注塑过程工艺参数监控记录表
通用塑料注塑工艺标准参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
注塑生产工艺参数监控记录表
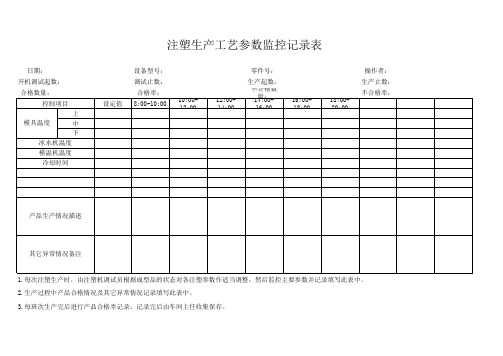
日期: 开机调试起数: 合格数量: 控制项目 模具温度 冰水机温度 模温机温度 冷却时间 上 中 下 设定值 设备型号: 调试止数: 合格率: 零件号: 生产起数: 不合格数量: 操作者: 生产止数: 不合格率:
8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:Biblioteka 0-18:00 18:00-20:00
产品生产情况描述
其它异常情况备注
1.每次注塑生产时,由注塑机调试员根据成型品的状态对各注塑参数作适当调整,然后监控主要参数并记录填写此表中。 2.生产过程中产品合格情况及其它异常情况记录填写此表中。 3.每班次生产完后进行产品合格率记录,记录完后由车间主任收集保存。
注塑特殊过程确认表(20200930061515)
实际果
外观平整光滑,表面是否有划伤,无异 色点、气丝、塌坑、缺料、变形、毛 边、断裂、杂物等,注胶口是否起皮、 突起等。是否压伤五金零件,对接插头 试装是否灵活。
确认人签名
确认人
部门
确认人
部门
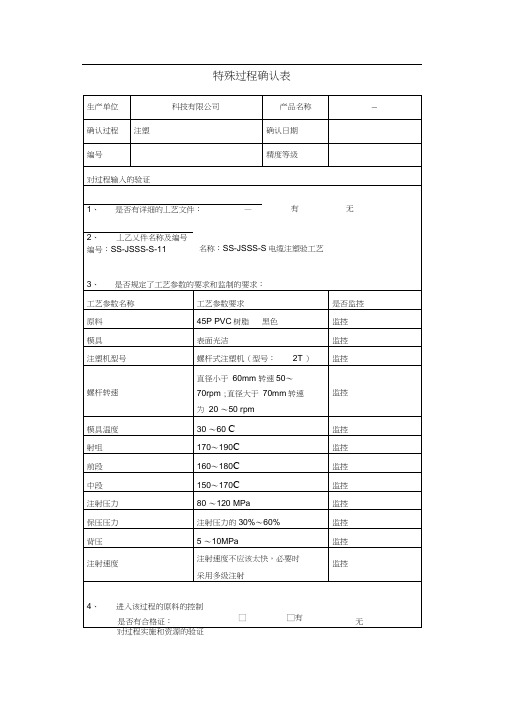
特殊过程确认表
生产单位
科技有限公司
产品名称
—
确认过程
注塑
确认日期
编号
精度等级
对过程输入的验证
有
无
1、是否有详细的丄艺文件:—
2、丄乙乂件名称及编号
编号:SS-JSSS-S-11
名称:SS-JSSS-S电缆注塑验工艺
3、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
原料
45P PVC树脂
记录名称:注塑控制参数记录表
参数名称
工艺参数要求
监控结果
环境温度
环境湿度
原料
45P PVC树脂黑色
模具
表面光洁
注塑机型号
螺杆式注塑机(型
号:2T)
螺杆转速
直径小于60mm转 速50〜70rpm;直径 大于70mm转速为
20〜50rpm
模具温度
30〜60C
射咀
170〜190C
前段
160〜180C
中段
150〜170C
黑色
监控
模具
表面光洁
监控
注塑机型号
螺杆式注塑机(型号:2T)
监控
直径小于60mm转速50〜
螺杆转速
70rpm;直径大于70mm转速
监控
为20〜50rpm
模具温度
30〜60C
监控
注塑工艺参数分析表

(以下為工序參數監控記錄, 工序審查需與以上首版或MI要求各項參數進行比對, 工程師需對重大差異進行分析審定)
備注:
組長: 表格編號:
領班:
工程師:
普通 抽濕 記錄 人
出模輔助 前模附件 后模附件
水口重量(g)
前模溫度 后模溫度 干燥方法 產品單重(g)
烘料 溫度
□ 普通 □ 抽濕 (Lot No.)
