增压缸PPT课件
合集下载
TOX气液增力缸介绍PPT课件

“软到位”冲压技术 — TOX 对冲压
c. 可在导轨上移动移动工作。 d. 可手提或安装于机器人手臂上工作。. e. 减少了对机体的冲击承载要求。
技术革命性的贡献 !
f. 可简便地组合成移动型的专机或自动生产线。
内部培训资料
TOX® 气液增力缸
C. 先进的技术性能
● “增力自适应”技术
1) 在快进行程(空行程)中任一位置遇到外载(即模具 接触工 件),TOX 气液增力缸即自动转为力行程进 行全力冲压加工。
The parent plant of TOX® PRESSOTECHNIK
Headquarters: 88250 WEINGARTEN Germany
内部培训资料
1
1. 技术原理
TOX 气液增力式冲压技术
TOX - Powerpackage Presses Technology
内部培训资料
TOX® 气液增力缸
力 行 程: 气液增力,全力冲压加工。
返回行程: 前部气缸气动返程,最大 返程力约为额定最大冲压 力的 2%~8%; 后部增力气缸弹簧返程。
内部培训资料
TOX® 气液增力缸 6. 特殊用途缸7. 缸的控制
C. 先进的技术性能
● “软到位”技术 在快进行程,只有前部快进气缸驱动模具快速小力运动,直至
2) 在力行程中,可根据外阻力而合理施加主动冲压力。
优点: –
– –
在总行程范围内,更换模具无需 进行设备调整。
可自动适应工件偏差及高度、厚 度的变化或偏差。
科学完美地实现冲压过程中主动 冲压力依据外载而合理施加和分 配,极大地提高了冲压加工质量, 大大地降低了设备能耗。
内部培训资料
TOX® 气液增力缸
气液增压缸工作原理解析图详解

气液增压缸工作原理解析图详解
气液增压缸不仅具有环保节能、控制方便、调整简单的特点,同时,还具有价格低廉维修简单的优点。
因此,气液增压缸被越来越多的行业所使用。
关于气液增压缸的运作过程,你知道多少呢?下面就森拓增压缸厂家带大家来了解一下气液增压缸的运作流程。
首先,我们来了解一下气液增压缸的动作行程。
气液增压缸具有三段行程。
气液增压缸的三段行程是:
第一、预压行程工作缸驱动活塞施快速小力接触工件。
第二、上模接触工件,增压活塞下压,进行全力冲压。
第三、返回行程。
如下图所示:
相信大家通过了解了增压缸的原理之后,会对增压缸有一个全新的认识。
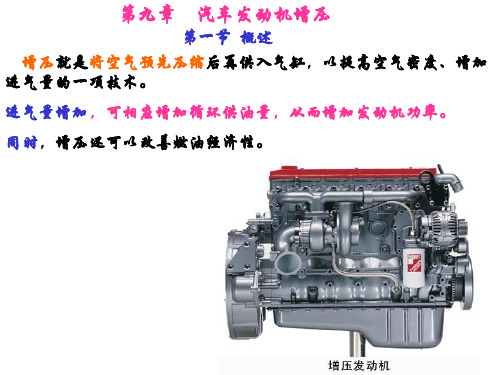
第九章 发动机增压-PPT课件
电控单元根据发动机工况,由预存的增压压力脉谱图确定目标
增压压力,并与增压压力传感器检测到的实际增压压力进行比较, 然后根据其差值改变控制电磁阀开闭的脉冲信号占空比。
改变电磁阀开启时
间,
进而改变排气旁通
阀开度,
控制排气旁通量, 精确调节增压压力
3、大排量重型车用涡轮增压发动机上多采用涡轮机喷管 出口截面可变的涡轮增压器,简称变截面涡轮增压器。
3、气波增压:气波增压器中有 一个特殊形状的转子,由发动 机曲轴带轮经传动带驱动。 在转子中发动机排出的废气直 接与空气接触,利用排气压力 波使空气受到压缩,以提高进 气压力。 优点:结构简单,加工方便, 工作温度不高,不需要耐热材 料,也无需冷却。与涡轮增压 相比,其低速转矩特性好。 缺点:体积大,噪声高,安装 位置受到一定的限制。 目前,这种增压器还只能在低速范围内使用。由于柴油机的最 高转速比较低,因此多用于柴油机上。
