TC2钛合金换热管与管板焊接工艺研究
钛管的焊接特性及焊接工艺技术分析
钛管的焊接特性及焊接工艺技术分析摘要:钛材以其优良的耐腐蚀能力,且造价相对其他钛合金较低,在化工行业管道上获得了广泛的应用。
本文针对钛合金焊接特性,焊接区需要多重氩气保护,增加了焊接施工的难度,过对钛管焊接工艺规范的不断摸索,以及对试验过程出现的问题的合理分析,总结出钛管焊接工艺特点及操作要领,通过在分工,焊接工艺参数和施工方法等方面的改进,提高了凝汽器钛管焊接一次成功率。
关键词:钛管;焊接一次成功率;氧化色彩;裂纹;气孔;钛管焊接试验;焊接工艺参数0前言钛材料具有良好的耐酸碱的腐蚀能力,且造价相对其他钛基材料较低,目前,化工行业较多的走腐蚀性较强介质的管线都趋向于选用这种钛基材料。
由于钛管敏感的焊接特性和各种外部因素导致在钛管焊接过程中钛管焊缝极易出现氧化色彩、裂纹、气孔等缺陷。
从而降低了钛管焊接一次成功率,对工程质量造成负面影响。
为提高钛管焊接一次成功率, 针对以钛管焊接容易出现的焊接缺陷,进行了详细分析和钛管焊接试验。
求找到合适的焊接工艺参数、正确的焊接对方等以提高钛管焊接一次成功率。
1、钛合金的焊接特性钛合金的焊接性能,具有许多显著特点,这些焊接特点是由于钛合金的物理化学性能决定的。
1.1气体等杂质污染引起焊接接头脆化钛材具有良好的焊接性能,在常温下,钛及钛合金是比较稳定的。
但是其在焊接过程中,温度达到250度时开始吸氢;温度达到400度时开始吸氧;温度达到600度时开始吸氮;从而使焊缝的硬度、强度增加,塑性、韧性降低,引起脆化。
钛及钛合金焊接时气孔是最常见的焊接缺陷。
焊丝或母材表面清理不干净或氩气不纯都会造成气孔产生,因此保护气-氩气纯度要求在99.99%以上。
在实际生过程中,只要能有效的控制这些气体元素的来源,就能有效的控制钛材的焊接质量。
(1)氢的影响氢是气体杂质中对钛的机械性能影响最严重的因素。
焊缝含氢量变化对焊缝冲击性能影响最为显著,氢的增加会使钛的焊缝金属冲击韧性急剧下降,而塑性下降少许,氢化物会引起接头的脆性,其主要原因是随缝含氢弹量增加,焊缝中析出的片状或针状TiH2增多。
管板自动焊在钛材换热器制造中的应用

文章编 号: 1 6 7 4 —0 9 8 X( 2 0 1 3 ) 0 7 ( c ) 一0 0 5 9 — 0 2
该 公 司 近 期 为 扬 子 石 化 制 造 了一 批 钛
1 钛 材 的焊接 特 性
钛及钛合金由于具 有密度小 ( 4 . 5 g / c m ) 、 业中 应 用非常广泛 。 在 压力容 器中, 主要 基于其
垫
:
工 业 技 术
Sci enc e a nd Tec hn ol og y I n no va t i o n Her al d
管板 自动 焊 在 钛材 换 热 器 制 造 中的应 用
丁勇 谢玉林 ( 中油二建苏 州兰江工程公 司 江苏苏州 2 1 5 0 0 0 )
强度高、 比强度大、 耐热性能好的特点在航 空工 选 用S TAl R, 直径 0. 8 mm。
务, 并 获 得 了 业 主 的 好 评。 并 且也 为 我 公司 在 氧1 匕 性、 中性介质中的耐蚀 性 能 高于 不 锈 钢 的特点。 钛 材熔 点高 、 热容大、 导热 性 差 , 具 有 很 高 的 化学 活 性 。 在 焊 接 过 程 中, 焊 接 金 素污 染 , 使接头性 能变坏。 尤其 在4 0 0 ℃ 时开始吸 氧, 并能和氢 、 氧 起 激 烈反 应 。 在 不干 净 都 会产生 各种 化合 物 ( Ti 0、 Ti H2 、 Ti N、 T i C 等) 。 这 些 化 合 物 质地 脆 硬 , 会强 烈改变 钛的机 械性 能 , 使 其强度、 硬 度 升
I
捕 掰 寒
I
管 内壁 和 冷 却 到4 0 0 ℃以 上 的 热 影 响 区部
分。 其 中熔 池保 护 最 为关 键 。 但若4 0 0 ℃以
