各种常见钢材的焊接焊条及焊接工艺选用一览表
bl常用钢材焊材选用表(钢材焊材对照表)
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
200~300℃
760±10℃
J427
380℃1.5h
碳素钢与低温型低合金钢焊接
Ⅰ+Ⅵ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427
380℃1.5h
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
类别
组别
钢号
标准编号
Ⅰ
Ⅰ+Ⅰ
Q235-A.F
GB/T912、GB/T3274
Q235-A
GB/T912、GB/T3274
Q235-B
GB/T912、GB/T3274
Q235-C
GB/T912、GB/T3274
10
GB3087、GB6479、GB/T8163、GB9948
20
GB3087、GB/T8163、GB9948、JB4726
W607
H08MnA
SJ102
TG50
Ar
MG49-Ni
CO2
焊条烘干
350~380℃
(恒温1h)
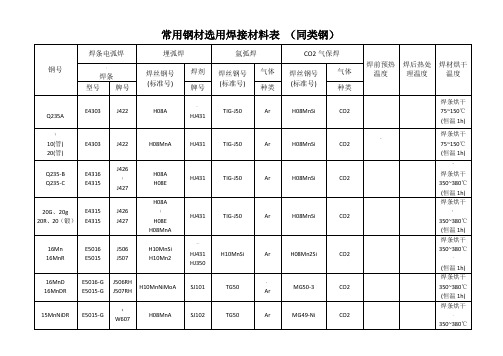
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
焊材选用对照表
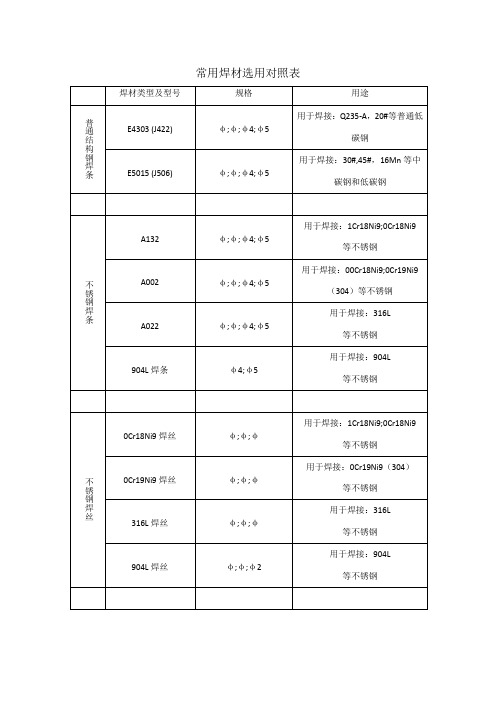
A002
φ;φ;φ4;φ5
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
A022
φ;φ;φ4;φ5
用于焊接:316L
等不锈钢
904L焊条
φ4;φ5
用于焊接:904L
等不锈钢不锈ຫໍສະໝຸດ 焊丝0Cr18Ni9焊丝φ;φ;φ
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
0Cr19Ni9焊丝
常用焊材选用对照表
焊材类型及型号
规格
用途
普通结构钢焊条
E4303 (J422)
φ;φ;φ4;φ5
用于焊接:Q235-A,20#等普通低碳钢
E5015 (J506)
φ;φ;φ4;φ5
用于焊接:30#,45#,16Mn等中碳钢和低碳钢
不锈钢焊条
A132
φ;φ;φ4;φ5
用于焊接:1Cr18Ni9;0Cr18Ni9
φ;φ4;
球墨铸铁焊补
拟制: 审核: 批准:
技术处
2008-3-20
φ;φ;φ
用于焊接:0Cr19Ni9(304)
等不锈钢
316L焊丝
φ;φ;φ
用于焊接:316L
等不锈钢
904L焊丝
φ;φ;φ2
用于焊接:904L
等不锈钢
CO2焊丝
H08Mn2SiA焊丝
(ER50-6)
φ;φ;φ
用于焊接:Q235-A,20#;16Mn等普通低碳钢和低合金钢
308L药芯焊丝
φ;φ
