注塑机常用英语
注塑常用术语英文表达
1.雾气Moisture Streaks2.玻纤分配不均Glass Fiber Streaks3.困气Gas Trap Effect4.银丝纹Sliver Marks5.结合线Weld Line6.水波痕Water Wave Effect7.黑点Dark Sport8.顶出印Visible Ejector Marks9.变形Deformation During Demolding10.填充不足Short Filling11.冷料流痕Cold Slug12.进胶口点不良Dull Spots Near The Sprue13.喷射痕Jetting14.表面起层Flaking Of The Surface Layer15.浮泡Entrapped Air16.过热变色Burnt Streaks17.龟裂Stress Crack18.缩水痕Sink Marks19.真空气泡Density Bubble20.披锋Flash21.擦伤印Scratch MarksGlass fiber rich surface/glass emergence on the surface22 尺寸过大Over dimension23 尺寸过小Under dimension24 翘曲Warpage/warped25 收缩Shrinkage/shrink26 缩影Sink marks27 打不满Short shot/short molding塑料模具mould of plastics注塑模具injection mould冲压模具die模架 mould base定模座板 Top clamping plateTop plateFixed clamp plate水口推板stripper plateA 板 A plateB 板 B plate支承板support plate方铁spacer plate底针板ejector plate面针板ejector retainer plate回针Return pin导柱Guide pin有托导套Shoulder Guide bush直导套Straight Guide bush动模座板 Bottom clamp plate Moving clamp plate基准线 datum line基准面 datum plan型芯固定板core-retainer plate凸模固定板punch-retainer plate顶针 ejector pin单腔模具single cavity mould多腔模具multi-cavity mould多浇口 multi-gating浇口 gate缺料 starving排气 breathing光泽 gloss合模力 mould clamping force锁模力 mould locking force挤出 extrusion开裂 crack循环时间cycle time老化 aging螺杆 screw麻点 pit嵌件 insert活动镶件movable insert起垩 chalking浇注系统feed system主流道sprue分流道 runner浇口 gate直浇口 direct gate , sprue gate轮辐浇口spoke gate , spider gate点浇口 pin-point gate测浇口 edge gate潜伏浇口submarine gate , tunnel gate 料穴 cold-slug well浇口套 sprue bush流道板 runner plate排飞槽 vent分型线(面) parting line定模 stationary mould , Fixed mould 动模 movable mould, movable half上模 upper mould , upper half下模 lower mould , lower half型腔 cavity凹模 cavity plate , cavity block拼块 split定位销 dowel定位销孔dowel hole型芯 core斜销 angle pin, finger cam滑块 slide滑块导板slide guide strip楔紧块 heel block, wedge lock拉料杆 sprue puller定位环 locating ring冷却通 cooling channel脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mould绝热流道模insulated runner mould熔合纹 weld line(flow line)三板式模具three plate mould脱模 ejection换模腔模具interchangeable cavity mould 脱模剂 release agent注射能力shot capacity注射速率injection rate注射压力injection pressure差色剂 colorant保压时间holdup time闭模时间closing time定型装置sizing system阴模 female mould , cavity block阳模 male mould电加工设备Electron Discharge Machining数控加工中心CNC machine center万能铁床 Universal milling machine卧式刨床 Horizontal planer车床 Engine lathe平面磨床Surface grinding machine去磁机 Demagnetization machine万能摇臂钻床Universal radial movable driller 立式钻床 Vertical driller超声波清洗机Ultrasonic clearing machine。
注塑专业中英文术语
Injection Machine Parameter1,注塑机规格参数 Injection Machine Specification①锁紧类型 clamp typea.油缸— hydraulic b.肘杆式— toggle②垂直注塑机导柱间距— tie bar vertical clearance③水平注塑机导柱间距— tie bar horizontal clearance④台板尺寸— platen dim.⑤最小 / 最大模厚— mold height Min./ Max., Min. / Max. mold thickness⑥最小 / 最大注塑机开档— open day light Min. / Max.