轧钢自动化酸轧联合机组方案BD.ppt
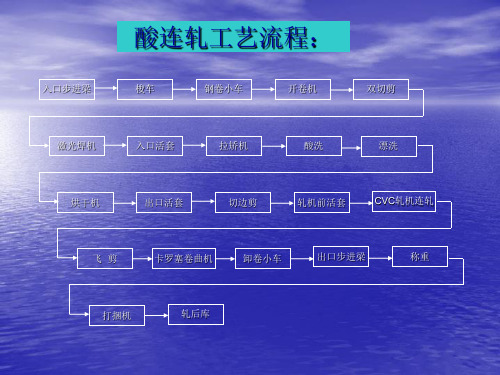
酸轧联合机组_13_详细设计_47_工艺控制方案(跟踪)

唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)上海宝信软件股份有限公司二零一五年六月唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)编制:顾颖兰编制日期:2015.06.22审核:顾胜超、徐文超审核日期:2015.06.24批准:金云批准日期:2015.06.30上海宝信软件股份有限公司二零一五年六月1.带钢跟踪 (5)1.1关键字 (5)1.2概述 (5)1.3简要工艺流程 (5)1.4系统设计范围 (6)1.5系统通讯方案 (6)1.5.1 L1-L0 数据通讯 (6)1.5.2 L1-L1 数据通讯 (7)1.5.3 L1-HMI 数据通讯 (7)1.5.4 L1-L2 数据通讯 (7)1.2系统配置 (8)1.3系统功能规格 (8)1.3.1应用功能概述 (8)1.3.2系统原理 (10)1.3.3焊缝跟踪 (11)1.3.4物料跟踪 (20)1.带钢跟踪1.1关键字中文表述英文对照带钢跟踪Strip Tracking焊缝跟踪Weld Tracking物料跟踪Material Tracking动作Action1.2概述本文档是关于唐山瑞丰950酸轧联合机组的功能描述。
酸轧联合生产线的带钢跟踪系统是基础自动化级的控制系统的一个主要的、相对高级的功能,由 PLC 控制系统实现。
带钢跟踪系统涉及大量的数据和运算。
在早期的系统中,由于PLC系统能力限制,带钢跟踪通常由过程控制计算机来完成。
实时性和可靠性均难以得到保证。
随着PLC系统能力的提升,使大规模的数据处理和高速运算成为可能。
带钢跟踪逐步转由PLC系统来实现。
在一条现代化的连续带钢生产线的自动控制系统中,带钢跟踪系统是其控制的核心。
几乎所有的自动化带钢连续生产线,均配备有精确的带钢跟踪系统。
轧钢工艺简介ppt课件
采用隔声、吸声等措施,降低噪声对周围环境的影响。
绿色轧钢工艺的发展趋势
短流程生产
采用短流程生产方式,减少中间环节,降低能源消耗和环境污染 。
智能化控制
引入智能化控制系统,实现生产过程的自动化和智能化,提高生产 效率和环保性能。
低碳环保
积极推广低碳环保技术,如新能源、清洁能源等,降低碳排放,实 现绿色可持续发展。
精轧
对粗轧后的钢材进行精细轧制,使 其形状、尺寸更加符合要求。
尺寸控制
通过调整轧制参数和控制冷却速度 ,控制钢材的厚度、宽度和长度等 尺寸。
精整
矫直
将轧制后的钢材进行矫直,消除 应力并改善其平直度。
表面处理
根据需要,对钢材表面进行抛光 、涂层或镀层等处理。
分级和包装
根据钢材的质量、尺寸和用途进 行分级,并进行包装,便于后续
纵轧机
主要用于加工板材和带材,其优点是产量高、品 种多。
斜轧机
主要用于加工锥形断面的金属材料,其优点是能 够实现高速、高效的生产。
轧机的工作原理
