结果
11le曲恤0fm睫hm叫p叩e州峭翻pe而嗍吐
ds/慨
a/慨
8,/%
坚兰
4”602
24
室温
B
29
305
25
580
C
305
317
28
580
相鉴定,发现主晶相为a—Fbq,次晶相为Fb(OH)2(soI)2’7H20。
(1.CoUe印of鼢wer粕d Mec}1aIlical,Wuh蛐Univers时,WLlIlall 430072;2.Central China P删盯
Co柙Ⅱons mⅫch
SⅢe‰er of
Co.,Wuhan 430077,China)
Abs觚-c‘:1he base黼lure situation of boiler reheacer in P0wer planl w踞introduced.11lmlJg}l che面cal elenlent
小于343胁,抗拉强度吒不小于540~730^吼,延伸率盈不小于
18%n=。压扁、扩口试验按锅炉管检验标准进行,检测结果合格。
化学成分分析和力学性能试验结果,见表1、表2。
mI 表l化学成分分析结果
11le d咖0f cllⅧ枷ek删Ⅻal恼
l试验
为研究高温再热器管发生失效的原因,针对现场割取的管段 进行试验分析。试验内容包括:化学成分分析、机械性能试验、金
髓alysis,rnec|lallica王pmpenies test,rnacrograph,rnetallographic analysis觚d elecⅡDn pmbe elernent a脚ysis etc.,
浅析我国火力电站锅炉受热面管常见失效形式
浅析我国火力电站锅炉受热面管常见失效形式摘要:我国电力工业快速发展的同时也面临着许多发展前进道路上无法回避的问题。
本文以国内火力电站多年运行中出现的实际问题为基础,归纳总结了受热面管比较常见的一些失效形式,为采取针对性的措施提供帮助。
希望在机组精准检修的发展趋势下为专项的受热面管防磨防爆工作带来借鉴。
关键词:锅炉;受热面管;失效形式;防磨防爆我国电力行业随着国民经济高速发展的大潮,得到了快速充分的发展。
全国范围内相继出现了300MW、600MW机组,甚至还有1000MW以上的超超临界机组。
机组的运行参数不断提高,令其使用的金属材料面对着更加严苛的工作环境。
在火力电站中锅炉的受热面管工作环境最为复杂恶劣,最容易出现问题。
火力电站事故70%发生在锅炉,而锅炉事故60%~70%发生在受热面。
受热面管失效随着服役时间增加有逐年上升的趋势。
本文归纳总结了受热面管常见的几种失效形式,为做好锅炉受热面管防磨防爆工作提供帮助。
1、长期过热长期过热是指管子长期工作在设计温度之上,但低于金属材料使用上限温度,超温的幅度不大但是时间较长。
金属材料内部发生了高温蠕变,在高温恒定应力环境下,发生缓慢但又连续的塑性变形。
蠕变发生后使钢材的组织缓慢发生变化,导致钢的抗拉强度和屈服强度降低,韧性下降,脆性增加[1],蠕变极限和持久强度均下降,使材质老化,寿命缩短。
一般情况下碳素钢超过300℃,合金钢超过400℃,就会出现蠕变。
以电站常见的珠光体耐热钢12Cr1MoV为例,正常金相组织为铁素体+片状珠光体,在长期的高温高压运行中,珠光体组织中的片状碳化物逐渐球化,并且在晶界处聚集长大。
根据DL773标准,珠光体球化分为五级,随着分级的增加材料组织老化加剧,高温力学性能下降。
当珠光体球化达到五级时,组织严重老化,已经不能保证管子的安全运行,必须立即更换。
当温度越高,压力越大,老化的速度就越快,性能下降也就越明显,运行中爆管的可能性就越高。
300MW电站锅炉后屏过热器爆管原因分析和对策
