漆包线检验标准2
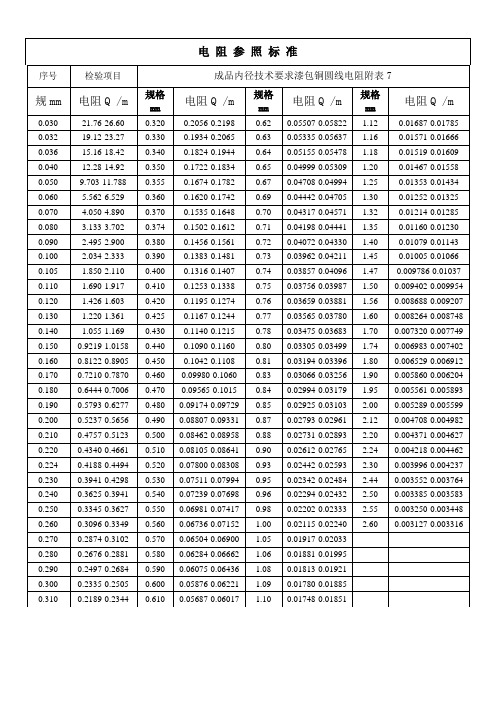
漆包铜线GB-T6109检验参考标准
0.5237-0.5656
0.490
0.08807-0.09331
0.87
0.02793-0.02961
2.12
0.004708-0.004982
0.210
0.4757-0.5123
0.500
0.08462-0.08958
0.88
0.02731-0.02893
2.20
0.004371-0.004627
1.055-1.169
0.430
0.1140-0.1215
0.78
0.03475-0.03683
1.70
0.007320-0.007749
0.150
0.9219-1.0158
0.440
0.1090-0.1160
0.80
0.03305-0.03499
1.74
0.006983-0.007402
0.160
0.250
0.3345-0.3627
0.550
0.06981-0.07417
0.98
0.02202-0.02333
2.55
0.003250-0.003448
0.260
0.3096-0.3349
0.560
0.06736-0.07152
1.00
0.02115-0.02240
2.60
0.003127-0.003316
≤0.004
0.020
0.302
0.033
0.319
0.050
0.335
0.280
±0.004
≤0.004
0.020
0.312
0.033
0.329
0.050
漆包线检验标准 QA
东莞立亚达电子有限公司Dong Guan Readore Electronics Co,Ltd ISO 9000 三阶文件文件编号QA -J- 01 A 版本 A页码第1页共17页标题IQC检验标准细则—02漆包线生效日期检查处2.标志正确、清楚抽样样本数目视检查/ √其它供应商出货检验报表每批1份目视检查/ √材质证明三个月附1次目视检查/ √环境物质测试报告1年1次目视检查/ √保证函每批1份目视检查/ √东莞立亚达电子有限公司文件编号QA -J- 01 AISO 9000 三 阶 文 件页码第2页 共17页标 题IQC 检验标准细则—02漆包线生效日期东莞立亚达电子有限公司文件编号QA -J- 01 A2.检验标准说明:2.1IQC 对漆包线进行检验时,其抽样标准定订如下:2.1.1 漆包线是供货商以连续生产之方式及一次性配料生产同一批之材料;2.1.2依此物料之特性,故订出抽验标准及判定依据如下(所谓的抽样轴数,是指抽取试验样品之载体,而非指试验品数);抽样表:2.2漆包线耐压试验: 2.2.1漆包线均要做耐压试验;三层绝缘线依照第一种进行耐压试验。
2.2.2圆形漆包线试验条件及规格(漏电流: 0.5mA 时间1S):(转下页) 注:a. 直径在0.100mm 及以下的用圆棒法试验;直径在0.100mm 以上,2.500mm及以下的用扭绞法试验;直径在2.500mm 以上的用铝箔法试验; b. 介于相邻直径间的中间规格导线,取较大直径相应的破坏电压值;c. 圆棒法: 取试样12cm,单层、紧密、均匀地卷绕30圈于直径为1.0mm 的钢棒上,电压施于漆膜与钢棒之间; d. 扭绞法: 取试样12cm(线头镀锡),弯折并缠绕扭合成一股(线径与扭合次数如下表),电压施于漆膜与导体之间:e.