模切与印刷的同步问题
论模切工艺在印刷后期中的运用
理 论研 究 ・设 - i
’l 0 。l l ~
摘 要 :模 切 工 艺 是 印刷 后 期 加 工 中 的 一 所 注 意 ,但 如 果 运 用 得 当 ,它 同时 也 可 达 到 一 种 有 趣 的 设 计 目 种 造 型 工 艺 , 它 赋 予 印 昂I 不 同 于 传 统 的 形 态 的 。 品 及 样 式 , 将 印 刷 品 从 二 维 的 平 面 拓 展 到 三 维 空 = 、模 切 技术 的运 用
囊
曩
一 再
冀。
一
关键 词 :模 切 工 艺 ;形 态设 计 ;造 型 样 式
一
。
|
誊
、
模ቤተ መጻሕፍቲ ባይዱ 技 术概 述
1 模 切 的概 念 . 模切 是在 印刷 后 期 加 工 中 , 对 印刷 品进 行异 形处 理 的 工 艺 ,分 为模 切 工 艺 和 压 痕 工 艺 。模 切 工 艺 是将 模 切 刀 排 列 成 设 计 作 品 的 图样 , 从而 制 成模 切 皈 ,在 压 力 的作 用下 , 将 印刷 品或 其 他 材 质 的版 坯 部 分 或 完 全 地 裁 切 为所 需形 状 或 切 痕 的 成型 工 艺 。压 痕 工 艺 则 是一 种 褶 皱 技 术 ,使 用 压 线 刀 或 压 线模 , 经过 压 力 作 用 , 在 版坯 上 形 成 压 痕 , 使得 版 ’ 料 能在 某 个 特 定位 置变 得 容 易折 叠 。 例 如 某 些 优 惠 券 为 方 便 顾 客 折 撅 , 而 使 用 压 痕 工 艺 。 由于 模 切 压痕 工艺 可 将 模 切 刀 与 压线 刀 排 列 在 同一 模 板 中 ,两 种 工 艺 能 在模 切机 上 l 同时进 行 ,因 而两 者统 称 为模 切 。 穿孔 是 一种 类 似模 切 的 技术 。将 穿孑 压 L 尺 放 置 在 印 刷滚 筒 一 侧 ,便 可 在纸 张 通 过 印 空间 。 刷 机 时 , 在纸 张一 侧 打 出 孔 洞 , 例如 邮票 或 3 .技 术 的运用 应 正确 表达 设计 的 目的意图 杂志 中 的 卡 片边 缘 。因 而 穿 孔可 以 与 印刷 同 设 计 师在 进 行 设 计 时 ,会 有 自 己的 目 的和 意 图 ,这 类 似 于 时进 行 。 作 品的 脊髓 ,贯 穿于 设计 始 终 。这 些 目的会透 过 设计 传达 给 观看 者 ,而 使用 的 ~些 技 术便 成 为传 达 意 图 的桥梁 。比 如说 当一 张纸 2 .模 切 的方 式 模 切 的方 式 可 分 为 三 种 :手 工排 刀 、金 上 出现 压痕 过 的线 时 , 人们 自然 的 就会 想 到将 其折 叠 ; 出现 ~排 属蚀刻 及激 光 模切 。 穿孔 过 的孔 洞 时 ,人 们也 能 知道 此 处可 以撕开 ,换 句 话 说技 术 的 手 工排 刀 是 钢 制 压 尺 弯 曲或 定 型成 设 计 使用 可 以直 接传 达 设 计 的含 义 而不 需要 再 用 多余 的笔 墨 去说 “ 由 j 作 品 的 所 需 形状 ,再 将 刀 片 固 定 在木 质 底 版 此 撕开 ”这 类话 语 。 