套管式换热器失效分析
换热器运行故障分析与解决方案

换热器运行故障分析与解决方案标题:换热器运行故障分析与解决方案
引言概述:
换热器是工业生产中常见的设备,用于传递热量。
然而,由于长时间运行或操
作不当等原因,换热器可能会出现故障。
本文将从换热器运行故障的常见原因入手,分析故障现象及可能的解决方案,帮助读者更好地了解换热器故障处理方法。
一、换热器运行故障原因分析
1.1 流体流速过大或过小
1.2 换热器管道堵塞
1.3 换热器管道泄漏
二、换热器故障现象分析
2.1 温度不稳定
2.2 热效率下降
2.3 压力异常
三、换热器故障解决方案
3.1 调整流体流速
3.2 清洗换热器管道
3.3 更换损坏管道
四、预防换热器故障的方法
4.1 定期检查和维护
4.2 控制流体流速
4.3 使用高质量的换热器管道材料
五、换热器故障处理注意事项
5.1 遵循操作规程
5.2 注意安全防护
5.3 寻求专业帮助
结论:
换热器是工业生产中重要的设备,了解换热器运行故障的原因及解决方法对于保证生产效率至关重要。
通过本文的介绍,希望读者可以更好地处理换热器故障,确保设备正常运行。
换热器运行故障分析与解决方案
换热器运行故障分析与解决方案一、引言换热器是工业生产过程中常用的设备之一,它能够将热能从一个流体传递到另一个流体。
然而,在长期的运行过程中,换热器可能会浮现故障,影响其正常运行。
本文将对换热器运行故障进行分析,并提供解决方案,以确保换热器能够高效稳定地运行。
二、换热器运行故障分析1. 故障一:换热效率下降换热效率下降是换热器常见的故障之一。
造成换热效率下降的原因有不少,包括管道阻塞、传热面积减少、换热介质流量异常等。
针对不同的原因,我们可以采取以下措施进行解决:- 清洗管道:定期对换热器的管道进行清洗,以防止管道阻塞。
- 检查传热面积:定期检查传热面积是否有损坏或者腐蚀现象,如有必要,及时更换。
- 检查流量:检查换热介质的流量是否正常,如发现异常,及时调整。
2. 故障二:泄漏换热器的泄漏问题可能会导致能量的浪费,同时也会对设备的安全性造成威胁。
泄漏的原因可能是密封件老化、焊缝开裂等。
针对泄漏问题,我们可以采取以下解决方案:- 更换密封件:定期检查换热器的密封件,如发现老化或者破损,及时更换。
- 检查焊缝:定期检查焊缝是否存在开裂现象,如有必要,进行修复或者更换。
3. 故障三:压力异常换热器的压力异常可能会导致设备的损坏或者安全事故的发生。
压力异常的原因可能是管道阻塞、阀门故障等。
针对压力异常问题,我们可以采取以下解决方案:- 清洗管道:定期清洗管道,以防止阻塞。
- 检查阀门:定期检查阀门是否正常运行,如发现故障,及时修复或者更换。
三、解决方案实施1. 制定维护计划为了确保换热器的正常运行,我们需要制定一个详细的维护计划。
维护计划应包括以下内容:- 清洗计划:明确清洗换热器的频率和方法。
- 检查计划:明确检查换热器各个部件的频率和方法。
- 维修计划:明确维修换热器的方法和时间安排。
2. 建立监控系统为了及时发现换热器的故障,我们需要建立一个监控系统。
监控系统可以实时监测换热器的运行状态,并提供报警功能。
壳管式换热器的管束破坏的主要原因分析

壳管式换热器的管束破坏的主要原因分析壳管式换热器的管束是薄弱环节,最容易失效。
管束失效的形式主要有腐蚀开裂、碰撞破坏、管子切开、管束泄漏等多种原因。
现在主要讲解一下管束破坏的主要原因。
流体流动诱导振动:为强化传热和减少污垢层,通常采用增大壳程流体流速的方法。
而壳程流体流速增加,产生诱导振动的可能性也将大大增加,从而导致管束中管子的振动,最终致使管束破坏。