Sa ls Sel J . . t i sE g er g 18 ,0 t nes t [ ] J Ma r l ni e n ,9 8 1 i e ea n i
( )6 1 :9—8 . 4
氏体与奥 氏体钢焊接时 , 焊缝和熔合线附近的金 属受 拉应 力 作用 , 离熔 合 线 稍 远 的金 属 受 压 应 力 作用 ( 指焊缝为奥氏体组织 ) 这种残余应力不能 , 用 焊后 热 处理 方 式 消 除 , 因此 在 熔 合 区贝 氏体 钢
侧易 产生 热疲 劳裂 纹 。
[ ] 吴非文. 8 火力发 电厂高温金属运 行 [ . 京 : M] 北 水利
电 力 出 版 社 ,9 9 1 1— 3 . 17 :3 17
[ ] 周 根明 , 颖. 9 程 过热 蒸汽饱 和器 的多种 方案设 计研
究[ ] 流体机械 ,0 13 ( )3 3 ,1 J. 2 1 , 1 :6— 84 . 9 [ O 杨富 , 1] 章应霖 , 永 宁, 新 型耐 热钢焊 接 [ . 任 等. M]
[ ] Y sia aK,eai i T k s ,t 1F bi - 7 ohkw T r s oi aK e a. ar a n h H, ma c
t n a d rp r e o C ro in e itn T 3 7 i n P o et s f o rso R ssa t P 4 H o i
o 再热 器 出 口压 力 3 6 a 出 口温 度 50o C; . 1MP , 4 C, 19 97年 3月 正式 投产 发 电。2 1 年 6月 , 炉 后 01 该 屏 过热 器管发 生爆 管 , 经现 场检 查 , 屏过 热器从 后 固定端 数 起 第 7屏 炉 后 第 1 管 异 种钢 焊 接 接 3根
电站锅炉过热器和再热器的失效模式及机理

电站锅炉过热器和再热器的失效模式及机理本文介绍了锅炉过热器和再热器几种常见的失效模式,包括过热、高温腐蚀、应力腐蚀、氧化皮脱落、疲劳开裂、氧腐蚀等,同时简述了其形貌和机理,希望对于锅炉过热器和再热器的预防失效和失效后处理提供参考。
标签:电站锅炉;过热器;再热器失效模式1 引言随着我国经济的快速发展,电力需求日益增加,高压、超临界和超超临界的大型电站锅炉大幅增多。
但随着锅炉运行时间增加,受热面爆管问题日渐增多。
电站锅炉中过热器和再热器系统是电站锅炉中一个非常复杂的部分,管内是一些温度非常高的水蒸气,而管外是高温烟气,一般情况下,冷却条件都比较差。
对于亚临界、超临界锅炉中的过热系统中用的材质众多,结构复杂,很容易有多种损伤失效,其发生爆管的几率比较大[1-5]。
为预防过热器和再热器爆管,确保机组稳定运行,相关人员应该掌握过热器和再热器经常发生的失效模式。
根据相关文献,本文对过热器和再热器常见的失效模式进行了概述,展示了工作中遇到的各种失效图片,并对其损伤机理进行了阐述。
2 过热器和再热器失效模式通常情况下,过热器与再热器的工作环境基本一致,并且损伤形式方面也很类似,一般有以下几种:过热、高温腐蚀、应力腐蚀、氧化皮脱落、疲劳开裂和氧腐蚀等。
2.1 过热2.1.1 短时过热在实际运行期间,因为存在冷却不完善等一些问题,很容易导致系统短时间内温度迅速升高,甚至达到所用材质的临界温度导致的损伤。
短时过热爆口具有韧性爆口形态,爆口处减薄明显,边缘锋利,表面无明显的氧化皮,附近一般無纵向裂纹(见图1)。
距爆口处远的金相组织正常,但是那些距离爆口处比较近则会由于温度的高低不同,使金相组织存在一定的差异。
如过热温度比较高,达到材料的Ac1~Ac3温度区间,则靠近爆口处会出现马氏体、贝氏体等过热相急冷生成的组织;而过热温度比较低时,靠近爆口处一般没有淬火组织。
短时过热通常是由于过热器等在正常运行过程中,受到了异物阻塞,这样就会造成管内蒸汽流量出现大幅减少的情况,最终可能会引起爆管。
