真空导入成型工艺工艺流程
简述真空树脂导入成型工艺流程及注意事项
简述真空树脂导入成型工艺流程及注意事项Vacuum resin infusion molding (VRIM) is a manufacturing process that involves the use of a vacuum to distribute resin throughout a composite material. This process is commonly used in the aerospace, automotive, and marine industries to produce lightweight, high-performance components. VRIM begins with the preparation of a mold and the selection of suitable materials, such as resin, reinforcements, and release agents.真空树脂导入成型工艺是一种制造过程,涉及使用真空将树脂分布到复合材料中。
这个过程通常用于航空航天、汽车和船舶等行业,以生产轻量化、高性能的组件。
真空树脂导入成型的第一步是制备模具,并选择适用的材料,如树脂、增强材料和脱模剂。
One key aspect of the VRIM process is the creation of a vacuum bag setup, which is used to draw resin into the mold cavity. The vacuum bag is typically made from a flexible, airtight material and is placed over the mold and reinforcements. Once the bag is sealed, a vacuum pump is used to remove air from the cavity, creating a pressuredifferential that allows the resin to be infused into the reinforcements.真空树脂导入成型工艺的一个关键方面是建立真空袋系统,用于将树脂吸入模腔。
新材料真空灌注工艺
❖ 5. 法兰边铺双面棉胶条,铺密封胶条
❖ 6. 铺袋膜,袋膜适度要有余量,不要留下太大的褶皱,但也要给铺 管道的区域留下空间,太松或太紧都会造成树脂淤积或异常灌注。
❖ 7.抽气管连接树脂收集器,再连接真空泵。
更大功率的泵将帮助灌注更快地进行。 收集器是一个密封容器,一端连接铺层,收集器的作用是防止树脂进入真 空泵,注:使用树脂回收罐之前,将一些脱模蜡涂在罐的内部,以保证固化的树 脂可以很容易地移除。
浸渍铺设好的纤维增强材料。当然还有一些导流介质来辅助树脂的流动。
2. 真空辅助工艺原理 (俗称湿法)
手糊产品后加真空辅助是抽走预浸纤维布的多余树脂(通俗叫法手糊) 铺层结束完,铺设辅助材料。第一步铺带脱模布和带孔薄膜,第二步铺吸 胶毡,第三步铺设真空袋,连接真空管。第四步开始抽真空。
图1
二 真空导入工艺的优势 和缺点
2.树脂的放热峰温度 ❖ 树脂的放热峰温度不应过高,生产厚壁制品时,放热峰温度过高容易产生爆聚。
同时反应放热峰温度又不能太低,放热峰温度过低容易导致凝胶时间过长,造成 流胶现象,固化不良,影响产品质量。
❖ 二增强材料
