施焊及焊接接头外观检查记录
焊接工程外观质量观感检查表

焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
焊接质量检查验收表(范本)

焊缝表面质量(观感)检查记录表
编号:0203—TFEN—HJ—01—02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN—HJ—01-02—02—002
焊接工程质量分批验收记录表
焊接分项工程综合质量验收评定表
编号:0203—HJ—01—02—02-001
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表B.8 分项工程焊接接头表面质量检验评定表mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ"。
合格级与优良级标准相同亦记“Δ”.
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:
公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3。
8—1 焊接工程分类和质量检查、检验项目及数量
表6.3.8—3 B类工程焊接质量检验评定标准mm
表6。
3.8—3(续)
C类工程焊接质量检验评定标准见表6。
3.8—4。
表6.3.8-4 C类工程焊接质量检验评定标准mm。
焊接工艺评定施焊记录表

清根方法
保护气体
/
层
焊接方法
焊材 牌号
焊材
规格
电流种类及 极性
电流
(A)
电压(V)
焊接速度(cm/min)
鸨极 直径
喷嘴 直径
焊接工艺评定施焊记录表
焊接工艺评定施焊记录表
焊接工艺评定编号
焊接工艺指导书编号
施焊焊工
检验员
钢印号
/
记录人员
施焊日期
焊接责任人
母材
名称
钢号
尺寸mm
炉批号
材质证明书
其他
钢板
焊材
牌号
尺寸mm
炉批号
烘干(℃,h)
材质明书
其他
设备
设备型号
产地
焊接位置
接头形式简图
(同报告接头简图)
施焊技术
预热温度
层间温度
焊后热处理
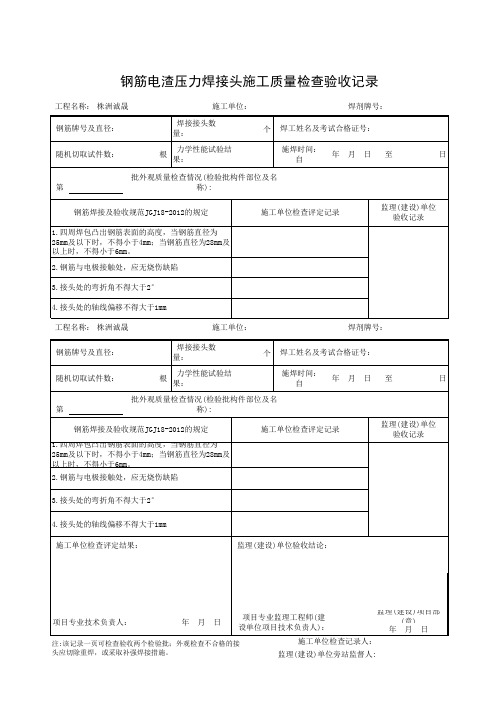
钢筋电渣压力焊接头施工质量检查验收记录
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
施焊记录表

二次返修批准人
三次返修批准人
返修焊工
姓名
焊工钢印号
焊口材质
焊口规格
焊
接
方
法
焊接层数
焊条(丝)
电流
气体
背面保
护ห้องสมุดไป่ตู้体
返修
拍片结果
打底
盖面
打底
盖面
种类
流量
种类
流量
型号
直径
型号
直径
极性
电流
极性
电流
材质
规格
加热方法
升降温速度
(℃/h)
恒温温度
(℃)
恒温时间
(h)
工艺卡编号
时间(h)
温度(℃)
时间(h)
温度(℃)
要求:
1、严格按作业指导书或工艺卡作业。
2、完整、清晰的记录。
3、每半小时到热处理现场巡查一次。
每半小时记录一次。
自检记录:
异常情况记录:
焊口外观检查记录表ZZFY/JL-ZH05
焊口位置
焊口位置
焊工姓名
时间
焊缝尺寸
未焊透
裂纹
未熔合
咬边
气孔
夹渣
注:焊缝宽度7-14毫米,焊缝余高<1.5毫米,焊缝高低差<1.5毫米,焊缝宽窄差<2毫米,咬边长<13毫米 深度<1.5毫米为焊缝尺寸合格记“√”,(为全氩Ф42X4管子标准。)
返修施焊记录表ZZFY/JL-ZH12
工程
名称
焊口
位置
返修日期
一
检查时间
焊缝成型
焊缝宽度
焊缝宽窄差
焊缝高低差
焊缝余高
关键过程质量检验记录

