弯管一般知识及计算下料
弯管下料计算
一、90°弯管的计算90°弯管在管道工程中应用最广,其弯曲半径月因制作方法不同而异。
对于冷煨弯管,常取R=(4~6)D;热煨弯管取R=4D;冲压弯头或焊接弯头,常取R=(1~1.5)D。
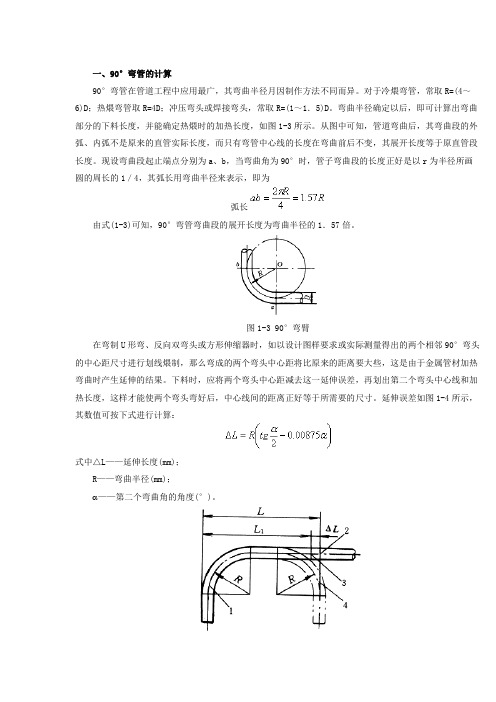
弯曲半径确定以后,即可计算出弯曲部分的下料长度,并能确定热煨时的加热长度,如图1-3所示。
从图中可知,管道弯曲后,其弯曲段的外弧、内弧不是原来的直管实际长度,而只有弯管中心线的长度在弯曲前后不变,其展开长度等于原直管段长度。
现设弯曲段起止端点分别为a、b,当弯曲角为90°时,管子弯曲段的长度正好是以r为半径所画圆的周长的1/4,其弧长用弯曲半径来表示,即为弧长由式(1-3)可知,90°弯管弯曲段的展开长度为弯曲半径的1.57倍。
图1-3 90°弯臂在弯制U形弯、反向双弯头或方形伸缩器时,如以设计图样要求或实际测量得出的两个相邻90°弯头的中心距尺寸进行划线煨制,那么弯成的两个弯头中心距将比原来的距离要大些,这是由于金属管材加热弯曲时产生延伸的结果。
下料时,应将两个弯头中心距减去这一延伸误差,再划出第二个弯头中心线和加热长度,这样才能使两个弯头弯好后,中心线间的距离正好等于所需要的尺寸。
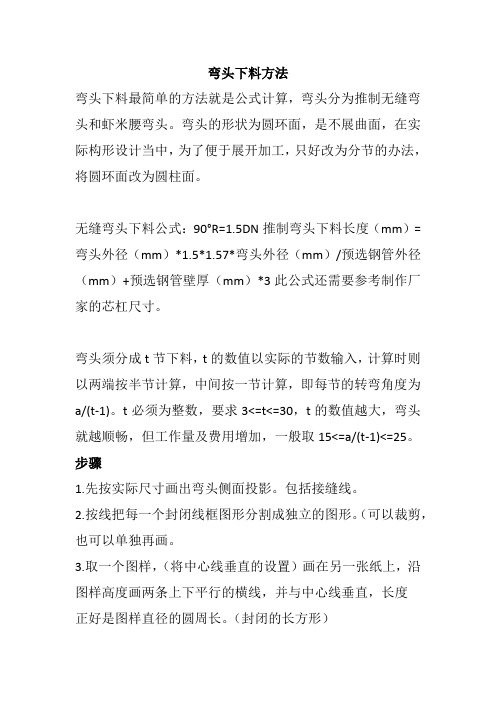
延伸误差如图1-4所示,其数值可按下式进行计算:式中△L——延伸长度(mm);R——弯曲半径(mm);——第二个弯曲角的角度(°)。
图1-4U形弯划线示意图1-第一个弯头 2-规定的第二个弯头中心线位置3-实际第二个弯头中心线位置4-第二个弯头下面以方形伸缩器为例,说明弯管划线下料计算方法。
在图1-5a中,已知方形伸缩器的尺寸单位为mm,管径为DNl50,弯曲半径R=4DN=600mm。
若划线在图1-5b的直线上进行,并以左边端点o为起点,由图上可以看出Oa=1500—R=1500—600=900mmab是弯曲部分,其弧长为ab=1.57R=1.57 X 600=942mm从a到d由两个反向90°弯加一直管段bc组成,直管段bc的长度应减去延伸误差△L,则bc=2100—2R—△L由式(1—4)可知△L=600X(1—0.00875×90)=127.5mm那么bc=2100—2×600—127.5=772.5mm依此类推,便可计算出各管段的下料长度,如图1—5b所示,划线工作便可顺利进行。
弯头下料方法
弯头下料方法弯头下料最简单的方法就是公式计算,弯头分为推制无缝弯头和虾米腰弯头。
弯头的形状为圆环面,是不展曲面,在实际构形设计当中,为了便于展开加工,只好改为分节的办法,将圆环面改为圆柱面。
无缝弯头下料公式:90°R=1.5DN推制弯头下料长度(mm)=弯头外径(mm)*1.5*1.57*弯头外径(mm)/预选钢管外径(mm)+预选钢管壁厚(mm)*3此公式还需要参考制作厂家的芯杠尺寸。
弯头须分成t节下料,t的数值以实际的节数输入,计算时则以两端按半节计算,中间按一节计算,即每节的转弯角度为a/(t-1)。
t必须为整数,要求3<=t<=30,t的数值越大,弯头就越顺畅,但工作量及费用增加,一般取15<=a/(t-1)<=25。
步骤1.先按实际尺寸画出弯头侧面投影。
包括接缝线。
2.按线把每一个封闭线框图形分割成独立的图形。
(可以裁剪,也可以单独再画。
3.取一个图样,(将中心线垂直的设置)画在另一张纸上,沿图样高度画两条上下平行的横线,并与中心线垂直,长度正好是图样直径的圆周长。
(封闭的长方形)4.将图样垂直方向作等分,并作好标记,然后将这些等分线垂直的画到刚才画的展开的长方形内,注意展开图上的点一定要对应投影图样上的点。
5.将图样上斜线沿水平方向作等分。
并平行的拉到展开的图样上,并对应相应的点。
把展开样上得到的交点圆滑连接,就是展开的曲线。
等分作的越密,曲线越准。
6.放出咬口的量,和板厚处理。
1.弯头,管道安装中常用的一种连接用管件,连接两根公称通径相同或者不同的管子,使管路做一定角度转弯。
弯曲半径小于等于管径的1.5倍属于弯头,大于管径的1.5倍属于弯管。
按角度分,有45°及90°180°三种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头。
弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。
