CNC刀具使用统计表格
CNC_常用刀具表

150 2 75%D 0.3 0.5 0.2-0.4 1600 2000 1200 1500
90
2
75%D
0.050.3
0.3 0.15-0.3 1800 2200 1000 1400
150 2
0.2-0.4
0.05-0.2
2400
1400
D16R8 200 140 2
0.2-0.4
0.05-0.2
45
4
D6R0.5 65/20 32 4
D25R0 165/90 95 4 白 钢 D20R0 135/75 85 4
刀 D16R0 95/65 75 4 具
D12R0 85/35 50 4
0.1-0.3 0.050.25 0.050.25 0.05-
0.2 0.05-
0.1 0.05 0.050.3 0.050.3 0.15
D10X5 100/50 50 3
0.1
40
600
300
D10X3 100/50 50 3
0.1
斜 D10X1 100/50 50 3
0.1
度
刀 D6X5 75/25 40 3
0.1
D6X3 75/25 40 3
0.1
40
600
300
40
600
300
35
800
250
35
800
250
D6X1 75/25 40 3
2400
1500
D12R0 70/25 45 4 75%D 0.15 0.45 0.2/0.4 1600 2000 2000 600
D10R0 75/25 45 4 75%D 0.1 0.4 0.2-0.4 1600 2000 2000 600 涂 D8R0 60/20 38 4 75%D 0.1 0.3 0.2-0.4 1800 2000 2000 500
CNC-常用刀具表
刀 长 刃 刀具 刀具规格 材料 数 全长/刃长 有效长
径切削量(RD) 粗 精
进给速度求法: 切屑排出量求法:
Vf = Fz* Z * N Q = AP*AE*Vf 1000
Vc :切削速度(m/min) D :刀刃直径(mm) 轴切削量(AD) 转速 (S) n :主轴转速 π :3.14 粗 精 粗 精 Vf :工作台进给速度 Fz :每齿进给量(mm/刃) Z :刃数 Q: 切屑排出量 ap :切深量 ae :切削宽度
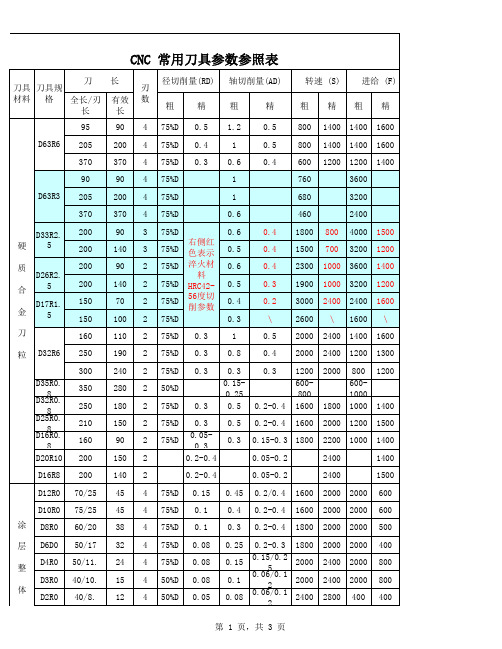
பைடு நூலகம்CNC 常用刀具参数参照表
刀 长 刃 刀具 刀具规格 材料 数 全长/刃长 有效长 95 D63R6 205 370 90 D63R3 205 370 D33R2.5 200 200 D26R2.5 200 200 150 150 160 D32R6 250 300 D35R0.8 D32R0.8 D25R0.8 D16R0.8 D20R10 D16R8 D12R0 D10R0 涂 层 整 体 硬 质 第 1 页,共 3 页 D8R0 D6D0 D4R0 D3R0 D2R0 350 250 210 160 200 200 70/25 75/25 60/20 50/17 50/11. 40/10. 40/8. 90 200 370 90 200 370 90 140 90 140 70 100 110 190 240 280 180 150 90 150 140 45 45 38 32 24 15 12 4 4 4 4 4 4 3 3 2 2 2 2 2 2 2 2 2 2 2 2 2 4 4 4 4 4 4 4 75%D 75%D 75%D 75%D 75%D 50%D 50%D 径切削量(RD) 粗 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 50%D 75%D 75%D 0.3 0.3 0.3 0.3 0.3 右侧红 色表示 淬火材 料 HRC4256度切 削参数 精 0.5 0.4 0.3 轴切削量(AD) 粗 1.2 1 0.6 1 1 0.6 0.6 0.5 0.6 0.5 0.4 0.3 1 0.8 0.3 0.15-0.25 0.5 0.5 0.2-0.4 0.2-0.4 0.4 0.4 0.4 0.3 0.2 \ 0.5 0.4 0.3 精 0.5 0.5 0.4 转速 (S) 粗 800 800 600 760 680 460 1800 1500 2300 1900 3000 2600 2000 2000 1200 600-800 1600 1600 1800 2000 2200 2400 2400 1600 1600 1800 1800 2000 2000 2000 2000 2400 2400 2800 2000 2000 2000 2000 2000 2000 400 800 700 1000 1000 2400 \ 2400 2400 2000 精 1400 1400 1200 进给 (F) 粗 1400 1400 1200 3600 3200 2400 4000 3200 3600 3200 2400 1600 1400 1200 800 600-1000 1000 1200 1000 1400 1500 1400 1400 1500 600 600 500 400 800 800 400 1500 1200 1400 1200 1600 \ 1600 1300 1200 精 1600 1600 1400
cnc刀具试用报告表格

