压水堆核电站二回路管道焊接与热处理工艺
核电工程二回路管道施工的关键施工技术
核电工程二回路管道施工的关键施工技术摘要:在M310反应堆二回路的主汽系统 VVP (VVP)和 Feedwater Flow Control (ARE)的建设中,归纳、归纳了各种建设问题,并提出了建设要点,从中提取了建设二回路管线建设的主要控制点和建设要点。
关键的施工技术,重点是要对如下的几个领域进行掌控: U型管卡及铁链的施工、防甩击预埋件的安装、 VVP管道焊接与主设备安装的逻辑关系的确认、管道及设备阀门的吊装和引入、螺栓的施工和设计管理优化及质量保证的重要步骤的监督监查。
对这些工作进行的总结,能够对核电项目的施工提供重要的指引,进而推动核电项目的施工进程。
引言核能二回路的主体是 VVP和 ARE系统管路,它是在核电厂安全壳的内部和外部设置的一系列的大型管路,这些管路的材料是P280GH、RCCM-2、QA1、 VVP 和 ARE。
所有的管线都要做好绝缘和腐蚀处理。
VVP装置从 SG (蒸汽)的生产中获得。
蒸汽产生装置蒸汽发生器从顶端抽出Φ812.8毫米使用316摄氏度,绝缘层为160毫米的碳钢管。
核能蒸汽由核岛向常规岛提供主要蒸汽涡轮和其它蒸汽设备和体系,以R54区域走廊为主,由一次蒸气进行绝缘区域W10,最终通向涡轮机组。
1.基本建造技术简介在该流程中,需要注意的关键是测量放线及测量结果的归零,在吊装运输的时候需要注意的是物项(管件、管道及相应的设备或零件)的转运通道,在部件的安装的时候需要注意其安全阀和隔离阀的调节压力整定值。
除了与W10部分的壁面连接之外,其壁面厚度为39毫米厚度是46毫米(对于一个超长的管道部分)。
ARE系统管路的直径是Φ406.4毫米x21.44毫米,R53带 SG与机器贯通零件的材料是P280GH,其他材料是TU42C。
温度为316摄氏度/240摄氏度,绝热层为110毫米。
2主要的建筑技术2.1.对系统的修改2.1.1用机械方法构造 U形管架(机械分析)在二回路管线的建设中, U型管卡的制作和制作是其中的关键环节,这个环节的建设,主要是要解决好埋置部件的安装和逐步浇筑的砼问题,而每一次的前期的测试工作都是非常关键的一环,而测试数据的精确与否将会对后面的工程产生很大的影响,所以,每个参与建设的企业都要对测试数据进行仔细的测试和审核。
第五章 压水堆核电厂二回路凝结水系统及给水系统
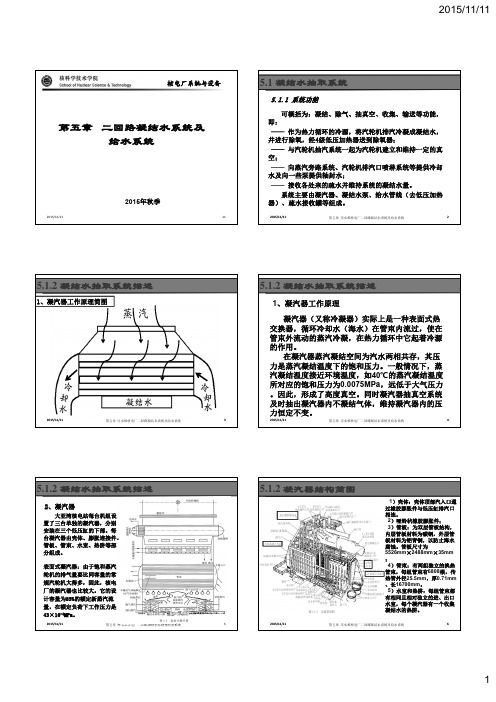
核电厂系统与设备2015/11/1111第五章二回路凝结水系统及给水系统2015年秋季核电厂系统与设备2015/11/1125.1 凝结水抽取系统第五章压水堆核电厂二回路凝结水系统及给水系统5.1.1 系统功能可概括为:凝结、除气、抽真空、收集、输送等功能,即:——作为热力循环的冷源,将汽轮机排汽冷凝成凝结水,并进行除氧,经4级低压加热器送到除氧器;——与汽轮机抽汽系统一起为汽轮机建立和维持一定的真空;——向蒸汽旁路系统、汽轮机排汽口喷淋系统等提供冷却水及向一些泵提供轴封水;——接收各处来的疏水并维持系统的凝结水量。
系统主要由凝汽器、凝结水泵、给水管线(去低压加热器)、疏水接收罐等组成。
核电厂系统与设备2015/11/1131、凝汽器工作原理简图第五章压水堆核电厂二回路凝结水系统及给水系统5.1.2 凝结水抽取系统描述核电厂系统与设备2015/11/114第五章压水堆核电厂二回路凝结水系统及给水系统5.1.2 凝结水抽取系统描述1、凝汽器工作原理凝汽器(又称冷凝器)实际上是一种表面式热交换器,循环冷却水(海水)在管束内流过,使在管束外流动的蒸汽冷凝,在热力循环中它起着冷源的作用。