2.简介弯头是水暖安装中常用的一种连接用管件,用于管道拐弯处的连接,用来改变管道的方向。
弯管下料计算范文
弯管下料计算范文1.确定弯管的长度:首先,根据实际需求确定弯管的总长度。
这包括弯曲部分的长度以及两端的直管长度。
在确定总长度时,应考虑弯曲时管子的变形和伸长。
一般情况下,弯管长度比直管长度略长一些。
2.确定弯管的曲率半径:曲率半径是弯管的一个重要参数,它代表了弯曲的弧度大小。
曲率半径越小,弯管的弯曲程度越大。
曲率半径通常根据实际需求确定,也可以根据管道的材料和直径来选择。
对于较大直径的管道,曲率半径一般比较大,以减小变形和受力。
3.计算弯管的角度:弯管的角度是指弯曲的程度,可以用弧度或者度数表示。
一般情况下,弧度更常用。
计算弯管的角度有两种方法:一是根据实际需求确定;二是根据曲率半径和管道长度计算。
根据弧度和曲率半径的关系可以得到以下公式:角度(弧度)=2π(弯曲长度)/π(曲率半径)=2(弯曲长度)/(曲率半径)。
通过这个公式可以计算得到弯管的角度。
4.计算弯管的展开长度:弯管在展开时,弯曲部分会展开成一条直线。
计算弯管的展开长度可以通过以下公式得到:展开长度=弯管长度x(πx管子直径/2x360度/弯管角度)。
通过这个公式可以计算得到弯管展开后的长度。
5.切割管道材料:根据计算得到的展开长度,使用合适的工具(如切割机、锯子等)进行切割。
在切割时,应保持切口的水平和垂直,以确保切口的准确性和平整度。
在进行弯管下料计算时,需要注意以下几点:1.要确保计算的准确性,可以多次进行计算,并与实际需求进行对比。
2.考虑到弯管在制作过程中可能出现的材料损耗和浪费,可以适当增加长度或留一定的余量。
3.对于复杂的弯管形状,可以使用数学建模软件进行模拟计算,以得到更准确的结果。
4.在切割管道材料时要小心操作,确保切口的平整度和精确性,防止浪费和变形。
总之,弯管下料计算是制造弯曲管道时必不可少的重要工序。
通过上述步骤和方法可以准确地确定所需的管道长度和角度,并进行合理的切割,确保最终成品的质量和符合要求。
弯管一般知识及计算下料方法
弯管一般知识及计算下料方法弯管(也被称为曲管)是一种常用的管道加工方法,用于制作具有弯曲形状的管道。
它广泛应用于工业领域,特别是在油气输送、化工、供水系统等领域。
本文将介绍一般的弯管知识以及计算下料方法。
一、弯管的基本知识1.弯管类型:弯管可以分为冷弯管和热弯管。
冷弯管是指在常温下通过力的作用将管道弯曲,使用机械装置完成。
热弯管则是在加热状态下利用热塑性和可塑性材料的特性进行弯曲。
2.弯管材料:常用的弯管材料包括碳钢、不锈钢、铜、铝等。
选择不同的材料取决于管道的使用环境、耐腐蚀性、机械性能等要求。
3.弯管半径:弯管的半径是指弯曲部分的中心到管道中心轴线的距离。
弯管的半径决定了管道的曲率。
通常情况下,弯管的半径越小,管道的曲率越大。
弯管的计算下料方法分为手工下料和数控下料两种。
下面将分别介绍这两种方法。
1.手工下料方法手工下料方法通常用于简单的弯管加工,基本步骤如下:-计算下料长度:根据弯管的弯曲角度、半径和管道的直径计算下料长度。
公式为L=π/180×α×R,其中L表示下料长度,α表示弯曲角度,R表示半径。
-标记下料点:根据下料长度在待加工管道上进行标记。
-切割下料:根据标记点将管道切割成所需长度。
-压制弯曲:使用弯管机械设备将管道进行压制弯曲。
2.数控下料方法数控下料方法通常用于复杂的弯管加工,使用数控弯管机进行下料。
-设计图纸:根据管道的几何形状和要求,使用计算机辅助设计(CAD)软件制作出弯管的设计图纸。
-编程:将设计图纸导入数控弯管机的控制系统,通过编程将弯曲角度、半径等参数输入数控弯管机。
-程序运行:根据编程参数,数控弯管机自动进行切割和弯曲操作。
-程序调整:根据实际效果进行必要的程序调整,以得到符合要求的弯管。
三、弯管下料的注意事项无论是手工下料还是数控下料,都需要注意以下事项:1.弯曲角度和半径的准确性对于弯管的性能和质量非常重要,因此在下料过程中需要准确测量和计算。
管折弯含弯管的一般知识(优质参考)
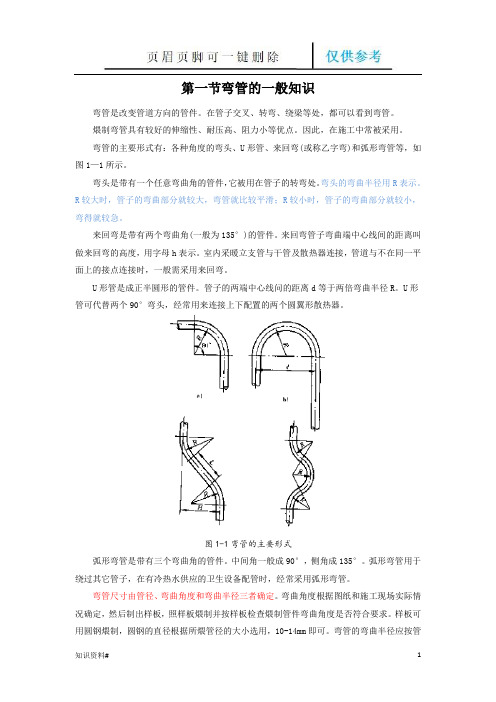
第一节弯管的一般知识弯管是改变管道方向的管件。
在管子交叉、转弯、绕梁等处,都可以看到弯管。
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。
因此,在施工中常被采用。
弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。
弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。
弯头的弯曲半径用R表示。
R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。
来回弯是带有两个弯曲角(一般为135°)的管件。
来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。
室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。
U形管是成正半圆形的管件。
管子的两端中心线问的距离d等于两倍弯曲半径R。
U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。
图1-1弯管的主要形式弧形弯管是带有三个弯曲角的管件。
中间角一般成90°,侧角成135°。
弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。
弯管尺寸由管径、弯曲角度和弯曲半径三者确定。
弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。
样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。
弯管的弯曲半径应按管径大小、设计要求及有关规定而定。
既不能过大,也末虚选得太小。
因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。
因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。
管折弯含弯管的一般知识(优质参考)
第一节弯管的一般知识弯管是改变管道方向的管件。
在管子交叉、转弯、绕梁等处,都可以看到弯管。
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。
因此,在施工中常被采用。
弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。
弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。
弯头的弯曲半径用R表示。
R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。
来回弯是带有两个弯曲角(一般为135°)的管件。
来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。
室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。
U形管是成正半圆形的管件。
管子的两端中心线问的距离d等于两倍弯曲半径R。
U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。
图1-1弯管的主要形式弧形弯管是带有三个弯曲角的管件。
中间角一般成90°,侧角成135°。
弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。
弯管尺寸由管径、弯曲角度和弯曲半径三者确定。
弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。
样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。
弯管的弯曲半径应按管径大小、设计要求及有关规定而定。
既不能过大,也末虚选得太小。
因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。
因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。
管子弯曲下料长度计算

α—弯曲角度
π—圆周率
例:制作一个¢159×4.5、R=600的90°弯管,弯曲部分的长度应为:L=2πRα/4=1.5708×600=942mm
二、 弯曲半径的选择
弯曲半径的尺寸,从减少弯管有害变形方面来看,应选得越大越好,从便于弯管的制作安装方面来看,又希望越小越好,所以合理的选择弯曲半径的原则应该是:在不影响弯管有害变形超出允许的范围的条件下,弯曲半径应选得尽量小一些。