cnc刀具试用报告表格篇一:CNC加工中心程序单CNC加工中心程序单篇二:1CNC刀具管理办法福州有限公司福州有限公司篇三:雕刻刀具参数表刀具工艺参数表——黄铜的加工参数下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值。
表一:20○系列刀具开粗加工黄铜材料的工艺参数表表二:20○系列刀具修边加工黄铜材料的工艺参数表表三:20○系列刀具清角加工黄铜材料的工艺参数表表四:10○系列刀具开粗加工黄铜材料的工艺参数表表五:10○系列刀具修边加工黄铜材料的工艺参数表表六:10○系列刀具清角加工黄铜材料的工艺参数表表七:30○系列刀具修边加工黄铜材料的工艺参数表表八:30○系列刀具清角加工黄铜材料的工艺参数表表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为:“大吃深,少吃料,快进给”。
螺纹铣刀不但加工效率高,而且刀具比较耐用,加工的底面效果好,尺寸精度容易保证。
紫铜的加工参数表一:20○系列刀具开粗加工紫铜材料的工艺参数表表二:20○系列刀具修边加工紫铜材料的工艺参数表表三:20○系列刀具清角加工紫铜材料的工艺参数表表四:30○系列刀具修边加工紫铜材料的工艺参数表表五:30○系列刀具清角加工紫铜材料的工艺参数表表六:使用螺纹铣刀进行紫铜开粗加工时的工艺参数铬钢的加工参数表一:20○系列刀具开粗加工铬钢材料的工艺参数表表二:20系列刀具修边加工铬钢材料的工艺参数表表三:20○系列刀具清角加工铬钢材料的工艺参数表表四:30○系列刀具修边加工铬钢材料的工艺参数表表五:30○系列刀具清角加工铬钢材料的工艺参数表表六:使用螺纹铣刀进行铬钢开粗加工时的工艺参数切削线速度切削线速度计算公式: V=πDN其中N是主轴转速,D是刀具直径。
CNC刀具进给转速表

刀杆直径(MM)
20
16
12
10
8
6
4
3
限制长度(MM)
90
70
55
45
40
30
15(30)
11(30)
七,整体乌钢刀大概寿命:
刀 具
8R4
Φ8
6R3
Φ6
4R2
Φ4
3R1.5
3
2R1
Φ2
Φ1
大概寿命(H)
4~5
3~4
3~4
2.5~3.5
2~3
2~2.5
2~2.5
1
ቤተ መጻሕፍቲ ባይዱ3000(精)
1600
800(光面)
8R4
7500
2200(粗)
1800(精)
8R0
7500
2000(粗)
1800(精)
6R3
8000
2000(粗)
1600(精)
5R2.5
8000
2000(粗)
1600(精)
5R0
Φ4Φ3
9000
1400
Φ2
10000
1000
Φ1
10000
700
注意:一,63R6刀具通常不在高速机床使用;
2500(粗)
2200(精)
30R5
16R4
2500(粗)
3000(精)
1600(粗)
2000(精)
35R0.8
2000
2500(精)
2000
800(光面)
25R0.8
2200
3000(精)
2000
800(光面)
CNC量产日报表
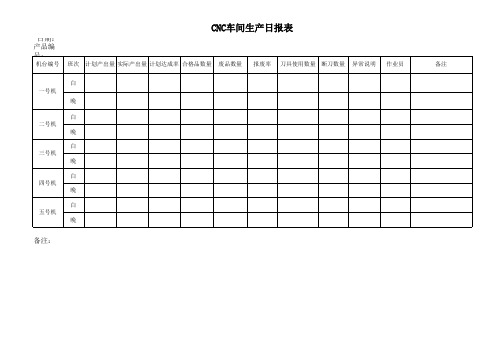
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
数控加工中心刀具转速进给参考表格模板
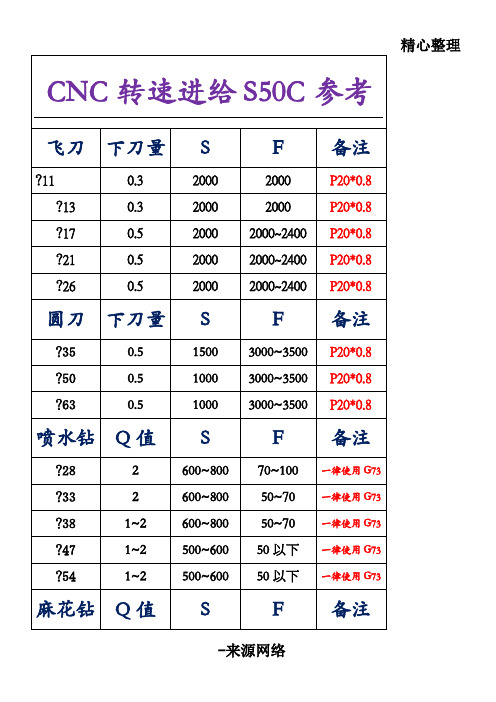
Q值
S
F
备注
?21
1~2
500
50~100
一律使用G73
?26
1~2
500
50~100
一律使用G73
?31
1~2
500
50~100
一律使用G73
?36
1~2
500
50~100
一律使用G73
?41
1~2
500
50~100
一律使用G73
?46
1~2
500
50~100
一律使用G73
?48
1~2
500
?25~?32
0
800
100
使用G81
?32~?42
0
800
100
使用G81
?42~?52
0
600
100
使用G81
?52以上
0
600
100
使用G81
山维刀
下刀量
S
F
备注
?16R0.8
0.8
3000
2000
修框或绕斜面
?22R0.8
1
3000
2000
修框或绕斜面
光底刀
下刀量
S
F
备注
?12R0.8
2500~3000
600~800
?16R0.8
2500~3000
600~800
?20R0.8
2500~3000
600~800
?25R0.8
2500~3000
600~800
?32R0.8
2000~2500
600~800
?50R0.8
cnc刀具试用报告表格