⑦锁紧行程— clamp stroke ⑧锁紧力— clamping force⑨顶出行程— ejector stroke ⑩顶出力— ejector force2,试模工艺参数 Molding Process Parameter, machine setting①时间 Timer(TM), seca, 注塑(充填)时间— filling time, injection timeb, 冷却时间— cooling time c, 补缩时间— packing timed, 保压时间— holding time e, 成型周期— cycle time②速率、速度 Velocity, %、speed, in/seca, 注塑(充填)速度— injection speedb, 保压速率— hold pressure velocityc, 螺杆转速— screw rotation speed③压力 Pressure(Prs.), psia, 注塑压力— injection pressure b, 保压压力— hold pressurec, 回压(背压)— back pressure④温度 Temperature(Temp.), °Fa, 注塑机喷嘴温度— nozzle temp.b, 料筒前段、中段、后段温度— barrel front、middle、rear temp.c, 模温— mould temp. d, 料温— purged resin melt temp.e, 空射料温— air shot melt temp.产品几何 Geometry1.点— point 2.线(边)— line, edge3.面 faceA 侧面— sideB 表面— surfaceC 外观面— appearance surface4.壁厚— wall thickness, stock thickness5.加强筋(骨位)— rib 6.孔— hole7.细长的槽— slot 8.柱位— boss9.角—cornerA 圆角— filletB 倒角— chamferC 尖角— sharp corner10.斜度— angle, taper 11. 凹槽—recess , groove一.分模信息 Splitting1.分型线— parting line (P/L), splitting line2.主分模方向— main direction, line of draw3.浇口设定— gating二.产品标识 Part Identification1.产品名称— part name (P/N)2.产品编号+版本号— part number + revision (Rev.)3.型腔号— cavity number 4.材料标记— material symbol 5.模具编号— mold number (no.) 6.日期印—date code7.循环印— cycling code 8.公司标志—company logo 三.技术要求 Specification (Special Requirement)1.项目启动表 Kick-off sheet5)项目启动日期— kick off date, start date6)项目完成日期— due date, lead time7)内模件用钢— tool steel8)型腔数量— number of cavities9)数据文件编号— data file no.10)注塑材料— resin, plastic, raw material11)收缩率— shrink, shrinkage, shrink factor12)注塑机吨位— molding machine size, injection machine size13)成型周期— cycle time14)型腔光洁度— cavity polish15)型芯光洁度— core polish16)皮纹(晒纹)— texture, grain17)拔模斜度— draft angle, removal taper18)注塑件颜色及光泽— molded color & gloss19)模具加工地— manufacturing facility20)热流道供应商— manifold manufacturer, manifold supplier21)浇口位置— gate location / position22)浇口类型— gate type23)产品标识— stamp information, part identification24)特殊要求— special instructions2.产品质量及外观要求 Part Quality & Appearance Requirement1)尺寸及公差 Dimension & Tolerance①重要尺寸— critical dimension, important dim., key dim.②理论尺寸—nominal dimension ③实际尺寸— actual dimension⑤公差带—tolerance range ⑥尺寸超差— dimension deviation⑧拒绝(不合格)— reject, refuse, obsolete, NG⑨让步接受— concession, special admit2)产品缺陷(常见的)Defects (normal)①缩水— sink mark, shrinkage ②飞边,毛边— flash, burr③段差— mismatch discrepancy ④银丝纹,蛇纹—snake marks, streak⑤弯曲,变形— warpage, distortion⑥打不饱(缺料)— short shot ⑦熔接线— weld line⑧多胶— unwanted plastic ⑨拉伤—damage3.产品外观 Part Appearance①产品颜色— part color ②产品光泽— gloss③皮纹粒度— grain4.常用词汇、词组及短语 Normal Word, Short Sentence1)单边— per side 2)双边— both sides3)加入,添加— add, incorporate 4)去除,取消— remove, cancel5)满足…的要求,符合,与…要求一致—according to, conform to, satisfy, meet6)要求,需要— require, need, demand7)确认—be approved, agreed by …8)允许— permit, allow 9)在…范围之内— within10)不可以,不允许,禁止— free from, prevent, avoid11)除非有另指—… unless otherwise specified12)或少于—…or less13)自动化运作— automatic operation14)未注尺寸(详细形状)见三维造型Non dimensioned contour(detailed shape) see 3D model.15)分型线上的飞边(披缝)或段差应小于…Burrs or discrepancy on the P/L shall be … or less.注塑过程专业术语以及分析1, 热注射成型 thermoplastic injection molding2. 