上 ,这 _ 方式 的局 限性 是 压 尺可 能无 法 弯 曲 。 4 .技 术 的运用 应 提高 设计 的 审美情 趣 美是 人们 始 终追 求 的 精神 享 受 。美 的 设计 可 以引起 人 们 的共 成 某个 理想 弧 度 ,并 且 设计 者 也会 受 到弯 曲度半 径 的 限制 ( 常 通 最 小 半径 约 为4 8m 。为达 到更 加 复 杂精 密 的边 缘 形状 ,设 计 鸣 ,给 人 们带 来 情感 上 的 满足 ,选 择 合适 的技 术能 够很 好 的 帮助 .m ) 者通 常 会使 用 金属 蚀 刻 ,而 最为 精 密 的方 式便 是 激光 模 切 ,它 可 设 计师 达 到这 ~ 目的 。一 些名 片或 宣 传册 甚 至摒 弃 油墨 印刷 ,而 以对 纸 张 , 以及 如 塑 料 、金 属 、玻璃 等 非 纸类 材 料进 行 裁 切 。 由 直 接使 用 模切 技 术将 内容 在纸 上刻 印出 来 ,这 样 的镂 空效 果能 够 于其 精密 度极 高 ,适用 于有 细 小公 差或 精确 套 印 的设 计 中。 让 受众 不 但通 过 视觉 来观 看 ,还 能使 用触 觉 来感 受 设计 作 品表 面 3 模切 的过 程 . 的 肌理 与质 感 ,带 来独特 的审美 体 验 。 模 切 的过 程 大致 可 分为 上版 、调 节压 力 、确 定 规矩 、固 定橡 三 、模切 技 术的 局 限性 皮 弹塞 、试 压模 切 、正式 模 切 、清废 、成 品 检查 、 点数验 收 。 任 何 事物 都 是 一 把 双 刃 剑 ,有 利 有 弊 ,模 切 技 术 也 有 其 自 首 先对 制 作好 的模 切 版进 行 校对 ,观 察 其是 否完 全 符 合设 计 身 的局 限性 。它 的 使用 会 提 高作 品成 本 ,裁 切 过后 也会 造 成材 料 要 求 ,检 查钢 刀 的位 置 ;两 个相 交 刀 口是 否 合缝 ( 果刀 口之 间 如 的浪 费 ,尤其 是 选 用 的~ 些特 种材 质 ,往往 需 要谨 慎考 虑 :模 切 有 缝隙 ,会 造 成 裁切 掉 的部 分 不能 完全 脱 落 ,从 而造 成 裁 切不 彻 技 术 容易 导致 印刷错 误 ,增加 次 品 的出现 机 率 ,也 会 出现 一些 设 底 ) 。如果 没有 问题 ,便 可将 模 切版 固定 在模 切 机 的版框 内 ,初 计 师无 法 预想 的 问题 ,所 以必 须准 备 后备 方 案 , 以免耽 误 制作 时 步 调整 板 的位 置 。然 后 调节 压力 ,垫上 纸 后 ,先 开机 压 印 几次 , 间 。裁 切 形状 也 需要 仔 细 思考 ,比如 带尖 角 的造 型 就容 易 勾住 别 将钢 刀 碰平 ,然 后 在 纸上 试 压 。观 察纸 上 钢 刀的 切痕 是 否 受压 均 的 东西 ,造 成作 品 的损坏 。 匀 。再根 据 纸张 厚 度来 计 算垫 纸 的厚 度 , 即垫 纸 厚度 是钢 刀高 度 四 、正确 使 用模 切技 术 在于 整体 设计 减 去 钢 线高 度再 减 去模 切 纸板 的 厚度 。