在凝汽器蒸汽凝结空间为汽水两相共存,其压力是蒸汽凝结温度下的饱和压力。
一般情况下,蒸汽凝结温度接近环境温度,如40℃的蒸汽凝结温度所对应的饱和压力为0.0075MPa ,远低于大气压力。
因此,形成了高度真空。
同时凝汽器抽真空系统及时抽出凝汽器内不凝结气体,维持凝汽器内的压力恒定不变。
核电厂系统与设备2015/11/115第五章压水堆核电厂二回路凝结水系统及给水系统5.1.2 凝结水抽取系统描述2、凝汽器大亚湾核电站每台机组设置了三台单独的凝汽器,分别安装在三个低压缸的下部。
每台凝汽器由壳体、膨胀连接件、管板、管束、水室、热阱等部分组成。
表面式凝汽器:由于饱和蒸汽轮机的排气量要比同容量的常规汽轮机大得多,因此,核电厂的凝汽器也比较大。
压水堆核电厂二回路热力系统初步设计说明书

专业课程设计说明书压水堆核电厂二回路热力系统初步设计班级:20111513学号:2011151327姓名:朱智强指导老师:王贺核科学与技术学院2014年6月目录摘要 (2)1设计内容及要求 (2)2热力系统原则方案确定 (3)2.1总体要求和已知条件 (3)2.2热力系统原则方案 (3)2.3主要热力参数选择 (4)3热力系统热平衡计算 (10)3.1热平衡计算方法 (10)3.2热平衡计算模型 (10)3.3热平衡计算流程 (14)3.4计算结果及分析 (15)4结论 (15)附录 (16)附表1已知条件和给定参数 (16)附表2选定的主要热力参数汇总表 (17)附表3热平衡计算结果汇总表 (24)附图原则性热力系统图 (25)参考文献 (26)摘要二回路系统的组成以郎肯循环为基础,由蒸汽发生器二次侧、汽轮机、冷凝器、凝水泵、给水泵、给水加热器等主要设备以及连接这些设备的汽水管道构成的热力循环,实现能量的传递和转换。
初步设计压水堆核电厂二回路热力系统,使二回路能安全经济的完成其主要功能:反应堆内核燃料裂变产生的热量由流经堆芯的冷却剂带出,在蒸汽发生器中传递给二回路工质,二回路工质吸热后产生一定温度和压力的蒸汽,通过蒸汽系统输送到汽轮机高压缸做功或耗热设备的使用,汽轮机高压缸做功后的乏汽经汽水分离再热器再热后送入低压缸继续做功,低压缸做功后的废气排入冷凝器中,由循环冷却水冷凝成水,经低压给水加热器预热,除氧后用高压给水加热器进一步加热,后经过给水泵增压送入蒸汽发生器,开始下一次循环。
在确定二回路系统原则方案的基础之上,通过合理的参数选择与相关模型(物理模型、数学模型)的建立,对二回路系统各个环节确定其主要的工质参数。
之后利用迭代(通过编程)结合热量平衡方程、质量平衡方程和汽轮机功率方程进行二回路系统原则方案进行100%功率下的热平衡计算,确定核电厂效率、总蒸汽产量、总给水量、汽轮机耗气量、给水泵功率和扬程等主要参数,为二回路热力系统方案的进一步设计和优化提供参考。
国内压水堆核电站二回路全挥发处理效果的评价方法
国内压水堆核电站二回路全挥发处理效果的评价方法作者:李潜蛟来源:《中小企业管理与科技·中旬刊》2018年第07期【摘要】通过研究二回路系统各设备腐蚀产物的分布,找到腐蚀产物与全挥发处理工况之间的联系,以此为依据,利用大修期间二回路凝汽器——磁性过滤器、除氧器及蒸汽发生器沉积物量的变化,评价运行过程中,二回路全挥发处理效果。