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
316L药芯焊丝
φ;φ
用于焊接:316L
钢结构各种焊接工艺大全(带图例)
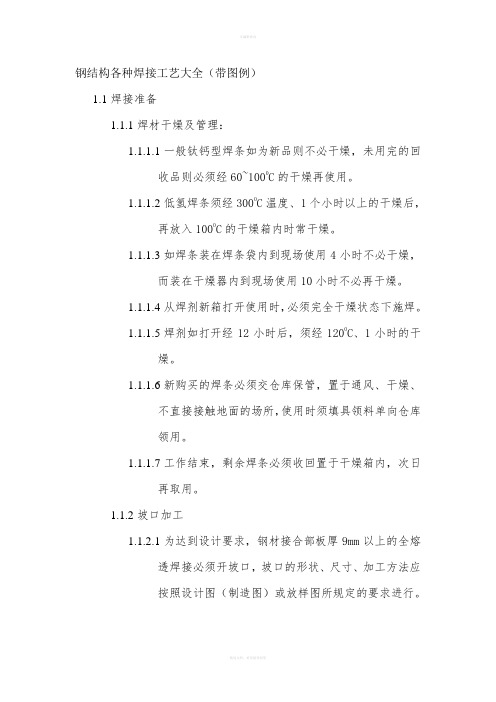
钢结构各种焊接工艺大全(带图例)1.1焊接准备1.1.1焊材干燥及管理:1.1.1.1一般钛钙型焊条如为新品则不必干燥,未用完的回收品则必须经60~1000C的干燥再使用。
1.1.1.2低氢焊条须经3000C温度、1个小时以上的干燥后,再放入1000C的干燥箱内时常干燥。
1.1.1.3如焊条装在焊条袋内到现场使用4小时不必干燥,而装在干燥器内到现场使用10小时不必再干燥。
1.1.1.4从焊剂新箱打开使用时,必须完全干燥状态下施焊。
1.1.1.5焊剂如打开经12小时后,须经1200C、1小时的干燥。
1.1.1.6新购买的焊条必须交仓库保管,置于通风、干燥、不直接接触地面的场所,使用时须填具领料单向仓库领用。
1.1.1.7工作结束,剩余焊条必须收回置于干燥箱内,次日再取用。
1.1.2坡口加工1.1.2.1为达到设计要求,钢材接合部板厚9mm以上的全熔透焊接必须开坡口,坡口的形状、尺寸、加工方法应按照设计图(制造图)或放样图所规定的要求进行。
1.1.2.2坡口表面要清理干净并作防锈处理或立即焊接。
1.1.2.3火焰开坡口若有伤痕,须用电焊修补后再用砂轮机磨平,并清理干净割渣和焊渣。
1.1.3焊接预热1.1.3.1在低温或母材为厚板时可进行焊接前加热,从而避免焊接部位因急冷而发生裂纹。
1.1.3.2预热温度控制如下:1.1.4焊接前检查1.1.4.1是否选择正确的焊接方法和焊接材料。
1.1.4.2坡口加工、构件组立是否达到规定的精度。
1.1.4.3焊接施工顺序是否正确。
1.1.4.4焊接面是否清洁。
1.1.4.5预热方案是否可行。
1.2焊接方法1.2.1手工电弧焊1.2.1.1焊条型号选择如下表:1.2.1.2焊条直径选择如下表:1.2.1.3电流选择如下表:1.2.2埋弧自动焊1.2.2.1钢板对接焊接参数表:1.2.2.2填角焊焊接参数表:1.2.3 CO2焊接电流参数表:1.3 焊接施工1.3.1 钢板对接1.3.1.1 下料:根据施工图要求把所要拼接的钢板放长30~50mm ,以补充焊缝收缩和边线的不整齐。
各种常见钢材的焊接焊条及焊接工艺选用一览表

焊接工艺及焊接材料
序号
材质
工艺方 法
焊丝
1
1Cr18Ni9Ti
2
0Cr19Ni9
H1Cr19Ni9Ti 、 H0Cr18Ni9Ti H1Cr19Ni9 、 H0Cr20Ni10
3
0Cr18Ni11Nb
4
0Cr18Ni11Ti
5
0Cr23Ni13
6
1Cr20Ni14Si2
H0Cr25Ni13
R307 J507 R317 R307 J507