常见的破坏形式有以下几种:图1 壳管剖开图1、碰撞破坏当管子的振幅足够大时,将致使管子之间相互碰撞,位于管束外围的管子还可能和换热器壳体内壁发生碰撞。
在碰撞中,管壁磨损变薄,最终发生开裂。
2、折流板处管子切开折流板孔和管子之间有径向间隙,当管子发生横向振动的振幅较大时,就会引起管壁与折流板孔的内表面间产生反复碰撞。
由于折流板厚度不大,管壁多次、频繁与其接触,将承受很大的冲击载荷,因而在不长的时间内就可能发生管子被切开的局部性破坏。
3、管子与管板连接处破坏该连接结构可视为固定端约束,管子振动产生横向挠曲时;连接处的应力最大,因此,它是最容易产生管束失效的地区之一。
4、材料缺陷的扩展造成失效管子材料本身存在缺陷(包括腐蚀和磨蚀产生的缺陷),那么在振动引起的交变应力作用下,位于主应力方向上的缺陷裂纹就会迅速扩展,最终导致管子失效。
5、振动交变应力场中的拉应力还会成为应力腐蚀的应力源流动诱导振动引起管子破坏,易发生在挠度相对较大和壳程横向流速较高的区域。
此区域通常是U形弯头、壳程进出口接管区、管板区、折流板缺口区和承受压缩应力的管子。
管束破坏处理措施图2 壳程入口设计时,将蒸汽放在管程侧,避免高速气体流经壳程。
壳程有较大流量介质时,可以设计多个壳程入口,缓冲压力。
如图2杭州沈氏采用专利设计—分配器,合理分配4个相同的壳程入口。
为避免残留液和沉积物的滞留,焊接时尽量采用双面对接焊和连续焊,避免搭接焊和点焊。
在焊接工艺中应根据实际经验,引起应力腐蚀破裂的应力主要是残余应力,而残余应力主要是由冷加工以及焊接引起的内应力所构成。
东方化工EVA装置套管换热器内管失效分析

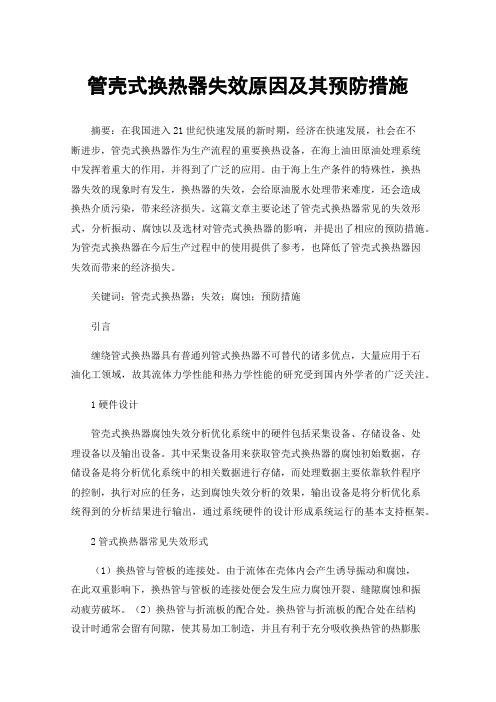
通过 对换 热 1人】午}外 文 的¨捕 电镜 (SEM)观察 发现 , : 管 子外 表 卣上除 r彳『宏观 内限 叮 的 一些大孔 4外 ,胴 边还 仃
漏 发生 处 『人J管 外 E : 处 有 叫 显的 4Lf l ̄l,4Lf1.j I¨l 域 ,彳丁叫 的减薄 ,耍¨ 2—1。 I{.能 叫 地观察 列内管 外壁的 : 多,bTLili;l以 及穿过 d,qLil,iM9宏观裂纹 。
图 2-2微 裂 纹 近 表 面 扩 展 圈
为 环 水 。该 换 热 器 顺部 {i 三 换 热 器 内瞥 发ql r
。
2.4微观 观察 通 过 微镜 lIf以 -条裂纹 ,沿 J{: 的特 征。I :『』、】flJl【f裂纹
端 面平齐 ,管 外fIJ!lJ裂纹 " 裂处 ’ 喇 I I j,日.端 糙 , 步 测 漏起 裂似 在 竹外 。
后 诱 发 裂 纹 或 与扩 腱 的 裂 纹 进 行 交 地 作 片j。
图 2—1泄 漏 区外 貌
2_2泄 漏 点观察 观察 泄漏 点部 似 ,符 道 外fNl ̄ .fi 喑 分表 面剥 离 外 ,i 蛩
还 仔 在 处 孔 洞 聚 集 I× 域 ,达 细 小 的 孔 洞 ,最 大 的 ^ 1.5n¨llI最 小的 区 为0.2mm. ·处 为孔 洞聚 集 ,一处 分 r 一
扫 描 、能谱 分析 等 通过 分析发现 ,换 热 嚣管线泄 漏 的 原 为
从失 效件 点附近 进 f 取 佯做 化学 分析 ,化“- .,L7
管壳式换热器常见失效形式浅析及对策探讨

管壳式换热器常见失效形式浅析及对策探讨发布时间:2008-10-23摘要:先从管壳式换热器的几个敏感部位出发,分析了其主要的失效形式,并提出了相应的预防措施和治理方法。