控制面板 control plat 对设备参数控制的简易操作平台3 显示器 pro-face 显示设备必要信息的屏幕4 安全门 safe door 防止事故发生,增大安全系数的保护装置门5 注射座 Injection blend 注射成型机组成部件,支撑并协助注射的金属平台6 螺杆 screw 起旋转计量作用的螺纹状部件.是成型机的核心机械件7 料膛 fabbrel 树脂预塑的炮膛状部件,和螺杆配合俎件质量要求较高8 加热圈 heater 围绕在料膛周围,起迅速并均匀加热作用的片状加热器9 喷嘴 nozzle 连接注射成型机料筒与模具浇口套接触的像针头状的组件10 定模板 plam 可固定模具在成型机上的铁板,是成型机的一部分11 动模板 moving plam成型机曲臂连接板,使模具固定在成型机上做开合模运动的动模板12 成型机顶杆 ejector pin 连接到模具上控制模具顶杆顶出或回退作用的连接杆13 手动操作 man 只能手动单一步骤状态操作14 半自动操作 sengle man 可半自动状态操作15 全自动操作 auto 根据设置的程序在全自动状态动作16 料膛清洗 purge 一般用PE料做**动作来清除或淡化料膛内物料或颜色17 上料机 loader 在料杯树脂不足在传感器监控下吸取储备树脂的成型辅助设备18 温调机,控制模具温度,保持在设定温度以内的温度控制设备19 参数监控画面,对设备具体参数设定的画面,一般配有图表20 生产管理画面 product menut 在全自动生产状态下对产品质量和数量控制的页面21 模板控制画面 plam control 模板动作状态控制页面22 顶出控制画面 ejector control 顶出动作状态控制画面23 加热管理画面 heat control 材料加热控制画面24 注射速度画面 speed control 注射过程中对速度控制的画面25 注射压力画面 fulling pressure control 注射过程中注射压力控制画面26 保压控制画面 packing pressure control注射后保持设定压力提高制品质量的控制画面27 计量控制画面 excit control 计量尺寸和相关参数控制画面28 报警显示画面 alarm view 设备动作异常或监控报警预览29 最大高度 maximum daylight 成型机模板打开的最大尺寸30 最小高度minimum daylight 能满足成型机性能的最小模具厚度31 锁模力 clamping force成型过程中为保证动,定模相互紧密配合而需施加的在模具上的力32 锁模系统 clamping system 模板控制系统,注塑机上系统的一部分33 控制系统 control system 计算机通过检测、处理信息并重新输入计算机进行控制相关参数34抽芯距 core-pulling distance 将侧型心抽至不防碍制品脱落的滑块滑动的距离35 抽芯力 core-pulling force 从模内的成型塑件中,抽**侧型心所需要的力36 生产周期 Cycle time 生产每个制品的时间或是单位时间内生产制品的个数37 液压系统 hydraulic system 液压动力注射机上的压力系统38 短射 short shot 由于一次注射压力不足或速度偏低引起的浇不足现象39 ** jetting 材料水份超标,结构不良引起的表面气泡等不良现象40 白化,制品破坏前变形引起的颜色差异41 缩痕 shrinkage 热熔体在收缩情况下表面会形成凸凹状现象的统称42 收缩差异 asymmetric shrinkage 制品厚度不均匀或分子排列不同引起的不均匀收缩43 熔接线 lines 两股或多股熔体结合位置形成的线状痕迹44 亮线 color change 一种有明亮痕迹的注塑成型缺陷,一般为线状少为带状45 冷熔接 Cold welding 低温区域的熔接,多见于冲填结束,不同塑料熔前交汇造成46 困气 air traps 又称包气,熔体流动将气体堵住或包住不能及时排出47 烧伤 burn 填充时模具内部气体不能迅速排出产生压缩高温,导致制品局部变色48黑斑 black specks 注射成型过程中因高温或树脂分解等原因引起的黑色不良现象49 料纹 black streads树脂在模具腔内流动时由于层流因素引起的外观不良现象51 烧焦 burn marks 因高温引起的成型缺陷的一种52 色差 discoloration制品本身颜色有其他杂质颜色混入形成的不良现象53 脆化 brittleness 成型缺陷(因树脂性质发生变化引起的脆化或者破裂)54 蠕变 Creep高聚物在恒定温度和应力下,长度随时间延长而逐步深长的现象55 位移 Displacement熔体内部压力差引起高压部份向低压部分推移现象,可产生层次感56 分层表面剥离 delamination同一树脂或不同树脂发生层流后产生的现象57 三角洲效应 delta effect局部温度差58 方向收缩 diectional shrinkage由大分子链排列引起的具有方向特性的收缩59 尺寸变化 dimensional variation生产出的制品在不同的环境下都会产生尺寸的变化60 尺寸稳定性 dimensional stability制品尺寸的稳定性和一致性61 密度 Density 单位体积的质量62 翘曲 warpage 有多种原因引起的变形现象,如收缩翘曲,配向翘曲等63 变形 distortion 产品在内应力或外力的作用下产生的尺寸变化以及形状变化64 迟滞 hesitation 熔体的某一部份发生停止流动或极缓慢流动的现象65 垂直于流动方向的收缩 cross-flow shrinkage 发生在垂直于熔体流动方向上的收缩66 热变形温度 deflection temperature热力的作用下,塑料可以发生变形的温度67 脱模 demolding 保压后制品在模具内部成型完毕脱离模具的现象68 脱模斜度 draft 方便成型制品脱离模具而设计的角度69 脱模困难 ejection difficulties 成型制品不容易脱离模具的现象70 内应力 internal stress 残留在制品内部因各种原因产生的应力71 长链高分子 long chain macromolecules 很多小分子连接而成的具有较大质量的长分子连72 凝固层比例 frozen layer fraction 熔体在模具内冷却状态之一的数学表示方法73 取出 removal 成型后制品拿出的过程74 粗加工 rough machining 毛坯加工或留有大量余量的待加工品75 伺服马达 servomotor 配合CPU工作的马达76 工序 workstage 完成一个组件或产品经过的步骤77 塑料件 plastic parts 以塑料为原料生产的制品78 注射模 injection mould 通过注射方式成型的模具79 斜销 angle pin / finger cam 倾斜于分型面、随模具的开闭产生相对运动的圆柱零件80 斜滑块 angled-lift / splits 斜向镶块或滑动的镶块81 悬臂搭扣连接 