❖ 增强材料对树脂的浸润性好坏直接影响所生产产品性能的优劣。一般来说,对于 真空灌注成型工艺,连续毡优于短切毡,编织布好于方格布,连续毡和编织布更 有利于树脂在整个密闭体系中的流动;若生产碳纤维制品,选材时应考虑用与碳 纤维浸润性好的树脂。
❖ 一 真空导入原理,成型方法介绍 ❖ 二 真空导入优势和缺点 ❖ 三 真空导入主材,辅料介绍 ❖ 四 真空导入工艺---操作流程 ❖ 五 真空导入影响产品质量的因素 ❖ 六 操作注意事项
1、真空导入工艺原理 (俗称 干法)
真空导入工艺的介绍
真空导入工艺的介绍在目前的材料中,复合材料因其质轻高强而被广泛应用。
针对复合材料的制造工艺也在不断的提高和创新。
由起初的手糊,发展到机械化的喷射,拉挤,模压等工艺,都现在兴起的真空导入工艺,与真空导入相关的工艺还有树脂传递模塑(RTM),真空辅助RTM (VARTM),真空袋压,SCRIMP,SRIM(Structural Reaction Molding),RTI(resin film infusion).但都有一些差别,很多文章中都介绍过,这里就不赘述了。
1.真空导入工艺(Vacuum infusion process,VIP)真空导入工艺(Vacuum infusion process),简称VIP,在模具上铺“干”增强材料(玻璃纤维,碳纤维,夹心材料等,有别于真空袋工艺),然后铺真空袋,并抽出体系中的真空,在模具型腔中形成一个负压,利用真空产生的压力吧不饱和树脂通过预铺的管路压入纤维层中,让树脂浸润增强材料最后充满整个模具,制品固化后,揭去真空袋材料,从模具上得到所需的制品。
VIP采用单面模具(就象通常的手糊和喷射模具)建立一个闭合系统。
真空导入工艺公诸于世很久了,这个工艺在1950年出现了专利记录。
然而,直到近几年才得到了发展。
由于这种工艺是从国外引入,所以在命名上有多种称呼,真空导入,真空灌注,真空注射。
2.理论真空导入工艺能被广泛的应用,有其理论基础的,这就是达西定律(Darcy’s Law)t =ℓ 2h/(2 kDP )t 是导入时间,由四个参数来决定。
h-树脂粘度,从公式上可以看出所用树脂的粘度低,则所需导入时间就短,因此真空导入所用的树脂粘度一般不能太高。
这样可以使树脂能够快速的充满整个模具。
ℓ-注射长度,指的树脂进料口与到达出料口的之间的距离,距离长当然所需的时间亦长。
DP-压力差, 体系内与体系外压力差值越大,对树脂的驱动力也越大,树脂流速越快,当然所需导入时间也越短。
真空导入成型工艺工艺流程
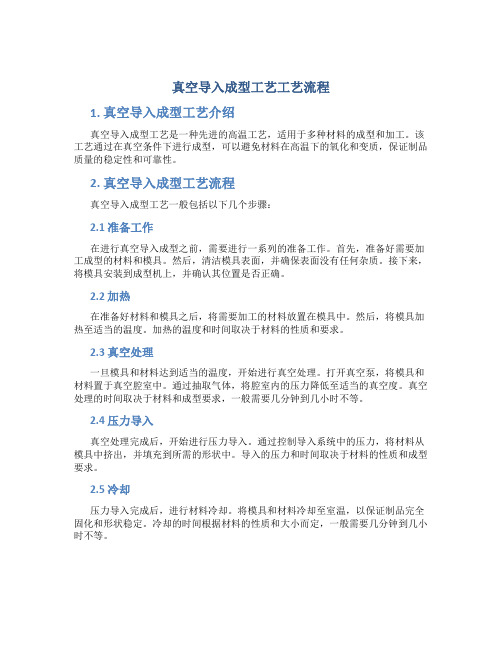
真空导入成型工艺工艺流程1. 真空导入成型工艺介绍真空导入成型工艺是一种先进的高温工艺,适用于多种材料的成型和加工。
该工艺通过在真空条件下进行成型,可以避免材料在高温下的氧化和变质,保证制品质量的稳定性和可靠性。
2. 真空导入成型工艺流程真空导入成型工艺一般包括以下几个步骤:2.1 准备工作在进行真空导入成型之前,需要进行一系列的准备工作。
首先,准备好需要加工成型的材料和模具。
然后,清洁模具表面,并确保表面没有任何杂质。
接下来,将模具安装到成型机上,并确认其位置是否正确。
2.2 加热在准备好材料和模具之后,将需要加工的材料放置在模具中。
然后,将模具加热至适当的温度。
加热的温度和时间取决于材料的性质和要求。
2.3 真空处理一旦模具和材料达到适当的温度,开始进行真空处理。
打开真空泵,将模具和材料置于真空腔室中。
通过抽取气体,将腔室内的压力降低至适当的真空度。
真空处理的时间取决于材料和成型要求,一般需要几分钟到几小时不等。
2.4 压力导入真空处理完成后,开始进行压力导入。
通过控制导入系统中的压力,将材料从模具中挤出,并填充到所需的形状中。