受检批重量(Kg) 抽样轴数 次要缺点允收/拒收0~45 1 0/1>45~175 2 0/1>175~350 3 0/1>350~550 4 0/1 >550~1450 5 1/2 >1450~3000 6 1/2>3000~4000 8 1/2>4000~7000 10 2/3 >7000~10000 12 2/3 以上线径(mm) 0.120 0.180 0.290 0.410 0.710 1.200 2.500 扭合次数302420161296圆形漆包线试验条件及规格(漏电流: 0.5mA 时间1S)东莞立亚达电子有限公司 文件编号 QA -J- 01 A 版本 A 导体直径 mm 破坏电压(VAC)0种1种 2种 0.018110 0.020 250 120 0.022 275 130 0.025 300 150 0.028 325 170 0.032 375 190 0.036 425 225 0.040 475 250 0.045 550 275 0.050 600 300 0.056 650 325 0.063 700 375 0.0717004250.080 1200 850 425 0.090 1300 900 500 0.100 1400 950 500 0.112 3900 2700 1300 0.125 4100 2800 1500 0.140 4200 3000 1600 0.160 4400 3200 1700 0.180 **** **** 1700 0.200510035001800Dong Guan Readore Electronics Co,LtdISO 9000 三 阶 文 件页码 第4页 共17页标 题IQC 检验标准细则—02漆包线生效日期2.2.3方形漆包线试验方法(金属箔电极法)及规格:a. 取6mm 宽的薄金属箔置于13mm 宽的粘胶带中央,并将此种胶带剪成74mm 长的小段作为电极;b. 取4个此种电极,金属箔朝向,导线绝缘层紧密平贴于间距51mm 的方形导线棱角处,胶带至少包覆漆包线一圈半;c. 测试电路之漏电流为0.5mA,电压分别顺次施于各电极与导体间;d. 测试电压从O 开始以500(±20%)VAC/1SEC 的速率均匀增加至漆包线被击穿,最小击穿电压如下:e. 若在正常的实验室条件下,高压试验失败,重新取线,使线不受任何外力及弯曲,在60±3℃烘干20±1分钟,冷却至室温,再按照前面的程序,做高压测试。
漆包线检验规范

1、检验条件:
温度:
相对湿度:
距离:人眼与产品表面的距离为
或
时间:检测量面和其它不超过
位置:检视面与桌面成
照明:
2、漆包线检验规范
序号
检验项目
检验标准
缺失
分类
允收水平
检验
工具
检验
地点
1
规格检验
品名规格与物料确认书一致
CRI
AC=0RE=1
目视
检验区
2
颜色
依订购单之要求
MAJ
AC=0RE=1
7
耐压试验
AC:300V/1Min无击穿
CRI
AC=0RE=1
耐压试验机
实验室
备注:1.IQC进料之抽样计划依本公司C=0抽样方案,根据来料之批量依(轴,卷,袋装材料抽样表)执行抽样,不再对每个检验项目定出样本.
2.将各项目检验的相应结果填入在《铜线检验报告》中.
目视
检验区
3
条数
依物料确认书要求
MAJ
AC=0RE=1
目视
检验区
4
线径
依物料确认书要求
MAJ
AC=0RE=1
千分尺
无露铜;
2.扁平电缆均匀,表面平滑,无脱漆等.