射膠 冷卻 保壓 保壓 保壓 保壓 模溫 成型 時間 射咀 一段 二段 三段 四段 一段 二段 三段 四段 一段 二段 三段 四段 一段 二段 三段 四段 時間 時間 壓力 速度 位置 時間 (℃) 周期
注塑工序參數監控表
生產日期 機臺# 班次 型號 模號 Cav# x 材料: MI 成型周期(秒):
首板確認(或MI要求)參數
鎖模位置 鎖模壓力 鎖模速度 開模位置 開模壓力 開模速度 熔膠壓力 熔膠速度 熔膠位置 輔助工具
一段 二段 三段 四段
熔膠溫度 ( ℃ ) 射膠壓力 ( ) 射膠速度 ( ) 射膠位置 ( )
独家实战应用表-注塑模具试模工艺参数记录表(中英文双译)

Mould type模具类型
Eject Stroke顶出距离
(MAX) TOO DAYLIGHT 最大开模距离
Part Wt产品重量
Cav 1
Cav 5
Ca
Cav 7
Runner Wt浇口重量
Shot Weight注塑量
Temperatures温度
Hot Runner热流道
NOS
NOS
NOS
NOS
Cavity型腔
Core型芯
Page 1
印度试模记录表
Mould Pilot Lot Trial Report 模具试模报告
Product Name产品名称
Date日期
Makeing Company NO模具编号
Moulder制造者
Tool No模具号
Drg No图号
Mould Size 模具外形
Packing Mould Size 模具包装尺寸
Pr/ Speed / Position-1
Pr/ Speed / Position-2
Pr/ Speed / Position-3
Gas Injection SetUp气顶设置 AIR VALVE: HYD.CYL:
WATER NIPPLE: Water Cooling水冷却
Remarks备注
NOS
Hold time保压时间
Cycle Time周期
Pressure & Speed Setting/ Position压力/速度/位置设定
Pr/ Speed /Position-1
Pr/ Speed /Position-2
Pr/ Speed /Position-3
Hold Pressure/ Speed / Position保压/速度/时间
常用塑料注塑工艺参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
常用塑料注塑工艺参数表:资料
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
注塑成型工艺流程及工艺参数
2、保压阶段
保压阶段的作用是持续施加压力,压实熔体,增加塑料密度(增密),以补偿塑料的收缩行为。在保压过程中,由于模腔中已经填满塑料,背压较高。在保压压实过程中,注塑机螺杆仅能慢慢地向前作微小移动,塑料的流动速度也较为缓慢,这时的流动称作保压流动。由于在保压阶段,塑料受模壁冷却固化加快,熔体粘度增加也很快,因此模具型腔内的阻力很大。在保压的后期,材料密度持续增大,塑件也逐渐成型,保压阶段要一直持续到浇口固化封口为止,此时保压阶段的模腔压力达到最高值。
高速填充。如图1-2所示,高速填充时剪切率较高,塑料由于剪切变稀的作用而存在粘度下降的情形,使整体流动阻力降低;局部的粘滞加热影响也会使固化层厚度变薄。因此在流动控制阶段,填充行为往往取决于待填充的体积大小。即在流动控制阶段,由于高速填充,熔体的剪切变稀效果往往很大,而薄壁的冷却作用并不明显,于是速率的效用占了上风。l
冷却水管配置方式。冷却水管越靠近模腔,管径越大,数目越多,冷却效果越佳,冷却时间越短。
冷却液流量。冷却水流量越大(一般以达到紊流为佳),冷却水以热对流方式带走热量的效果也越好。
冷却液的性质。冷却液的粘度及热传导系数也会影响到模具的热传导效果。冷却液粘度越低,热传导系数越高,温度越低,冷却效果越佳。
注塑温度是影响注塑压力的重要因素。注塑机料筒有5~6个加热段,每种原料都有其合适的加工温度(详细的加工温度可以参阅材料供应商提供的数据)。注塑温度必须控制在一定的范围内。温度太低,熔料塑化不良,影响成型件的质量,增加工艺难度;温度太高,原料容易分解。在实际的注塑成型过程中,注塑温度往往比料筒温度高,高出的数值与注塑速率和材料的性能有关,最高可达30℃。这是由于熔料通过注料口时受到剪切而产生很高的热量造成的。在作模流分析时可以通过两种方式来补偿这种差值,一种是设法测量熔料对空注塑时的温度,另一种是建模时将射嘴也包含进去。