导入的压力和时间取决于材料的性质和成型要求。
2.5 冷却压力导入完成后,进行材料冷却。
将模具和材料冷却至室温,以保证制品完全固化和形状稳定。
冷却的时间根据材料的性质和大小而定,一般需要几分钟到几小时不等。
2.6 脱模材料完全冷却后,开始进行脱模操作。
打开模具,取出成型的材料。
在脱模过程中,需要注意避免材料损坏或变形。
3. 真空导入成型工艺的优势真空导入成型工艺相比传统成型工艺具有以下优势:•高质量成品:真空导入成型避免了材料在高温下的氧化和变质,可以获得高质量的成品。
•复杂形状成型:真空导入成型可以实现复杂形状的精确成型,满足不同产品的需求。
•节约材料:真空导入成型可以将材料的浪费降到最低,节约生产成本。
•环保节能:真空导入成型过程中无需使用过多的添加剂,减少了对环境的污染,并且能有效节能。
真空导入成型 工艺

第三步:增强材料铺设选用增强材料-玻璃纤维,碳纤维,夹心材料…这 要依据制品强度要求来定。选择增强材料对积层工艺来说是很重要的 一步,但对于VIP要多考虑几点。虽然所有织物都可以用,但不同的 材料和织法会影响树脂流速。
VIP工艺的应用领域
1)船艇工业--船体,甲板,方向舵,雷达屏 蔽罩
VIP工艺的应用领域
2)风电能源--叶片,机仓罩 3)体育休闲--头盔,帆板 4)汽车工业--各类车顶,挡风板,车厢 5)建筑领域--建筑物顶部件,建筑模板 6)农业和园艺--粮仓圆盖,农机保护盖
其他问题
1、当然任何一个工艺不可能是十全十美的, 目前来说VIP所需的一次性耗材很大一部分 需要进口,提高材料成本。
2、另外对操作人员的技能要求更高。每一过 程都仔细按步骤做好才能进入下一步的操 作,否则会造成不能逆转的损失。
第六步:配树脂抽真空达到一定要求后,准备树脂。按凝胶 时间配入相应的固化剂,切记不能忘加固化剂,否则很难 弥补。不过一般真空导入树脂含有固化指示剂,可以从颜 色上来判断是否加了固化剂。
第七步:导入树脂把进树脂管路插入配好的树脂桶中,根据 进料顺序依次打开夹子,注意树脂桶的量,及时补充。
第八步:脱模树脂凝胶固化到一定程度后,揭去真空袋材料。 从模具上取出制品并进行后处理。
第四步:真空袋材料铺设先铺上脱模布,接着是导流布,最后是真空袋。 在合上真空袋之前,要仔细考虑树脂和抽真空管路的走向,否则有的 地方树脂会无法浸润到。铺设时要非常小心,以免一些尖锐物刺破真 空袋。
工艺流程
第五步:抽真空铺完这些材料后,夹紧各进树脂管,对整个 体系抽真空,尽量把体系中空气抽空,并检查气密性,这 一步很关键,如有漏点存在,当树脂导入时,空气会进体 入体系,气泡会在漏点向其它地方渗入,甚至于有可能整 个制品报废。
真空导入

铺放脱模布
真空袋压树脂注入工艺流程
5铺放导流网
铺放导流网时,导流网的边缘离增强材料的边缘3-5cm 左右远,即导流网的面积比增强材料的面积略微小一 些,当树脂在浸润没有导流网的增强材料时,速度比 有导流网的地方要慢得多,这样可以使树脂有充分的 时间来浸润增强材料,还能减少树脂的浪费。导流网 与导流网之间的搭接距离应尽可能小,但不应出现没 有导流网得地方。导流网一般也用极少量的黑色密封 胶带粘在脱模布上,而不用定位胶。
固化体系的选择
由于真空袋压树脂注入工艺一般采用的是已经 加入促进剂的树脂,因此在使用之前只需加入 引发剂即可。常用的引发剂是过氧化甲乙酮。 引发剂的用量与所需的凝胶时间和充模时的温 度有很大的关系,因为真空袋压树脂注入是闭 模成型,因此湿度对引发剂的用量基本没有影 响。
真空袋压树脂注入工艺所需材料