cantilever snap joints组合方式之一82 模套 chase / bolster / frame 使镶件或拼块定位并紧固在一起的框套形结构零件83 型芯 Core 成型模具内表面突起的组件84 支架 ejector housing / mould base leg 使动模能固定在压机或注塑机上的L型垫块85 推块 ejector pad 在腔内起部分成型作用,并在开模时把塑件从型腔内推出的零件86 推杆 ejector pin 用于推出塑件或浇注系统凝料的杆件87 推板 ejector plate 支撑推出和复位零件,直接传递机床推出力的板件88 复位杆 push-pack pin 借助模具的闭合动作,强制推出机构复位的杆件89 浇口尺寸 Gate dimensions(sizes) 浇口的相关尺寸90 直接浇口 direct gate ; sprue gate 熔融塑料经主流道直接进入型腔的进料方式91 盘式浇口 disk gate 沿塑料件内圆周扩展进料的浇口92 侧浇口 edge gate 设置在模具的分型处从塑件的内或外侧进料的方式93 扇形浇口 fan gate 从分流道道型腔方向的宽度逐渐增加的呈扇型的浇口94 浇口镶块 gating insert 浇口以镶块的形式存在95 圆柱头推杆 ejector pin with cylindrical head 头部形状是圆柱型形推杆96 扁顶杆 flat ejector pin 工作截面为矩形的顶杆97 连接推杆 ejector tie rod 连接推件板与推杆固定板,传递推力的杆件98 导套 guide bush 与导柱相配合,用于初步确定模具99 导柱 guide pillar 起导向作用的部件,一般为圆柱体100 浇口 gate 连接分流道合型腔的进料通道101 浇口长度 gate length 浇口的长度102 浇口位置 Gate location 树脂流入模腔的点相对整体模腔的位置103 嵌件 insert 成型中埋入或随后压入塑件中的金属或其他材料的部件104 楔紧块 heel lock 带有楔角,用于合模时楔紧滑块的零件105 凹模 cavity plate 成型塑件外表面的凹壮零件(包括零件的内腔和实体两部分)106 凹模拼块 cavity splits 母模中的镶件拼块107 定模座板 fixed clamp plate 使定模固定在注塑机的固定工作台面上的板件108 顶出系统设计 ejection system design顶出制品机构的类型109 顶出时间ejection time 制品脱离模具可安全取出的时间110 推板导套 ejector bushing 与导柱滑配合,用于推出机构导向的圆柱形零件成型工艺 Molding technique procedureA 成型工艺 Section 1 molding technique.1.成型工艺参数类型 Sorts of molding parameter.(1). 注塑参数 Injection parameter.a.注射量 Injection rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw backpressureh.注射压力和保压压力Injection pressure and holding pressurei.注射速度Injection speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening forcee.开模速度Opening speedf.开模行程Opening positiong.顶出压力Ejector advance pressure h.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间Injection timed.保压时间Holding pressure timee.塑化时间Plant timef.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置.Molding technique parameter setting differs depending on type of product成型条件设定 Molding parameter Setting按成型步骤:可分为开锁模,加热,**,顶出四个过程.Molding steps: mold opening/closing, heating injection and knocking out.开锁模条件:Mold opening parameter: 快速段中速度High-speed mid-speed低压高压速度Low pressure high pressure speed锁模条件设定:Mold closing parameter setting1锁模一般分: 快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→ high pressure。
注塑英语

工艺优化
temperature[ˈtempəritʃə]温度
ejectormovement顶出设置
basicsequence[ˈsi:kwəns]基本设置
start position开始位置
moveparallel[ˈpærəlel]平行
cycle time overrun
超出循环周期
cylinder[ˈsilində]
料筒
cylinder heating is not optimized
料筒加热未校正
optimize[ˈɔptimaiz]
有效
core in中子进
core out中子出
ejector[iˈdʒektə]forward[ˈfɔ:wəd]
顶出前进
limit[ˈlimit]限定限度
defective[diˈfektiv]有缺陷欠缺
complete[kəmˈpli:t]完整的完成
emergency[iˈmə:dʒənsi]紧急
handing机械手
checkposition检查位置
time dependant[diˈpendənt]
rotating[rəuˈteit]core中子旋转
switch on delay时间延迟
inpulse
stroke[strəuk]行程位置
step mould单级模式
retract before dosing预塑前退回
coupling[kʌpliŋ]连接
release[rili:s]松开释放
motor[məutə]马达
overload超载
mould heating off
注塑机常用英语