2
焊接质量
检查
1、漏焊、焊穿、虚焊、裂纹、夹渣等焊接缺陷不得多于3处。
2、测量转盘支架与吊耳接触处、各板簧支架与车架的焊角高度必须达到8mm。
3、贯穿横梁在贯穿处,其上下翼板与纵梁接触处不得施焊。
3
主要尺寸参数检查
1、车架长度12990±10
2、车架宽度2490±4
油漆表面不同颜色的油漆边界宽度不超过2毫米。
2
厚度
底漆层15~25微米
面漆层30~40微米
漆层总厚度45~60微米
结论:
作业负责人
质检员
检验日期
工序名称
行走机构安装
序号
检验内容
技术要求
检验结果
备注
1
外观检查
四轮胎牌号相同,花纹一致
左、右气室推杆自由行程差不大于2mm。
车轮转动灵活,无松旷,无擦碰,无异响。目测不得有明显的偏摆现象。
关键过程质量检验记录
车辆制造有限公司
质检部
关键过程质量检验记录
编号:TD/JL03-8.1-03 序号:01
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
纵梁焊接
序号
检验内容
技术要求
检验结果
备注
1
外观检查
1、焊缝应平整均匀
2、焊渣清除干净,尖角及焊缝不平整处应打磨,遗漏处不得多于1处。
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
喷漆
序号
检验内容
技术要求
检验结果
焊接工艺评定报告
试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
最大载荷
(kN)
抗拉强度
(MPa)
断裂部位
HPS-12-01
32
6.3
192
480
断母材
HPS-12-02
32
6.3
192
455
断母材
弯曲试验试验报告编号:2015-1133
试验编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(°)
试验结果
相对湿度: 55 %
焊缝余高:<1.2mm
焊缝棱角:<1mm
错边量:<0.5mm
咬边:无
其他外观缺陷:无
外观检查结果:合格
记录
杨佳成
日期
2012.4.20
检查员
杭炜栋
日期
2012.4.20
金相检验(角焊缝):
根部(焊透、未焊透),焊缝(熔合、未熔合)
焊缝、热影响区(有裂纹、无裂纹)。
检验截面
I
II
III
IV
V
焊脚差(mm)
无损检测:
RT合格UT
MTPT
其它
耐蚀堆焊金属化学成分(重量,﹪)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
化学成分测定表面至熔合线的距离(mm)
共4页 第4页
附加说明:
角焊缝位置:/
焊后热处理:
加热温度:/℃ 升温速度:/℃/min
保温时间:/h 冷却方式:/
预热:
最低的预热温度:/℃
nbt4714制作的焊接工艺评定

焊接工艺评定报告(PQR)
3
施焊及外观检验记录表
4
无损检测报告
5
接头机械性能试验记录
6
材料质量证明书
7
焊接材料质量证明书
8
9
10
11
12
13
结论
本焊评按NB/T47014-2011《承压设备焊接工艺评定》标准规定,焊接试件、检验试样、各项性能测定经确认记录正确,符合标准规定。
本焊评经评定: 合格□不合格
母材:
类别号:Fe-1组别号:Fe-1-2与类别号:Fe-1组别号:Fe-1-2相焊或标准号:GB713-2008材料代号:Q345R与标准号:GB713-2008材料代号:Q345R相焊
对接焊缝焊件母材厚度范围:6-12
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝直径不限厚度6-12角焊缝不限
Nb
化学成分测定表面至熔合线的距离(mm):
附加说明:
结论:本评定按NB/T47014-2011规定焊接试件、检验试样、择定性能,确认试验记录正确
评定结果:(合格、不合格)
焊工姓名
焊工代号
施焊日期
编制
日期
审核
日期
批准
日期
第三方检验
质量体系表卡
2013版
修订次:A/0
QB/04.22-2013
焊接试板试件施焊及焊缝外观检查记录
焊接电弧种类(喷射弧、短路弧等):/焊丝送进速度(cm/min):/
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
焊层
焊接
方法
焊接电流
焊接电流
电弧电压
(V)
焊接速度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
施焊及焊接接头外观检查记录
项目名称:XXXX
检查日期:XXXX年XX月XX日
一、检查目的:
本次焊接接头外观检查旨在验证施焊过程中的焊接接头是否符合规范要求,确保焊接接头的质量和可靠性。
二、检查范围:
本次检查主要针对以下方面进行检查:
1.焊接接头的几何形状是否符合设计要求;
2.焊缝表面是否存在缺陷、气孔等不良现象;
3.焊接接头的结构是否牢固,无松动现象;
4.焊缝是否完全填充,无夹渣等现象。
三、检查方法:
本次外观检查采用目视检查和放大镜检查相结合的方法,对焊接接头进行细致的观察和评估。
四、检查结果:
1.外观形状:
检查了焊接接头的几何形状,经测量和对比,未发现明显偏差,符合设计要求。
焊缝的宽度、高度等尺寸均在允许范围内。
2.表面缺陷:
通过目视检查和放大镜检查,未发现焊缝表面存在明显的缺陷,如气孔、裂纹、夹渣等。
焊缝表面光洁度良好,无明显的划痕或麻点状缺陷。
3.结构牢固:
对焊接接头进行摇动和轻敲等操作,未发现焊接接头存在明显的松动现象。
焊接接头与母材之间的结合紧密,无明显间隙,结构牢固可靠。
4.焊缝填充情况:
通过放大镜检查,焊缝填充饱满,无明显空隙。
夹渣、夹渣等问题未发现。
五、不合格项处理:
如发现焊接接头存在不良现象(如明显的缺陷、结构松动等),应立即采取相应的措施进行修正。
修复后,需要再次进行外观检查以确保问题得到解决。
六、备注:
检查过程中需注意观察的细节和技巧,避免遗漏和误判。
检查记录应详尽、准确,方便后续追溯和评估。
七、检查人员:
检查人员:XXXXX
职务:XXXXX
八、检查日期:
检查日期:XXXX年XX月XX日
以上为施焊及焊接接头外观检查记录。
检查结果表明焊接接头符合规范要求,具备良好的质量和可靠性。