本方法实用可靠,且利用了电厂大修期间的腐蚀检查数据,为评价水化学工况提供了一种十分有效的方法。
【Abstract】Through studying the distribution of corrosion products of each equipment in the secondary circuit, the relationship between the corrosion products and the full volatilization treatment conditions is found. Based on this, the total volatilization treatment effect of the secondary circuit in the operation process is evaluated by the change of the sediment quantity of the condenser-magnetic filter, deaerator and steam generator in the secondary circuit during the overhaul period. This method is practical and reliable, and has made use of the data of corrosion inspection during the overhaul period of power plants, which provides a very effective method for evaluating the hydrochemical conditions.【关键词】全挥发处理;腐蚀产物;评价【Keywords】 full volatilization treatment; corrosion products; evaluation【中图分类号】TL362 【文献标志码】A 【文章编号】1673-1069(2018)07-0194-031 引言目前,国内核电站均采用还原性全挥发处理(以下简称“AVT(R)”),控制二回路水质,以缓解二回路系统设备材料的腐蚀程度,减少二回路腐蚀产物向蒸汽发生器迁移,从而提高电厂安全运行性能,确保核电机组在设计寿期内,能够稳定高效地运行。
压水堆核电站主回路管道窄间隙自动焊工艺研究

应 用 于 法 国 P N Y2电 厂 过 渡 段 2个 2 T 的 焊 口 , EL G
19 9 2年 的 C 0 2电站 主 管道 焊接 全 面采用 脉 冲 HC Z TG 自动焊技术 。 I
脉 冲 1 G 自动 焊 工 艺 已成 为 一 种 高 效 、 质 、 1 优 经
目前 , 内一 台 10 国 0 0MW 核 电机 组 的 主管 道 安 装 焊 口共 有 2 4个 , 体 分 布 如 图 1 示 , 焊 口的 具 所 其 规 格 、 量 和 焊 接 位 置 如 表 1 示 , 管 道 的 材 质 数 所 主
() c
≤o0 0 .4
n )
≤ 15 0 .0
接应力 , 如果 焊 接 材 料 或 焊 接 T 艺 选 择 不 当 , 产 生 会
≥4 0 8 ≥2 0 1 ≥ 3 5 ≥3 0 2 ≥15 2 ≥8 0
品 间 腐 蚀 和 热 裂 纹 等 缺 陷 , 响 焊 缝质 量 。 影
2 焊 接 试 验
21 焊 接 工 艺 和 设 备 选 择 .