注塑英语大全成型工艺流程及条件介绍Molding technique procedure and parameter introduction 第一节成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1).注塑参数ction parameter.a.注射量ction rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力ction pressure and holding pressurei.注射速度ction speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening force e.开模速度Opening speed f.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间ction timed.保压时间Holding pressure timee.塑化时间Plant timf.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置. Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating ction and knocking out.开锁模条件: Mold opening parameter:快速段中速度High-speedmid-speed低压高压速度Low pressure high pressure speed锁模条件设定: Mold closing parameter setting1锁模一般分:快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure。
注塑机专业英语
钣金 machine cover / upper cover/ side cover 锁模部分 clamping unit射胶部分 injection unit机架 machine frame / base电气系统 electric system液压系统 hydraulic system机械系统 mechanical system机门 safety door / fixed door / movable door 锁模部分 clamping unit电脑控制器 computer controller机械安全锁 mechanical safety interlock射胶部分 injection unit液压系统 hydraulic system电箱 electrical cabinet / cable机架分体线 stand split line机架螺丝孔 foundation bolt hole机架 machine base / supporting frame理论注射容积 theoretical shot volume实际注射量 shot weight螺杆直径 screw diameter注射压力 injection pressure注射速度 injection speed注射速率 injection rate螺杆长径比 screw L/D ratio螺杆行程 screw stroke螺杆转速 screw speed熔胶能力 plasticizing capacity锁模力 clamping force开模/锁模行程 mold clamping / opening stroke 模板尺寸 platen size拉杆间距 distance between tie bars / rods模板最大距离 max. daylight容模量 mold thickness (min. & max.)顶出行程 hydraulic ejection stroke顶出力 hydraulic ejection force顶针数 nos. of ejector pin液压系统压力 hydraulic system pressure油泵马达 pump motor电热量 heating capacity温度控制区数 nos. of temp control zones射嘴接触力 nozzle contact forceInjection射出Cooling time 冷却时间Holding time 锁模时间Injection alarm time 射出警报时间Injection start delayFinal cushion minimum valueChange-over to holding by valuePlasticizing end valueHydrarlic change-over pressure holding Screwvalue for change-over to holdingChange-over to holding by enable valueHydraulic pressure in holding 锁模压力Filling stage pressure limitInjection speed 射出速度Injection注射Cooling time冷却时间Holding timeInjection alarm time注射报警时间Injection start delay注射开始延时Final cushion minimum value最后段位置Change-over to holding by value切换到锁模Plasticizing end value预塑重终点Hydrarlic change-over pressure holding切换到保压Screwvalue for change-over to holding加料Change-over to holding by enable valueHydraulic pressure in holding锁模力Filling stage pressure limit充模压力Injection speed注射速度Plasticizing delay预塑延时1st suck-back speed储料一速度1st suck-back pressure储料一压力Screwrotation speed螺杆转速Decompression value at end of injection注射终点Decompression value at end of plasticizing预塑终点Mould closing关模Mould close force关模压力Mould closing safety time.. 时间Mould closing pressure.. 压力1st closing safety stage pressure合模一段压力1st mould closing speed ...成型速度1st stage mould closing speed1st stage mould closing safety position.....位置High pressure start position高压锁模位置Number of repeat mould closing movement..