MIN
AC=0RE=1
目视
放大镜
检验区
6
包装
内用PE膜,外用发泡袋包装
MIN
AC=0RE=1
目视
检验区
漆包线回弹角检验作业指导书

3.2导体标称直径d>1.600mm
漆包线的最大回弹角应不超过5°
表13回弹性
导体标称直径/mm
圆棒直径/mm
负荷/N
最大回弹角/(°)
1级
2级和1B级
3级和2B级
0.315
0.355
0.400
19
4.0
50
48
45
55
53
50
62
59
55
0.450
0.500
0.560
25
8.0
44
43
41
48
47
44
53
51
48
0.630
0.710
0.800
37.5
12.0
46
44
41
50
47
43
53
50
46
0.900
1.00
1.120
1.250
1.400
1.600
5015.045来自423935
32
28
48
45
41
37
600mm当用规定负荷在规定圆棒上试验时漆包线的最大回弹角应不超过下表的规定值必要时参照内控标准
漆包线回弹角检验作业指导书
1、使用器材:回弹试验仪、斜口钳
2、测试条件:
2.1测试环境温度:一般条件使用温度:23±12℃
2.2测试环境湿度:一般条件使用湿度50±20%
3、测试方法:
3.1导体标称直径为0.080mm<d<1.600mm
34
30
51
47
漆包线检验标准QA

0种
1200 1300 1400 3900 4100 4200 4400 4700 5100 5200 5500 5800 6100 6400 6600 6800 7000 7100 7100 7200 7400 7600 7600 3800
破坏电压(VAC) 1种
250 275 300 325 375 425 475 550 600 650 700 700 850 900 950 2700 2800 3000 3200 3300 3500 3700 3900 4000 4100 4300 4400 4400 4600 4600 4800 4800 4900 5000 5000 2500
>550~1450
5
1/2
注 :>1450~3000
6
1/2
>3000~4000
8
1/2
a.>4直000径~7在0000.100mm 及以 下1的0 用 圆棒法 试验 ;直径 在2/30.100mm 以
>70上00,~21.0500000mm 及以下的用扭12绞法试验;直径在 2.5002m/3 m 以上的用
10000 以上
13
2/3
注 : 上表中铝O箔/1法表试示验次要; 缺点 之 允收 /拒 收。
b. 介于相邻直径间的中间规格导线,取较大直径相应的破坏电压值;
c. 圆棒法: 取试样 12cm,单层、紧密、均匀地卷绕 30 圈于直径为
1.0mm 的钢棒上,电压施于漆膜与钢棒之间;
d. 扭绞法: 取试样 12cm(线头镀锡),弯折并缠绕扭合成一股(线径与
2种 110 120 130 150 170 190 225 250 275 300 325 375 425 425 500 500 1300 1500 1600 1700 1700 1800 1900 2100 2200 2200 2300 2300 2300 2400 2500 2600 2600 2600 2700 2700 1300
漆包线检验指导书20201020
拟定时间一.适用范围:1.本公司生产之所有漆包线均适用本规格承认书。
2.漆包线种类:UEW、UEWF、UEW+ NY、UEWF+NY、UEWH、UEWH+NY,包括系列有色线(R、B、G)、EIW、EIW+ NY、PEW、PEW+ NY。
3.NY 漆包线、双被覆尼龙NY 涂料,具有优良的耐磨性及排线,便于高速绕线作业。
二.检验项目:适用于所有种类漆包线。
1.UEW 系列包括:UEW+ NY 系列有色线。
2.PEW 系列包括:PEW+ NY。
3.EIW 系列包括:EIW+NY。
4.UEWF 系列包括:UEWF+NY 系列有色线。
5.UEWH 系列包括:UEWH+NY 系列有色线。
