钣金件加工工艺
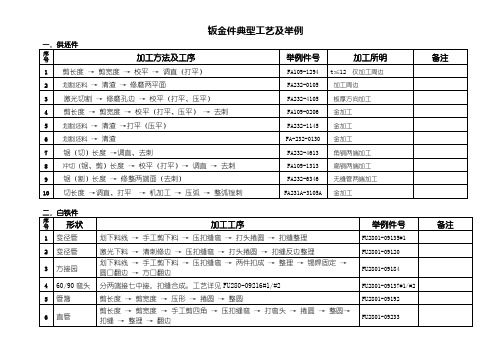
钣金件典型工艺及举例
10
剪长度→剪宽度→校平→锉刺整理
FA232-0173#4
四.结合件焊装工序
各件研配→点固焊→修整→焊接→清渣→整理→磨焊→布光(举例件:FA232-0100-8工艺)
五.铰链制造工艺0-37-47128#1/#2、47129#1/#2、47130工艺。
扣缝→整理→翻边
FU2801-09233
三.完工件(不包括表面涂装)
序号
加工方法及工序
举例件号
备注
1
数控冲→数控剪→校平→锉刺整理
FA232-01102
2
数控冲→数控剪→校平→数控压→锉刺整理
FA232-1202
3
数控冲→数控剪→校平→压形→焊接→清渣整理磨焊布光
FA232-0141
4
数控冲成→校平→锉刺整理
钣金件典型工艺及举例
一.供坯件
序号
加工方法及工序
举例件号
加工所明
备注
1
剪长度→剪宽度→校平→调直(打平)
FA109-1294
t≦12仅加工周边
2
划割坯料→清渣→修磨两平面
FA232-0105
加工周边
3
激光切割→修磨孔边→校平(打平、压平)
FA232-4105
板厚方向加工
4
剪长度→剪宽度→校平(打平、压平)→去刺
2.短铰链参见FA201-4700-43-47215/6/7工艺。
六.梳棉机罩板(封板)加工的三种工艺
1.材料35钢板t=6参见FA201-3107A/8A、3205A工艺。
2.材料Q235-A钢板t=12捲弧制坯参见FA232A-3234/3211/3704工艺。
3.材料Q235-A钢板t=12单制压弧制坯参见FA232A-3242/3254/3256/3713工艺。
五种钣金成形工艺方法

五种钣金成形工艺方法
钣金成形工艺方法包括剪板下料、冲裁、压延成型、拉深成型和校平。
1.剪板下料:在剪板上划线并打孔,然后用剪刀沿着划线把材料剪成所需的形状。
2.冲裁:是指用激光切割或数控冲床对工件进行冲孔的工艺过程。
3.压延成型:是应用最广的一种冲压方法。
其基本原理是利用金属塑性变形时体积不变的特点,通过施加外力使金属产生塑性变形而实现材料的分离与连接的目的。
4.拉深成型:利用凸模和凹模之间产生的摩擦力来控制零件的形状尺寸及精度的方法称为摩擦压力加工。
5.校平:将上一步得到的平面或弧面工件放在平台上进行校正使其成为符合要求的工件的方法为校直。
如需获取更具体的信息,建议咨询钣金加工行业的专业人员。
钣金加工工艺有哪些

不管是对于任何一个结构件来说,它都是有一定加工过程的,所以,钣金加工件也不能例外,那该加工件都有哪些加工工艺呢,下边带您一起来了解。
1、下料
下料的方式有多种,主要有以下四种方式:剪床下料,是利用剪床剪出展开图的外形长宽尺寸.只可剪出工件的最大外形尺寸;冲床下料,是利用冲床将其外形及孔加工出来,批量生产时冲床下料有优势;还有两种是数控下料,所做出的工件精密较高:NC数冲下料和激光下料,前者更适合薄板3.0mm以下的板,后者适合复杂一点的结构的工件和厚一点的板材加工件
2、翻边
翻边又叫翻孔、抽孔就是在预冲孔上抽成一个指定大小的孔,这钣金工艺可以使工件所攻出牙有强度,适合1.5mm以下板厚度的工件。
3、压铆
压铆常用的有铆螺柱、铆螺母、铆螺钉等,其压铆方式可以通过冲床或压铆机将其铆件铆接到钣金件上。
4、折弯
折弯是为加强加工工件的强度,其加工需折床及相关的折弯模具来完成。
5、焊接
焊接就是将2个或2个以上的零件组焊在一起,达到加工的目的;或是单个零件边缝需焊接,以增加折边强度,其加工种类有二保护焊、氩弧焊、电焊、机器人焊接及碰焊等。
6、表面处理
表面处理有磷化皮膜、电镀五彩锌、铬酸盐、烤漆、氧化等,磷化皮膜适用于冷轧板和电解板类;电镀五彩锌一般用冷轧板及机加工件类表面处理;铬酸盐、氧化一般用于铝材及铝型材类的工件表面处理;具体表面处理方式是根据客户材质的要求而定.