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A132、A137 A132、A137 A132、A137 A132、A137 A132、A137 A132 A132 ENiCrFe-2 A132 ENiCrFe-2 E9015-B9 A302 A302
12Cr1MoV+1Cr18Ni9Ti 23
#20+316
#20+316L
#20+1Cr18Ni9Ti
316+1Cr18Ni9Ti
24 316L+316L
1Cr18Ni9Ti+1Cr18Ni9Ti
1Cr18Ni9Ti+1Cr18Ni9Ti 25
316L+1Cr18Ni9Ti 26 TP316+316ss 27 316SS+1Cr18Ni9Ti 28 T91+TP316 29 TP316+TP316 30 T91+1Cr18Ni9Ti 31 T91+T91 32 TP316+A216Grade WCB 33 TP316+A105
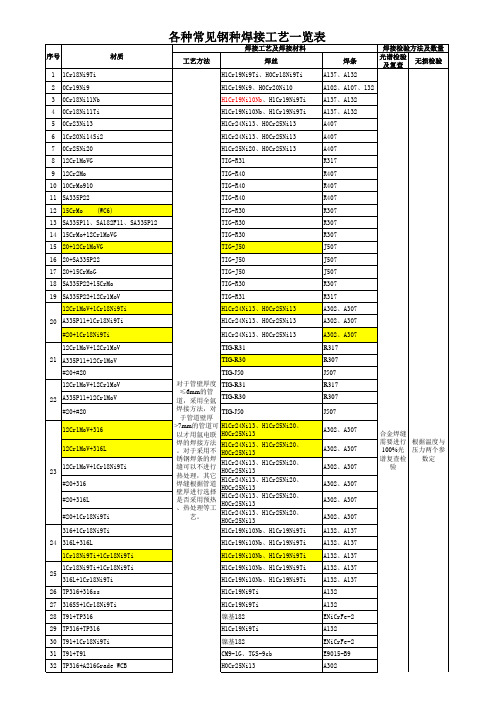
各种常见钢种焊接工艺一览表
10 10CrMo910 11 SA335P22 12 15CrMo
13 SA335P11、SA182F11、SA335P12 14 15CrMo+12Cr1MoVG 15 20+12Cr1MoVG 16 20+SA335P22 17 20+15CrMoG 18 SA335P22+15CrMo 19 SA335P22+12Cr1MoV 12Cr1MoV+1Cr18Ni9Ti 20 A335P11+1Cr18Ni9Ti #20+1Cr18Ni9Ti 12Cr1MoV+12Cr1MoV 21 A335P11&+12Cr1MoV 22 A335P11+12Cr1MoV #20+#20 12Cr1MoV+316 12Cr1MoV+316L 12Cr1MoV+1Cr18Ni9Ti #20+316 #20+316L #20+1Cr18Ni9Ti 316+1Cr18Ni9Ti 24 316L+316L 1Cr18Ni9Ti+1Cr18Ni9Ti 25 1Cr18Ni9Ti+1Cr18Ni9Ti 316L+1Cr18Ni9Ti
各种常见钢种焊接工艺一览表
焊接工艺及焊接材料 序号 1 2 3 4 5 6 7 8 9 1Cr18Ni9Ti 0Cr19Ni9 0Cr18Ni11Nb 0Cr18Ni11Ti 0Cr23Ni13 1Cr20Ni14Si2 0Cr25Ni20 12Cr1MoVG 12Cr2Mo 材质 工艺方法 焊丝 H1Cr19Ni9Ti、H0Cr18Ni9Ti H1Cr19Ni9、H0Cr20Ni10 H1Cr19Ni10Nb、H1Cr19Ni9Ti H1Cr19Ni10Nb、H1Cr19Ni9Ti H1Cr24Ni13、H0Cr25Ni13 H1Cr24Ni13、H0Cr25Ni13 H1Cr25Ni20、H0Cr25Ni13 TIG-R31 TIG-R40 TIG-R40 TIG-R40 (WC6) TIG-R30 TIG-R30 