对 于 大 型 不 锈 钢 管 道 全 位 置 焊 接 , 选 用 的 焊 可
生
接 工 艺 方 法 包 括 焊 条 电 弧 焊 和 手 工 或 自动 钨 极 氩
弧 焊(I ) 目前 国 内正在运行 电站 的主 管道焊 接采 TG ,
用 手 工 TG打底 + 条 电弧 焊填 充 的焊 接 T艺 , I 焊 而
西 方 发达 国家 已将 脉 冲 TG 自动 焊 工艺 应 用 于核 I
岛安 装 , 国从 1 8 年 开 始 在 核 电 站 建 造 阶段 应 用 法 96 脉 冲 TG 自动 焊 技 术 , 核 电 建 造 领 域 最 早 应 用 于 I 在
压水堆核电厂二回路系统管道热效率的影响因素分析

压水堆核电厂二回路系统管道热效率的影响因素分析发布时间:2022-05-06T06:39:39.549Z 来源:《中国科技信息》2022年第1月第2期作者:吴良鹏[导读] 文章针对核电厂二回路系统管道热效率问题吴良鹏福建福清核电有限公司福建福清 350318摘要:文章针对核电厂二回路系统管道热效率问题,从二回路热力系统结构、热效率的计算方法入手,分析了主蒸汽管道疏水门泄露、厂用蒸汽、给水管道散热、主蒸汽管道散热和蒸汽发生器排污对热效率的影响。
结果表明:以上因素均会影响二回路系统管道的热效率,不同因素的影响机理和程度存在差异。
关键词:核电厂;二回路系统;热效率;影响因素在压水堆核电厂中,因蒸汽管道散热、疏水门不严密等原因,蒸汽发生器传输的热量不能完全进入动力系统做功。
管道热效率,是评价蒸汽动力转换系统利用程度高低的指标[1]。
分析管道热效率的影响因素,采取针对性的解决对策,有助于进一步提高核电厂的运行水平,达到降本增效的目标。
1.压水堆核电厂二回路热力系统1.1 系统结构以990MW压水堆核电厂二回路热力系统为例,系统结构见图1。
图1:二回路热力系统组成结构示意图1.2 热效率概念压水堆核电机组中,热功率经过多个环节转换,经发电机输出电功率,能量传递的计算方式是:式中,代表反应堆传递给一回路冷却剂的热量,代表一回路冷却剂在蒸汽发生器内释放的热量,代表二回路工质在蒸汽发生器内吸收的热量,代表工质带入蒸汽动力转换系统的热量,代表汽轮机的实际内功率,代表汽轮机的轴端功率,单位均为kW。
代表反应堆热效率,代表一回路管道热效率,代表蒸汽发生器热效率,代表二回路管道热效率,代表循环热效率,代表汽轮机机械效率,代表发电机效率,单位均为%。
那么,核电厂全厂热效率是:.对比式1、式2,可以得到二回路管道热效率,即工质带入蒸汽动力转换系统的热量、二回路工质在蒸汽发生器吸收的热量两者比值:分析式3可知:二回路工质在蒸汽发生器吸收的热量一定时,工质带入蒸汽动力转换系统的热量越大,那么管道热效率就越高。
核电站主管道焊接工艺研究
核电站主管道焊接工艺研究核电站是利用核能发电的设施,核电站在发电过程中需要依赖大量的管道系统来输送冷却剂、蒸汽和其他辅助介质。
这些管道必须具备高强度、高密封性和高可靠性的特点,以确保核能发电过程的安全和稳定运行。
管道系统的核心是焊接工艺,它直接影响着管道的质量和安全。
针对核电站主管道的焊接工艺,需要考虑以下几个关键方面:首先,材料的选择。
核电站主管道常采用耐腐蚀、耐高温的材料,如不锈钢和钛合金。
这些材料在焊接过程中对焊接工艺的要求较高,在选择材料时需要考虑其焊接性能和可焊接性。
其次,焊接参数的确定。
焊接参数包括焊接电流、焊接电压、焊接速度和焊接角度等。
这些参数的确定需要考虑材料的性质、管道的壁厚和尺寸、焊接位置的限制等因素。