7、组装
是将多个零件或组件按照图纸的要求组立在一起,使之成为一个完整的部品。
组装的部品可能是成品也有可能是半成品。
以上就是有关钣金加工工艺的一些简单介绍,希望对大家进一步的了解有所帮助。
常见钣金件加工的工艺流程

常見鈑金件加工的工藝流程一、材料的選用鈑金加一般用到的材料有冷軋板(SPCC )、熱軋板(SHCC )、鍍鋅板(SEC C 、SGCC ),銅(CU )黃銅、紫銅、鈹銅,鋁板(6061 、6063 、硬鋁等),鋁型材,不銹鋼(鏡面、拉絲面、霧面),根據產品作用不同,選用材料不同,一般需從產品其用途及成本上來考慮。
1.冷軋板SPCC,主要用電鍍和烤漆件,成本低,易成型,材料厚度< 3.2mm <2.熱軋板SHCC,材料T >3.0mm ,也是用電鍍,烤漆件,成本低,但難成型,主要用平板件。
3.鍍鋅板SECC 、SGCC 。
SECC 電解板分N 料、P 料,N 料主要不作表面處理,成本高,P 料用於噴塗件。
4.銅;主要用導電作用料件,其表面處理是鍍鎳、鍍鉻,或不作處理,成本高。
5.鋁板;一般用表面鉻酸鹽(J11-A ),氧化(導電氧化,化學氧化),成本高,有鍍銀,鍍鎳。
6.鋁型材;截面結構複雜的料件,大量用於各種插箱中。
表面處理同鋁板。
7.不銹鋼;主要用不作任何表面處理,、成本高。
二、圖面審核要編寫零件的工藝流程,首先要知道零件圖的各種技術要求;則圖面審核是對零件工藝流程編寫的最重要環節。
1.檢查圖面是否齊全。
2.圖面視圖關係,標注是否清楚,齊全,標注尺寸單位。
3•裝配關係,裝配要求重點尺寸。
4.新舊版圖面區別。
5•外文圖的翻譯。
6.表處代號轉換。
7•圖面問題回饋與處埋。
8.材料9.品質要求與工藝要求10 .正式發行圖面,須加蓋品質控制章。
三、展開注意事項展開圖是依據零件圖(3D )展開的平面圖(2D)1•展開方式要合,要便利節省材料及加工性2•合理選擇問隙及包邊方式,T=2.0以下問隙0.2 , T=2-3問隙0.5,包邊方式採用長邊包短邊(門板類)3•合理考慮公差外形尺寸:負差走到底,正差走一半;孔形尺寸:正差走到底,負差走一半。
4.毛刺方向5 •抽牙、壓鉚、撕裂、沖凸點(包),等位置方向,畫出剖視圖6•核對材質,板厚,以板厚公差7•特殊角度,折彎角內半徑(一般R=0.5 )要試折而定展開8•有易出錯(相似不對稱)的地方應重點提示9•尺寸較多的地方要加放大圖10・需噴塗保護地方須表示四、板金加工的工藝流程根據鈑金件結構的差異,工藝流程可各不相同,但總的不超過以下幾點。
钣金加工工艺课件

个性化与定制化
随着消费者需求的多样化,钣金 加工将更加注重个性化与定制化 ,满足不同客户对产品外观和功
能的需求。
钣金加工在智能制造中的应用前景
智能生产线的建设
钣金加工企业将逐步实现智能生 产线的建设,通过自动化设备和 智能化系统的应用,提高生产效
率和质量。
工业互联网的应用
钣金加工企业将积极应用工业互联 网技术,实现设备联网、数据采集 和分析,优化生产流程和提高决策 水平。
状和尺寸。
剪切工艺对设备精度要求较高, 需要确保剪切后的板材平整、无 毛刺,以满足后续加工的需求。
剪切工艺广泛应用于各种金属板 材的加工,如不锈钢、铝合金、
碳钢板等。
折弯工艺
折弯工艺是将金属板材经过一系列的弯曲和折边操作,使其形成所需的立体形状。
折弯工艺需要使用折弯机,根据不同的弯曲半径和材料厚度选择合适的折弯模具和 折弯方式。
钣金加工的应用领域
航空航天
用于制造飞机机身、机翼等结构件,要求高 精度、高质量。
家用电器
用于制造外壳、支架等部件,要求美观、耐 用。
汽车制造
用于制造车身覆盖件、车架等部件,要求高 强度、高刚度。
建筑行业
用于制造金属门窗、幕墙等结构件,要求安 全、稳定。
钣金加工的基本流程
折弯
将金属板材按照图纸要求的形 状进行弯曲。
打磨
对加工完成的钣金件进行表面 处理,去除毛刺、焊缝等,使 其表面光滑平整。
下料
根据图纸要求,使用剪板机或 激光切割机进行切割。
焊接
将多个金属板材连接在一起, 形成完整的部件。
检验
对加工完成的钣金件进行质量 检查,确保符合图纸要求。
02
钣金加工的主要工艺
钣金加工工艺

钣金加工培训资料1.钣金加工简介1.1定义:钣金至今为止尚未有一个比较完整的定义,根据国外某专业期刊上的一则定义可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。
其显著的特征就是同一零件厚度一致,对钢板、铝板、铜板等金属板材进行加工。