重复次数Holding time 保压时间Injection start delay 注射延迟Injection注射Cooling time冷却时间Holding time保压时间Injection alarm time注射报警时间Injection start delay注射开始延时(注射延时启动延时)Final cushion minimum value最后段位置(最小余量)Change-over to holding by value切换到锁模(保压由位置切换)Plasticizing end value预塑重终点(熔胶终止)Hydrarlic change-over pressure holding切换到保压Screwvalue for change-over to holding加料Change-over to holding by enable value保压由位置切换Hydraulic pressure in holding锁模力(保压)Filling 填充Injection alarm time 射胶时间Injection start delay 延迟射胶Final cushion minimum value 不知道这个是在哪个页面或项目下,如果是射胶那应该是:最小射胶终点(应该是品质项目设置的)Change-over to holding by value不知道这个是在哪个页面或项目下,如果是射胶那应该是:最大射胶终点(应该是品质项目设置的)Plasticizing end value终点位置。
注塑机相关名词中英文对照

58 driller
鑽床
93 general manager
總經理
59 easily damaged parts
易損件
94 glove(s) with exposed fingers 割手套
60 education and training
教育與訓練 95 grease/oil stains
油污
61 electric screw driver
縮水
172 production department
生產部門 207 shut die
架模
173 production line
流水線
208 shut height of a die
架模高度
174 production unit 175 production, to produce
生產單位 生產
209 sliding rack
送料不到位
44 delivery deadline
交貨期
79 final inspection
終檢
45 delivery, to deliver 46 demand and supply 47 dents
交貨 需求 壓痕
80 fit together 81 fixture 82 flow board
補漆
184 rear plate
後板
150 painting peel off
髒汙
185 receive
領取
151 PAL Pallet/skid
棧板
186 registration
登記
152 pallet
棧板
187 registration card
专业英语注塑成型专业词汇
专业英语---注塑成型专业词汇Injection machine 啤机Shot size<weight)实际射胶量 injection volume 理论射胶量 min mold height 最小容模厚度b5E2RGbCAPMax mold height 最大容模厚度 Tie bar clearance 拉杆间距Die plate size 模板尺寸p1EanqFDPwEjector stroke 顶出行程 barrel 炮筒,机筒 clamp force 锁模力 non-return valve 止回阀DXDiTa9E3dshear 剪切 opening 开模行程Injection pressure 射胶压力 back pressure 背压RTCrpUDGiTnozzle size 射咀尺寸Cycle time 循环周期 down time 停机时间hopper 料筒Mold release 脱模剂 lubrication 润滑 workhorse 主力,主要设备5PCzVD7HxAReserve pressure/packing pressure保压 mold trial 试模 shot<一)啤jLBHrnAILgDecompress 减压 oven 烤炉,烘灶 shrinkage rate 收缩率Residence time 滞留时间xHAQX74J0Xinjection speed 注射速度 booster time 增压时间Compression ratio 压缩比LDAYtRyKfEmold close time 合模时间Resin 胶料Plastification 塑化,增塑 viscosity 粘性,粘度contamination 污染,杂物Zzz6ZB2Ltk Thermoplastic 热塑性塑料 thermosetting plastics 热固性塑料Booster time 增压时间dvzfvkwMI1feed 喂料,填充 purge 净化Flame retardant 阻燃degradation 降解,软化rqyn14ZNXIregrind 再粉碎Water absorption 吸水 reinforce 增强,加固specific gravity 比重EmxvxOtOcoElongation 延伸率 density 密度 melting point 熔点Polystyrene 聚苯乙烯<PS)SixE2yXPq5Styrene 苯乙烯 Acrylonitrile 丙烯腈Polypropylene 聚丙烯<PP) Polyethylene 聚乙烯6ewMyirQFLglass fiber 玻纤Condensation 凝固,浓缩 crystalline resin结晶形塑料kavU42VRUsMold materials 模具General-purpose steel 多用途钢 tool steel 模具钢Free-cutting steel 高速切削钢y6v3ALoS89case hardening steel 表面硬化钢 Pre-hardened steel 预硬钢ball and roller bearing steel 滚珠轴承钢M2ub6vSTnP Nonferrous steel 非铁合金 high speed steel 高速钢 cast iron 铸铁Steel specification 钢材规格0YujCfmUCwsteel certification 钢材合格证明书Stainless steel 不锈钢nickel 镍 chrome 铬 aluminum 铝Copper 铜brass 黄铜 bronze 青铜 titanium 钛eUts8ZQVRdProcessing 钢材地加工方法Harding / quench 淬火 nitride 氮化 temper 回火 anneal 退火Roll 轧制 abrasive 研磨,磨损地sQsAEJkW5Tfinish 精加工,抛光<polish)Case-hardening 