另外,把三个气缸分 成一组还可防止各缸 之间的排气干扰。
稳压增压和脉冲增压、 两级增压+中冷等
二、 涡轮增压器的结构及工作原理
由离心式压气机和径流式涡轮机及中间体三部分组成。 增压器轴通过两个浮动轴承支承在中间体内。
中间体内有润 滑和冷却轴承 的油道, 还有防止机油 漏入压气机或 涡轮机中的密 封装置等。
a. 扩压管分叶片式和无叶式两种。
b. 无叶式扩压管实际上是由蜗壳和中间体侧壁所形成的 环形空间。 构造简单,工况变化对压气机效率的影响很小,适于车 用增压器。 c. 叶片式扩压管是由相邻叶片构成的流道。 其扩压比大,效率高,但结构复杂,工况变化对压气机 效率有较大的影响。
d. 蜗壳的作用是收集从扩压管流出的空气,并将其引向压气机 出口。
三、汽油机增压的困难: 1、进气系统中节气门的存在使得发动机在低速小负荷时压气机容 易发生喘振—涡轮增压的困难。
TOX气液增压缸工作原理结构ppt
03
结构特点
tox气液增压缸的结构组成
进气口
接收来自气源的压力气体。
密封件
防止气体和液体泄漏,并确保增压缸的正 常工作。
活塞杆
连接活塞和增压缸,并传递运动和压力。
消声器
减少进气口的噪音,使其低于噪音标准。
缸筒
也称为压力筒,是增压缸的主要工作部分 。
tox气液增压缸的活塞杆
直径
活塞杆的直径决定了增压缸的输出力,直径越大 ,输出力越大。
采用优质的密封件和耐用的材 料,保证了长期稳定的使用寿
命
高效节能
结合先进的液压技术,可以实 现高效节能的运行
tox气液增压缸的应用行业
汽车制造
用于压力检测、汽车零件的压制成 型等
机械制造
用于各种液压机械和油压机械的控 制系统,提高生产效率
电子制造
用于高精度气液增压缸,保证电子 零件的质量和精度
化工机械
应用领域拓展
增压缸在航空航天、汽车制造、石油化工等领域 有广泛应用,未来市场潜力巨大。
出口扩大
我国增压缸制造企业在提高产品质量和降低成本 的同时,将积极拓展国际市场。
产业链完善
增压缸制造作为高端制造业的重要领域,其产业 链上下游也将得到进一步拓展和完善。
tox气液增压缸的未来趋势
结构创新
为满足更高的工艺要求和使用环境,增压缸的结构设计将不断进 行创新和改进。
06
未来发展
tox气液增压缸的技术发展方向
高压化
提高增压缸的增压比,以满足更高的工艺需求和更严格的工业标 准。
节能化
研究和应用更高效的能量回收和利用技术,降低运行成本,实现 可持续发展。
智能化
结合传感器、物联网、云计算和人工智能等技术,实现增压缸系 统的远程监控、智能诊断和自适应控制。
增压缸原理介绍

增壓缸系將一油壓缸與一增壓缸作一體式之結合,並以純氣壓為動力,利用增壓器之大小活塞面積之比例,將氣壓之低壓提高數十倍,供油壓缸使用,使其達到液壓缸之高出力。
增壓器系列利用兩個節面積不同的活塞(A1,A2),將壓力P1推向活塞A1,則A2可輸出P2的壓力,如下圖
當P2=(A1/A2)*P1
則油缸出力F=P2*A3
增壓器需搭配油缸方可做功,一般增壓器之壓力建議為2~7kg/cm,油缸之出力將隨著A1/A2之比值的增大而變大。