弯曲半径选择的一般规定是:
¢108以下时,选R=3.5D;
¢133~¢159时,选R=4D;
¢219~¢273时,选R=5D;
¢273以上时,选R=6D。
三、 弯管制作前的算料和划线、下料
1.弯曲部分长度计算
L=πRα/180=0.0175Rα
ห้องสมุดไป่ตู้式中:L—弯曲部分长度
R—弯曲半径
弯管一般知识及计算下料方法讲解
弯管一般知识及计算下料方法讲解弯管是一种常见的管道连接方式,它可以将一段直管弯曲成所需的曲线形状,以适应特定的工程需求。
在工程中,弯管的使用广泛,常见于建筑、机械设备、石油化工等领域。
下面我将对弯管的一般知识及计算下料方法进行详细的讲解。
一、弯管的一般知识:1.弯管的类型:弯管按照曲率半径可分为大曲率弯管和小曲率弯管,其中小曲率弯管又可细分为中弯弯管和小弯弯管。
根据弯管角度的大小,还可以分为常规弯管(一般为45度和90度)和特殊角度弯管。
2.弯管的材质:弯管一般由金属材料制成,常见的材质有碳钢、不锈钢、铝合金、铜等。
根据工程的要求,弯管的材质选择会有所不同。
3.弯管的加工方法:弯管加工一般使用压力机进行,其中常见的加工方法有热弯和冷弯两种。
热弯是通过加热管材至一定温度后,在保温状况下进行弯曲;冷弯则是在室温条件下进行弯曲加工。
二、弯管的下料计算方法:下料计算是在制作弯管时必不可少的步骤,下面将介绍常见的弯管下料计算方法。
1.弯管长度计算方法:弯管长度的计算公式为:L=π*(R*S)/180其中,L为弯管的长度,R为曲率半径,S为弯管的弯曲角度。
2.弯管的展开长度计算方法:弯管展开长度是指将弯曲的管材展开变平的长度。
展开长度的计算公式根据不同的弯管类型和角度而不同,以下是常见弯管的展开长度计算方法:- 弧形弯管的展开长度计算公式:L=π*R*[tan(α/2)]-90度常规弯管的展开长度计算公式:L=π*D/2-其他角度的常规弯管展开长度计算方法可通过三角函数计算得出。
3.弯管下料的工艺步骤:弯管下料的工艺过程主要包括管材切割、制作弯块和弯管的焊接。
-管材切割:根据计算得出的弯管长度进行管材的切割,可以使用锯床、火焰切割机等设备进行切割。
-制作弯块:根据设计要求,制作出对应曲率半径和角度的弯块。
-弯管焊接:将切割好的管材放入弯块内,使用焊接设备对管材进行焊接,形成弯管。
弯管的下料计算是一个重要的工艺环节,它直接关系到弯管的制作质量和安装效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章煨管设备及弯管计算弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。
煨制弯管又分为冷煨和热煨两种。
本章着重介绍常用煨管设备的结构特点、性能及操作等方面的知识,以及煨制弯管的下料计算.第一节弯管的一般知识弯管是改变管道方向的管件。
在管子交叉、转弯、绕梁等处,都可以看到弯管。
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。
因此,在施工中常被采用。
弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。
弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处.弯头的弯曲半径用R表示.R 较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。
来回弯是带有两个弯曲角(一般为135°)的管件。
来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示.室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。
U形管是成正半圆形的管件。
管子的两端中心线问的距离d等于两倍弯曲半径R.U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。
图1—1弯管的主要形式弧形弯管是带有三个弯曲角的管件。
中间角一般成90°,侧角成135°。
弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。
弯管尺寸由管径、弯曲角度和弯曲半径三者确定。
弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。
样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。
弯管的弯曲半径应按管径大小、设计要求及有关规定而定。
既不能过大,也末虚选得太小。
因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。
因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。
弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、管壁变薄。
弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。
为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。
管壁减薄率可按下式进行计算:0010021⨯⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎣⎡+-=W D R R A 式中A-—管子弯曲后外侧母线处管壁的减薄率(%);D W ——管子外径(mm ); R-—弯管的弯曲半径(mm )。
弯管时,由于管子弯曲段内外侧管壁厚度的变化,还使得弯曲段截面由原来的圆形变成了椭圆形.弯管断面形状的改变,会使管子的过流断面面积减小,从而增加流体阻力,同时还会降低管子承受内压力的能力,因此,一般对弯管的椭圆率做以下规定:管径小于或等于150mm 时,椭圆率不得大于10%;管径小于或等于200mm 时,椭圆率不得大于8%。
管道的椭圆率可按下式进行计算:00121100⨯-=d d d T 式中T-—椭圆率(%);d 1——最大椭圆变形处的长径(mm ); d 2——最大椭圆变形处的短径(mm)。
应用水、煤气钢管和直缝焊接钢管制作冷煨弯管或热煨弯管时,管子的焊缝应位于距侧面中心线45°的地方,如图1—2所示。
以免弯曲时,管子焊缝开裂。
图1-2有缝钢管弯曲时焊缝的位置煨制弯管一般不允许产生皱纹,如有个别起伏不平的地方,其高度亦不得大于以下规定:管径小于或等于125mm 时,不得超过4mm ;管径小于或等于200mm 时,不得超过5mm 。
第二节弯管计算及下料在进行弯管工作之前,必须先算出管子弯曲段的展开长度,并划出弯曲的始点,以便弯曲后能得到正确的半成品件。
一、90°弯管的计算90°弯管在管道工程中应用最广,其弯曲半径月因制作方法不同而异。
对于冷煨弯管,常取R=(4~6)D ;热煨弯管取R=4D ;冲压弯头或焊接弯头,常取R=(1~1.5)D 。
弯曲半径确定以后,即可计算出弯曲部分的下料长度,并能确定热煨时的加热长度,如图1-3所示。
从图中可知,管道弯曲后,其弯曲段的外弧、内弧不是原来的直管实际长度,而只有弯管中心线的长度在弯曲前后不变,其展开长度等于原直管段长度。
现设弯曲段起止端点分别为a 、b ,当弯曲角为90°时,管子弯曲段的长度正好是以r 为半径所画圆的周长的1/4,其弧长用弯曲半径来表示,即为弧长R Rab 57.142==π 由式(1-3)可知,90°弯管弯曲段的展开长度为弯曲半径的1.57倍。
图1-3 90°弯臂在弯制U 形弯、反向双弯头或方形伸缩器时,如以设计图样要求或实际测量得出的两个相邻90°弯头的中心距尺寸进行划线煨制,那么弯成的两个弯头中心距将比原来的距离要大些,这是由于金属管材加热弯曲时产生延伸的结果.下料时,应将两个弯头中心距减去这一延伸误差,再划出第二个弯头中心线和加热长度,这样才能使两个弯头弯好后,中心线间的距离正好等于所需要的尺寸.延伸误差如图1-4所示,其数值可按下式进行计算:⎪⎭⎫ ⎝⎛-=∆αα00875.02tg R L式中△L-—延伸长度(mm );R ——弯曲半径(mm );α——第二个弯曲角的角度(°)。
图1-4U 形弯划线示意图1—第一个弯头 2—规定的第二个弯头中心线位置 3-实际第二个弯头中心线位置4—第二个弯头下面以方形伸缩器为例,说明弯管划线下料计算方法。
在图1-5a 中,已知方形伸缩器的尺寸单位为mm ,管径为DNl50,弯曲半径R=4DN=600mm 。