表面硬化milling machine 铣<锣)床GMsIasNXkALathe车床 drill 钻床 wire cut 线割 NC(numericalcontrol > 数控材料TIrRGchYzgEDM (Electrical discharge machine> 电火花加工 Cut steel 开料Precision ground 精密研磨7EqZcWLZNX heat treatment 热处理 tap 丝锥,攻牙Texture 蚀纹weld 焊接 forge 锻压 deformation 变形lzq7IGf02ESpraying 喷涂 die-cast 压铸Properties 性能Resistance 电阻,抵抗能力 abrasion / wear磨损 erode / corrode 腐蚀Toughness 韧性zvpgeqJ1hkyield strength 屈服强度 tensile strength 拉伸强度Fatigue strength 疲劳强度 break 断裂NrpoJac3v1 stress 应力 hardness 硬度Humidity / moisture 潮湿,湿气roughness 粗糙度 parameter 参数1nowfTG4KIThermal conductivity 导热系数 manufacture 制造,加工drawback 缺点 Ductility 延展性fjnFLDa5Zo grain 晶粒 property 性能,财产 brittleness 脆性GD&T <Geometric Dimensions and Tolerance )形位尺寸公差Flexural strength 挠曲强度tfnNhnE6e5impact 冲击 conductivity 传导性,导电性Optical 光学地transparent 透明地 insulation 绝缘HbmVN777sL Mechanical 机械地 processability 可加工性能 timeyield 蠕变 Physical 物理地 flow rate 流动速率V7l4jRB8Hscompressive strength 压缩强度Adhesive 粘附地,胶合durability 耐用性83lcPA59W9Mold design 模具设计Tooling specification 模具规格 mould flow 流动模拟sprue nozzle 唧咀孔Clearance 避空,间隙mZkklkzaaP undercut 倒扣 flush 插入,埋入 legend 图例Groove 凹槽latch 插销 class 类型,种类 plan 平面图AVktR43bpw Orifice 孔,口 column 柱位 boss 凸台 standard 标准,规格Rib 骨位 tapered interlock 锥形管位块ORjBnOwcEd Bubbler 炮隆Bolt 螺钉,销顶 identification mark 铭牌P/L strip 锁模片2MiJTy0dTTOverflow well / cold-slug well 冷料井 Vent 排气 pocket 槽Gate location 入水点 full line 实线gIiSpiue7Abroken line 虚线Retainer 固定,支撑 operator 操作者<啤工) receptacle 插座uEh0U1YfmhLifting hole 吊令孔 insulation plate 隔热板 cavity number 型腔号Bolster 支撑,垫子IAg9qLsgBXvent channel 排气槽 leak / filter 渗漏Leak test 试运水 stamp / engrave 雕刻,印记<打字唛)WwghWvVhPE Clamp slot 码模槽 support button / pin 垃圾钉 cut steel 开料Lodge 安装,放置asfpsfpi4kinlay 镶嵌,插入 cam / lifter 斜顶Stripper推方lifting bar 吊模方 sprue 唧咀ooeyYZTjj1 tolerance 公差Counter bore 沉孔 slant 倾斜,斜面conical 圆锥地,圆锥形地BkeGuInkxIBolt 螺栓 manifold 热流道板 prototype tooling 原型实验Gusset 角撑PgdO0sRlMoreverse mold 倒装模 constrain / restrict约束,限制Counter lock 反锁3cdXwckm15thermocouple 热电偶 moldmaker 模具制造商Asset / propertynumber 资产编号h8c52WOngMtool product destination 模具生产地点 Accelerating ejection加速顶出v4bdyGioushydraulic 液压地 pneumatic 气动地Trapezoid 梯形地semi-round 半圆形 format 格式J0bm4qMpJ9baffle 隔水片Electrode 电极,铜公 spare part 配件gall 磨伤,插伤Cable 电缆,电线XVauA9grYP plating / coating <电)镀 bonding / joint 接头Walltransition 壁厚过渡bR9C6TJscwProduct problem 产品问题Troubleshoot 故障处理 reduce(add> plastic 减<加)胶Burr/flash披峰 Burn mark 烧焦pN9LBDdtrdejector mark 顶针印,顶白 black specs 黑点,黑斑Discoloration 混色,污点 gloss 光泽DJ8T7nHuGT jetting/worming 走水纹Sink mark 缩水 void / bubble 气泡,夹气 distortion 变形QF81D7bvUAWarpage 翘曲 short molding / non-fill缺胶,未走齐 Weld line / knit line 夹水线4B7a9QFw9hdiscarded as useless 报废 Split line 夹线 stick in sprue bushing / cavity / core 粘唧咀/前模/后模ix6iFA8xoX Break / crack 顶裂 brittleness 脆性,易脆Others 其他Invoice 发票,清单 vendor(er> 卖方 vendee 买方guideline 方针,指导Intricate 复杂地wt6qbkCyDEconfidential 机密地,不可外泄地 proprietary 私有地Authorize 批准,授权 recipient 接收者Kp5zH46zRkissue ①发布,提供;②问题Approve 确认,赞成requirement 需要,必需物 const 常数,常量Yl4HdOAA61 