氣液壓結合的優缺點
油壓缸、氣壓缸及增壓缸之差異
以下範例中,油壓缸、氣壓缸及增壓缸之節面積相等,皆為φ63,增壓缸規格採用本公司MPT63-100-20-3T,當氣壓壓力為6kg/cm時,
氣壓缸的出力為187kg,
增壓缸出力為2976kg,
當使用液壓壓力96kg/cm 時,油壓缸出力為2976kg(需搭配油壓系統)。
bx发动机原理7增压PPT课件

2021
4
概念:
• 增压度——发动机在增压后增长的功率与
增压前的功率之比
k
Pek Pe0 Pe 0
Pe k Pe 0
1
• 增压比——指增压后气体压力与增压前气体压
力之比,简称压比
k
pk p0
2021
5
• 中冷度
增压后的空气先在中间冷却器中冷却后,再 进入气缸——增压中冷。用中冷度反映中间 冷却程度,定义中冷器前后空气温度差与中 冷器前空气温度的比值为中冷度:
车用发动机的废气涡轮增压
2021
1
• 提高发动机的有效功率的主要途径
Pe
iVs h
1
L0
1
vim
s
n
1.在结构方面 如增加气缸数、增大气缸直径、
活塞行程;
2.在工作过程方面 采用二冲程工作过程,提高
充量系数,改善燃烧过程,提高指示效率,优化
空燃比。
3.提高机械效率方面 减少摩擦副的摩擦损失,
合理设计风扇、水泵、机油泵、电动机等辅助系
• 如果未经冷却的增压空气进入燃烧室,除 了会影响发动机的充气效率外,还很容易导 致发动机燃烧温度过高,造成爆震等故障, 而且会增加发动机废气中的NOx的含量, 造成空气污染。
• 中冷器常分为风冷式和水冷式
2021
18
• 风冷式中冷器
散热芯体
流通管和散热片
2021
19
• 利用外界空气对通过中冷器的空气进行冷却。 优点:组成部件少,结构相对简单。
脉冲转换;多 脉冲转换
二级涡轮增压
2021
9
2021
10
2021
11
2021
12
增压缸

• 标准型
油桶
气 缸 油 缸
出力大,可达到油压的高出力 动作噪音小 无油压系统升温的困扰
• 快速型
油缸
增压 气缸 快速气 缸
动作油只在内部循环 不会有油气混合的现象 可使用于高频的动作
• 直压型
油 桶
气 缸
油 缸
全行程均为高出力 动作频率高,但行程较短
气液增压缸工作原理
无给油设计,给油更好,寿命增长;
增压器可应用在对加工物的压入、烙印、成型、冲孔、铆合、剪断、测试、 刹车制动等功能;
具有油压高出力的特性,且不产生高温及噪音的缺点,比油压系统更经济
安全高效;
增压器应用:
应用:
1. 2. 3. 4. 5. 6. 7. 阀门、管件、压力容器等提供静 态测试; 汽车制动系统及喷油嘴测试; 向管道或反应釜中注射化学试剂; 夹紧、成形、钻孔、剪切、冲压 等液压设备的动力; 航空航天附件静态及动态测试; 仪器仪表的性能测试及校定; 在危险区域输送流体;
特点:
耗气量少,压力大,低噪音,速度 快,成本低,应用广泛。
快速冲床
自动铆接机
1. 自动铆接机是可以将几种零件装 配到一起并用铆钉铆固的自动化 设备 铆接机的上料是采用振动料斗、 直线送料器或其它可行方式 再由组合式机械手抓取零件至精 密分割器所驱动的多工位转台进 行装配 然后由倍力气缸进行铆接
2. 3.