电站锅炉屏式过热器T91_TP347H异种钢接头失效分析及处理

电站锅炉屏式过热器T91/TP347H异种钢接头失效分析及处理发布时间:2021-09-07T15:11:29.937Z 来源:《中国电业》2021年第12期作者:马超[导读] 某电厂屏式过热器管排夹持管管接头为T91/TP347H异种钢接头,运行50000小时后焊缝沿T91侧焊缝融合线断裂。
马超华电克拉玛依发电有限公司新疆克拉玛依市金龙镇834000摘要:某电厂屏式过热器管排夹持管管接头为T91/TP347H异种钢接头,运行50000小时后焊缝沿T91侧焊缝融合线断裂。
通过对该焊缝两侧母材进行成分分析、金相组织分析及宏观检查。
判断该焊缝断裂原因为长期运行后材料性能劣化导致失效。
并针对此类问题提出有效检查方案及防范措施。
关键词:异种钢、屏式过热器、焊缝1、序言某电厂1号锅炉为哈尔滨锅炉厂有限责任公司生产的超临界参数、单炉膛、一次再热、平衡通风、紧身封闭、固态排渣、全钢构架、全悬吊结构Π型变压运行直流锅炉。
型号为:HG-1180/25.4-YMI。
燃烧器为前后墙对冲布置。
锅炉过热器由顶棚过热器、包墙过热器、低温过热器、屏式过热器和高温过热器组成。
屏式过热器布置于炉膛上部,沿炉宽方向共有22片管屏,管屏间距为690mm。
每片管屏由23根并联管弯制而成,根据管子的壁温不同,入口段的管子为φ38×6.5、SA-213 T91,屏底部及出口内11根管为φ38×7.5、SA-213 T91,屏底部及出口外12根管采用φ38×7.5、SA-213 TP347H。
2020年11月5日,1号锅炉屏式过热器甲侧第一屏管排夹持管T91/TP347H出厂异种钢沿焊缝融合线断裂,造成锅炉泄漏。
2、裂纹失效分析(1)宏观检查焊缝失效部位沿T91侧熔合线断裂,断面呈脆性(如图1所示);焊缝断裂后造成屏式过热器甲侧第一屏下部弯管共计6根,甲侧第二屏共计3根出现吹爆或吹损现象。
图6 TP347侧微观组织形貌3、综合分析本次焊缝失效部位沿T91侧熔合线断裂,由于焊缝中以Cr 为代表的强碳化物形成元素占比相对较高,在焊接、热处理及锅炉运行过程中,容易造成焊缝侧出现高硬层,从而导致组织与性能的不均匀分布,接头熔合线处的脱碳层、膨胀系数差别、接头残余应力与蠕变强度差异都会使该处成为接头的薄弱环节,随机组长期运行后材料性能劣化导致失效。
电站锅炉低温过热器管失效分析
电站锅炉低温过热器管失效分析摘要:通过对低温过热器爆管,采用相关的技术手段进行失效情况分析,确定失效的原因,提出预防措施,避免和防止同类事故的再次发生。
关键词:电站锅炉;低温过热器;爆管;失效分析中图分类号:tm621 文献标识码:a 文章编号:1006-4311(2013)16-0279-020 引言某公司6#锅炉,型号为ug-130/3.82-m9,1998年安装,于2000年正式投入运行。
2006年11月20日该锅炉的低温过热器发生爆管,爆管后高温高压蒸汽冲向屏式过热器,致使数根过热器管发生严重磨损,其中2根已磨穿。
其它过热器管也有不同程度磨损。
该锅炉自投用至本次低温过热器爆管,累计运行时间4万多小时。
为避免和防止同类事故的再次发生,确保电站安全经济运行,同时为今后的管理提供可靠的科学技术依据,采用相关的技术手段对其失效情况进行分析,确定失效的原因。
该锅炉低温过热器管材质为20g,规格为?准38×3.5mm,其额定运行压力为3.82mpa,介质温度为450℃。
1 检验检测结果1.1 宏观检查宏观检查低温过热器爆管情况,爆管裂口位于迎烟气侧,裂口边缘比较粗糙,裂纹附近有明显的蠕变裂纹,裂口呈现出比较典型的长时间过热特征。