调节 好 压 力后 ,便 可 确 定 将 设计 作 一 成 是一 个 整 体 ,将 设计 过程 看 成 是一 个完 整 的 看 被 模 切 对象 的位 置 , 即确 定规 矩 , 一般 居 中最 宜 。再 固 定 高于 刀 时 间段 。技 术 的 运用 是将 设 ‘ 的创 意思 维转 化 为 设计 作 品 ,它 师 刃 的橡 皮 弹 塞 ,利 用弹 塞将 裁 切 好 的纸 板从 刀 口推 出。完 成 以上 仅仅 是 整个 设 计 中的 一个 零 件 ,不 能 为 了技术 而技 术 , 只 为提 高 步骤 后 ,试 压 出 样张 ,检 查 是否 合 乎要 求 ,等 确 定后 进 行 正式 模 作 品的 科技 含 量而 滥 用 ,就 会 造成 不 必要 的浪 费 ,或 是 形式 冲淡 切 。模 切途 中要经 常 检 查如 压力 是 否均 匀 、钢刀 边缘 的清 洁磨 损 内容 ,反 而混 淆 了观 看 者 。设 计者 应 当从 整 体 去考 虑 ,选 择合 适 程度 、橡皮 弹 塞 的弹 力 如何 等 ,将 成 品 与样 张进 行 比对 。最 后 对 的 技术 ,达到 形 式 与 内容 的统 一 ,艺 术 与技 术 的结 合 ,局 部与 整 体 的协 调 ,使设 计作 品如 虎 添翼 。 成 品进行 检 查 ,剔除残 次品 ,点数 验 收 。
模切过程中存在六大质量问题及解决办法

模切过程中存在六大质量问题及解决办法1. 模切精度不高精度不高的原因有模切版本身的问题,也有来自印刷品的问题。
手工制作的模切版,误差较大;模切压痕与印刷的作业环境不同会造成纸张变形,导致模切压痕位置不准,尤其是经过上光、覆膜的纸张变形更严重,影响模切精度。
解决办法:选择先进的制版方式,提高模切版的精度:尽量保证模切压痕与印刷在同一作业环境下进行或保证作业环境的同一性(即有相同的温度、湿度等);对上光和覆膜的印张要进行模切预处理,尽量减少纸张变形对模切精度的影响。
2. 模切压痕产生爆线和暗线“爆线”是指由于模切压痕压力过大,超过了纸板纤维的承受极限,使纸板纤维断裂或部分断裂;“暗线”是指不应有的压痕线。
一般是由模切版和压痕钢线选择不合适,模切压力调节不当,纸张质量差,纸张的纤维方向与模切版排刀方向不一致或纸张的含水量低导致纸张柔韧性下降所引起的。
解决方法:选择合适的模切版;适当调节模切机的压力;在模切之前先把要模切的纸张放置在车间里一段时间;加大车间环境的湿度。
另外还有一种特殊情况,就是在模切硬盒烟包小盒时,由于很多位置的压痕线之间距离很近,如果按正常情况配置压痕钢线的高度,模压时对纸张的拉力过大,也会造成爆线。
因此,应设法把对纸张产生的拉力降到最小。
方法有两个:一是降低压痕钢线的高度;二是减少压痕底模条的厚度,两者不能同时使用,否则起不到很好的压痕效果。
较好的方法是降低压痕钢线的高度,降低的高度通常为0.1~0.2mm。
根据纸张厚度确定具体降低多少,定量在350g/m2以上的纸张需降低0.2mm,350g/m2以下的纸张降低0.1mm为宜。