动作速度很慢 管路配置接口较小 适当加大管路中的气元件或气管 压力源气压过低 提高工作气压至建议气压 增压部分出现背压 重新设定动作时间 管路配制过长 合理安排气源件尽可能缩短管路
故障现象
剖析处理
故障分析 1 解决方案 故障分析 2 解决方案 故障分析 3 解决方案 故障分析 4 解决方案
《气液增压缸技术》课件

市场发展前景
广泛应用领域
01
气液增压缸作为一种重要的流体控制元件,在汽车、航空航天
、化工、能源等领域有广泛的应用前景。
市场需求增长
02
随着工业自动化和智能制造的快速发展,气液增压缸的市场需
求呈现不断增长的趋势。
技术创新推动
03
气液增压缸技术的不断创新和发展,将进一步推动市场的增长
和拓展。
对未来技术的探索与展望
气液增压缸的发展趋势与 展望
技术发展趋势
1 2 3
高效能化
随着工业领域对生产效率的追求,气液增压缸技 术正朝着高效能化方向发展,以提高压力转换效 率和响应速度。
智能化
智能化技术应用在气液增压缸上,可以实现远程 监控、故障诊断和自动调节等功能,提高设备的 可靠性和安全性。
模块化
为了满足不同应用场景的需求,气液增压缸正朝 着模块化方向发展,通过不同模块的组合实现多 样化的输出特性。
是气液增压缸的主要部 分,内部装有活塞和密
封件。
活塞杆
连接活塞,传递压力和 运动。
气液转换器
将压缩气体转换为液压 油,再通过活塞杆传递
压力。
密封件
用于防止气体和液压油 的泄漏。
材料选择
01
02
03
04
缸体材料
通常选用优质碳素钢或不锈钢 ,以确保强度和耐腐蚀性。
活塞杆材料
一般选用不锈钢或合金钢,以 确保良好的机械性能和耐腐蚀
降低功率消耗的措施
可以通过优化气液增压缸的结构、选用高效能的气液元件、合理匹配负载等措施来降低功率消耗。同 时,合理安排工作循环和休息时间,避免气液增压缸长时间连续工作,也可以降低其功率消耗。
04
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的使用寿命和工作年限。
常见故障及排除方法:
故障现象 剖析处理
刚开始使用发现活塞杆不回位 或缸根本不动作
故障分析 气口连接有误
1 解决方案 按前边接线图重新接线
故障分析 压力源气压过低
2 解决方案 提高工作气压至建议气压
故障分析 机械故障(导向部分阻力较大)
3 解决方案 重新调整机台安装的垂直度
故障分析 提升力(回程拉力)不够
安装使用
表 P孔 T 1 / 4
油
可采用多方向安装方式,一般均以法兰板固定出
力,轴心向下,安装时必须注意注油口需朝上;
表 P孔 T 1 / 4
使用时,活塞杆应避免受较大的径向负载;
油
安装后,在工作压力范围内,无负载情况下进行
2~3次;
动力源一般为过滤后干燥的压缩空气,压力约为
2~7kg/cm;
此缸中的部分元件为铁质,所以请不要将其置于工况环境特为复杂的环境内使用(如有 化学物质的腐蚀环境),请在缸前端加装有效的空气处理元件(三联件组合)并按时加 油润滑及排水处理;
本缸在正常使用时工作气压必须要按照规定的工作气压范围内工作,不得超过规定的工 作压力;
本缸在设计时所选用的液体介质为专用抗磨液压油(VG68号),不可擅自改用其它液体 介质(如机油、水等);
S2=(d1/D2)2·S1
例:以5T增压缸为例,气1=20mm ,油缸直径D2=80mm,气缸行程 S1=100mm,求增压行程。
根据公式: S2 = ( d1 / D2 )2 ·S1 =(20/80)2 ·100 =6 mm