1 外观7 直焊性2 尺寸8 耐热冲击3 针孔9 耐软化性4 伸长率10 密著性5 绝缘破坏电压11 曲伸性6 导体电阻三.耐温等级:1.UEW:聚胺酯漆包线,耐热等级为 B 级130︒C,可直焊(UL-E196072)。
2.UEW F:聚胺酯漆包线,耐热等级为 F 级155︒C,可直焊(U L-E196072)。
3.PEW:聚酯瓷漆包线,耐热等级为 F 级155︒C 不可直焊性(U L-E196072)。
4.EIW:聚酯亚胺漆包线,耐热等级为H 级有 180︒C 和200︒C,可直焊与不可直焊二种(U L-E196072)。
5.UEW H:聚胺脂漆包线,耐热等级为H 级180C,可直焊(U L-E196072)。
漆包线针孔检验指导书一.使用器材:针孔试验机、水盆、锡炉、清水杯、酒精灯、剪刀、提钩、3 寸胶轴、5 寸胶轴。
二.试验原料:食盐、酒精、酚酞、清水。
三.测试条件:1.测试环境温度:一般条件使用温度:22.5±12.5C。
2.测试环境湿度:一般条件使用湿度:5020%。
3.测试电流电压:DC12V 电流电压一分钟。
4.溶液之配方比例:浓度为3%的酚酞酒精溶液加入到浓度为0.2%的食盐水中,比例适中。
四.测试原理:根据电解铜的原理,2CU+2H2O 通电2CUO(红色)+2H2,汽孔处呈红色状,即为针孔。
漆包线检验规范和绕线工艺
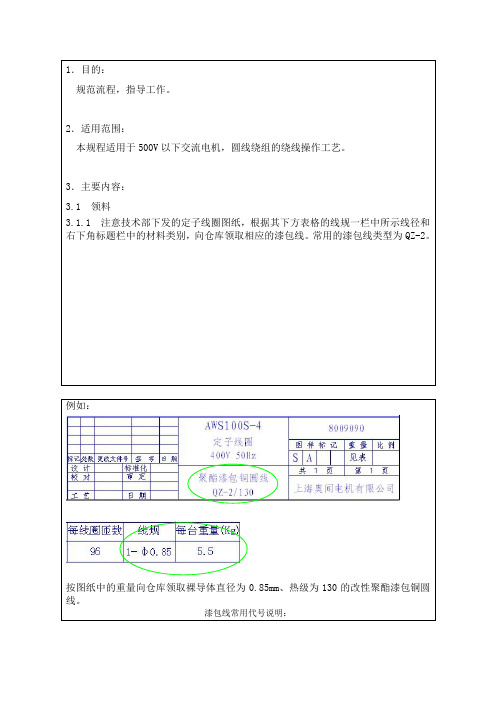
1.目的:规范流程,指导工作。
2.适用范围:本规程适用于500V以下交流电机,圆线绕组的绕线操作工艺。
3.主要内容:3.1 领料3.1.1 注意技术部下发的定子线圈图纸,根据其下方表格的线规一栏中所示线径和右下角标题栏中的材料类别,向仓库领取相应的漆包线。
常用的漆包线类型为QZ-2。
例如:按图纸中的重量向仓库领取裸导体直径为0.85mm、热级为130的改性聚酯漆包铜圆线。
漆包线常用代号说明:3.1.2 测量漆包线:测量工具;微米干分尺,精确度O.002mm ;酒精灯;抹布;打火机。
漆包圆线,导体直径d<0.100mm时,测力0.1-1.0N;导体直径d≥0.100mm测力I-8N。
漆包扁线测力4-8N。
①.测量外形尺寸(外经)D:即导体涂上一层绝缘漆膜后所测得的直径。
对于圆线,当导体标称直径d≤0.200mm时,在相距各1m的3个位置,各测量一次外径,记录3个测量值,取其平均值作为外径。
当导体标称直径d>0.200mm时,相距1m的两个位置上,每个位置沿线周均分测量3次外径,记录6个测量值,取其平均值作为外径。
对于扁线,在相距各100mm的3个位置上各测量宽边和窄边尺寸1次,取再穿过保护桶上方的两个瓷嘴穿过线架前方的多孔瓷嘴,套上若干个白色套管,数目约为当天所需加工的定子铁心个数乘以9再加上1。
根据定子铁心的型号和规格,如:B5、B7、F4等等,以及定子铁心长度,来选择相例如:加工2个如下要求的定子铁心按:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“7”“2”“0”“0”“9”“6”→“B”“R”→“START”注意:如果需加工此定子铁心的数目超过2个时,比如说上面这个例子改为加工4个定子铁心,即AA=144圈,由于AA max= 99圈,则剩余的45圈必须要进行第二次设置,输入则改为:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“9”“9”“0”“0”“9”“6”→“B”“R”→“START”,绕完这99圈后,再接着绕需要的45圈线,重新再设置:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“4”“5”“0”“0”“9”“6”→“B”“R”→“START”最终一共完成4台电机所需的线圈数,共144圈线。
漆包线检验规范及绕线工艺
1.目的:规范流程,指导工作。
2.适用范围:本规程适用于500V以下交流电机,圆线绕组的绕线操作工艺。
3.主要内容:3.1 领料3.1.1 注意技术部下发的定子线圈图纸,根据其下方表格的线规一栏中所示线径和右下角标题栏中的材料类别,向仓库领取相应的漆包线。