3. 压痕线跑位.不饱满压痕钢线在模切压力的作用下出现扭动会导致压痕线跑位;模切压力不足会导致压痕不饱满。
分别采用更换模切版和加大模切压力的方法可改善此问题。
4. 模切起毛,起尘在模切时,经常会出现模切产品切边不光洁、起毛的现象,特别是一些离压痕线较近的切边处更是严重。
思信标签:分析不干胶标签模切加工的常见问题

不干胶标签模切加工常见问题解析所谓模切就是利用模切刀版将不干胶标签材料切割成需要形状的工艺。
多数模切工艺都是对不干胶标签材料进行半切穿,即只切穿不干胶标签材料的面材和胶黏剂层,而不切穿底纸。
目前常用的不干胶标签模切方式有平压平模切和圆压圆模切两种。
其中平压平模切可以连线加工,也可离线加工,而圆压圆模切则为连线加工。
1、标签随排废边被带起的问题1、面材与底纸的剥离力过小不干胶标签的面材与底纸结合的力叫剥离力,如果这种剥离力太小也容易出现不干胶标签随排废边带起的现象。
因为在模切加工的过程中,不可避免地出现胶黏剂拉丝现象,同时排废边在被拉起时也会对不干胶标签产生一个向上带起的力量,如果不干胶标签的剥离力小于排废边对不干胶标签的拉力就很容易出现“飞标”现象。
解决方法:一般由于剥离力过小而导致的“飞标”现象主要靠原材料生产企业调整不干胶材标签的剥离力来解决。
我们思信标签一般遇到这种情况时,会通过适当地提高加工温度或者加大排废角度的方式来解决,必要时则需要更换材料。
2、模切刀未完全切穿不干胶标签材料的面材当模切刀未完全切穿不干胶标签材料的面材(俗称“模切不断”)时就很容易出现不干胶标签被排废边带起的情况。
由这种原因所造成的不干胶标签被排废边带起的现象是很有规律的,基本上是在不干胶标签的同一位置出现不干胶标签与排废边粘连的现象。
如果是多模模切,则出现问题的位置是固定的。
这种故障的产生主要是由于模切刀破损、模切压力不均匀所致。
解决方法:更换破损的模切刀条或调整模切压力。
这里要特别注意的是,有些时候,模切刀的某些部位会因模切压力不均匀而磨损得比其他部位厉害,使用这样的模切刀模切不干胶标签时,虽然模切刀表面没有明显的破损,但也容易出现模切不断的现象。
判断是否因模切刀的局部磨损严重而导致模切不断的方法是:看一下底纸的模切程度,如果底纸上已经有明显的压痕,而对面材的模切还是时断时续时,就应该考虑更换模切刀。
3、胶黏剂回流拉丝对于许多热熔胶或者加厚涂胶的不干胶标签,在模切过程中,胶黏剂在被模切刀切穿后非常容易回流,重新与底纸粘连在一起,这时出现很严重的胶黏剂拉丝现象,从而出现“飞标”现象。
模切中存在的质量问题及其解决方法

解决 方 法 :首先 要根 据纸 张选 用不 同类 型 的模切 刀 。模 切 刀包括 直 纹 刀和 横 纹 刀 两 种 纹路 的 刀锋 又有高 矮 之分 刀锋 形成 的纹 路和 高 矮不 同 直 接 关系 到 模切 质 量和模 切 刀 的使 用寿 命 。在避 免模 切 起毛 方 面 直纹 刀 比横纹 刀好 在使 用寿 命方 面 矮 锋 刀 比高 锋 刀好 。在 模切 覆 膜 卡 纸 时 应 选 用直 纹 高 锋 刀 要求 刀锋 是 磨 制 的 .最好 不要 采 用压 凹凸一 次
. 一 . .