若其它条件不变,增压行程设为S2=5mm 则:气缸行程S1=S2 ( D2 / d1 )2 = 5(80/20)2 =80mm 若:S2=20mm, 则:S1=320mm。
4 解决方案 认真核算提升力后重新订购
动作程序请一定按照动作原理工作,即预压动作、增压动作、增压释压、预压复位;
为避免缸在增压时动作的压力过大破坏您的模具或工件,请在增压段进气口处加装一减 压阀以便能有效保护您的产品;
本缸设计时工作环境内的温度为0~60℃,若因工作需要变换工作环境超过此温度,请 与我司联系;
为确保增压缸工作的稳定性,建议您尽可能在三联件与增压缸之间并联加装一储气罐; 使用本缸50万次以上或半年以上时,建议您将缸中的液压油全部更换一次,以提高产品
60
气液增压缸系统适用的温度范围为-5℃~ +60℃,
350
若有特殊要求另行定做;
立柱
增压缸长期使用,增压油会有所损耗,要及时加
(VG68号抗磨液压油)。
下横梁
直立安装
注油口
注油口
连体式
分体式
卧式安装
注油口
注油口
连体式
分体式
特殊安装
注油口
注油口
连体式
分体式
维护保养
在将增压缸接入气路前,请先将管路及元件内的灰尘等杂物清除,以免降低缸的使用寿 命;
1、增压比: 根据气缸活塞受力平衡: P1× (πD12/4)=P2× (πd12/4) ∴油缸压力与气缸压力之比: P2 / P1= ( D1 / d1 )2
P2=(D1/d1)2·P1
例:增压缸气缸活塞直径 D1=100mm ,活塞杆直径 d1=20mm , 求增压比。 根据公式: P2 / P1= ( D1 / d1 )2 =(100/20)2 =25 即:当供气压力为 P1= 0.5MPa 时, P2= 12.5 Mpa
推荐接线:(标准型)
快速型:
直压型:
气液增压缸的特点
气液增压缸综合了气动工作系统的快速灵敏和液压系统的稳定性; 仅用压缩空气作为动力,即可产生1~40吨的力; 气液增压缸工作中无冲击,无噪音,很大程度上提高了工件加工的质量以及
模 具的寿命;
持续加压或停止动作时不像纯液压系统马达需持续运转,可以节省能源; 装置简单,调整容易,保养方便快捷; 动力来源取得方便,工作环境清洁,维修简便; 设备简单轻巧,搬运方便; 出力的行程受到一定的限制; 适用于工件的弯曲,剪切,拉伸,铆接,压印及压力装配等。
增压缸
2009-3
目录
一
气液增压缸原理及应用
二 气液增压器原理及应用
三 多倍出力气缸原理及应用
四 增压阀的原理及应用
第一章 气液增压缸原理及应用
随着现代工业自动化的发展,由冲压成型的零部件越来越多,尤其在 仪器、仪表、家用电器、轻工等行业中更加突出。例如:金属壳体、 密封件、橡胶制品、塑料压制品、室内装饰用的塑料花卉等通过冲压 或者注塑成型加工简便且效率高。要实现冲压或者注塑成型必须具备 一种输出力很大的部件来挤压金属、橡胶或塑料。
若其它条件不变,活塞杆改为d1=10mm 则:P2 / P1= ( D1 / d1 )2 =(100/10)2 =100 即:当供气压力为 P1= 0.5MPa 时, P2= 50Mpa
2、增压行程: 根据油缸的油液体积不变: S1× (πd12/4)=S2× (πD22/4) ∴增压行程与气缸行程之比: S2 / S1= ( d1 / D2 )2
由气缸和液压缸组合而成的气液增压缸具有很大的输出力,同时具有 气动的低工作压力及操作方便的优点和液压传动平稳的优点,只需低 压气源就可实现运动平稳及获得很大的作用力,能适应冲压或注塑成 型技术的要求,并且有效提高效率。