常用的漆包线类型为QZ-2。
例如:按图纸中的重量向仓库领取裸导体直径为0.85mm、热级为130的改性聚酯漆包铜圆线。
漆包线常用代号说明:3.1.2 测量漆包线:测量工具;微米干分尺,精确度O.002mm ;酒精灯;抹布;打火机。
漆包圆线,导体直径d<0.100mm时,测力0.1-1.0N;导体直径d≥0.100mm测力I-8N。
漆包扁线测力4-8N。
①.测量外形尺寸(外经)D:即导体涂上一层绝缘漆膜后所测得的直径。
对于圆线,当导体标称直径d≤0.200mm时,在相距各1m的3个位置,各测量一次外径,记录3个测量值,取其平均值作为外径。
当导体标称直径d>0.200mm时,相距1m的两个位置上,每个位置沿线周均分测量3次外径,记录6个测量值,取其平均值作为外径。
对于扁线,在相距各100mm的3个位置上各测量宽边和窄边尺寸1次,取再穿过保护桶上方的两个瓷嘴穿过线架前方的多孔瓷嘴,套上若干个白色套管,数目约为当天所需加工的定子铁心个数乘以9再加上1。
根据定子铁心的型号和规格,如:B5、B7、F4等等,以及定子铁心长度,来选择相例如:加工2个如下要求的定子铁心按:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“7”“2”“0”“0”“9”“6”→“B”“R”→“START”注意:如果需加工此定子铁心的数目超过2个时,比如说上面这个例子改为加工4个定子铁心,即AA=144圈,由于AA max= 99圈,则剩余的45圈必须要进行第二次设置,输入则改为:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“9”“9”“0”“0”“9”“6”→“B”“R”→“START”,绕完这99圈后,再接着绕需要的45圈线,重新再设置:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“4”“5”“0”“0”“9”“6”→“B”“R”→“START”最终一共完成4台电机所需的线圈数,共144圈线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.漆包线的产品标准和试验方法标准;
1 漆包圆线的产品标准;GB6109-90系列标准:
2 漆包扁线的产品标准:GB/T7095-i995系列
3.漆包圆线和扁线的试验方法标准:GB/T4074-1999
二.漆包线的检验和试验
漆包线检验的内容包括;外观和尺寸的检验测量,性能的测试。
其中性能包括:机械性能,化学性能,热性能和电性能。
现在我们主要对外观,尺寸进行讲解。
1.漆包线表面(外观)应光洁,色泽均匀,无粒子,无氧化,发毛,阴阳面,黑斑点,脱漆等影响性能的缺陷,排线应整齐,平整紧密,地绕在线盘上,不压线,收放自如影响表面的因素很多,它与原材料,漆料,设备,工艺,环境等因素有关。
2.尺寸
2.1 漆包圆线尺寸包括:外形尺寸(外经)D
导体直径d
导体偏差△d
导体的圆度f
漆膜的厚度t
2.1.1 外径是指;导体涂上一层绝缘漆膜后所测得的直径。
2.1.2 导体直径;是指去除绝缘层后金属线
2.1.3 导体偏差;是指导体直径的实测值与标称值之间的差。
2.1.4 不国度(f)值是指导体每个截面上测量的最大读数和最小读数的最大差值。
2.2 测量方法;
2.2.1测量工具;微米干分尺,精确度0.001mm
漆包圆线,d<0.100mm 测力0.1-1.0N
d≥0.100mm 测力I-8N
漆包扁线测力4-8N
2.2.2 外径
2.2.2.1 (圆线)当导体标称直径d≤0.200mm时,在相距各1m的3个位置,各测量一次外径,记录3个测量值,取其平均值作为外径。
2.2.2.2 当导体标称直径d>0.200mm时,相距1m的两个位置上,每个位置沿线周均分测量3次外径,记录6个测量值,取其平均值作为外径。
2.2.2.3 (扁线)相距各100mm3个位置上各测量宽边和窄边尺寸1次,取其3个测量值的平均值作为宽边和窄边的外形尺寸。
2.2.3 导体尺寸
2.2.