然后分别指出振动、腐蚀、选材、三个对换热器失效影响最大的因素,同时引用了新的方法对换热器的振动失效评估进行了浅析。
关键词:管壳式换热器失效对策0 引言管壳式换热器是石油化工领域应用最广泛的换热设备之一。
但是,由于选材、加工制造、使用、等众多因素的影响,换热器的失效却屡见不鲜。
企业也因此遭受了不可估计的经济损失。
本文从工程实际中换热器最容易失效的敏感部位出发,综合分析了各种失效形式,明确了促使其发展的关键因素。
同时,对各种失效形式也提出了相应的预防措施。
1 管壳式换热器敏感部位的失效形式及对策1.1 换热管与管板的连接处由于换热管与管板的连接处属于几何形状突变处,再加上连接方式和焊后热处理的不当、温差应力的存在、换热管与管板材料选择的差异性等因素,使管口与管板连接处可能存在较大的残余应力,焊接部位呈隐性缺陷状态(含有气孔,杂质等)。
在壳程流体的诱导振动和其腐蚀性的双重作用下,管口与管板连接处便出现了应力腐蚀开裂、缝隙腐蚀和振动疲劳破坏。
并且它们之间的相互促进,又进一步加大了连接处的破坏速度。
以下措施对提高连接处的使用寿命有一定的意义。
(1)连接方式采用先焊后胀的顺序,并且采用机械液压胀接,焊后要做相应的热处理。
换热管伸出管板的尺寸可以适当加长。
(2)换热管的材质与管板的材质尽量匹配,这样可以消除不同材料接触所形成的电势差,有利于从根本上控制管程和壳程的双侧腐蚀问题。
同时换热管材质的硬度要低于管板材质的硬度,使管板与换热管的胀接得到最佳组合。
同样,焊条的选择也是不可忽略的因素。
1.2 换热管与折流板的配合处为了加工制造的方便和使用中能充分吸收换热管的热膨胀量,折流板与换热管的配合处常留有一定的间隙。
在壳程流体的冲击下,此间隙逐渐加大,导致折流板切割换热管,从而引起强大的振动噪音和换热管的泄漏失效。
管壳式换热器失效原因及其预防措施
管壳式换热器失效原因及其预防措施摘要:在我国进入21世纪快速发展的新时期,经济在快速发展,社会在不断进步,管壳式换热器作为生产流程的重要换热设备,在海上油田原油处理系统中发挥着重大的作用,并得到了广泛的应用。
由于海上生产条件的特殊性,换热器失效的现象时有发生,换热器的失效,会给原油脱水处理带来难度,还会造成换热介质污染,带来经济损失。
这篇文章主要论述了管壳式换热器常见的失效形式,分析振动、腐蚀以及选材对管壳式换热器的影响,并提出了相应的预防措施。
为管壳式换热器在今后生产过程中的使用提供了参考,也降低了管壳式换热器因失效而带来的经济损失。
关键词:管壳式换热器;失效;腐蚀;预防措施引言缠绕管式换热器具有普通列管式换热器不可替代的诸多优点,大量应用于石油化工领域,故其流体力学性能和热力学性能的研究受到国内外学者的广泛关注。
1硬件设计管壳式换热器腐蚀失效分析优化系统中的硬件包括采集设备、存储设备、处理设备以及输出设备。
其中采集设备用来获取管壳式换热器的腐蚀初始数据,存储设备是将分析优化系统中的相关数据进行存储,而处理数据主要依靠软件程序的控制,执行对应的任务,达到腐蚀失效分析的效果,输出设备是将分析优化系统得到的分析结果进行输出,通过系统硬件的设计形成系统运行的基本支持框架。
2管式换热器常见失效形式(1)换热管与管板的连接处。
由于流体在壳体内会产生诱导振动和腐蚀,在此双重影响下,换热管与管板的连接处便会发生应力腐蚀开裂、缝隙腐蚀和振动疲劳破坏。
(2)换热管与折流板的配合处。
换热管与折流板的配合处在结构设计时通常会留有间隙,使其易加工制造,并且有利于充分吸收换热管的热膨胀量。
由于换热管中的壳程流体会产生冲击作用,在流体冲击力的作用下,此间隙会逐渐增大,从而使得折流板切割换热管,导致巨大的振动噪音和换热管的泄露失效。