• 标准型
油桶
气 缸
油
❖ 出力大,可达到油压的高出力
缸
❖ 动作噪音小
❖ 无油压系统升温的困扰
标准型增压缸工作过程
预
压 排气
排
气
增压
排气
进气
复位
排气
复位
快进
增压
复位
快速型增压缸工作过程
1.5~2Kg/cm2
排气
1.5~2Kg/cm2
增压
1.5~2Kg/cm2
排气
进气 快进 排气
排气 进气 排气
复位 排气 复位
快进
增压
复位
直压型增压缸工作过程
增压
排气
消声器
消声器
排气 排气
增压
复位 复位
复位
• 快速型
油缸
快速气 缸
增压 气缸
❖ 动作油只在内部循环 ❖ 不会有油气混合的现象 ❖ 可使用于高频的动作
• 直压型
油 桶
油 缸
气 缸
❖ 全行程均为高出力 ❖ 动作频率高,但行程较短
气液增压缸工作原理
• 气液增压缸是将油压缸与增压气缸结合为一体,并以纯气压源为动力, 利用增压器的大小活塞面积比,将低压气压提高数十倍变为高压油压, 供油压缸使用,从而达到液压缸的高出力。
常见故障及排除方法:
故障现象 剖析处理
刚开始使用发现活塞杆不回位 或缸根本不动作
故障分析 气口连接有误
1 解决方案 按前边接线图重新接线
故障分析 压力源气压过低
2 解决方案 提高工作气压至建议气压
故障分析 机械故障(导向部分阻力较大)
3 解决方案 重新调整机台安装的垂直度
故障分析 提升力(回程拉力)不够
安装使用
表 P孔 T 1 / 4
油
可采用多方向安装方式,一般均以法兰板固定出
力,轴心向下,安装时必须注意注油口需朝上;
表 P孔 T 1 / 4
使用时,活塞杆应避免受较大的径向负载;
油
安装后,在工作压力范围内,无负载情况下进行
2~3次;
动力源一般为过滤后干燥的压缩空气,压力约为
2~7kg/cm;
此缸中的部分元件为铁质,所以请不要将其置于工况环境特为复杂的环境内使用(如有 化学物质的腐蚀环境),请在缸前端加装有效的空气处理元件(三联件组合)并按时加 油润滑及排水处理;
本缸在正常使用时工作气压必须要按照规定的工作气压范围内工作,不得超过规定的工 作压力;
本缸在设计时所选用的液体介质为专用抗磨液压油(VG68号),不可擅自改用其它液体 介质(如机油、水等);
S2=(d1/D2)2·S1
例:以5T增压缸为例,气1=20mm ,油缸直径D2=80mm,气缸行程 S1=100mm,求增压行程。
根据公式: S2 = ( d1 / D2 )2 ·S1 =(20/80)2 ·100 =6 mm
若其它条件不变,增压行程设为S2=5mm 则:气缸行程S1=S2 ( D2 / d1 )2 = 5(80/20)2 =80mm 若:S2=20mm, 则:S1=320mm。
4 解决方案 认真核算提升力后重新订购
动作程序请一定按照动作原理工作,即预压动作、增压动作、增压释压、预压复位;
为避免缸在增压时动作的压力过大破坏您的模具或工件,请在增压段进气口处加装一减 压阀以便能有效保护您的产品;
本缸设计时工作环境内的温度为0~60℃,若因工作需要变换工作环境超过此温度,请 与我司联系;
为确保增压缸工作的稳定性,建议您尽可能在三联件与增压缸之间并联加装一储气罐; 使用本缸50万次以上或半年以上时,建议您将缸中的液压油全部更换一次,以提高产品
60
气液增压缸系统适用的温度范围为-5℃~ +60℃,
350
若有特殊要求另行定做;
立柱
增压缸长期使用,增压油会有所损耗,要及时加
(VG68号抗磨液压油)。
下横梁
直立安装
注油口
注油口
连体式
分体式
卧式安装
注油口