时 间 :提高 车 间环境 的相 对 湿度 。
另外 还 有 一 种 特 殊 的 情 况 ,就 是 在 模 切 硬 盒 烟 包 小 盒 时 , 由于 很 多 位 置 的压 痕 线 之 间 距 离 很 近 ,如 果 按 正 常 情 况 配 置 压 痕 钢 线 的高 度 模 压 时 对 纸 张 的拉
切 版和 压 痕 钢线 选择 不 合适 模 切 压 力调 节 不 当 纸 张
线 不 饱满 。
3 28 2 0 0
j; t0
目 警 - :l 0 蛹 _
印技 包 装 印 刷 术・ 装 潢 刷
维普资讯
技术看台
专 题报道
解决方法 :分别采用更换模切版和加大模切压力的方法可改善此问题。
压 痕 钢 线 对 纸 张 产 生 的 拉 力 。如 模 切 定 量 为 3 0 / 的纸张 时通 常选 用0 4 m ×1 r m 0 g m r a 3 a
版 的精 度 。尽 量保 证 模切 压 痕 与印 刷过 程在 同一 作 业 环 境 下 进 行 或保 证 作 业 环境 的 同一 性 ( 即相 同 的温 度 相 对 湿 度等 ) ;对 上 光 和 覆膜 后 的纸 张要 进行 模 切 预处 理 .尽 量减 少纸 张 变形对 模切 精度 的影 响 。
印刷模切中常见问题
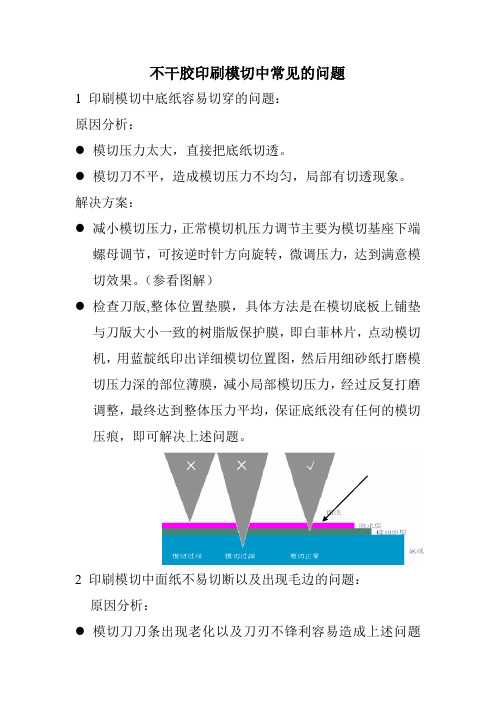
不干胶印刷模切中常见的问题1 印刷模切中底纸容易切穿的问题:原因分析:●模切压力太大,直接把底纸切透。
●模切刀不平,造成模切压力不均匀,局部有切透现象。
解决方案:●减小模切压力,正常模切机压力调节主要为模切基座下端螺母调节,可按逆时针方向旋转,微调压力,达到满意模切效果。
(参看图解)●检查刀版,整体位置垫膜,具体方法是在模切底板上铺垫与刀版大小一致的树脂版保护膜,即白菲林片,点动模切机,用蓝靛纸印出详细模切位置图,然后用细砂纸打磨模切压力深的部位薄膜,减小局部模切压力,经过反复打磨调整,最终达到整体压力平均,保证底纸没有任何的模切压痕,即可解决上述问题。
2 印刷模切中面纸不易切断以及出现毛边的问题:原因分析:●模切刀刀条出现老化以及刀刃不锋利容易造成上述问题发生。
●模切压力不足也容易导致上述问题发生。
解决方案:●检查并更换刀版的模切刀条,区分模切纸类和膜类材料的区别。
参看图解,刀条刀刃角度较宽的适合模切纸类材料,刀条刀刃较窄的适合模切膜类材料。
主要应用在圆刀模切上。
●增加模切刀版压力,顺时针旋转模切机压力螺母,调到合适压力。
3印刷模切中出现的溢胶问题:原因分析:•模切刀条老化以及刀刃不锋利,参看图解2,刀刃磨损钝化后,模切纸张时,胶水被挤向两边,面纸虽被切断,但是胶水没有完全被切断,造成排废时胶水拉丝及胶水回流,形成溢胶。
•模切刀胶丝未完全切断,参看图解1,造成排废拉丝。
•模切压力太深硅油层及底纸被切穿,造成胶水被挤入底纸中,导致排完费边后,标签周围有胶水残留,形成溢胶现象。
•收卷过程中,因为收卷张力过大,造成标签缠绕过紧形成溢胶及标签移位,,主要体现在卫星轮转机和有张力收卷的间歇机上。
解决方案:•更换刀条保持刀刃锋利,并在刀刃上喷涂少量硅油脱模剂,杜绝模切后标签与排废边再次重新复合,影响排废效果。
•调整模切压力与模切刀的平整。