TIG-R30 TIG-J50 TIG-J50 TIG-J50 TIG-R30 TIG-R31 H1Cr24Ni13、H0Cr25Ni13 H1Cr24Ni13、H0Cr25Ni13 H1Cr24Ni13、H0Cr25Ni13 TIG-R31 TIG-R30 TIG-J50 对于管壁厚度 ≤6mm的管 道,采用全氩 焊接方法,对 于管道壁厚 >7mm的管道可 以才用氩电联 焊的焊接方法 。对于采用不 锈钢焊条的焊 缝可以不进行 热处理,其它 焊缝根据管道 壁厚进行选择 是否采用预热 、热处理等工 艺。 TIG-R31 TIG-R30 TIG-J50 H1Cr24Ni13、H1Cr25Ni20、 H0Cr25Ni13 H1Cr24Ni13、H1Cr25Ni20、 H0Cr25Ni13 H1Cr24Ni13、H1Cr25Ni20、 H0Cr25Ni13 H1Cr24Ni13、H1Cr25Ni20、 H0Cr25Ni13 H1Cr24Ni13、H1Cr25Ni20、 H0Cr25Ni13 H1Cr24Ni13、H1Cr25Ni20、 H0Cr25Ni13 H1Cr19Ni10Nb、H1Cr19Ni9Ti H1Cr19Ni10Nb、H1Cr19Ni9Ti H1Cr19Ni10Nb、H1Cr19Ni9Ti H1Cr19Ni10Nb、H1Cr19Ni9Ti H1Cr19Ni10Nb、H1Cr19Ni9Ti H1Cr19Ni9Ti H1Cr19Ni9Ti 镍基182 H1Cr19Ni9Ti 镍基182 CM9-1G、TGS-9cb H0Cr25Ni13 焊条 A137、A132 A102、A107、132 A137、A132 A137、A132 A407 A407 A407 R317 R407 R407 R407 R307 R307 R307 J507 J507 J507 R307 R317 A302、A307 A302、A307 A302、A307 R317 R307 J507 R317 R307 J507 A302、A307 A302、A307 A302、A307 A302、A307 A302、A307 A302、A307 A132、A137 A132、A137 A132、A137 A132、A137 A132、A137 A132 A132 ENiCrFe-2 A132 ENiCrFe-2 E9015-B9 A302 合金焊缝 需要进行 根据温度与 100%光 压力两个参 数定 谱复查检 验 焊接检验方法及数量 光谱检验 无损检验 及复查
常用钢材焊材选用表
E316-16
、
E316-15
A202
A207
H0Cr19Ni12
Mo2
HJ260
H0Cr19Ni12
Mo2
Ar
?
150℃1h
250℃1h
常用钢材选用焊接材料表 (同类钢)
钢号
焊条电弧焊
\
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
?