在核电站主管道焊接过程中,需要严格控制焊接参数,以确保焊接接头的质量和稳定性。
第三,焊接工艺的选择。
核电站主管道焊接工艺常采用手工电弧焊、焊接机器人和自动焊接设备等。
手工电弧焊是一种传统的焊接方式,具有灵活性和适应性强的特点。
焊接机器人和自动焊接设备能够提高焊接效率和一致性,减少人为因素对焊缝质量的影响。
最后,焊接质量的控制。
核电站主管道焊接质量的控制是关键的一步,包括焊接接头的准备、焊接工艺规程的执行和焊接接头的检验等。
在焊接接头的准备过程中,需要进行清洁和除锈处理,以确保焊接接头的纯净度和可焊性。
同时,执行焊接工艺规程时,需要保证操作者的技术熟练度和操作的规范性。
最后,焊接接头的检验是焊接质量的关键环节,可以采用无损检测和物理性能测试等方法,对焊接接头的质量进行评价和验证。
综上所述,核电站主管道焊接工艺的研究对于核电站的建设和运行具有重要意义。
通过合理的材料选择、焊接参数的确定、焊接工艺的选择和焊接质量的控制,可以确保核电站主管道的焊接质量和安全性,提高核能发电的效率和可靠性。
核电站主管道焊接工艺的研究在核电站建设和运行中具有重要意义。
核电站作为重要的能源供应设施,核电站的安全性和稳定运行对于国家的能源战略和经济发展具有重大影响。
压水堆核电站反应堆冷却剂管道安装焊接关键点的分析与控制
压水堆核电站反应堆冷却剂管道安装焊接关键点的分析与控制摘要:压水堆核电站主管道的安装与焊接是反应堆系统安装过程中的重要施工活动,其安装焊接的质量及进度是否顺利,关系到堆内构件安装及主泵安装等后续反应堆安装主线的工作进程。
在主管道安装焊接过程中,主管道的焊接及安装的变形控制,涉及到蒸汽发生器、主泵、及压力容器等设备间相互位置关系,通过对蒸汽发生器及主泵位置的调整及焊接变形的控制,最终实现主管道安装目标的实现。
在焊接、安装过程中,如未预先考虑变形、设备位移等的关系,容易出现主设备间位置参数的超差,出现焊后的管道内应力增大等结果。
本文将系统的分析压水堆核电站主管道安装过程中焊接变形,主设备位移关系等要点,阐述关键点的控制方法。
关键词:反应堆冷却剂管道;大壁厚管道;主管道环路尺寸;焊接反变形;焊缝收缩引言管道的安装与焊接在核电工程领域十分普遍,工作量大大,其施工质量是否优良,关系到工程投用后是否可长时间的可靠、稳定的营运。
压水堆核电站主管道起到连接压力容器(RPV)、蒸汽发生器(SG)、主泵(PP)等几大关键堆芯设备,在主管道的安装、焊接过程中,其施工过程除单纯考虑焊接质量外,同时需要兼顾上述三大设备间相互位置关系。
由于三大设备间的相互位置精度高,设备位置调整以及因主管道管段加工和焊口焊接收缩的影响,都容易出现管道内应力过大、相互位置超差等问题。
本文将对主管道安装焊接过程的几大关键因素进行解剖分析,通过施工逻辑、简易模拟计算、施工技术应用等几方面措施来预防、规避主管道安装、焊接中的关键质量问题,使工程开展顺利进行,提高工作效率。
1 简介1.1 反应堆冷却剂系统在压水堆核电站中,反应堆冷却剂系统由三条环路组成,每条环路包括一台蒸汽发生器、一台反应堆冷却剂泵(主泵)和将这些设备与反应堆压力容器俩接起来的反应堆冷却剂管道(见图一)。
反应堆冷却剂管道,也称主管道。
由主管道、压力容器、蒸汽发生器、主泵等设备组成反应堆冷却剂系统。
第1章压水堆核电厂二回路热力循环
p
.C
. . . . . c c’ cx
c” cd
b b’ bx
.... .. .. . . a a’ ax
b” bd a” ad
下界限线
上界限线
T
下界限线
... . a’
a
.C .
上界限线
...