•减小收卷张力,避免张力过大造成标签移位及胶水溢出,具体张力数值依据轮转机机器型号不同,而有所区别,主要张力数值控制在8-16之间,具体数值可咨询机器制造厂家,张力数值大小调节主要体现在纸类收卷和膜类收卷上,膜类收卷张力普遍要小于纸类收卷张力。
浅谈模切生产工艺中存在的问题及其解决方案

浅谈模切生产工艺中存在的问题及其解决方案模切技术在印刷、标签等行业中技术已较成熟,但是在其工艺生产中还是存在一定的问题。
如在产品的检验中,常常发现许多模切制造的产品爆线或者切边起毛等质量问题,这些问题常常都是因为模切制造过程中的一些环节未能准确把握的原因。
针对模切生产过程中存在的一些问题,本文进行了总结并分析。
爆线现象及其对策模切工艺生产中,爆线问题是最常见的问题之一,也是非常值得引人关注的问题。
引发爆线问题的因素也非常多,主要有工作较长时间后有可能模切版上的压痕钢线发生松动、有异物与压槽中、模切压力太大和压痕钢线太高等原因。
详细分析爆线问题的原因后,我们得出以下几种解决方案:1.1.调节模切压力、底模、压痕钢线模切工艺生产中,模切压力、底模、压痕钢线能够较大的影响印品的质量,在使用过程中需调节准确,否则很容易引起爆线。
1.1.1.调节压痕钢线高度时需充分考虑纸张定量因素。
如果纸张定量较低,相应的压痕钢线高度也设置的高一点;也就是说,如果纸张定量较高则相应的压痕钢线高度也降低一些。
在实际模切工艺生产中,如果在同一批的模切原件中含有不同的纸张定量原件,则最好进行分开操作并根据不同的纸张定量原件调节压痕高度,否则十分容易导致爆线问题。
1.1.2.底模痕槽与压痕钢线这两者的高度应该相匹配,这样可以很大程度的降低爆线发生概率,从而得到良好的压痕效果。
1.1.3.长时间工作后,模切版上的压痕钢线常常会有松动现象,容易引起套准偏差、压痕槽和底模错位、压痕线发生偏斜等质量问题。
这样会引发大量的爆线现象,且爆线现象大多数都位于压痕线边缘。
一旦出现此类问题,就需要底模换新或者重新安装模切版上的压痕钢线。
1.1.4.在产品模切工艺生产过程中,为有效防止爆线的产生,需明确并有效协调模切的局部和全局压力。
调节局部压力可通过增加垫纸的方法来实现,全局压力则直接调节模切设备有关参数即可。
1.2.根据产品工艺的不同进行调节模切工艺实施之前,因不同的产品具有特有的性能需求,有时候需要添加一些印后工序,比如UV上光、覆膜等等,这些印后工序对最终的产品模切质量影响较大。
彩盒模切常见11大问题

彩盒模切常见11大问题模切是彩盒加工中的关键步骤,如何保证模切质量是印刷厂非常关注的问题。
目前彩盒印刷厂面临的主要难题是换版时间长、印到切的精度差、模切质量不佳、纸毛多、连接点太多太大、痕线不规则、生产速度慢、废品率高等。
下面介绍几种较为常见的质量问题及其解决方法,希望能对各位同仁有所帮助。
1、模切精度不高问题原因:模切精度不高的原因有模切版本身的问题,也有印刷品的问题。
手工制作的模切版误差较大;模切压痕与印刷过程的作业环境不同会造成纸张变形,导致模切压痕位置不准,尤其是经过上光、覆膜后,纸张的变形更为严重,影响模切精度。
解决办法:选择先进的模切版制版工艺,提高模切版的精度。
尽量保证模切压痕与印刷过程在同一作业环境下进行,或保证作业环境的同一性(即相同的温度、相对湿度等);对上光和覆膜后的纸张要进行模切预处理,尽量减少纸张变形对模切精度的影响。