焊剂
Ⅶ
Ⅶ+1
1Cr18Ni9Ti
GB/T3280、GB/T4237、JB4728
0Cr18Ni9Ti
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
0Cr18Ni10TI
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
00Cr19Ni10
Ⅲ+Ⅳ
E5003
J502
150-250℃
'
650-700℃
J502
150℃1h
E5015
J507
J507
380℃1-2h
强度型低合金钢与耐热型低合金钢焊接
Ⅱ+Ⅴ
E5015
J507
\
200-300℃
760℃±10℃
J507
380℃1-2h
E5515-G
-
J557
200-300℃
760℃±10℃
J557
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
$
(标准号)
焊剂
常用焊条牌号对照表

常用焊条牌号对照表
包括如下:
常见焊接焊条牌号一览表
钢材焊条牌号
焊条牌号用途焊接位置应用材料化学成分(%)
ER50-6 低碳钢结构用所有位置Q235、16Mn等C:
0.12~0.18Mn:0.50~0.90Si:≤0.35
ER70-6 中碳钢结构用所有位置Q235、16Mn等C:
0.07~0.15Mn:0.50~0.90Si:≤0.35
ER80-6 低合金钢结构用所有位置20MnMo、28MnSi、16Mn等 C:0.09~0.14Mn:0.50~0.90Si:≤0.35
ER55-6 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢20MnMo、28MnSi、16Mn等 C:0.04~0.09Mn:0.50~0.90Si:≤0.35
ER70-4 中碳钢结构用所有位置Q235B、15MnVB等C:
0.08~0.15Mn:0.50~0.90Si:≤0.35
ER80-4 低合金钢结构用所有位置15MnVB、35CrMo等C:
0.07~0.14Mn:0.50~0.90Si:≤0.35
ER55-4 低碳和其他碳字母代码低碳钢、低合金钢、不锈钢15MnVB、35CrMo等C:0.03~0.09Mn:0.50~0.90Si:≤0.35
ER49-1 低碳钢结构用所有位置Q235A、15MnV等 C:
0.12~0.18Mn:0.60~1.00Si:≤0.35
ER70-2 中碳钢结构用所有位置Q235A、15MnV等 C:0.08~0.15Mn:0.60~1.00Si:≤0.35
ER80-2 低合金钢结构用所有位置15MnV、45Mn2等 C:0.07~0.14Mn:0.60~1.00Si:≤0.35。
焊条型号用途对照表

焊条型号用途对照表焊条是一种常用的焊接材料,广泛应用于各种钢结构和金属制品的生产加工中。
不同类型的焊条有不同的用途,因此在选择和使用焊条时,必须了解其型号及用途。
下面是焊条型号用途对照表:一、碳钢焊条型号及用途:1. E6010:主要用于直流电焊接各类碳钢构件,尤其适用于薄板焊接。
2. E6011:适用于AC和DC电焊的焊接钢板、角钢、管道等。
3. E6012:适用于焊接薄板、轻型钢结构以及轻负荷机械设备。
4. E6013:广泛用于焊接碳钢材料,适用于电焊机和车间普通焊接。
5. E7018:适用于重型板、钢结构和压力容器等高强度焊接。
二、低合金钢焊条型号及用途:1. E6016:适用于双极性或直流极性的焊接,主要用于低合金结构钢焊接。
2. E7016:适用于双极性或直流极性的焊接,主要用于低合金结构钢焊接。
3. E7018:适用于超低温钢、中低温压力容器、钾钙强化板及高强度钢结构的焊接。
4. E8018:适用于高强度低合金钢的焊接,如桥梁、钢管等。
5. E9018:适用于高强度结构钢及球墨铸铁的焊接。
三、不锈钢焊条型号及用途:1. E308:适用于焊接不锈钢及其复合材料,如耐热钢的焊接。
2. E309:适用于焊接低合金钢、铸铁及不锈钢复合结构的焊接。
3. E316:适用于焊接耐热、耐腐蚀不锈钢及其复合材料的焊接。
4. E385:适用于焊接奥氏体耐热钢及其复合材料的焊接。
5. E2209:适用于焊接烟囱、波纹管等薄壁不锈钢的焊接。
不同型号的焊条具有不同的组织结构和性能特点,因此在选择和使用焊条时,必须根据具体的焊接对象和要求选择合适的焊条型号,以保证焊接质量和稳定性。
同时,为保证焊接安全,操作过程中需注意防护措施,避免产生有害的烟尘和气体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12Cr1MoVG
TIG-R31
R317
9
12Cr2Mo
TIG-R40
R407
10
10CrMo910
TIG-R40
R407
11
SA335P22
TIG-R40
R407
12
15CrMo (WC6)
TIG-R30
R307
13
SA335P11、SA182F11、SA335P12
TIG-R30
R307
14
15CrMo+12Cr1MoVG
TIG-R40
R407
45
12Cr1MoV+TP316
H0Cr25Ni13
A302
A302、A307
#20+316L
H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13