..ad
a”
20
o
vo
s
1.8.3 水和水蒸气状态参数及图表
1. 水和水蒸气的状态参数按不同区域,由给出的独立状态参数 通过实际气体方程计算(通常由计算机完成)或查图表确定。
压水堆核电厂热工 流体理论基础
童钧耕
上海交通大学机械与动力工程学院 工程热物理研究所
Tel:
021-34206329
Mail:
jgtong@
1
电厂的任务—— 核能或化学能
热能
电能
能量转换的原理和规律—— 工程热力学 热量传递的规律—— 传热学 流体在各种设备中流动的规律—— 流体力学
0.0
s
-0.0002 0.0000 0.0763 0.2248 0.3670 0.5050 0.9550 1.3069 1.4186 1.8420 2.3307 2.7926 3.2533 3.7773 4.4092
s
9.1544 9.1541 9.0236 8.7794 8.5560 8.3511 7.7540 7.3545 7.2386 6.8381 6.4312 6.0716 5.7042 5.2104 4.4092
s kJ/(kg K)
t
v
v h
h
s
6.9491 24.1142 28.9533 32.8793 45.7988 60.0650 81.3388 99.634 120.240 151.867 179.916 212.417 233.893 263.980 311.037 373.99
第七章 压水堆核电站的二回路系统及设备
第七章压水堆核电站的二回路系统及设备7.1 主蒸汽系统主蒸汽系统将蒸汽发生器产生的新蒸汽输送到主汽轮机和其他用汽设备及系统。
与主蒸汽系统直接相关的设备是:主汽轮机高压缸、汽轮机轴封系统(CET)、汽水分离再热器(MSR)、蒸汽旁路排放系统(GCT)、主给水泵汽轮机(APP)、辅助给水泵汽轮机(ASG)、除氧器(ADG)和蒸汽转换器(STR)。
三台蒸汽发生器顶部引出的三根外径为Φ812.8mm主蒸汽管,分别穿过反应堆厂房(安全壳);进入主蒸汽隔离阀管廊,并以贯穿件作为主蒸汽管在安全壳上的锚固点。
穿过主蒸汽隔离阀管廊后进入汽轮机厂房,然后合并为一根外径为Φ936mm的公共蒸汽母管,再将蒸汽引向各用汽设备和系统。
如图7.1所示。
在主蒸汽隔离阀管廊中的每根主蒸汽管道上装有一个主蒸汽隔离阀,其下游安装了一个横向阻尼器。
主蒸汽隔离阀上游的管道上装有7只安全阀,一个大气排放系统接头和一个向辅助给水泵汽轮机供汽的接头。
大气排放系统接头和辅助给水泵汽轮机供汽接头之所以要接在主隔离阀的上游,是考虑到当二回路故障蒸汽隔离阀关闭时大气排放系统和辅助给水系统还能工作。
在主蒸汽隔离阀两侧还接有一条旁路管,其上装有一个气动隔离阀,在机组启动时平衡主蒸汽隔离阀两侧的蒸汽压力,并在主蒸汽管暖管时提供蒸汽。
在汽轮机厂房内,从蒸汽母管上引出四根Φ631mm的管道与主汽轮机的四个主汽门相连,向汽轮机高压缸供汽。
此外,从蒸汽母管两头还引出二条通往凝汽器两侧的蒸汽旁路排放总管。
管上各引出6条通往凝汽器的蒸汽排放管,去主给水泵汽轮机、除氧器、蒸汽转换器、汽水分离再热器和轴封的供汽管。
两条蒸汽排放总管由一根平衡管线连接在一起。
(1)主蒸汽隔离阀主蒸汽隔离阀为对称楔形双闸板闸阀。
正常运行时全开,但在收到主蒸汽管线隔离信号后能在5秒内关闭。
隔离阀的执行机构是一个与氮气罐相连的液压缸。
氮气进入液压缸活塞的上部,其名义bar a。