2、模切压痕产生“爆线”和“暗线”问题原因:“爆线”是指由于模切压痕的压力过大,超过了纸张纤维的承受极限,使纸张纤维断裂或部分断裂;“暗线”是指不应有的压痕线,一般是由于模切版和压痕钢线选择不合适、模切压力调节不当、纸张质量差、纸张纤维方向与模切版排刀方向不一致、纸张含水量低导致柔韧性下降等原因所引起的。
解决方法:选择合适的模切版;适当调节模切压力;在模切之前先把待模切的印刷品在车间里放置一段时间;提高车间环境的相对湿度。
天津长荣印刷设备股份有限公司另外还有一种特殊的情况,就是在模切硬盒烟包小盒时,由于很多位置的压痕线之间距离很近,如果按正常情况配置压痕钢线的高度,模压时对纸张的拉力过大,也会造成“爆线“。
因此,应设法把对纸张产生的拉力降到最小,方法有两个:一是降低压痕钢线的高度;二是减少压痕底模条的厚度,但两者不能同时使用,否则起不到很好的压痕效果。
较好的方法是降低压痕钢线的高度,降低的高度通常为0.1~0.2mm,具体要根据纸张定量确定,定量在350g/m2以上的纸张需降低的压痕钢线的高度为0.2mm,定量在350g/m2以下的纸张宜降低0.1mm。
模切压痕工艺常见技术问题

上传日期:2008-10-14 ? ?来源:《中国印刷》?? 作者:南静生??随着人们对商品外包装的要求越来越高,模切压痕工艺水平也必然要随之提高。
作为包装印后整饰加工中的重要工序,模切压痕工艺是影响商品包装盒美观程度的关键工序。
下面就针对模切压痕加工工艺常见的几个问题,谈一谈相应的解决方法。
一、模切精度不好或模切压痕位置不准确模切压痕线位置与印刷产品位置不相符,产生这种故障的原因有以下几点:1. 模切刀版本身的制作工艺有误差,不能绝对达到理想模切压痕位置。
现在模切刀版制作方法主要有手工制版和激光制版两种。
激光制版精度比较高,设计和切割都由计算机和机械完成,适合制作中高档包装的模切;手工制版方式对制版者的技术水平要求高,制版精度受制版者的技术水平和经验等多种因素影响,适合精度要求不高的中短版包装。
因此,要得到很好的模切精度,必须选择先进的制版方式。
2. 纸板叼口规矩不一。
模切机本身会产生精度误差,因此要提高模切压痕精度,我们必须选择高精度的模切机。
如检查纸板叼口规格时发现误差大,那么可能是模切机的后定位(又称二次定位)拨动距离过小,可以通过调节后定位,增大后定位拨动距离来解决。
3. 模切压痕与印刷的格位未对正。
解决方法是根据产品要求,重新校正模切版,套正印刷与模切压痕格位。
另外,也可通过调整纸张输送侧定位规矩或前定位规矩来校正,使模切压痕线与印刷格位套准。
4. 另外,模切压痕与印刷的工作环境不同会造成纸板纤维变形或伸张,也会产生模切压痕格位不准。
解决的方法是要尽量保证模切压痕与印刷在同一工作环境进行或保证工作环境的同一性(即有相同的温度、湿度等)。
二、压痕线不清晰有“暗线或炸线”“暗线”是指不应有的压痕线;“炸线”是指由于模切压痕压力过大,超过了纸板纤维的承受极限,使纸板纤维断裂或部分断裂。
引起这些故障的原因有以下几种:1. 压痕线和压痕模选择不合适,可按如下方法选择压痕模的型号和压痕线的高度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料瓶的装饰印刷,以丝网印刷和柔性版不干胶商标印刷为主。