(3)管板与壳体连接处。
在设备运行期间,换热器的壳体和管板之间承受着较大的温差应力和压力载荷。
管壳式换热器失效分析

管壳式换热器失效分析失效分析管壳式换热器是一种传统的、应用最广泛的热交换设备。
由于它结构坚固,且能选用多种材料制造,故适应性极强。
管壳式换热器广泛应用于各个行业,在水泥生产企业常用作设备稀油站的油冷却器,用作车辆发动机油冷却器等。
长期以来,钢制管壳式换热器以其结构坚固、可靠性高、适应性强和选材广等优点在换热器的生产和使用数量上一直占主导地位。
随着强化传热等技术的发展,管壳式换热器在制造技术和传热性能上也不断提高。
然而,由于结构的复杂性和使用工况的多样性,也常常出现换热器的局部失效甚至整体报废。
一管壳式换热器零部件失效形式及预防措施管壳式换热器的主要零部件包括:筒体、封头、管束、管板、折流板、接管、法兰等,在不同的工况和介质环境下,可能会发生多种形式的失效。
从结构上分析,易发生失效的部位是各构件间的连接处,如管子和管板的连接处;从受力角度分析,在结构的曲面不连续,尤其是应力突变处往往由于存在附加应力而引起失效,如筒体和管板的焊缝处;从使用工况分析,由于高温高压而引起热应力或附加应力、工作介质具有腐蚀性、频繁地开停机而引起换热管的流体诱导振动等,都会造成筒体、换热管甚至整机失效。
1.1 管束失效(1) 管束腐蚀和磨蚀失效换热器的失效大多数是由腐蚀引起的。
最常见的腐蚀部位是换热管,然后依次是管板、换热器封头及小直径的接管。
管束腐蚀和磨蚀失效的主要原因有:①污垢腐蚀;②流体有腐蚀性;③管内壁有异物积累而发生局部腐蚀;④管端发生缝隙腐蚀等。
预防措施包括:①定期清洗管束;②合理选材;③在流体中加入缓蚀剂;④在流体入口设置过滤装置和缓冲结构等。
(2) 传热能力下降在换热器运行过程中,由于工作介质的硬度较高,或流体中含有颗粒物、悬浮物,都会导致管束内、外壁严重结垢。
随着污垢层的增厚,传热热阻很快增大,严重时污垢将会使工作介质流道阻塞,从而导致换热能力迅速降低。
预防的方法是:①充分掌握易污部位、致污物质及污垢程度,进行定期检查;②当流体很容易结垢时,必须采用容易检查、拆卸和清理的设备或结构。
裂解炉线性套管式换热器内管失效的原因分析及在线处理的方法
裂解炉线性套管式换热器内管失效的原因分析及在线处理的方法卢正雄;李元明;张晓【摘要】Cracking furnace waste heat boiler as the core equipment of ethylene plant is widely concerned. In this paper, tube failure and material damage of linear double-tube heat exchanger of waste heat boiler were analyzed, the influencing factors were found out, the proposal, and online processing method was put forward.%裂解炉废热锅炉作为乙烯装置的核心设备被广泛关注。
对废热锅炉线性套管式换热器内管失效和材质损伤进行分析,查找出影响因素,提出建议,并对在线处理作出描述。
【期刊名称】《当代化工》【年(卷),期】2016(045)012【总页数】4页(P2824-2827)【关键词】废热锅炉;线性套管式换热器;材质失效;氧腐蚀【作者】卢正雄;李元明;张晓【作者单位】中国石油抚顺石化公司烯烃厂,辽宁抚顺 113004;中国石油抚顺石化公司烯烃厂,辽宁抚顺 113004;中国石油抚顺石化公司烯烃厂,辽宁抚顺113004【正文语种】中文【中图分类】TQ052线性套管式废热锅炉因其低阻力降,高产汽率,长使用周期的优点被多数乙烯装置使用。