氮气的膨胀力使隔离阀关闭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压水堆核电站二回路管道的焊接与热处理工艺
摘要:在压水堆核电站中,二回路碳钢管道管径大、管壁厚,焊接施工难度大,质量要求高。
通过加强工艺的过程控制,合理采用氩弧焊和焊条手工电弧焊联合的单面焊双面成型的焊接方法和合理安排焊接顺序,在焊前预热和焊后进行消除应力热处理,可有效地提高大管径大厚壁管道的焊接质量。
关键词:二回路管道、热处理、焊接顺序
中图分类号: p755.1 文献标识码: a 文章编号:
1前言
压水堆核电站原理是由原子核反应堆释放的核能通过一套动力装置将核能转变为蒸汽的动能,进而转变为电能。
该动力装置由一回路系统、二回路系统及其他辅助系统设备组成。
在采用二代改进型压水堆技术的100万千瓦级核电站二回系统主要由主给水系统(are)、主蒸汽系统(vvp)组成。
主蒸汽、主给水管道分布于反应堆(rx)厂房、联结(wx)厂房,可分为主蒸汽管道系统、主蒸汽超级管道系统、主给水管道系统。
主给水系统(are)用来向蒸汽发生器输送经过高压加热器加热的高压给水,由三根管线组成,每根管线分别与一台蒸汽发生器接口。
主蒸汽系统(vvp)是由三根主蒸汽管线组成,每根管线分别与一台蒸汽发生器出口接管相连。
三根管线分别穿过安全壳,进入主蒸汽隔离阀管廊,主蒸汽管穿过主蒸汽隔离阀管廊后进入汽轮机厂房。
主蒸汽系统(vvp)的功能主要是把蒸汽发生器产生的饱和蒸汽输送
到汽轮机厂房推动汽轮机发电机组发电,另外还用于排除主蒸汽系统管道的凝结水。
主蒸汽、主给水管道焊接施工中,焊口级别高,质量要求严,为rcc-m规范二级,是碳钢管道中级别最高的焊口。
2二回路管道焊接标准介绍
由于国内核电没有形成一套全面的建造标准体系,我国目前现在的cpr1000核电站主要采用法国的核电站建造标准,其中机械建造标准为rcc-m。
二回路主给水、主蒸汽管道为碳钢无缝管:p280gh,其中主给水管道规格为:φ406.4×21.44 ㎜,主蒸汽管道主要规格为:φ813×32㎜,主蒸汽超级管道规格为:φ813×46mm。
按照rcc-m和施工方对二回路焊接质量控制的要求,二回路的主要管道需双人对称焊,并进行焊前预热和焊后消除应力热处理。
3二回路管道的焊接工艺分析
3.1.焊接方法的采用
目前我国核电站建设在安装过程中,工艺选用都比较的保守,主要是为了保证核电安装的质量,对于新工艺的选用都要在实验室通过大量实验证明其可靠性,并且需得到业主单位的同意方可采用。
为此,二回路管道选用的是工艺成熟的氩弧焊和焊条电弧焊工艺来施焊。
3.2.焊接坡口的选择
在为了保证质量的同时,节省焊材,选用u形坡口,坡口尺寸如如下:
3.3 焊接材料与焊接电流参数
焊材采用法国液化空气焊接公司生产的型号为er70s-6、牌号为carborod1的焊丝和型号为e7018、牌号为molycord kb nuc的焊条。
焊丝规格为φ2.0,焊接电流参数范围75a-125a;焊条规格为φ3.2和φ4.0,焊接电流参数范围分别为90a-135a和120a-165a。
焊接电流需根据仰焊、立焊和平焊焊接位置的变化而进行调整。
3.4焊接顺序
为了防止焊缝收缩变形,接头应力集中。
对接管道组对采用同材质点固棒在坡口内均匀点固,焊接采用双人对称焊焊接,应从两侧均匀、交替施焊且两名焊工技能水平应相当,且每道起搭接接头应错开。
图1为管外径为813mm的管子的水平固定焊位置的焊接顺序图,图2为管外径为406.4mm的管子的水平固定焊位置焊接顺序图。