一处裂口裂纹长×宽约25×4mm,一处裂口裂纹长×宽约13×7mm,裂纹两端比较粗钝,具体情况如图1所示。
1.2 有效厚度测量用dc2000b型(精度为0.01mm)测厚仪对爆管管段进行测厚,背烟气侧厚度为3.74~3.79mm,迎烟气侧为3.32~2.13mm,2.13mm为破口边缘厚度,该锅炉运行近6年,管壁磨损小于0.1mm/年,在正常范围。
测厚结果见表1。
用外径千分尺测量爆管段外径涨粗5mm,外径涨粗率13%,其他部分管径无明显涨粗。
1.3 化学成分分析对爆管管段进行化学分析,结果见表2。
1.4 硬度测试对爆管管段进行硬度测试,结果见表3。
电站锅炉管件失效泄漏原因分析

Fud s o ra d c vtt n rs n la e e k g f h e rw l c n mi r h ud fo tera ale o o li c u n a i i seo i e d d la a eo era a o o z .T ef i rm h e rw l c n — ao o t l e e l
加剧泄漏事故的恶化。最后提 出更换失效管件 , 加强金属监督 , 尽量扩 大防磨防爆检查 范围 , 易 对
被气流磨损 、 冲刷部位进行防磨喷涂或加装 防磨罩 。 关键词 : 电站锅炉 ; 泄漏 ; 失效 ; 爆管
中 图分 类 号 : 9 32 X 3 . 文 献 标 识 码 : A
Ca s n l ss o e ka e b ub al r fp we t to i r u e a a y i fla g y t e f iu e o o r s a i n bo l e
摘 要: 火力发 电厂管件失效泄漏是频发事故 , 严重影响机组 的安全 、 经济运行 。以某 发电厂后墙
省煤器和低温再热器管子失效泄漏 事故为例 , 通过对 失效泄漏 的管件 进行宏观形 貌分析 、 金相 分
析和强度分析 , 论证 了泄漏事故的原因是由于腐蚀和钢管 固有缺 陷导致低温再热 器高温段弯管外 侧发生泄漏 , 泄漏 的高速流体冲刷 、 气蚀导致后 隔墙省煤器发生 泄漏 , 而对低温再热 器反冲刷 , 进
第8 卷 第9 期
21 0 2年 9月
— —
中 国 安 全 生 产 科 学 技 术
ou lo ae y S in e a d Te h o o y J rn a fS ft ce c n c n lg
. . . . . . . . . . . .
1025t/h CFB锅炉屏式过热器管失效分析
形 的脆性 断 口也 符合疲 劳 断 裂的特 征 … 由 图 2 、 图 3
看出. 贝纹线 间距 较大 . 宏 观 上 整 个 断 口 上 只 有 间 距 不
一
的约 7 ~1 0条 贝纹 线 .说 明 该 断 口为 低 周 高 应 力 疲
劳断 裂 . 每一 条疲 劳纹 可能 对应一 次启停 炉 . 即一 次 交 变 应 力 的循 环 。 启炉 过程 中 , 屏 过 管 由 常 温 上 升 到 管 子
杨庆旭 等 : 1 0 2 5 t / h C F B 锅 炉 屏 式 过 热 器 管 失效 分析
7 3
2 . 2 断 口 分 析
开 裂 处 经 分 离 后 观 察 到 断 口上 有 较 多 的 疲 劳 纹
形成裂纹源的可能
( 又称海 滩 纹或 贝纹线 ) . 为典 型的疲 劳 断 口 . 无 明 显 变
影 响 区区域靠 近熔 合线 处 均发 现 马氏体 +贝 氏体 的淬 硬组织 . 硬度较高 ( 2 6 0 HV 0 . 2 ) . 淬 硬 组 织 及 角 焊缝 焊
