焊接工作记录表
焊接记录表
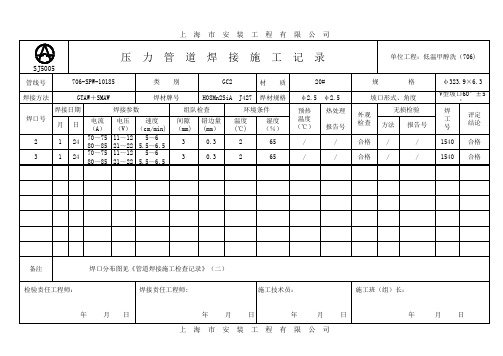
单位工程:低温甲醇洗(706)
格
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
焊接作业检查记录表

检查单位
检查负责人检ຫໍສະໝຸດ 人员被检查单位被检查单位负责人
检查时间
年月 日
检查类型
焊接作业安全检查
检查部位
钢筋加工场
序号
检查内容
检查要求
检查结果
符合
不符合及
主要问题
整改
要求
整改
结果
1
防护用品
作业人员作业时是否佩戴绝缘手套、安全帽、绝缘鞋
高处作业是否扎安全带
作业人员作业时是否佩戴面罩、防尘口罩
2
施工环境
高空作业时,焊接工具是否按规定摆放,是否设专人监视
是否在可燃粉尘浓度高的环境下进行焊接作业
施工时,应清除周围的易燃、易爆物品
施工场地是否干净整洁,无潮湿
禁止两台电焊机同时接在一个电源开关上
严禁利用建筑物的金属结构、易燃易爆管道或其它金属物体搭接起来形成焊接回路
电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应佩戴手套侧向操作
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接施工记录表
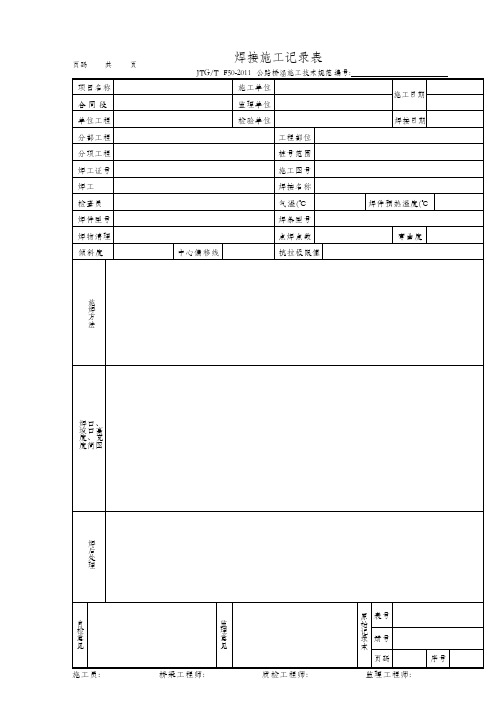
焊接施工记录表
JTG/TF50-2011公路桥涵施工技术规范编号:
项目名称
施工单位
施工日期
合 同 段
监理单位
单位工程
检验单位
焊接日期
分部工程
工程部位
分项工程
桩号范围
焊工证号
施工图号
焊工
焊接名称
检查员
气温(℃
焊件预热温度(℃
焊件型号
焊条型号
焊物清理
点焊点数
弯曲度
倾斜度
中心偏移线
抗拉极限值
施焊方法焊Βιβλιοθήκη 、坡口高度、宽度简图焊后处理
自检意见
监理意见
原始记录本
表号
册号
页码
序号
施工员:桥梁工程师:质检工程师:监理工程师:
金属焊接工艺参数记录表
金属焊接工艺参数记录表
1. 引言
本记录表用于记录金属焊接工艺参数,以便对焊接过程进行记录和分析。
2. 工艺参数
焊接工艺参数是指在金属焊接过程中影响焊缝形成和质量的各种参数。
以下是常见的焊接工艺参数:
- 焊接电流:焊接过程中通过焊接电极传递的电流。
- 焊接电压:焊接过程中电极与工件之间的电压差。
- 焊接速度:焊接过程中焊枪移动的速度。
- 焊接时间:焊接过程中的焊接时间。
- 焊接气体流量:焊接过程中使用的保护气体的流量。
3. 记录表格
4. 结论
根据上述记录表格可以看出,焊接工艺参数对焊接结果评价有着重要影响。
合格的焊接工艺参数能够产生良好的焊缝质量,而不合格的焊接工艺参数可能导致焊接缺陷。
5. 建议
为了提高焊接质量,我们建议进行以下改进:
- 对每一次焊接过程进行仔细记录,包括焊接日期和具体的工艺参数。
- 在焊接过程中严格控制焊接电流和电压,确保其在规定范围内。
- 根据记录分析结果,及时调整焊接工艺参数,以达到合格的焊缝质量。
6. 参考。
焊接记录表
/
单位工程:低温甲醇洗(706)
规
格
坡口形式、角度
外观 检查
无损检验 方法 报告号
φ33.7×4.5
V型坡口60°±5
°
焊 工 号
评定 结论
合格 RT 706-RT-827 1540 合格
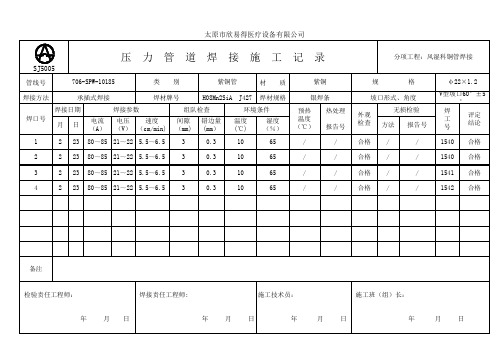
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
环境条件
年 月日
年月日
年
月日
年
月日
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
银焊条
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接工作记录表
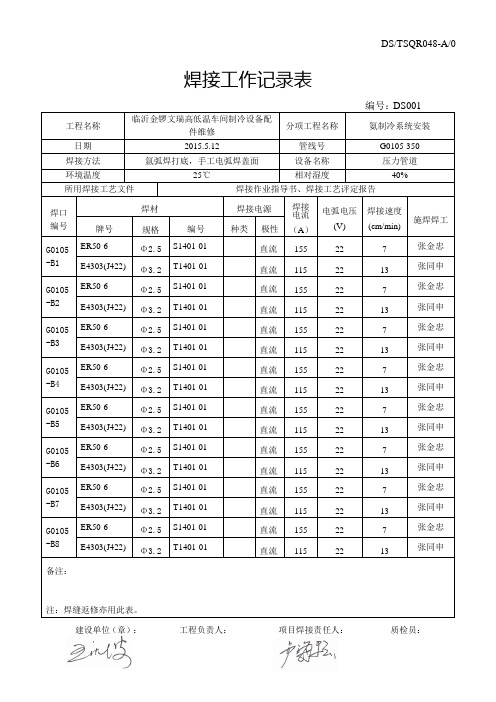
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B9 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B10 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B11 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B12 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B13 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B14 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B15 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B16 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B17 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B18 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B19 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B20 ER50-6 Φ2.5S1401-01 直流155 22 7 田承东E4303(J422) Φ3.2T1401-01 直流115 22 13 郑全战G0105 -B21ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B22ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B23ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B24ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B25 ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B26 ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B27 ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B28 ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B29ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B30ER50-6 Φ2.5S1401-01 直流155 22 7 孙海军E4303(J422) Φ3.2T1401-01 直流115 22 13 赵业环G0105 -B31ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B32ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B33 ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B34 ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B35 ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B36 ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B37ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B38ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B39ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华G0105 -B40ER50-6 Φ2.5S1401-01 直流155 22 7 李天坛E4303(J422) Φ3.2T1401-01 直流115 22 13 王青华备注:注:焊缝返修亦用此表。
质检员:工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.13 管线号L0102-150/L0103-150 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度26℃相对湿度42%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性L0102 -A1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0102 -A2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0102 -A3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0102 -A4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0102 -A5ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0103 -A1ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0103 -A2ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申L0103 -A3ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。