注塑试验设计表(DOE)
1 2 3 4 5 6 7 8 9 均值1 均值2 均值3 极差
1(55) 1(55) 1(55) 2(65) 2(65) 2(65) 3(75) 3(75) 3(75) 162 170 155 15
编制/日期:于长萍 /2010.10.28
核心小组成员:陈建、褚大鹏、罗琼、葛红霞
ห้องสมุดไป่ตู้
000034/035000/001注塑工艺参数试验设计(DOE)记录
实验结果 (评分) 4 8 3 10 10 8 4 6 8
1 2 3
1 2 3 4 5 6 7 8 9 均值1 均值2 均值3 极差
11(190-220)1(0-15) 11(190-220) 2(15-30) 11(190-220) 3(35-50) 2(230-260) 1(0-15) 2(230-260) 2(15-30) 2(230-260) 3(35-50) 3(270-300) 1(0-15) 3(270-300) 2(15-30) 3(270-300) 3(35-50) 5 9.3 6 4.3 6 8.6 6.3 2.3
编制/日期:于长萍 /2010.10.28
核心小组成员:陈建、褚大鹏、罗琼、葛红霞
由以上试验可知均值1、均值2、均值3之间的差异 只反映了A的三个水平间差异,因为这三组试验条 件除了因子A的水平差异外,因子B比A极差小一 点,因子C和因D是因找不到2列的正交试验表所 以先择4列的正交试验表,C、D两列没有因子是 控列,所以可以通过比较这三个平均值的大小看A 的水平好坏。从这三个数据可知因子4的二水平最 好,因为其指标均值最大。这种比较方法称为“综 合比较"。同一理因子B二水平最好,所以容胶温度 (230-260)和胶量射出速度(15-30)r/min为最佳.
注塑工艺参数表
一汽 - 大众FAW-VolkswagenWerkzeug-Nr.:模具号:Maschinentyp :机器型号:Schließkraft :锁模力:Tonnen吨mm 毫米Kernzüge :?Matrize 型腔Fach Kern 型芯Fach Formtemperatur :成型温度:Matrize 型腔 °C Kern 型芯 °C Zylindertemperatur :料筒温度:Zone 1 °C Zone 2 °C Zone 3°C Zone 4 °C Zone 5 °C Zone 6°C Zone 7°C Zone 8°C Heißläufertemperatur :熔化温度°CMassedruck (max) :塑化压力Bar Bar Umschaltpunkt :保压切换mm mm Kühlzeit :冷却时间:sek sek Dosierweg :计量行程:mm Schneckenrückzug :螺杆回塑行程:mm vor Pl.nach Pl.Einspritzprofil : 1.Stufe mm/s bis mm 填充参数2.Stufe mm/s bis mm3.Stufe mm/s bis mm4.Stufe mm/s bis mm5.Stufe mm/s bis mm6.Stufe mm/s bismm Nachdruckprofil : 1.Stufe sek bar 保压参数2.Stufe sek bar3.Stufe sek bar4.Stufe sek bar5.Stufe sek bar6.Stufesek barSchneckendrehzahl :螺杆转速U/min barNadelverschlußdüsen :fach sekmm 阀式热咀:Düse1Düse2Düse3Düse4Düse5Düse6Düse7Düse8öffnen 开启schließen 关闭öffnen 开启schließen 关闭Düse9Düse10Düse11Düse12Düse13Düse14Düse15Düse16öffnen 开启schließen 关闭öffnen 开启schließen 关闭Bemerkungen 备注 :注塑工艺参数表Einstellprotokoll für SpritzgiesswerkzeugeTeil-Benennung:零件名称:Regelkreise Umschaltdruck :保压切换压力Massepolster :料量Einspritzzeit :注塑时间:Zylinderdurchmesser :螺杆直径:Materialbezeichnung :材料:Staudruck :背压。