3.1 (圆线)当导体标称直径d≤0.200mm时,在相距各1m的3个位置用不损伤导体的任何方法除去绝缘各测量1次导体直径:取其平均值作为导体直径。
2.2.
3.2 当导体标称直径d>0.200mm时,用不损伤导体的任何方法除去绝缘,沿导体圆周均分的三个位置分别测量,取其三个测量值的平均值作为导体直径。
2.2.2.3 (扁线)相距各100mm3个位置上,用不损伤导体的任何方法除去绝缘,分别测量宽边和窄边尺寸1次,取其3个测量值的平均值作为宽边和窄边的导体尺寸。
2.3 计算
2.3.1 偏差=d实测-d标称
2.3.2 f值=导体每个截面上测量的任何直径读数的最大差值
2.3.3 t=D-d 实测
举例1.观有一盘QZ-2/1300.710mm的漆;包线,测量数值如下
外径;0.780 0.778 0.781;0.776 0.779 0.779;导体直径;0.706 0.709 0.712;求其的外径,导体直径,偏差,f值,漆膜厚度,并进行判断是否合格。
解:D=0.780+0.778+0.781+0.776+0.779=0.7796
d=0.706+0.709+0.712=0.709mm
偏差=d实测-d标称=0.709-0.710=-0.001mm
f=0.712-0.706=0.006
t=D-d实测=0.779-0.709=0.070mm
经测量,该规格漆包线尺寸符合标准要求。
2.3.4扁线;加厚漆膜0.11<&≤0.16mm
普通漆膜0.06≤&≤0.11mm
Amax=a+△+&max
BmaX=b+△+&maX
当A B的外径尺寸不超过Amax Bmax时,允许漆膜厚度超过&max
标称尺寸a(b) 偏差
A(b)≤3.15 ±0.030
3.155<a(b)≤6.30 ±0.050
6.30<b≤12.50 ±0,07
12.5<b≤16.00 ±0.100
举例2,观有扁线QZYB-2/180 2.36×6.30mm,测得尺寸,
A;2.478,2.471,2.469 a;2.341,2.340,2.340
B; 6.450,6.448,6.448, b;6.260,6.258,6.259,
求其漆膜厚度,外径,导体,并进行判断。
解:A=2.478+2.471+2.469=2.473
B=6.450+6.448+6.448=6.449
a=2.341+2.340+2.340=2.340
b=6.260+6.258+6.259=6.259
漆膜厚度;a边;2.473-2.340=0.133mm
b边;6.499-6.259=0.190mm
产生导体尺寸不合格的原因除半成品导线有隐性缺陷或规格不均匀外,主要是涂漆过程放线张力:各部分毛毡夹松紧度调整不当或放线和导轮转动不灵活,把线拉细。
漆膜绝缘尺寸不合格主要是毛毡松紧调整不合适或配模不当及模具没有装好。
另外,工艺速度,漆的粘度,固体含量等的变化也会影响漆膜厚度。
3.漆包线的性能
3.1 机械性能:包括伸长率,回弹角,柔软度和附着性,刮漆,抗拉强度等项目。
3.1.1 伸长率反映材料的塑性变性,用其来考核漆包线的严展性。
3.1.2 回弹角,柔软度则反映材料的弹性变形:用其来考核漆包线的柔软度。
伸长率和回弹角,柔软度的好坏反映了铜材质量和漆包线退火程度影响漆包线伸长率:回弹角主要因素为(1)线材质量:(2)外力的影响。