金属材料进入轧机后,受到轧 辊的压缩和变形,使其形状和 尺寸发生变化。
通过调整轧辊之间的距离,可 以控制金属材料的变形程度, 从而达到所需的形状和尺寸。
在轧制过程中,还需对金属材 料进行冷却和润滑,以降低摩 擦和温度,提高产品质量。
挑战
随着全球市场竞争的加剧,轧钢工艺面临着节能减排、降低成本、提高产品质 量的挑战。同时,由于环保政策的加强,如何减少轧钢生产过程中的环境污染 和废弃物排放也成为亟待解决的问题。
新技术对轧钢工艺的影响与推动
新技术应用
数字化轧钢、智能制造、新材料技术等新技术的应用,使得轧钢生产过程更加高 效、精准和可控。例如,通过数字化技术,可以实现轧钢生产过程的实时监控和 优化控制,提高产品质量和生产效率。
轧钢PPT课件

可编辑
47
5S活动的推行步骤
3 培训与宣传
1.5S运动的目的; 2.整理、整顿、清扫、清洁和教养的正确含义; 3.推进5S运动的方法; 4.把握效果的方法等。
4 执行
树立样板单位的办法 分阶段或分片实施的办法 实5S文明区域责任制的办法
5 监督
可编辑
48
开展整理活动技巧
1、对象:主要在于清理现场被占有而无效用的“空间” 2、目的:清除零乱根源,腾出 “空间”,防止材料的误用、误送,
操作在什么时间干? ④执行考核细则,即每项操作怎么干和
干到什么程度?
可编辑
20
岗位操作规范的编制原则
1.科学性 2.系统性 3.实践性 4.先进性 5.动态性
可编辑
21
岗位操作规范的编制程序和方法
一般要经过宣传教育、岗位责任分解、工 作研究(包括方法研究和时间研究)、 时间序列分解、编制初稿、试行验证、 确定岗位操作规范等步骤。
可编辑
22
现场管理的重点内容及特征
(一)作业调度 (二)能源材料管理 (三)质量安全管理 (四)生产技术管理 (五)经济核算管理 (六)劳资定额管理
可编辑
23
强化管理生产现场的基础工作
(一)信息工作
– 1.原始凭证 – 2.台账 – 3.统计分析
(二)规章制度
– 1.责任制度 – 2.技术标准和技术规程
创造一个清晰的工作场所
3、整理主要区域:工作场所 4、实施方法
对工作现场进行全面检查,划分需要与不需要的物品; 决定需要的物品的数量; 处理不需要的物品。
可编辑
49
开展整理活动的要领
⑴、对自己的工作场所(范围)全面检查,包 括看得到和看不到的
轧钢机机架设计70页PPT

❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
轧钢机机架设计
11、不为五斗米折腰。 12、芳菊开林耀,青松冠岩列。怀此 贞秀姿 ,卓为 霜下杰 。
13、归去来兮,田蜀将芜胡不归。 14、酒能祛百虑,菊为制颓龄。 15、春蚕收长丝,秋熟靡王税。
Байду номын сангаас 谢谢你的阅读
《型钢轧机》课件

轧机牌坊
轧机牌坊是型钢轧机的重要组成部分 轧机牌坊的作用是支撑和固定轧辊 轧机牌坊的材质和结构设计对轧辊的稳定性和轧制效果有重要影响 轧机牌坊的维护和保养对轧机的正常运行至关重要
轧机轴承
作用:支撑轧辊, 保证轧辊的稳定 运行
结构:包括滚动 轴承、滑动轴承 等
特点:耐磨、耐 高温、耐腐蚀