若划线在图1—5b 的直线上进行,并以左边端点o 为起点,由图上可以看出 Oa=1500—R=1500—600=900mm ab 是弯曲部分,其弧长为ab=1.57R=1.57 X 600=942mm从a 到d 由两个反向90°弯加一直管段bc 组成,直管段bc 的长度应减去延伸误差△L ,则bc=2100—2R —△L 由式(1—4)可知△L=600X(1-0.00875×90)=127.5mm 那么bc=2100—2×600—127。
5=772.5mm依此类推,便可计算出各管段的下料长度,如图1-5b 所示,划线工作便可顺利进行。
在实际工作中,煨制多个弯头组成的管件时,划线工作都分几次去完成。
首先在草图上计算出各段下料长度,选取适当长度的直管;然后从一端开始逐个弯头进行制作,在前一个弯头制作好之后,再划下一个,以便处理在弯管工作中的尺寸误差.图1—5b 方形伸缩器的下料二、任意弯管的计算任意弯管是指任意弯曲角度和任意弯曲半径的弯管.这种弯管弯曲部分的展开长度可按下式进行计算:R RL απα01745.0180==式中L ——弯曲部分的展开长度(mm );α——弯曲角度(°); π——圆周率;R ——弯曲半径(MM )。
此外,任意弯管弯曲段展开长度的计算,还可按图1-6及表1—1进行。
图1-6任意弯管下面举例说明表1-1的使用方法。
表1—1任意弯管计算弯曲角度α半弯直长C弯曲长度L 弯曲角度α半弯直长C弯曲长度L1 2 3 4 5 6 7 8 9101112131415161718192021222324252627282930313233 0.00870.01750.02610.03490.04360.05240.06110.0699O.0787O.08750.09620.10510.11390.12280.13160.14050.14940.15840.16730.17630.18530.19440.20340.21260.22160.23090.24000.24930.25870.2679O.27730.2867O.29620.01750.03490.05240.06980.08730.10470.12220.13960.15710.17450.19200.20940.22690.24430.26180.2793O.29670.31420.33160.3491O.36650.38400.40140.41890.43630.45380.47120.48870.50610.52360.5411O.55850.5760464748495051525354555657585960616263646566676869707172737475767778O.42450.43480.44520.45570.46630.47690.48770.4985O.5095O.52050.5317O.54290.5543O.56570.57740.58900.60090.6128O.62490.63700.64940.66180.6745O.68720.70020.7132O.7265O.73990.75360.76730.78130.7954O.80980.8029O.8203O.83780.8552O.8727O.89010.9076O.92500.94250.95990.97740.99481.01231.02971~04721.06471.08211.09961.11701.13451.15191.16941.18681.20431.22171.23921.25661.27411.29151.30901.32651.34391.3614343536373839404142434445 O.30570.31530.3249O.3345O.34430.35410.36400.37380.38390.39390.40400.41410.59340.6109O.62830.6458O.6632O.68070.69810.7156O.73300.75050.7679O.7854798081828384858687888990O.82430.83910.8540O.8693O.88470.90040.91630.93250.9484O.96570.98271.0001.37881.39631.41731.43121.44861.46611.48351.50101.51841.53591.55331.5708例已知图1-7中弯头的弯曲角度α=25°,弯曲半径R=500mm,安装管段距转角点M的距离为91lmm,取一根直管来煨制弯头,试问应如何划线?解需加工的弯管端直管段长度b=911—CR查表1-1得,当α=25°时,C=0。