A302、A307
#20+1Cr18Ni9Ti
H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13
A302、A307
24
316+1Cr18Ni9Ti
H1Cr19Ni10Nb、H1Cr19Ni9Ti
A132、A137
316L+1Cr18Ni9Ti
H1Cr19Ni10Nb、H1Cr19Ni9Ti
A132、A137
26
TP316+316ss
H1Cr19Ni9Ti
A132
27
316SS+1Cr18Ni9Ti
H1Cr19Ni9Ti
A132
28
T91+TP316
镍基182
ENiCrFe-2
29
TP316+TP316
0Cr18Ni11Ti
H1Cr19Ni10Nb、H1Cr19Ni9Ti
A137、A132
5
0Cr23Ni13
H1Cr24Ni13、H0Cr25Ni13
A407
6
1Cr20Ni14Si2
H1Cr24Ni13、H0Cr25Ni13
A407
7
0Cr25Ni20
H1Cr25Ni20、H0Cr25Ni13
A407
A132、A137
316L+316L
H1Cr19Ni10Nb、H1Cr19Ni9Ti
A132、A137
1Cr18Ni9Ti+1Cr18Ni9Ti
H1Cr19Ni10Nb、H1Cr19Ni9Ti
A132、A137
25
1Cr18Ni9Ti+1Cr18Ni9Ti
H1Cr19Ni10Nb、H1Cr19Ni9Ti
CM9-1G
E9015-B9
40
12Cr1MoV+A216Grade WCB
TIG-J50
J507
41
12Cr1MoV+A105
TIG-J50
J507
42
12Cr1MoV+A-182Grade F22
TIG-R40
R407
43
12Cr1MoV+A-182Grade F91
TIG-R40
R407
44
T91+12Cr1MoV
A335P11+12Cr1MoV
TIG-R30
R307
#20+#20
TIG-J50
J507
22
12Cr1MoV+12Cr1MoV
TIG-R31
R317
A335P11+12Cr1MoV
TIG-R30
R307
#20+#20
TIG-J50
J507
23
12Cr1MoV+316
H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13
H1Cr19Ni9Ti
A132
30
T91+1Cr18Ni9Ti
镍基182
ENiCrFe-2
31
T91+T91
CM9-1G、TGS-9cb
E9015-B9
32
TP316+A216Grade WCB
H0Cr25Ni13
A302
33
TP316+A105
H0Cr25Ni13
A3021Cr24Ni13、H0Cr25Ni13
A302、A307
A335P11+1Cr18Ni9Ti
H1Cr24Ni13、H0Cr25Ni13
A302、A307
#20+1Cr18Ni9Ti
H1Cr24Ni13、H0Cr25Ni13
A302、A307
21
12Cr1MoV+12Cr1MoV
TIG-R31
R317
各种常见钢材的焊接焊条及焊接工艺选用一览表
序号
材质
焊接工艺及焊接材料
焊接检验方法及数量
工艺方法
焊丝
焊条
光谱检验及复查
无损检验
1
1Cr18Ni9Ti
对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚>7mm的管道可以才用氩电联焊的焊接方法。对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
H0Cr25Ni13
A302
35
TP316+A-182Grade F91
镍基182
ENiCrFe-2
36
T91+A216Grade WCB
TIG-R40
R407
37
T91+A105
TIG-R40
R407
38
T91+A-182Grade F22
TIG-R40
R407
39
T91+A-182Grade F91
H1Cr19Ni9Ti、H0Cr18Ni9Ti
A137、A132
合金焊缝需要进行100%光谱复查检验
根据温度与压力两个参数定
2
0Cr19Ni9
H1Cr19Ni9、H0Cr20Ni10
A102、A107、132
3
0Cr18Ni11Nb
H1Cr19Ni10Nb、H1Cr19Ni9Ti
A137、A132
4
A302、A307
12Cr1MoV+316L
H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13
A302、A307
12Cr1MoV+1Cr18Ni9Ti
H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13
A302、A307
#20+316
H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13
TIG-R30
R307
15
20+12Cr1MoVG
TIG-J50
J507
16
20+SA335P22
TIG-J50
J507
17
20+15CrMoG
TIG-J50
J507
18
SA335P22+15CrMo
TIG-R30
R307
19
SA335P22+12Cr1MoV
TIG-R31
R317
20
12Cr1MoV+1Cr18Ni9Ti