接 时 拘 束 应 力 的存 在 .可 能 使 焊 后 接 头 中 萌 生 垂 直 于 熔 合 线 的 横 向 冷 裂 纹 或 起 源 于 应 力 集 中 缺 口部 位 的 焊 趾 裂 纹 .这 些 裂 纹 在 运 行 前 均 只 会 在 热 影 响 区 中 的 淬 硬组 织 中扩展 . 不 会 扩 展 至 抗 裂 性 良好 的 母 材 , 但 在 运 行 巾 交 变 应 力 或 较 大 外 载 下 向母 材 扩 展 甚 至 断 裂 l 2 ] 由 于 开 裂 处 的 焊 缝 已 被 吹 损 . 找 不 到 开 裂 处 焊 缝
角 焊缝 处 的检查 . 在 裂纹 穿透 管壁 前及 时更 换 . 避免 造
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
㊀第33卷第1期2019年1月P OW E R㊀E Q U I P M E N TV o l .33,N o .1J a n .2019㊀收稿日期:2017G11G14;㊀修回日期:2018G01G29作者简介:张伟妮(1984 ),女,工程师,从事火电厂金属监督工作.E Gm a i l :283770757@q q.c o m 电站锅炉屏式再热器管失效分析张伟妮(山西大唐国际运城发电有限责任公司,山西运城044602)摘㊀要:通过宏观分析㊁厚度及焊缝几何尺寸检测㊁室温力学性能试验㊁金相组织分析等方式,对某电厂屏式再热器管进行爆管分析.结果表明:管子的材料组织严重老化和大角度变径造成应力集中是爆管的主要原因.关键词:屏式再热器;爆管;失效分析中图分类号:T K 225㊀㊀㊀文献标志码:A㊀㊀㊀文章编号:1671G086X (2019)01G0021G04F a i l u r eA n a l ys i s f o rP l a t e nR e h e a t e rT u b e s i naP o w e rP l a n t B o i l e rZ h a n g We i n i (S h a n x iD a t a n g I n t e r n a t i o n a lY u n c h e n g Po w e rG e n e r a t i o nC o .,L t d .,Y u n c h e n g 044602,S h a n x i P r o v i n c e ,C h i n a )A b s t r a c t :R e h e a t e rt u b eb u r s tf a i l u r e so fab o i l e r w e r es t u d i e db y m a c r o s c o p i ca n a l ys i s ,g e o m e t r i c m e a s u r e m e n to f t h i c k n e s s a n d w e l d ,r o o m Gt e m p e r a t u r e m e c h a n i c a l p r o p e r t y te s t a n d m i c r o s t r u c t u r e a n a l y s i s ,f o l l o w i ng whi c h ,t h e f a i l u r e sw e r e f o u n d t ob e c a u s e db y s t r e s s c o n c e n t r a t i o nd u e t o s e r i o u s a g i n g o f t h e t u b em a t e r i a l a n d l a r g e r e d u c i n g a n gl e s .K e y w o r d s :p l a t e n r e h e a t e r ;t u b eb u r s t ;f a i l u r ea n a l ys i s ㊀㊀再热器管作为电站锅炉四管之一,具有提高热力循环的热效率,提高汽轮机排汽的干度,降低汽耗,减小蒸汽中的水分对汽轮机末几级叶片的侵蚀,进一步吸收锅炉烟气热量,降低排烟温度等作用,但再热器一旦爆管将对电厂造成重大的经济损失.