Regarding 关于,涉及 opposite 相反地,对面地 latitude 纬度,纵向地Version 版本ch4PJx4BlIdefinition 注释,解说 transversal 横向地,截线Profile 轮廓,剖面 eliminate / cancel 取消qd3YfhxCzoallow / permit 允许,许可Respective 各自地,分别地individual 单独地 decrease 减少E836L11DO5increase 增加Preliminary 初步地 approximately 大约,近似estimate / valuate估计,预算S42ehLvE3MAdjust 调整,校准 application 应用,申请 maintain 维持Accurate / precise 精确地501nNvZFissmooth 光滑,顺畅地 device 装置,设备Convenient 方便地deadline 截至日期jW1viftGw9available 有用地,有空地Shift 轮班,换班 critical 关键地,临界地 exceptional 异常地,优异地xS0DOYWHLPExceed 超过 layout 布局,方案 loss 损失,消耗 install 安装,安置 Rotation 旋转LOZMkIqI0witem 条款,工程 quotation 报价 stabilize 稳定Quality 质量 quantity 数量 couple 连接,接合ZKZUQsUJed configuration 构造,外形Illustrate 图解说明 simulation 模拟,仿真recommend 推荐使用dGY2mcoKtT。
注塑机常用英语
注塑英语大全成型工艺流程及条件介绍Molding technique procedure and parameter introduction 第一节成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1).注塑参数ction parameter.a.注射量ction rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力ction pressure and holding pressurei.注射速度ction speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening force e.开模速度Opening speed f.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间ction timed.保压时间Holding pressure timee.塑化时间Plant timf.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置. Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating ction and knocking out.开锁模条件: Mold opening parameter:快速段中速度High-speedmid-speed低压高压速度Low pressure high pressure speed锁模条件设定: Mold closing parameter setting1锁模一般分:快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑英语大全
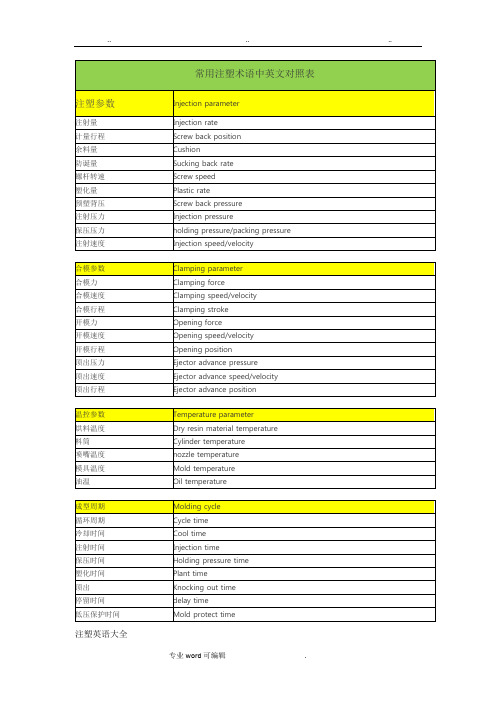
成型工艺流程及条件介绍Molding technique procedure and parameter introduction 第一节成型工艺Section 1 molding technique.
1.成型工艺参数类型Sorts of molding parameter.
(1).注塑参数ction parameter.
a.注射量ction rate.
b.计量行程Screw back position
c.余料量Cushion
d.防诞量Sucking back rate
e.螺杆转速Screw speed
f.塑化量Plastic0 rate
g.预塑背压Screw back pressure
h.注射压力和保压压力ction pressure and holding pressure
i.注射速度ction speed
(2)合模参数Clamping parameter
a.合模力 Clamping force
b.合模速度Clamping speed
c.合模行程.Clamping stroke
d.开模力Opening force e
.开模速度Opening speed f.
开模行程Opening position
g.顶出压力Ejector advance pressure
h.顶出速度Ejector advance speed
i.顶出行程Ejector advance position
2.温控参数Temperature parameter
a.烘料温度Dry resin material temperature
b.料向与喷嘴温度Cylinder temperature and nozzle temperature
c.模具温度Mold temperature
d.油温Oil temperature
3.成型周期Molding cycle
a.循环周期Cycle time
b.冷却时间Cool time
c.注射时间ction time
d.保压时间Holding pressure time
e.塑化时间Plant tim
f.顶出及停留时间Knocking out and delay time
g.低压保护时间Mold protect time
成型工艺参数的设定须根据产品的不同设置. Molding technique parameter setting differs depending on type of product
第二节成型条件设定 Section 2 Molding parameter Setting
按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating ction and knocking out.
开锁模条件: Mold opening parameter:
快速段中速度 High-speedmid-speed
低压高压速度 Low pressure high pressure speed
锁模条件设定: Mold closing parameter setting
1锁模一般分:快速→中速→低压→高压
Mold closing: high-speed →low-speed →low pressure→high pressure。