1.2钣金加工的工艺流程:对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程.不同结构的钣金件,工艺流程可能也各不相同,结合我司的情况,一般按以下流程:绘制展开图下料焊接2.钣金工程识图基本知识2.1机械制图简介:钣金加工工程图也属于机械制图的范畴,机械制图是用图样确切表示机械的结构形状、尺寸大小、工作原理和技术要求的学科。
图样由图形、符号、文字和数字等组成,是表达设计意图和制造要求以及交流经验的技术文件,常被称为工程界的语言。
在机械制图标准中规定的项目有:图纸幅面及格式、比例、字体和图线等。
在图纸幅面及格式中规定了图纸标准幅面的大小和图纸中图框的相应尺寸。
比例是指图样中的尺寸长度与机件实际尺寸的比例,除允许用1:1的比例绘图外,只允许用标准中规定的缩小比例和放大比例绘图。
在中国,规定汉字必须按长仿宋体书写,字母和数字按规定的结构书写。
图线规定有八种规格,如用于绘制可见轮廓线的粗实线、用于绘制不可见轮廓线的虚线、用于绘制轴线和对称中心线的细点划线、用于绘制尺寸线和剖面线的细实线等。
机械图样主要有零件图和装配图,零件图表达零件的形状、大小以及制造和检验零件的技术要求;装配图表达机械中所属各零件与部件间的装配关系和工作原理;表达零件结构形状的图形,常用的有视图、剖视图和剖面图等。
视图是按正投影法即零件向投影面投影得到的图形。
按投影方向和相应投影面的位置不同,视图分为主视图、俯视图和左视图等。
视图主要用于表达机件的外部形状。
图中看不见的轮廓线用虚线表示。
零件向投影面投影时,观察者、机件与投影面三者间有两种相对位置。
钣金工艺的形式有哪些
钣金工艺的形式有哪些钣金工艺是金属制造中重要的一种加工方式,主要用于饰件、零部件和外壳的制造。
钣金工艺的形式有很多种,下面我将详细介绍几种常见的钣金加工工艺。
1. 剪切工艺:剪切是钣金加工的最常见和最基础的一种工艺。
它通过机械剪切使板材切割成所需的形状和尺寸。
剪切工艺通常使用剪板机来完成,具有简单、快捷、高效等优点。
2. 折弯工艺:折弯工艺是将板材沿着特定的线折叠成所需的形状和角度的过程。
它通常使用折弯机完成。
折弯机通过对板材施加力量使其发生弯曲,从而达到所需的形状和角度。
折弯工艺在钣金加工中非常常见,可以制作出各种形状的金属零部件。
3. 冲压工艺:冲压工艺是通过冲压模具对金属板材进行加工的工艺。
冲压工艺通常包括剪切、冲孔、拉升、弯曲等步骤。
冲压工艺可以高效地批量生产具有相同形状和尺寸的零件,广泛应用于汽车、家电、电子等行业。
4. 拉伸工艺:拉伸工艺是将板材沿特定方向进行拉伸变形的工艺。
在拉伸过程中,板材可以延长而变窄,或者变窄而延长。
拉伸工艺常用于制作金属外壳、罩壳等产品。
5. 深冲工艺:深冲工艺是将金属板材沿特定轨迹进行冲压加工,使板材产生变形,形成所需的品牌和尺寸。
深冲工艺通常使用冲压机和模具完成,广泛应用于汽车、电器、通信等行业的零部件生产。
6. 焊接工艺:焊接是将两个或多个金属部件通过热源加热熔化,并结合在一起的工艺。
钣金焊接主要有点焊、气焊、电弧焊、激光焊等形式。
7. 激光切割工艺:激光切割是利用激光束对金属板材进行高精度切割的一种工艺。
激光切割具有切割速度快、切割质量高、切割精度高等优点,广泛应用于钣金加工领域。
除了以上几种常见的钣金加工工艺外,还有数控冲床、压铸、精密冲压等加工方式,每种工艺都有其适用的领域和特点。
随着科技的不断进步,钣金工艺也在不断创新和发展,使得钣金加工能够更加高效、精确地满足不同行业和用户的需求。
钣金制作的基本工艺

图3-31
中部凸鼓工件的火焰矫正
2、边缘波浪形工件的火焰矫正: 步骤1:用卡子将板料三面压紧在平台上,波浪形变形集中的一边不 要卡紧,如图3-32所示。 步骤2:用线状加热方式先从凸起两侧平的地方开始加热,再向凸起 处围拢,加热次序如图3-32中的箭头所示。 说明:加热线长度一般为板宽的1/3~1/2,加热线距离视凸起的 高度而定,凸起越高,距离应越近,一般取20~50 mm。若经过第一次加 热后还有不平,可重复进行第二次加热矫正,但加热线位置应与第一次 错开。
(2)滚压已预先成型的工件: 滚压方法:如图3-26所示,首先将工件下面的辊子换成较工件之上的 辊子曲率略小的辊子,然后利用急松装置将底辊升起,同时将工件置于辊 子之间,调整底轮的压力,使工件能在适度的压力之下在辊子间滑动。
图3-26