某乙烯装置共有8台裂解炉,其中7台液态原料裂解炉采用USC-176U型超选择性炉,1台气态原料裂解炉采用 USC-12M型炉。
单台液态原料裂解炉共有4组进料,8组废热锅炉,每组废热锅炉有11个线性套管式换热器(SLE),下称SLE,重油炉为辐射段炉管2合1进入一根SLE,轻油炉为辐射段炉管1对 1进入SLE的形式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
套管式换热器失效分析马小明* 李 靖(华南理工大学)摘 要 通过化学成分分析、扫描电镜及残余应力检测等方法对套管式换热器的泄漏原因进行失效分析,并提出了相应的对策措施,以防止类似事故的重复发生。
关键词 套管式换热器 应力腐蚀 失效分析中图分类号 TQ051 5 文献标识码 B 文章编号 0254 6094(2011)02 0228 04某厂有多段VB608套管式换热器,该设备以159mm 5mm不锈钢管为中心管,以 219mm6mm的碳钢管为夹套管。
中心管由90 弯管和两段直管焊接而成。
中心管两端的弯管和直管焊接焊缝处经常发生穿孔导致物料泄漏。
笔者对中心管取样进行了系统的失效分析,以确定失效原因,并提出相关的改进措施。
1 设备简介VB608套管换热器是某厂甲酸钠车间一台重要的换热设备,其主要作用是将N a OH溶液从120 加热到170 ,输送到下一合成工序,为甲酸钠的合成反应提供条件。
设备由20根管每段为6m连续焊接分两排组成,中心管内走Na OH溶液,夹套管内走0.8M Pa的蒸汽。
换热器的工艺条件见表1。
表1 套管换热器工艺条件部位操作压力M Pa操作温度工作介质中心管2.4120~170N a OH溶液(120~150g/L)外夹套管0.8250水蒸气,冷凝水2 检验分析2.1 宏观观察从中心管样品中选取两根管进行失效分析,分别编号为1号管和2号管。
通过对样品的宏观形貌分析发现,1号管外壁未发现可见裂纹,内壁存在多处裂纹,管子内、外壁上存在腐蚀产物;2号管外壁存在多处宏观裂纹,焊缝区域存在腐蚀产物,其外观形貌如图1所示。
图1 2号管宏观裂纹形貌观察图1发现,主裂纹与焊缝方向平行,存在以其为源的分支裂纹,裂纹周边无可见塑性变形,具有应力腐蚀的基本特征。
另外,2号管在焊缝区域经点焊补漏处理,在距焊缝4mm左右存在大量环向裂纹。
2.2 化学成分分析从1号管取样进行化学成分分析,结果列于表2。
检验结果表明,样品(1号管)材料的化学成分与GB/T20878 2007[1]中0Cr25N i20的化学成分一致。
*马小明,男,1962年6月生,副教授。
广东省广州市,510640。
表2 化学成分分析结果%项 目C S i M n S P C r N i 实测值0.0370.3351.2560.0030.04224.87819.879标准值0.081.502.000.030.04524.00~26.0019.00~22.002.3 硬度检验对裂纹附近的热影响区、焊缝和远离裂纹的母材进行维氏硬度检测,结果分别为HV247.3、HV159.6、HV153.7。
0Cr25N i 20的标准维氏硬度低于200HV 。
从硬度检查结果来看,母材的硬度符合性能要求,但焊接热影响区的显微硬度高于远离裂纹母材的硬度,表明焊缝热影响区材料硬度存在不均匀现象。
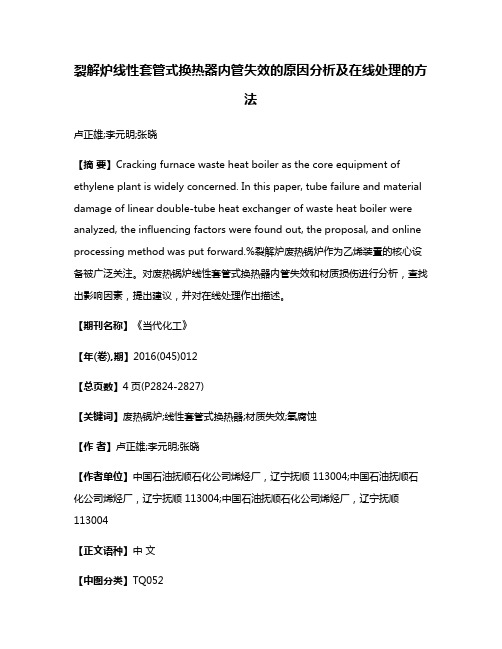