维护:定期检查、 润滑、更换
企业背景:某钢铁企业,年产量100万吨
改造原因:提高生产效率,降低能耗
改造方案:采用新型型钢轧机,优化生产工艺
改造效果:生产效率提高20%,能耗降低15%
经验总结:技术创新是企业发展的关键,持续改进是提高竞争力的有 效途径
案例启示与经验总结
案例背景:某钢铁公司型钢轧机生产线 问题分析:生产效率低下,产品质量不稳定 解决方案:优化生产工艺,提高设备性能 经验总结:加强设备维护,提高生产效率,确保产品质量
THEME TEMPLATE
感谢观看
新材料的应用
碳纤维复合材料:高强度、轻 量化、耐腐蚀
纳米材料:提高耐磨性、耐热 性、耐腐蚀性
智能材料:自修复、自适应、 自调节
环保材料:可降解、可回收、 无污染
节能减排与环保技术
节能技术:采用高效电机、变频器等节能设备,降低能耗 减排技术:采用废气处理、废水处理等环保技术,减少污染物排放 环保技术:采用绿色材料、环保工艺等环减排与环保技术将成为型钢轧机发展的重要方向
THEME TEMPLATE
20XX/01/01
型钢轧机PPT 课件大纲
单击此处添加副标题
汇报人:
目录
CONTENTS
单击添加目录项标题 型钢轧机概述
型钢轧机的主要结构 型钢轧机的操作与维护 型钢轧机的发展趋势与未来展望
酸轧线总体概述课件
762mm 3 660-800mm 2300mm A.C 375kw 0—601/1710rpm
开卷机芯轴
膨胀缸
拉杆
膨胀套
拉杆
键
扇形块
膨胀套
• 膨胀缸拉动拉杆,拉杆拉动膨胀套,膨胀
套的楔形结构使扇形块膨胀。
膨胀套
扇形块
膨胀缸、旋转给油器
旋转给油器 膨胀缸
位置传感器
开卷机外支撑
• 位置:位于开卷机芯轴未端 • 作用:支撑芯轴,防止芯轴在钢卷重
1号剪切缸
2号剪切缸
上剪刃 斜楔
下剪刃 剪刃锁紧缸
丝杠
剪刃梁锁紧缸
双切剪剪刃间 隙调整示意图
驱动电机
1号双切剪
上剪刃
斜楔驱动电机
下剪刃
双切剪参数:
• 剪刃长度 • 剪刃高度 • 最大剪刃厚度 • 最小剪刃厚度 • 剪刃倾角 • 最大剪切带钢厚度 • 最大剪切带钢宽度 • 剪掉的废料长度
2300 mm 100 mm 30mm 22mm 2° 6.0 mm 2080mm 800 – 1500 mm
No.1入口步进梁 接收从天车吊来的钢卷,并周期性地把 钢卷输送到No.2入口步进梁上 No.2 入口步进梁 从No.1步进梁接收钢卷,并周期性地把 钢卷输送到梭车上
步进梁:
横移缸
抬升缸
步进梁动作过程
• 钢卷在步进梁上,活动梁处于最低位置 • 升降油缸外升,活动梁抬起钢卷 • 移动油缸外升,活动梁前移 • 升降缸收缩,活动梁下降,钢卷放在固定梁上 • 移动油缸收缩,步进梁复位,完成一个步进循
环
入口1号步进梁技术参数
动梁卷位数量: 定梁卷位数量: 最大卷重: 钢卷支承: 提升高度: 卷位间距: 钢卷总横移距离: 横移缸尺寸: 抬升缸尺寸: 6 6 38 t 鞍座型 200mm 4000mm 20000mm Ø 200 / Ø 140 – 4000 Ø 360 / Ø 220 – 200
轧钢机主传动装置PPT.