滚压已预先成型的工件
注意:要全面滚压,以免局部延展伸长。要随时利用样板核对工件 的曲率。将钣金件在一个方向依次滚压完后,再将工件调转90°,重复 以上操作,滚压线路与原来方向交叉进行,如图3-27所示。 (3)滚压平钣金件的波形皱纹: 滚压方法:如图3-28所示,滚压时金属板移动的方向与原来移动的 方向成对角线,压力保持均匀,并平稳地移动,以免再度造成波纹。
图3-4
凸鼓面矫正
图3-5
边缘翘曲的矫正
(3)对角翘曲的矫正: 步骤1:将翘曲板料放在平台上,左手按住板料,右手握锤。 步骤2:先沿着没有翘曲的对角线开始敲击,依次向两侧伸展,使其 延伸而矫正,如图3-6所示。 步骤3:板料基本矫正后,再用木锤进行一次调整性敲击,以使整个 组织舒展均匀。 (4)板料的拍打矫正: 如图3-7所示,用拍板(甩铁)在板料上拍打,使板料凸起部分受压 变短,同时张紧部分受压伸长,从而达到矫正的目的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常见钣金件加工的工艺流程
一、材料的选用。
钣金加一般用到的材料有冷轧板(SPCC)、热轧板(SHCC)、镀锌板(SECC、SGCC),铜(CU)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝面、雾面),根据产品作用不同。
选用材料不同,一般需从产品其用途及成本上来考虑。
1.冷轧板SPCC。
主要用电镀和烤漆件。
成本低,易成型,材料厚度≤3.2mm。
2.热轧板SHCC。
材料T≥3.0mm ,也是用电镀,烤漆件,成本低,但难成型,主要用平板件。
3.镀锌板SECC、SGCC。
SECC电解板分N料、P料。
N料主要不作表面处理。
成本高,P料用于喷涂件。
4.铜;主要用导电作用料件,其表面处理是镀镍、镀铬,或不作处理,成本高。
5.铝板;一般用表面铬酸盐(J11-A),氧化(导电氧化,化学氧化),成本高,有镀银,镀镍。
6.铝型材;截面结构复杂的料件,大量用于各种插箱中。
表面处理同铝板。
7.不锈钢;主要用不作任何表面处理,、成本高。
二、图面审核,要编写零件的工艺流程,首先要知道零件图的各种技术要求;则图面审核是对零件工艺流程编写的最重要环节。
1.检查图面是否齐全。
2.图面视图关系,标注是否清楚。
齐全,标注尺寸单位。
3.装配关系,装配要求重点尺寸。
4.新旧版图面区别。
5.外文图的翻译。
6.表处代号转换。
7.图面问题反馈与处埋。
8.材料
9.品质要求与工艺要求
10.正式发行图面,须加盖品质控制章。
三、展开注意事项。
展开图是依据零件图(3D)展开的平面图(2D)
1.展开方式要合。
要便利节省材料及加工性
2.合理选择问隙及包边方式,T=2.0以下问隙0.2,T=2-3问隙0.5,包边方式采用长边包短边(门板类)
3.合理考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。
4.毛刺方向
5.抽牙、压铆、撕裂、冲凸点(包),等位置方向,画出剖视图
6.核对材质,板厚,以板厚公差
7.特殊角度,折弯角内半径(一般R=0.5)要试折而定展开
8.有易出错(相似不对称)的地方应重点提示
9.尺寸较多的地方要加放大图
10.需喷涂保护地方须表示
四、板金加工的工艺流程,根据钣金件结构的差异,工艺流程可各不相同,但总的不超过以下几点。
1、下料:下料方式有各种。
主要有以下几种方式
①.剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低,精度低于0.2,但只能加工无孔无切角的条料或块料。
②.冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。
③.NC数控下料。
NC下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图编写成NC数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状平板件,但其结构受刀具结构所至。
成本低。
精度于0.15。
④.镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来。
同NC下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高。
精度于0.1.