因此对已经失效的再热器管用科学的方法找到失效原因,然后采取预防措施,将有利于机组的经济安全运行[1].笔者通过宏观分析㊁厚度及焊缝几何尺寸检测㊁室温力学性能试验㊁金相组织分析等方式,对某电厂屏式再热器管进行爆管原因分析,对不合理的焊接结构进行改进,并对同部位其他管件加强检查(金相检验确定管件老化等级等),达到减少或者避免再热器爆管对机组造成重大经济损失的事故出现.1㊀机组概况㊀㊀某电厂2号机组为600MW 亚临界机组,2006年投入运行,至今已累计运行约6万h ,锅炉屏式再热器发生泄漏,泄漏管样为屏式再热器右数第21屏夹屏弯管和右数第9屏内1弯管,两根管样对接焊缝两侧厚度不同.为了查找开裂原因,对2号锅炉屏式再热器开裂管样进行失效分析.2㊀试验方案㊀㊀针对失效管样开展了宏观分析㊁厚度及焊缝几何尺寸检测㊁室温力学性能试验㊁显微组织分析㊁扫描电镜分析等相关项目,并根据分析结论提出相关建议.3㊀试验结果与分析3.1屏式再热器管基本概况㊀㊀查屏式再热器管相关资料及运行工况条件:该管样材质为12C r 1M o V G ,规格为d =63m m ㊁δ=7m m 和d =63m m ㊁δ=4m m ,管壁运行温度第33卷为459~468ħ,允许管壁温度为580ħ,说明管样运行温度远远低于允许温度,不存在超温引起管样失效的可能.查屏式再热器管样使用前无损和理化检验抽检报告,该批次管子外观无明显划痕或其他加工缺陷,且检测结果合格.观察失效管样,也没有明显外观缺陷.该管样在锅炉受热面由管卡固定,几乎不存在振动及碰摩情况.3.2爆口宏观检查㊀㊀对1号爆管进行宏观检查,爆口开裂于薄壁管(4m m 壁厚)侧并沿焊缝热影响区发展,见图1.爆口最大宽度约3m m ,裂缝长度约45m m ,爆口两端平整,未见明显塑性变形,爆口附近未见明显减薄.原始爆口附近为吹损减薄形成的二次纵向爆口,爆口内壁㊁外壁检查存在轻微氧化现象,见图2.管子内壁焊接接头处厚壁管与薄壁管呈锥形平缓过渡,未见过渡台阶.图1㊀1号爆管宏观形貌图2㊀1号爆管爆口宏观特征㊀㊀对2号爆管进行宏观检查,裂纹位于厚壁管(7m m 壁厚)侧㊁距离焊缝边缘约10m m ,沿管子环向延伸发展,见图3.原始爆口最大宽度约3m m ,裂缝长度约50m m ,爆口两端平整,未见明显塑形变形,爆口附近未见明显减薄.管子上存在吹损减薄形成的二次纵向爆口.沿管内纵向观察,焊缝旁边厚壁管子存在变径台阶,变径台阶根部附着有黄褐色腐蚀产物,爆口裂纹沿台阶根部环向发展[2],见图4.图3㊀2号爆管宏观形貌图4㊀2号爆管爆口内部特征3.3厚度及焊缝几何尺寸测量㊀㊀对1号爆管爆口附近管子进行超声波测厚,爆口附近的测厚数据分布见图5,爆口周边最小壁厚3 88m m ,壁厚减薄不明显,排除磨损和吹损爆管的可能.图5㊀1号爆管壁厚测量㊀㊀依据D L /T869 2012«火力发电厂焊接技术规程»要求,工作压力小于9 81M P a 的锅炉受热面管子焊接接头属于Ⅱ类焊接接头,焊缝外观检查要求焊缝余高小于3m m ,但此处实际余高测量值为3 12m m ,高于标准要求(见图6).焊缝余高过高导致焊缝处应力集中.图6㊀1号爆管焊接外观质量22第1期张伟妮:电站锅炉屏式再热器管失效分析㊀㊀对1号爆管解剖后观察,管子内壁焊缝两侧不同厚度管子均匀对接,无变径台阶,焊接接头尺寸符合标准要求(见图7).