钛管换热器管束-管板模块试验总结
批号 f C% l M n% l S i% l S% l P% l C r% I N i % l R m M P a l R p 0 . 2 M P a } A%
1 1 0 9 2 7 — 7 l 0 . 0 4 0 I 1 . 1 2 1 0 . 81 l 0 . 0 1 0 1 0 . 0 3 2 l 1 8 . 3 4 l 8 . O 7 l 5 5 0 I 2 4 0 l 5 8 . 0
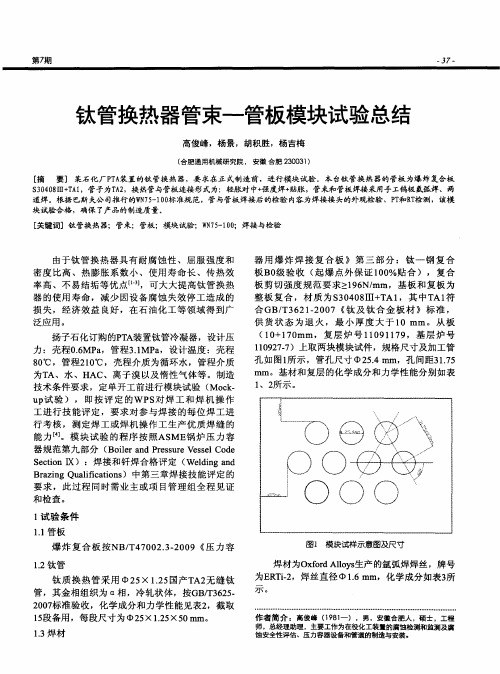
1 _ 3焊 材
Hale Waihona Puke 为E R T i . 2 ,焊丝 直 径 ①1 6 mm,化 学 成分 如表 3 所
示。
… … ● … ● ● ●● ● ●● - ●● ● … ●● ● ●● - ●… ●-… … ●●… … … … … ●… … … … ●… … … … … … … ●-●●… ●●●●●●●●●●●●●
作者 简介 :高俊峰 ( 1 9 8 1 一),男,安徽合肥人,硕士 ,工程
师 ,总经理助理 ,主要工作 为在役化工装置的腐蚀检测和监测及腐 蚀安全性评估、压力容器设备和管道的制造与安装。
3 8 . ■ 技术 交流
一
石 2 0 油 1 3 和 年 化 第1 工 6 设 卷 备
表 1 基层S 3 0 4 0 8 I I I 的化学成 分和 力学性能
缺陷尺寸dpm数量个间距对其中的三个焊接接头沿中心线切开其中05tt管子壁厚且lmm32dp一个取于焊接收弧部分的剖面对其中6个剖55dp口中l2个观察面进行酸蚀经lo倍放大镜进行宏3结论观金相检查未发现焊缝根部有未焊透缺陷焊由于pta装置钛管冷凝器使用工况恶劣用缝金属和热影响区无裂纹未熔合缺陷也无焊材特殊对焊接质量要求高本项目引用asme瘤气孔夹杂飞溅等表面缺陷角焊缝两焊
钛制热交换器换热管与管板的快速焊接

钛制热交换器换热管与管板的快速焊接马志承;邢卓;张立新;凤桐;池佩利;聂爽;刘佳宁【摘要】钛制热交换器换热管与管板的焊接工作量大,且焊接时焊道容易氧化.为了防止氧化,采用小电流慢速焊;为了防止氢气流失快,在换热管内放置铜堵,增加保护效果.这样做虽然能保证焊接质量,但是焊接效率低.因此,在焊枪上加装一种自制的大保护罩,可将整根管的全部焊接高温区置于氢气保护之下,可实现大幅度提速焊接,既保证焊接过程中不氧化,又显著地提高了焊接效率.通过在塔顶分缩器钛换热管端面焊的应用,证明这种焊接方法简单、实用.【期刊名称】《管道技术与设备》【年(卷),期】2016(000)004【总页数】4页(P45-48)【关键词】钛;热交换器;换热管;管板;焊接;快速【作者】马志承;邢卓;张立新;凤桐;池佩利;聂爽;刘佳宁【作者单位】沈阳汇博热能设备有限公司,辽宁沈阳110043;沈阳汇博热能设备有限公司,辽宁沈阳110043;沈阳汇博热能设备有限公司,辽宁沈阳110043;沈阳汇博热能设备有限公司,辽宁沈阳110043;沈阳汇博热能设备有限公司,辽宁沈阳110043;沈阳汇博热能设备有限公司,辽宁沈阳110043;沈阳汇博热能设备有限公司,辽宁沈阳110043【正文语种】中文【中图分类】TG4572015年7月,某公司生产1台塔顶分缩器(见图1)。
这是一台钛管热交换器,换热面积122 m2。
壳程筒体材质为Q245R,DN1 200 mm×10 mm;上管箱材质为S30408,DN1 200 mm×8 mm;爆炸复合管板材质为TA2/20III,Φ1 330 mm×(6+46)mm;换热管材质为TA2,Φ25 mm×2 mm,1 092根。
管程介质是氨气,设计压力0.03 MPa,设计温度120 ℃,耐压试验压力0.125 MPa。
壳程介质是循环水,设计压力0.6 MPa,设计温度100 ℃,耐压试验压力0.75 MPa。
钛管换热器的换热管与管板焊接工艺介绍