(3)退火的程度有关。
3.1.3 漆膜的韧性包括卷绕,拉伸,即漆膜随导体拉伸变形而不破裂的允许拉伸变形量。
3.1.4 漆膜的附着性包括:急拉断,剥离,主要考核漆膜对导体的附着性能力。
3.1.5 漆包线漆膜的耐刮试验,反映漆膜抗机械刮伤的强度。
3.2 耐热性能;包括热冲击和软化击穿试验
3.2.1 漆包线的热冲击是体观漆包线的漆膜在机械应力作用下对热的承受能力。
影响热冲击的因素;(1)漆料的影响,(2)铜线的影响,(3)漆包工艺的影响
3.2.3 漆包线的软化击穿性能是衡量漆包线的漆膜在机械力作用下忍受热变形的能力,即受压力的漆膜在高温下塑化变软的能力。
漆包线漆膜耐热软化击穿性能高低决定于漆膜的分子结构得其分子链间作用力的大小,
3.3 电性能;包括击穿电压:漆膜连续性,直流电阻试验。
3.3.1 击穿电压是指漆包线漆膜所承受的电压负荷的能力。
影响击穿电压主要因素:(1),漆膜厚度:(2)漆膜圆整度,(3),固化程度。
(4),漆膜中的外界杂质。
3.3.2 漆膜连续性试验也叫针孔
它主要的影响因素,(1)原材料的影响:(2)操作工艺得影响:(3)设备的影响。
3.3.3 直流电阻是指单位长度里所测得的电阻值。
影响电流电阻主要:(1)退火程度,(2)漆包设备。
3.4 耐化学性能:包括耐溶剂性能,直焊性。
3.4.1 耐溶剂性能指一般漆包线在绕制成线圈后:要经过浸渍过程,浸渍漆中的溶剂对漆膜有不同程度的溶胀作用在较高的温度下更甚。
漆包线漆膜的耐化学性能主要决定于漆膜本身的特性:在漆料一定条件下漆包工艺对漆包线的耐溶剂性能也有一定的影响。
3.4.2 漆包线的直焊性能,反映漆包线在不去除漆膜绕制加工过程中焊锡的能力。
影响直焊性的主要因素为:(1):工艺的影响,(2)漆料的影响。
三.自检
为了提高产晶质量,预防和减少不合格产生,把不合格因素解决在生产过程中,特别提倡操作工进行自检:所谓自检就是操作工根据工艺规程对产品(成品,半成品,在制品)的尺寸,排线,及表面等质量的检查。
6.1 首件检查;在上盘;换规格:调换模具,调换原材料;工艺调整时应对产晶的规格;尺寸:表面及排线进行检查。
比如,拉丝换模具;首先你要对模具的合理进行确认,穿模以后试拉;检查尺寸是否符合规定要求,表面是否光洁;经过一段时间后再检查一下;漆包线操作工在接头时;先要对裸线的尺寸进行测量;表面是否光洁;有无缺陷,排线是否完好。
6.2 生产过程中进行检查,要严格执行工艺和设备操作规程,进行“勤看”,“勤测”,“勤检”,保证产品内外一致。
6.3 完工检查;产品制造出来后,每一盘进行尺寸,表面,排线及标签等检查。
还模拟一些试验进行初步判断,如小规格的用两手抓紧一根线,用力拉断,用手摸一下这根线,表面是否发毛;如发毛则说明这根线的漆膜弹性不好,大规格的线则对折一下,弯曲处是否开裂等。
6.4 互检,应对上一通工序下来的在在制品,半成品和上一班交下来的产品进行检验,合格的接收,不合格的则绝收。
6.5 只有通过自检,认为合格的,才能送专职检验人员进行检验,只有一环紧扣一环;层层把关:才能减少不合格的产生,只有共同努力,人人把关,才能实现零缺陷的品质,才能使顾客满意,才能使我们的产品在激烈的市场竞争中占有一席之地。