丝网印刷属于直接印刷,不干胶商标印刷则是先在不干胶标印刷机上印刷图文再转贴到塑料瓶上的间接印刷,虽然两者各有优势,互为补充,但不干胶商标印刷。
比丝网印刷更具独立性,因而多为中小型企业投资的方向。
由于机组式柔性版印刷机投资太大,中小型不干胶印刷企业难以承受,因而大多采用结构比较紧凑,价格较低的平压平或圆压平式不干胶商标印刷机。
这类印刷机多是由凸版印刷机改装而成,其供墨机构,印刷压印机构比机组式柔性版印刷机复杂,操作起来也很麻烦。
要想保证高质量,操作工的技术水平至关重要。
现将印刷过程中的常见问题及解决办法作一粗浅印刷分析讨论,供同行参考。
一、压力问题
印刷压力对印刷质量影响很大。
在有效印刷区域内保持均匀恒定的印刷压力,不仅能使印刷品墨色均匀,色差小,也能使印迹尺寸稳定。
平压平型印刷机能够获得最大的印刷压力。
但由于它存在的制造精度印版平整度的问题,以及不干胶基材厚薄不可能达到完全均匀,致使压力不均,影响了印刷质量。
解决压力不均匀的措施一个是做衬垫,哪里压力小,就把哪里的工作台下部垫起来;一个是适当降低柔性版的硬度。
但降低柔性版的硬度是有限的,如果柔性硬度过低,会使图文几何尺寸向外扩张,使细小字体容易模糊。
进行大面积印刷时,印刷压力的问题是不太容易解决的,对此我们借用烫金时采用的方法,即在工作台上垫一层晒制175线网纹、硬度为90°的硅橡胶版,这样可以解决排气和局部压力不足的问题。
二、糊版
细小文字如八号以下字体由于细线间距太小,往往出现油墨干燥在上面的现象,致使图文间粘连不能辨别,这主要是因为油墨干燥太快的缘故。
我们公司现在采用的是深圳某油墨有限公司生产的树脂胶版油墨,粘性较大,加上气温较高,油墨干燥快,而印制品又是非常精细的不干胶印刷品,干版的现象比较多。
出现这种情况,要先从柔性树脂版本身找问题。
一般要求树脂版字体底部手感上有滑利感觉,不应发粘,但由于曝光不足,字体底部呈粘软状态,很容易粘住油墨,油墨越积越多并干涸在细线里面。
如果废弃不用,又浪费版材。
这时可用树脂版后处理液处理,后处理液含有次氯酸钠和盐酸,能够硬化字底,消作发粘问题。
最根本的办法是摸索出准确的曝光时间,制出符合标准的树脂版。
字体特别精细的建议换用铜锌版,铜锌版的字体间不易干墨,而且字体坚硬,比较容易印出清晰的笔画。
在操作环境方面,要注意减小空气对流量,如果还不奏效,可在油墨里加入适当的慢干剂以减小干燥速度。
相对的适当提高印刷速度可以防止油墨干燥过度。
三、晕影
有时不干胶产品上会出现云雾状的影子,这主要是匀墨不均造成。
平压平不干胶印刷机的匀墨辊是一个直径为150mm可以轴向串动的镀铬铁辊,它的作用是从墨斗辊和传墨辊上接受油墨并把油墨匀匀调配,再传送给着墨辊,串墨辊失去串墨作用很容易形成晕影。
另外,着墨辊是由软质的丁腈橡胶硫化制成,如果不注意保养,使着墨效果下降,也会造成晕影,解决晕影就是解决印刷匀墨不均问题,可适当增加给墨量。
四、模切与印刷的同步问题
不干胶标签印刷一般要裁切成一定的形状方能使用,在印刷模切一次成型的印刷机上,模切与印刷的同步至关重要。
模切的上下移动和印刷工作台的上下移动由主传动轴共同传动,所以有同步性,但裁切位置,则由双曲柄结构控制牵引辊转动的距离来决定,所以调整曲柄半径大小和压纸轮压力非常关键。