钛管换热器的换热管与管板焊接工艺介绍作者:郭永萍来源:《科技创新与应用》2016年第02期摘要:文章介绍了以海水作为冷却介质的换热器中一种以爆炸复合钛钢板作管板、以钛管作换热管的换热管与管板焊接的工艺评定及生产制作中的焊接工艺。
文章为钛制换热器的生产制造提供可借鉴经验。
关键词:钛管换热管;复合钛钢板管板;换热管与管板工艺评定;生产制作滨海电站的换热器设备若采用常规不锈钢管做换热管、低合金钢作管板,管板和换热管会在一两年内发生严重的点腐蚀、溃蚀等现象,使用周期短,不但成本高而且有碍生产。
我公司设计制造的以钛管作为换热管、复合钛钢板作为管板的换热器经厂家使用取得了良好的抗腐蚀效果。
文章将介绍此设备换热管与管板的工艺评定及生产制作工艺。
1 设备简介我公司为南方沿海某电厂390MW热电联产燃气蒸汽联合循环机组配套设计制造的水(除盐水)-水(海水)热交换器,其结构图如图1所示,公称通径DN1400mm,换热面积1200m2,总长11000mm,热换管为西安宝钛美特法力诺?覫19x0.5mmTA2钛焊管,卧式平盖管箱折流杆换热器,换热器型号SSL-1200-1,单回程,开式循环冷却水(海水)进入水-水热交换器管程,将壳侧闭式循环冷却水(除盐水)冷却后排入循环水排水管,闭式循环冷却水回水经闭式循环冷却水泵升压,经过水-水热交换器冷却后,向客户提供冷却水。
1-前管箱 2-管板 3-前导流筒 4-壳体 5-折流圈6-换热管 7-后导流筒 8-后管箱图1 钛管换热器结构图换热器壳体圆筒、壳体进出水管、进出水管法兰均为普通碳素结构钢Q235-B;管箱筒节用爆炸复合钛钢板(TA2+Q235-B),管箱进出水管用优质碳素结构钢20管(内衬丁基橡胶HY2D),管箱法兰亦为普通碳素结构钢Q235-B(内衬丁基橡胶HY2D);管板采用爆炸复合钛钢板(TA2+Q345R);换热管采用TA2钛管。
该设备要求按GB151-1999《管壳式换热器》,对主要焊缝的无损检测A、B类焊缝进行20%的射线探伤,按照JB/T4730.2-2005标准的Ⅲ级合格。
钛管在换热器中的使用及制造研究

钛管在换热器中的使用及制造研究摘要:钛管具备更高强度和耐腐蚀性,存在的换热效果也更好。
在近几年发展中,将钛管应用到氯碱行业和化工原料领域中,能达到压力容器的制造。
将钛管应用到换热器,能获得良好的发展效果,延长设备的使用寿命。
文章中,对钛管在换热器中的应用制造做出探究,以供参考。
关键词:钛管;换热器;使用;制造在传统方式下,使用的换热器多为316L,在较短时间使用方式下,将带来明显的堵塞情况。
导致其情况的发生,多是因为在设计中,选材的科学合理化。
比如:将钛管应用到换热器中,其管板为一种钛复合板,在设计与制造中,都能符合一定的建设要求。
一、结构和技术参数特点基于图一的设备结构进行分析,下端存在进口N1管箱,材料的质量是尿素专业使用的钢316L。
中间为换热管的壳程简体,在中间位置的上部分和其他设备的链接为法兰,(如图二所示发现,管程介质的温差也会给管箱法兰的密封性带来很大影响),所以,要达到设备和整套系统的相互结合。
在下端的管箱管口N1位置,液体介质会从中进入,当经过换热器后,随着不断加热,当进入到生产系统[1]。
图二垫片的回缩应力变化二、管板的选择管板为换热器中最为主要的受压元件,保证管板的科学、合理设计,需要在期间详细分析,促使材料的节约性,以免在加工制造中面对很大难度,也能降低施工成本,达到整体的安全性,保证其意义的获取。
壳程介质一般都为中低压蒸汽,要促进板材的科学设计。
如果管程的介质为尿液,将发生较强的腐蚀性。
钛尽管在大量的介质中都具备更高的稳定性,但是,在空气中,容易受到氧介质、钛表面等因素的影响,引起明显钝化,不断生成附着力更强、惰性更大的氧化膜,在这种情况下,发现腐蚀介质和钛逐渐分开,其钛基体的腐蚀性增强。
同时,受到机械的不断磨损,也会更快自愈,达到重新再生的目的。