⑤.锯床:主要用下铝型材、方管、图管、圆棒料之类,成本低,精度低。
1.钳工:沉孔、攻丝、扩孔、钻孔
沉孔角度一般120℃,用于拉铆钉,90℃用于沉头螺钉。
攻丝英制底孔。
2.翻边:又叫抽孔、翻孔,就是在一个较小的基孔上抽成一个稍大的孔。
再攻丝,主要用板厚比较薄的钣金加工。
增加其强度和螺纹圈数,避免滑牙,一般用于板厚比较薄,其孔周正常的浅翻边,厚度基本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得最大的翻边高度。
当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。
3.冲床:是利用模具成形的加工工序,一般冲床加工的有冲孔、切角、落料、冲凸包(凸点),冲撕裂、抽孔、成形等加工方式,其加工需要有相应的模具来完成操作,如冲孔落料模、凸包模、撕裂模、抽孔模、成型模等,操作主要注意位置,方向性。
4.压铆:压铆就本公司而言,主要有压铆螺母、螺钉、松不脱等,其是通过液压压铆机或冲床来完成操作,将其铆接到钣金件上,还有涨铆方式,需注重方向性。
5.折弯;折弯就是将2D的平板件,折成功D的零件。
其加工需要有折床及相应折弯模具完成,它也有一定折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折。
l 折弯条数是T=3.0mm以下6倍板厚计算槽宽,如:T=1.0、V=6 .0 F=1.8、T=1.2、V=8、
F=2.2、T=1.5、V=10、F=2.7、T=2.0、V=12、
F=4.0
l 折床模具分类,直刀、弯刀(80℃、30℃)
l 铝板折弯时,有裂纹,可增加下模槽宽式增加上模R(退火可避免裂纹)
l 折弯时注重事项:Ⅰ图面,要求板材厚度,数量;Ⅱ折弯方向
Ⅲ折弯角度;Ⅳ折弯尺寸;Ⅵ外看、电镀铬化料件不许有折痕。
折弯与压铆工序关系,一般情况下先压铆后折弯,但有料件压铆后会干涉就要先折后压,又有些需折弯—压铆—再折弯等工序。
6.焊接:焊接定义:被焊材料原子与分子距京达晶格距离形成一体
①分类:a 熔化焊:氩弧焊、CO2焊、气体焊、手工焊
b 压力焊:点焊、对焊、撞焊
c 钎焊:电铬焊、铜丝
②焊接方式:a CO2气体保护焊
b 氩弧焊
c 点焊接等
d 机器人焊
焊接方式的选用是根据实际要求和材质而定,一般来说CO2气体保护焊用于铁板类焊搠;氩弧焊用于不锈钢、铝板类焊接上,机器人焊接,可节省工时,提高工作效率和焊接质量,减轻工作强度。
③焊接符号:Δ角焊。
Д、I型焊。
V型焊接,单边V型焊接(V)带钝边V型焊接(V),点焊(O),塞焊或槽焊(∏),卷边焊(χ),带钝边单边V型焊(V)。
带钝之U型焊,带钝的J型焊,封底焊,逢焊
④箭头线和接头
⑤焊接缺失及其预防措失
点焊:强度不够可打凸点,强加焊接面积
CO2焊:生产率高,能源消耗少,成本低,抗锈能力强
氩弧焊:溶深浅,溶接速度慢。
效率低,生产成本高。
具有夹钨缺陷,但具有焊接质量较好的优点,可焊接有色金属。
如铝、铜、镁等。
⑥焊接变形原因:焊接前准备不足,需增加夹具
焊接治具不良改善工艺
焊接顺序不好
⑦焊接变形效正法:火焰效正法
振动法
锤击法
人工时效法。