1)作用:是将电动机较高的转速变成轧辊所需的 转速。选用价格较低的高速电动机。
2)选择:确定是否采用减速机的一个重要条件是 要比较减速机及其摩擦损耗的费用是否小于低 速电动机与高速电动机之间的差价。
减速机+减速机摩擦损耗的费用<低速电动 机-高速电动机的费用
一般来说,轧辊转速<200~250 r /min时, 才采用减速机。
(3)联接轴(连接轴) 轧钢机齿轮座、减速机、 电动机的运动和力矩,都是通过联接轴传递给 轧辊的。在横列式轧机上,一个工作机座的轧 辊传动另一个工作机座的轧辊,也是通过联接 轴传动的。轧钢机常用的联接轴有万向接轴、 梅花接轴、联合接轴和齿式接轴等。
1)作用:是用于将动力由齿轮机座或电动机 传递给轧辊,或从一个机座的轧辊传递给另一 机座的轧辊。(机座按横列式布置时)
开式铰链(图7-13a)的扁头具有一个长形切口,铰链 的一端可在此切口中沿着接轴中心线方向移动。这种铰 链一般用在轴向换辊的轧钢机上。图7-14(P223页)为 1150初轧机万向接轴开式铰链的结构图,它是由扁头1、 叉头2和回转十字轴组成。回转十字轴包括两块月牙形 滑块3和一根小方轴4。两个月牙形滑块(衬瓦)以滑动配 合(皆)装在叉头径向镗孔中,扁头则插放在这两个月牙 形滑块中间,这就组成了绕径向镗孔轴线旋转的回转轴 X—X。中间为矩形断面的小方轴4则为Y—Y轴。小方轴 两端轴颈与月牙形滑块也是滑动配合,其中间的矩形断 面部分与扁头的长形切口能够滑动,在其配合表面镶有 青铜滑板5。图7-15(P224页)表示了开式铰链的立体 简图。
第三课时 水上安全
,轧钢
机
主
1、通过对水上交通知识的了解,提高学生的交通安全意识。
传动装置也有不同的类型(表7-1) (P213页)。 (7) 口、鼻、呼吸道烫伤后,要马上送到医院,在送医院的途中,要注意保持呼吸道通畅。
轧钢机械课件
带钢热连轧机——轧制力与轧制扭矩大,大的接触压力与磨损。 工作辊:粗轧—铸钢,精轧—无限冷硬铸铁HS83。
支承辊:含Cr的合金锻钢。
• 带钢冷连轧机——轧制力与轧制扭矩大,大的接触压力,高的辊面质 量。
工作辊:合金锻钢HS90——95
支承辊:合金锻钢HS50——65
各类轧机轧辊材料的选择见P86表3—7 铸造轧辊一般采用离心铸造工艺,以改善辊面性能。
13
二、板带轧机 1、热带钢连轧机 特点: 高速 V~30m/s; 大型——带宽2500mm,最大卷重45t; 计算机控制包括从加热、轧制、冷却及精整的 全过程; 高精度——厚度AGC控制系统,同板差达50μ。
ห้องสมุดไป่ตู้14
2、冷连轧机
特点:高速 ——41.7m/s,已实现全连续轧制; 高精度:厚度AGC控制与板形控制,全液压压下,厚差 达5μ。 全部计算机控制; 最小板厚达0.001mm。 宝钢2030冷连轧机——最大速度 >30m/s,全连续无头轧制, 年产量达200万吨以上。图示为全连续轧制设备工艺配置图。
6
2、轧钢机的标称 轧机的品种繁多,它的标称与其产品及生产能力直接相关。
• 初轧机与型钢轧机——以(最后一架轧机—即成品架次)轧 辊的名义直径作为轧机的标称。
• 钢板轧机——以轧辊的辊身长度来标称。如2050热连轧机组, 表示轧机的轧辊辊身长为2050mm。 • 钢管轧机——以能轧制钢管的最大外径来标称。如宝钢140无 缝钢管轧机,表示其轧制钢管的最大外径为140mm。
7
§2 轧钢机的分类
习惯上轧钢机的分类可按其用途、轧辊在机座中的布置及轧机 的排列方式进行分类。 一、按轧辊在机座中的布置方式分类 可分为:具有水平轧辊的轧机、立辊轧机、万能轧机(既有水 平辊又有立辊的轧机)与斜辊轧机等。 1、水平式轧机:轧辊水平放置的轧机,应用最广,是最普遍的; 表1——2 按轧辊的数目及排列方式可分为2辊、4辊、8辊……最多达20辊、 行星轧机等。以2辊4辊轧机最为常用。广泛用于初轧、型钢及板带 轧机上。