(3)脱模布:低孔隙率、低渗透率的纤维 织物可改善制品的表观,防止真空袋粘在 制品上。 (4)中空螺旋管:主要用作树脂流道和袋 膜内抽气管。 (5)树脂进料管:用来连接树脂灌和注入 口的塑料管,在承受一个大气压的情况下 而不变形。 (6)抽气管:用来连接抽气口和树脂收集 气及树脂收集器与真空泵的塑料管,能承 受一个大气压而不变形,通常直径比树脂 进料管要小。
真空导入工艺图
真空导入工艺的发展
真空导入是一种新颖的复合材料成型工艺,以即经济 又安全的方法生产高品质的大型复合材料制品见长。 真空导入工艺始于80年代末,1990年初获得专利,最 初公众反应平平。在1996年SPI复合材料年会上引起 重视并成为热点。
真空导入产生的背景
(1)环保法规的要求。 (2)巨型制品成型工艺的要求。
复合材料真空辅助成型工艺总结
复合材料真空辅助成型工艺总结复合材料真空辅助成型工艺是一种将纤维增强复合材料与真空技术相结合的成型方法,具有高效、高质量和节能环保的特点。
以下是复合材料真空辅助成型工艺的几个主要步骤和工艺特点的总结:1. 原材料准备:选择适当的纤维增强材料、树脂基体材料和其他辅助材料。
确保材料的质量和性能符合要求。
2. 堆叠定型:根据产品的几何形状和规格,将纤维增强材料进行叠放定型。
确保纤维增强材料的层压顺序和方向合理。
3. 气压控制:通过真空泵将工作环境内部的气压降至一定的负压。
保持气压稳定,确保材料与模具之间的质量紧密接触。
4. 树脂注入:在成型过程中,通过真空泵将树脂基体材料注入到纤维增强材料之间的空隙中。
保持树脂基体材料的均匀分布。
5. 硬化固化:将注入树脂基体材料的复合材料放置在恒温和恒湿环境中,使其硬化和固化。
确保树脂基体材料具有良好的硬度和强度。
6. 产品后处理:对成型的复合材料进行必要的加工和后处理,如修剪、打磨和表面处理等。
确保产品的最终质量和外观符合要求。
复合材料真空辅助成型工艺具有以下几个特点:1. 高效节能:使用辅助真空辅助成型工艺可以大大减少树脂的浪费和能耗。
由于真空辅助成型可在低温下实现材料固化,使得能耗大大降低。
2. 产品质量高:真空辅助成型有助于减少空气和树脂中可能存在的气泡和缺陷,提高了成型复合材料的密实度和强度。
3. 成本降低:真空辅助成型工艺可以减少工作场地的需求,节省材料和能源的使用,从而降低了生产成本。
4. 克服形状限制:真空辅助成型工艺可以适应各种形状和尺寸的复合材料产品的生产需求,且适用于多种纤维增强材料和树脂基体材料的组合。
总之,复合材料真空辅助成型工艺通过真空技术的应用,使得复合材料的成型工艺更加高效、质量更好、能耗更低,具有广泛的应用前景。
真空成型工艺
修订记录 日 期
修订内容
编制 审核
会签 批准
合肥华凌股份有限公司
制订部门 品质工艺部 文件编号 QJ/MH 03.g 065-2005a 发 放 号
真空成型工艺流程(cannon 机) 页 次 4/4
编制日期
2005/11/11
发放日期 2005/11/15
NO 工序名称
内
容
8 吸塑成型 将设备设置为全自动进行生产,在生产过程中作业人员需工艺和设备进行跟踪。
抽真 ⑴慢速抽真空不使用 空 ⑶快速抽真空时间(S): 24±3
⑵快速抽真空压力(bar): -0.9
模具 ⑴模台上升延时(S):0~1 行程 ⑶压框下降延时(S):0
⑵模具下降延时(S): 0.5~2.5 ⑷模箱上升下降延时(S):0
修订记录 日 期
修订内容
编制
会签
审核
批准
制订部门 品质工艺部 文件编号
5
加热 复位。板材输送到成型机位(采用温控器控制加热结束,不采用时间控制加热结束)。
板材输送到成型区,压模下降,模箱上升(46L 箱内胆还使用辅模),模台上升,吹泡、抽真空, 6 真空成型 然后吹冷空气定型,最后模台下降,压框、模箱复位,内胆脱模。
7
自检