2.4 扫描电镜分析通过取样分析发现,2号管裂纹断面明显可见裂纹起始部位、裂纹稳定扩展区和失稳扩展区这3个区域。
断口可见多条由内壁开向壁厚方向扩展的裂纹,裂纹呈沿晶扩展裂纹(图2),断面撕裂区表面存在明显撕裂韧窝形貌[2](图3),断面深色腐蚀区域微观形貌如图4、5所示,断面覆盖了致密的腐蚀产物。
2.5 断面腐蚀产物分析采集断面中部的腐蚀产物进行微区能谱分析,结果表明产物中含有Na 、O 等元素,与工艺介质相符。
黑色氧化物主要成分为Fe 和O,应属于开裂后进一步氧化所致。
2.6 金相分析从1号管中部取样进行金相分析,该试样未抛光前在靠近内表面部位即发现明显裂纹。
对试样进行金相观察发现,试样在抛光态下,靠近内表面部位呈沿晶腐蚀形貌特征,为孪晶奥氏体[3](图6)。
材料内部局部存在裂纹,大量裂纹是由内表面开始向外扩展的,近内表面裂纹处可见晶间腐蚀(图7),裂纹呈穿晶型。
图6 抛光状态的沿晶形貌图7 晶间腐蚀裂纹对2号管焊缝区金相样品沿径向端面进行观察发现,抛光态下端面明显可见内壁面产生的裂纹(图8),焊缝及附近热影响区域晶粒粗大(图9)。
由此可见,热影响区裂纹更易扩展。
金相分析表明,管子呈沿晶腐蚀形貌,裂纹呈应力腐蚀特征。
焊缝附近区域晶粒粗大,易于裂纹产生及扩展。
2.7 焊缝影响区残余应力测量为测量焊缝影响区域残余应力,选取不含宏观裂纹的1号弯管进行残余应力检测,对焊缝附近区域先进行电解抛光处理,然后进行环向残余应力测试。
测量采用X 350A型X射线残余应力测试仪,测点布局如图10所示,测点间距为3mm,测试结果如图11所示。
分析图11可得,两条曲线趋势大致相同,均呈典型的焊缝区域残余应力分布规律[4],且残余应力最大值均发生在距焊缝4mm位置处,可见易在此区产生应力腐蚀开裂,这与中心管焊缝4mm 左右有较多环向裂纹的宏观观察结果一致。
3 综合分析3.1 应力条件中心管在2.4MPa的操作压力下工作应力水平较高,而且该部位正是焊接残余应力水平较高的焊缝热影响区,结合金相检验结果,裂纹起源处的组织和裂纹尖端的金相组织存在显著差别,显微硬度也高于焊缝区和母材,这种差异起源于焊接过程。
焊接经历了一系列复杂的非平衡的物理、化学和热力学过程,从而导致焊缝和热影响区晶粒粗大等缺陷,从而使焊接接头处存在较高的焊接残余应力,成为应力腐蚀的敏感部位。
3.2 腐蚀介质由套管式换热器的工作条件可知中心管的介质主要为高温碱液。
奥氏体不锈钢在碱液中的应力腐蚀破裂属于碱脆,产生的机理如下:阳极 Fe+3OH HFe O2 +H2O+2e3HFe O2 +H+ Fe3O4+H2O+2e阴极 H++e=H 2H=H2其反应结果是表面生成Fe3O4保护膜,此膜受应力的作用而遭受破坏,继而再钝化使膜修复,当膜的破坏和再修复处于动态平衡状态时,将会发生阳极溶解型应力腐蚀开裂。
4 结束语针对中心管介质中含有较高温度和浓度的碱液,焊缝残余应力较高的实际情况,为避免类似事故的发生,建议根据应力腐蚀介质与材料的组合,合理选材,同时消除避免产生应力集中的结构因素。
严格执行焊接工艺和焊接规范,选择合适的焊接顺序,利用消除应力热处理方法,降低焊缝热影响区的残余应力。
对已发生泄漏的套管式换热器,建议采用补焊修复。
首先打磨消除焊缝微裂纹,然后用N i基焊材,按照相应的焊接工艺补焊。
补焊后,采用振动法对整个换热器进行消除应力热处理。