图7㊀1号爆管焊缝宏观尺寸㊀㊀对2号爆管爆口附近进行超声波测厚,发现爆口附近的壁厚减薄不明显,排除磨损和吹损爆管的可能.检查焊接外观质量符合要求.对2号管子解剖后观察,焊接接头变径台阶角度为45ʎ,见图8.图8㊀2号爆管焊接接头对口形貌㊀㊀D L /T869 2012要求:焊件对口时,外壁(或表面)尺寸不相等而内壁(或根部)齐平时,应当依据图9所示对口处理方法进行焊接.图9中变径台阶角度为15ʎ,保证了变径处平缓过渡,减小了此处应力集中.由此可见,该2号爆管焊接接头对口尺寸不合格.45ʎ变径台阶,既造成了此处应力集中,也使台阶根部易沉积腐蚀产物.图9㊀对口尺寸要求3.4室温力学性能试验㊀㊀对1号㊁2号管样分别选取两处直管段部位制取原厚度力学性能试样进行室温力学性能试验,结果显示:屈服强度㊁抗拉强度及断后伸长率三项力学性能指标均符合G B53102008«高压锅炉用无缝钢管»要求.试验数据见表1.表1㊀室温力学性能试验数据项目㊀㊀㊀㊀㊀㊀㊀1号爆管㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2号爆管㊀㊀㊀㊀㊀㊀㊀7m m 壁厚4m m 壁厚7m m 壁厚4m m 壁厚标准要求屈服强度/M P a 380366363374329343380418ȡ255抗拉强度/M P a 536527511491493509507534470~640断后伸长率/%27.531.533.532.527.527.029.527.0ȡ213.5显微组织分析㊀㊀对1号㊁2号爆管管样分别选取爆口边缘㊁焊缝和两侧母材于金相显微镜下进行显微组织观察.3.5.11号爆管7m m 壁厚管子母材及焊缝热影响区金相组织均为铁素体+碳化物,铁素体晶界㊁晶内弥散分布着碳化物,管子母材晶粒大小基本均匀,晶粒度5~6级,珠光体已全部分解,珠光体球化4级,组织完全球化,见图10㊁图11.图10㊀1号爆管7m m 壁厚管子母材金相组织㊀㊀㊀㊀㊀㊀㊀㊀㊀图11㊀1号爆管7m m 壁厚管子侧焊缝热影响区金相组织32第33卷㊀㊀4m m 壁厚管子母材金相组织为铁素体+珠光体,晶粒大小均匀,晶粒度约6级,珠光体形态清晰,珠光体球化2~3级,金相组织未见异常,见图12.1号管样焊缝金相组织为铁素体+贝氏体,金相组织未见异常,见图13.图12㊀1号爆管4m m壁厚管子母材显微组织图13㊀1号爆管管样焊缝显微组织3.5.22号爆管7m m 壁厚管子母材金相组织为铁素体+珠光体,珠光体呈聚集形态,形态完整㊁清晰,晶粒大小基本均匀,晶粒度5~6级,珠光体球化约2级,金相组织未见异常,见图14㊁图15.图14㊀2号爆管7m m壁厚管子母材金相组织图15㊀2号爆管7m m 壁厚管子裂纹处金相组织㊀㊀4m m 壁厚管子母材金相组织为铁素体+珠光体,晶粒大小基本均匀,晶粒度7~8级,珠光体球化约2级,金相组织未见异常,见图16.2号管样焊缝金相组织为铁素体+贝氏体,金相组织未见异常,见图17.图16㊀2号爆管4m m壁厚管子母材金相组织图17㊀2号爆管管样焊缝金相组织4㊀结语㊀㊀通过以上分析得出以下两点结论:(1)焊缝和母材组织严重老化及焊缝尺寸不合格为爆管的主要原因.(2)大角度变径造成应力集中,使台阶根部易沉积腐蚀产物,应力集中区在内应力和残余应力等综合应力的作用下率先开裂,腐蚀产物加速裂纹扩展,最终导致此处泄漏爆管.参考文献:[1]孙明成,李宏强,张艳红,等.热电厂锅炉屏式再热器管开裂原因分析[J ].理化检验(物理分册),2014,50(3):219G222.[2]娄杰云.T 91/P 91钢的性能分析及焊接工艺[J ].华电技术,2010,32(4):35G38,79.42。