作业人员需按照内胆质量要求,对内胆进行全数检查,连续出现 3 模不良品时需对工艺进行局 部调整。
真空成型工流程
编制: 审核: 会签: 批准:
真空成型工艺流程图
股份有限公司
制订部门 品质工艺部 文件编号
页次
1/4
编制日期
发放号 发放日期
架模、预热
工艺参 数设定
调整 参数
不合格
板材 检查
真空导入工艺的介绍
真空导入工艺的介绍在目前的材料中,复合材料因其质轻高强而被广泛应用。
针对复合材料的制造工艺也在不断的提高和创新。
由起初的手糊,发展到机械化的喷射,拉挤,模压等工艺,都现在兴起的真空导入工艺,与真空导入相关的工艺还有树脂传递模塑(RTM),真空辅助RTM (VARTM),真空袋压,SCRIMP,SRIM(Structural Reaction Molding),RTI(resin film infusion).但都有一些差别,很多文章中都介绍过,这里就不赘述了。
1.真空导入工艺(Vacuum infusion process,VIP)真空导入工艺(Vacuum infusion process),简称VIP,在模具上铺“干”增强材料(玻璃纤维,碳纤维,夹心材料等,有别于真空袋工艺),然后铺真空袋,并抽出体系中的真空,在模具型腔中形成一个负压,利用真空产生的压力吧不饱和树脂通过预铺的管路压入纤维层中,让树脂浸润增强材料最后充满整个模具,制品固化后,揭去真空袋材料,从模具上得到所需的制品。
VIP采用单面模具(就象通常的手糊和喷射模具)建立一个闭合系统。
真空导入工艺公诸于世很久了,这个工艺在1950年出现了专利记录。
然而,直到近几年才得到了发展。
由于这种工艺是从国外引入,所以在命名上有多种称呼,真空导入,真空灌注,真空注射。
2.理论真空导入工艺能被广泛的应用,有其理论基础的,这就是达西定律(Darcy’s Law)t =ℓ 2h/(2 kDP )t 是导入时间,由四个参数来决定。
h-树脂粘度,从公式上可以看出所用树脂的粘度低,则所需导入时间就短,因此真空导入所用的树脂粘度一般不能太高。
这样可以使树脂能够快速的充满整个模具。
ℓ-注射长度,指的树脂进料口与到达出料口的之间的距离,距离长当然所需的时间亦长。
DP-压力差, 体系内与体系外压力差值越大,对树脂的驱动力也越大,树脂流速越快,当然所需导入时间也越短。
真空导入工艺的介绍
真空导入工艺的介绍在目前的材料中,复合材料因其质轻高强而被广泛应用。
针对复合材料的制造工艺也在不断的提高和创新。
由起初的手糊,发展到机械化的喷射,拉挤,模压等工艺,都现在兴起的真空导入工艺,与真空导入相关的工艺还有树脂传递模塑(RTM),真空辅助RTM(V ARTM),真空袋压,SCRIMP,SRIM(Structural Reaction Molding),RTI(resin film infusion),但都有一些差别,很多文章中都介绍过,这里就不赘述了。
1、真空导入工艺(Vacuum infusion process,VIP)真空导入工艺(Vacuum infusion process),简称VIP,在模具上铺“干”增强材料(玻璃纤维,碳纤维,夹心材料等,有别于真空袋工艺),然后铺真空袋,并抽出体系中的真空,在模具型腔中形成一个负压,利用真空产生的压力吧不饱和树脂通过预铺的管路压入纤维层中,让树脂浸润增强材料最后充满整个模具,制品固化后, 揭去真空袋材料,从模具上得到所需的制品。
VIP采用单面模具(就象通常的手糊和喷射模具)建立一个闭合系统。
真空导入工艺公诸于世很久了,这个工艺在1950年出现了专利记录。
然而,真到近几年才得到了发展。
由于这种工艺是从国外引入,所以在命上有多种称呼,真空导入,真空灌注,真空注射。