参考文献[1] G B/T20878 2007,不锈钢和耐热钢牌号及化学成分[S].北京:国家质量监督检验检疫总局,2007.[2] 刘正义,吴连生.机械装备失效分析图谱[M].广州:广东科技出版社,1990:272~273.[3] 任颂赞,张静江,陈质如等.钢铁金相图谱[M].上海:上海科技文献出版社,2003.[4] 宋天民.残余应力的产生与消除[M].北京:中国石化出版社,2006:54~55.(收稿日期:2010 08 29)(上接第156页)[5] 李向良,李振泉,郭平等.CO2驱油实验研究[J].石油勘探与开发,2004,31(5):102~104.[6] 祝春生,程林松,崔书姮等.低渗透油藏注CO2气驱提高原油采收率适应性的研究[J].陕西科技大学学报(自然科学版),2008,36(6):36~41.[7] 范希良,廖新维,张组波.水驱后油藏CO2驱提高采收率与埋存实验研究[J].论文研究,2009,27(61):48~51.[8] 贾英,孙雷,孙良田等.向油藏中注CO2时引起的沥青质沉淀研究[J].新疆石油地质,2006,27(5):581~585.(收稿日期:2010 09 03)Experiment al S tudy on Measur ing Aspha lt ene P rec i p it ati o nVolu me in Carbon D iox i d e F l o oding ReservoirHU Jie1,HE Yan feng1,L i n g Dong1,W ang H ong me i2,LI Hua m i n g3,L I Sen lin4(1.Changzhou Universit y,Changzhou213016,Ch i na;2.Exp loration and D evelopm ent Research Instit u te,Sinop ecH uabei O il f ield Company,Cangzhou062552,Ch i na;3.H eisheng C orp.,D ongy ing257200,China;4.S inop ec Shengli O ii field D am i ng Group Co.,Ltd.,D ongy i ng257000,China)Abstract A dev ice boasti n g of a fully enclosed process,and co m puter con tro l and data acquisiti o n w as de si g ned to m easure asphaltene precipitation vo l u m e i n car bon diox ide fl o od i n g reservo ir and analyze the gasw ith gas chro m atography.The designed dev ice can w ithstand h i g h pressures and te mperatures and ac i d.The exper i m ental ana lysis sho w s that this dev ice helps obtain effects o f bo th ground te m perature and displace m ent pres sure on the aspha ltene precipitation in car bon diox ide flooding reser vo ir.Key wor ds car bon d i o x i d e,aspha ltene,prec i p itati o n vo lu m e。