注油口
连体式
分体式
特殊安装
注油口
注油口
连体式
分体式
维护保养
在将增压缸接入气路前,请先将管路及元件内的灰尘等杂物清除,以免降低缸的使用寿 命;
1、增压比: 根据气缸活塞受力平衡: P1× (πD12/4)=P2× (πd12/4) ∴油缸压力与气缸压力之比: P2 / P1= ( D1 / d1 )2
P2=(D1/d1)2·P1
例:增压缸气缸活塞直径 D1=100mm ,活塞杆直径 d1=20mm , 求增压比。 根据公式: P2 / P1= ( D1 / d1 )2 =(100/20)2 =25 即:当供气压力为 P1= 0.5MPa 时, P2= 12.5 Mpa
推荐接线:(标准型)
快速型:
直压型:
气液增压缸的特点
气液增压缸综合了气动工作系统的快速灵敏和液压系统的稳定性; 仅用压缩空气作为动力,即可产生1~40吨的力; 气液增压缸工作中无冲击,无噪音,很大程度上提高了工件加工的质量以及
模 具的寿命;
持续加压或停止动作时不像纯液压系统马达需持续运转,可以节省能源; 装置简单,调整容易,保养方便快捷; 动力来源取得方便,工作环境清洁,维修简便; 设备简单轻巧,搬运方便; 出力的行程受到一定的限制; 适用于工件的弯曲,剪切,拉伸,铆接,压印及压力装配等。
增压缸
2009-3
目录
一
气液增压缸原理及应用
二 气液增压器原理及应用
三 多倍出力气缸原理及应用
四 增压阀的原理及应用
第一章 气液增压缸原理及应用
随着现代工业自动化的发展,由冲压成型的零部件越来越多,尤其在 仪器、仪表、家用电器、轻工等行业中更加突出。例如:金属壳体、 密封件、橡胶制品、塑料压制品、室内装饰用的塑料花卉等通过冲压 或者注塑成型加工简便且效率高。要实现冲压或者注塑成型必须具备 一种输出力很大的部件来挤压金属、橡胶或塑料。
若其它条件不变,活塞杆改为d1=10mm 则:P2 / P1= ( D1 / d1 )2 =(100/10)2 =100 即:当供气压力为 P1= 0.5MPa 时, P2= 50Mpa
2、增压行程: 根据油缸的油液体积不变: S1× (πd12/4)=S2× (πD22/4) ∴增压行程与气缸行程之比: S2 / S1= ( d1 / D2 )2
由气缸和液压缸组合而成的气液增压缸具有很大的输出力,同时具有 气动的低工作压力及操作方便的优点和液压传动平稳的优点,只需低 压气源就可实现运动平稳及获得很大的作用力,能适应冲压或注塑成 型技术的要求,并且有效提高效率。
• 标准型
油桶
气 缸
油
❖ 出力大,可达到油压的高出力
缸
❖ 动作噪音小
❖ 无油压系统升温的困扰
标准型增压缸工作过程
预
压 排气
排
气
增压
排气
进气
复位
排气
复位
快进
增压
复位
快速型增压缸工作过程
1.5~2Kg/cm2
排气
1.5~2Kg/cm2
增压
1.5~2Kg/cm2
排气
进气 快进 排气
排气 进气 排气
复位 排气 复位
快进
增压
复位
直压型增压缸工作过程
增压
排气
消声器
消声器
排气 排气
增压
复位 复位
复位
• 快速型
油缸
快速气 缸
增压 气缸
❖ 动作油只在内部循环 ❖ 不会有油气混合的现象 ❖ 可使用于高频的动作
• 直压型
油 桶
油 缸
气 缸
❖ 全行程均为高出力 ❖ 动作频率高,但行程较短
气液增压缸工作原理
• 气液增压缸是将油压缸与增压气缸结合为一体,并以纯气压源为动力, 利用增压器的大小活塞面积比,将低压气压提高数十倍变为高压油压, 供油压缸使用,从而达到液压缸的高出力。