2、理论真空导入工艺能被广泛的应用,有其理论基础的,这就是达西定律(Darcy’s Law)t={2h/(2KDP)t是导入时间,由四个参数来决定。
h-树脂粘度,从公式上可以看出所用树脂的粘度低,则所需导入时间就短,因此真空导入所用的树脂粘度一般不能太高。
这样可以使树脂能够快速的充满整个模具。
{-注射长度,指的树脂进料口与到达出料口的之间的距离,距离长当然所需的时间亦长。
DP-压力差,体系内与体系外压力差值越大,对树脂的驱动力也越大,树脂流速越快,当然所需导入时间也越短。
K=渗透性,指玻纤,夹心材料等对树脂浸润好坏的参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蔡卫社
1
主要内容
1. 真空袋成型工艺的定义 2. 真空袋成型工艺的优点 3. 常用设备/工装/耗材 4. 真空树脂导入法操作步骤 5. 真空导入的图片
2
1.真空袋成型工艺的定义
真空袋成型工艺,是将产品密封在模具和真空袋之间,通过抽真空对产 品加压,使产品更加密实、力学性能更好的成型工艺方法,该方法适 合于手糊、喷射、预浸料成型工艺,并可配合烘箱、热压罐等使用。
31
4· 14th-1 脱模后的制件
32
5.真空导入的图片
5.1 真空导入中的船体 5.2 真空导入脱模后的船体 5.3 真空导入的夹心结构
5.4 真空导入平板
33
5.1真空导入中的船体
34
5.2真空导入脱模后的船体
35
5.3真空导入的夹心结构
36
5.4 真空导入平板
37
The End
3
2.真空袋成型工艺的优点
1、产品的力学性能更好,提高20%以上 2、消除产品中的气泡 3、均匀加压,产品的性能均匀 4、可以成型特别大型的制件 5、减少挥发份对人员的损伤 6、比较精确地控制含胶量 7、控制产品的厚 8、改善制品表面的质量 9、减轻制品的重量
4
3.常用设备/工装/耗材
3.1 真空导入模具 3.2 真空泵及真空储压罐 3.3 树脂收集器 3.4 管路和接头 3.5 真空袋材料
22
4· 8th 安装导流管与树脂管
23
4· 9th-1 密封真空袋膜
24
4· 9th-2 密封真空袋膜
25
4· 9th-3 密封真空袋膜
26
4· 10th-1 检验真空度
27
4· 10th-2 真空检测点
28
4· 11th 抽真空加压
29
4· 12th 导入树脂
30
4· 13th 产品脱模
13
4· 1 胶衣喷涂
14
4· 2nd-1 铺增强材料(用定型喷胶固定)
15
4· 2nd-2 铺增强材料
16
4· 3rd 铺脱模布
17
4· 4th 粘贴密封胶条
18
4.5th 布导气管
19
4· 6th 在导气管上铺脱模布
20
4· 7th 铺导流布
21
4· 7th-2 导流布与导流管的连接方式
THANKS!
38
密封胶 条
真空 袋膜
11
3.7 测漏仪
12
4.真空树脂导入法的操作步骤
4.1 模具准备,涂脱模剂 4.2 胶衣、产品积层(不含树脂的增强材料) 4.3 铺脱模布 4.4 铺导流布、导流管 4.5 粘贴密封胶条(可以提前) 4.6 铺真空袋膜 4.7 安装真空阀、快速接头和真空管 4.8 接气源,检验真空度 4.9 抽真空,导入树脂 4.11 产品固化 4.12 产品脱模
5
3.1 真空导入模具
6
3.2 真空泵及真空储压罐
7
3.3 树脂收集器
连接真空 储压罐 连接模具
8
Байду номын сангаас 3.4 管路和接头
真空 管
树脂管
导流管 (缠绕 管)
导流管 (缠绕 管)
L型/T型 接头
9
3.5 真空表/快速接头/底座
底座 真空 表 真空 表 真空度 调节器 快速 接头
10
3.6 真空袋材料