所以,在复层应用TA2最为合适。
从整体上看,不仅能减少实际的制造费用,达到管板的科学应用,也能在合理计算中,确定出其厚度[2]。
钛及钛合金换热管管头焊接质量控制探究

钛及钛合金换热管管头焊接质量控制探究发布时间:2022-06-17T07:28:43.179Z 来源:《建筑实践》2022年第2月4期作者:朱先涛[导读] 当前,很多换热器设备的换热管采用了钛及钛合金材质的管材朱先涛中核华誉工程有限责任公司江苏省南京市 211161摘要:当前,很多换热器设备的换热管采用了钛及钛合金材质的管材,其焊接质量直接关系到设备的使用寿命及使用安全,因此,加强该处管头焊接质量控制管理极有必要。
本文基于此,对钛合金换热管及管板的焊接性能做了介绍,分析了其中存在的缺陷,并探究了如何对缺陷部位进行处理,为工作人员开展钛及钛合金换热管管头焊接质量控制提供思路和方法。
关键词:钛合金;换热罐头;焊接缺陷;质量控制一、钛及钛合金换热管管头焊接质量控制1.1钛及钛合金换热管的理化特性钛作为一种稀有金属,被广泛应用于换热器设备,常见的材质包括TA1,TA2,TA10等,以钛作为核心的换热管具有质量轻、密度低、稳定性强、强度高、抗腐蚀能力优异、工艺水准高、抗酸抗碱能力优秀以及机械性能良好等特性。
1.2钛及钛合金换热管和管板的焊接方式钛合金换热管和管板在焊接时主要采用强度焊及密封焊两种方式。
强度焊是指通过增加二者之间的压力来进行焊接,使得换热管和管板通过高强度的外界压力实现连接,强度焊能够有效保障换热管和管板连接的密封性能以及抗拉脱强度。
而密封焊则是在进行焊接时使用一些塑封剂,显著提升焊接后换热管和管板连接的密封性能。
根据对钛合金换热管管头焊接要求的不同,强度焊的结构和尺寸基本上成正比。
1.3汰换热管和管板结构尺寸的要求在将钛合金换热管和管板通过焊接的方式进行连接时,需要首先保证管板的厚度符合设计和制造的基本要求,同时需要保证其在12毫米以上,管板管孔的直径以及测量的误差也不宜过大,需要有详细的说明和规定。
而换热管在排列时,常见的排列方式包括正三角形排列、倒三角形排列、转角正三角形排列、正方形排列、转角正方形排列等形式,在进行焊接时,需要根据焊接的实际要求来选择排列方式,并且需要做到换热管的中心距离高于1.25倍的换热管外径。
高压换热器钛管_管板爆炸焊接模拟与试验

史长根1,2,3 ,郭宏新1 ,刘 丰1 ,徐 宏2 ,史和生4 ,汪 育3 ,练绵炎1 ( 1. 江苏中圣高科技产业有限公司,江苏 南京 211112; 2. 华东理工大学,上海 200237; 3. 解放军 理工大学,江苏 南京 210007; 4. 南京润邦金属复合材料有限公司,江苏 南京 211803)
3760
3280
2920
3. 3 单管爆炸焊接间隙 炸药爆速确定之后,其关键的参数就是装药
厚度。钛管 - 管板爆炸焊接时,其装药厚度一般 为钛管的直径,根据装药厚度即可确定钛管和管 板之间的爆 炸 间 隙。 根 据 文 献[5 ],基 复 管 最 小 间距值可由下式求得: S = 0. 2( δ + h) 。其中 h 为 复板厚度,一般来说 hδ,所以间距 S 为炸药厚 度的 0. 2 倍。通过多次试验,其焊接效果与爆炸 间隙之间的关系如表 2 所示。其最佳间隙应控制
( 3) 装药时不稳定爆轰端应引出 2 ~ 10 cm, 最后通过爆炸切割和焊接于一体的技术实现薄壁 钛管和普通钢管板的爆炸焊接成型。
参考文献:
图 4 间隙为 0. 4 mm 钛管产生裂纹
图 5 间隙为 0. 8 mm 爆炸复合钛管
实现薄壁钛管和普通钢管板的爆炸焊接成型。 另外,通过多孔管板的试验,可实现全部爆炸
0 引言 化工行业用换热器换热管和管板之间的紧密
贴合,既影响到换热器的使用寿命,同时又涉及到 高压换热器的安全性。高压换热器管子管板的连
基金项目: 2010 江苏省博士集聚计划资助项目( 1002081C)