cnc刀具试用报告表格篇一:CNC加工中心程序单CNC加工中心程序单篇二:1CNC刀具管理办法福州有限公司福州有限公司篇三:雕刻刀具参数表刀具工艺参数表——黄铜的加工参数下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值。
表一:20○系列刀具开粗加工黄铜材料的工艺参数表表二:20○系列刀具修边加工黄铜材料的工艺参数表表三:20○系列刀具清角加工黄铜材料的工艺参数表表四:10○系列刀具开粗加工黄铜材料的工艺参数表表五:10○系列刀具修边加工黄铜材料的工艺参数表表六:10○系列刀具清角加工黄铜材料的工艺参数表表七:30○系列刀具修边加工黄铜材料的工艺参数表表八:30○系列刀具清角加工黄铜材料的工艺参数表表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为:“大吃深,少吃料,快进给”。
螺纹铣刀不但加工效率高,而且刀具比较耐用,加工的底面效果好,尺寸精度容易保证。
紫铜的加工参数表一:20○系列刀具开粗加工紫铜材料的工艺参数表表二:20○系列刀具修边加工紫铜材料的工艺参数表表三:20○系列刀具清角加工紫铜材料的工艺参数表表四:30○系列刀具修边加工紫铜材料的工艺参数表表五:30○系列刀具清角加工紫铜材料的工艺参数表表六:使用螺纹铣刀进行紫铜开粗加工时的工艺参数铬钢的加工参数表一:20○系列刀具开粗加工铬钢材料的工艺参数表表二:20系列刀具修边加工铬钢材料的工艺参数表表三:20○系列刀具清角加工铬钢材料的工艺参数表表四:30○系列刀具修边加工铬钢材料的工艺参数表表五:30○系列刀具清角加工铬钢材料的工艺参数表表六:使用螺纹铣刀进行铬钢开粗加工时的工艺参数切削线速度切削线速度计算公式: V=πDN其中N是主轴转速,D是刀具直径。
CNC刀具参数表

高速机 开粗/中光 进刀 量 转速
0.25 8000 0.2 8000
光刀 进刀 进给率 量 转速
0.1 0.08 0.06
6000 8000 8000
0.08 0.06 0.06
8000 8000 8000
5000 5000
0.1 8000 0.07 8000
进给率
5000 5000 5000
5000 5000 5000 5000 5000
备注
进给率 5000 5000 5000 5000 5000 5000 5000 5000 5000/1 500 5000/1 500 5000/1 500 5000/1 500 5000 5000 5000 5000 5000 5000 5000 精雕机少用 5000 5000 5000 5000 5000 5000 5000 5000 5000
柄径 12 10 12 10 12 10 12 10
刀长 110 50 110 80 110 50 110 80
刃长
普通机
开粗/中光 进刀 量 转速
涂层合金刀 D12
12 75 25 0.3 1600
涂层合金刀 D10
10 70 25 0.3 1800
涂层合金刀 D8
8 60 21 0.25 2200
转速 10000 10000 10000 10000 10000 10000 10000 10000
进给率 5000 5000 5000 5000 5000 5000 5000 5000
2000
0.2 6000 5000 0.07 8000 5000
2000
0.2 7000 5000 0.07 8000 5000
5000 5000 5000 5000 5000