图1 图2
4热处理工艺
管道热处理采用电阻加热局部热处理的方式,热处理设备需能自动控制和调节温度。
4.1.热处理参数
预热温度选定为125℃~200℃之间,预热保温时间≥30分钟;后热温度选定为大于预热温度的300℃,保温时间≥1小时;焊后热处理温度选定为610℃±5℃,保温时间按母材厚度计算,每毫米厚度2分钟,最少30分钟,最长120分钟。
焊后热处理另外一个重要的参数是加热速度和冷却速度。
为了防止变形和有害应力的产生,任何情况下,在350℃以上时形状简单的部件焊接后热处理的加热速度和冷却速度都不超过规定值。
在rcc-m中,对于最大厚度不超过25mm的部件,加热速度和冷却速度为220℃/h;对于厚度大于25mm的部件,取220℃/h除以部件最大值厚度与25mm的倍数值与55℃/h中的较大者。
加热速度和冷却速度计算如下:
220℃/h÷(46mm÷25mm)≈119℃/h。
热处理参数在加热前应按不周工序步骤要求进行事先设定,并需经质检人员共同确定。
4.2.电阻加热示意图
加热电阻丝在离坡口边缘至少20mm处绕管道一周布置,上用30mm 厚的无机保温棉包裹,并铁丝绑扎固定。
电阻丝离坡口边缘距离不应过大,加热时热电偶上下均匀布置。
4.3注意事项
1)预热至规定温度后保温半小时,方可开始焊接。
2)焊后热处理不能立即进行时需进行后热。
3) 因某种原因而导致焊接中途停止,预热、后热应按原要求重新进行。
4) 焊后热处理加热温度在300℃以下时,升温速度不要求。
5) 焊后热处理降温至≤300℃停止通电,自然冷却;降温至≤100℃拆除加热装置。
6) 所有预热、后热及焊后热处理保留曲线记录。
7) 热电偶测温端紧贴焊缝并避免与加热带接触。
8)保温棉至少应将加热带全部覆盖。
5常见错误分析
5.1热处理等效厚度与预热等效厚度混淆
热处理等效厚度主要用来计算保温时间,其等效厚度分三种接头形式来计算:对接焊缝、角焊缝和支管焊缝。
其等效厚度分别取值对接焊缝的接头横截面厚度,角焊缝的焊喉厚度、支管和设备之间焊缝的最大厚度。
不同预热等效厚度的众多计算方法。
5.2焊后热处理加热速度和冷却速度
焊后热处理加热速度和冷却速度在焊接工艺评定中是一个重要因素,速度的改变需重新进行工艺评定。
所以加热速度和冷却速度必须是一个定值,不是范围区间。
在焊接工艺评定规划时必须注意
到这一点,尽量少做工艺评定以达到最大的经济效果。
5.3预热宽度与焊后热处理宽度
管道焊缝的热处理为局部热处理,对加热宽度有一定的要求。
一般来说预热宽度要大于焊后热处理宽度。
技术人员通常会忽略这点而出现错误操作。
在施工中为了操作简便,预热宽度与焊后热处理宽度一般取预热的宽度规定值。
5.4二回路主给水管道与蒸汽发生器接管管嘴焊接
二回路主给水管产与蒸汽发生器接管管嘴焊接时,要注意u形坡口发生了细微的变化,主要是蒸汽发生器设备图给出了接管管嘴坡口的详图。
6结论
6.1对于大厚壁管道的焊接,采用氩弧焊和焊条电弧焊联合的单面焊双面成型焊接方法,成型质量好,背面咬边缺陷少。
多层多道焊时,焊道起弧与收弧接头错开,注意层间焊道的清理,打磨须圆滑过渡,尤其是母材侧壁应特别仔细,可防止应力集中和减少夹渣、未熔合等缺陷的产生,提高焊接一次合格率。
6.2在核电二回路管道焊接时,合理安排焊顺序,采用双人对称焊,可有效地防止管道在焊接时收缩变形。
6.3对于管道热处理时,采用电阻加热器进行加热,操作方便筒单,安全可靠,热处理记录可追溯性强。