复杂不锈钢叶轮熔模-砂型复合铸造工艺的研究
不锈钢铸造方法
不锈钢铸造方法不锈钢铸造可是个很有趣的事儿呢!一、砂型铸造。
砂型铸造是比较常见的一种方法哦。
就是用砂来做模具,就像我们小时候玩沙子堆城堡,不过这个可更有技术含量啦。
先把砂混合一些特殊的粘结剂,做成我们想要的形状,这个形状就是不锈钢制品的大概样子啦。
然后把融化的不锈钢液体小心地倒进这个砂做的模具里,等不锈钢冷却凝固后,再把砂模敲掉,一个不锈钢铸件就初步诞生啦。
这种方法成本比较低,适合做一些形状不是特别复杂的不锈钢制品,像一些简单的不锈钢摆件之类的。
二、熔模铸造。
这个熔模铸造可就有点像魔法啦。
首先要做一个蜡模,这个蜡模的形状就是我们最终想要的不锈钢制品的精确形状哦。
然后在蜡模上涂覆很多层特殊的耐火材料,一层一层的,就像给小蜡模穿上了厚厚的铠甲。
之后把这个穿着铠甲的蜡模加热,蜡就融化流出来啦,这时候就留下了一个中空的耐火材料模具。
再把高温融化的不锈钢液体灌进去,等冷却后把耐火材料敲掉,哇,一个精致的不锈钢铸件就出现啦。
这种方法能做出很复杂、很精密的不锈钢部件呢,像一些高档手表的不锈钢表壳就可能是用这种方法做的。
三、消失模铸造。
消失模铸造也超酷的。
先做出一个泡沫模样,这个泡沫模样就是不锈钢制品的形状。
然后把这个泡沫模样埋在特殊的砂子里,接着把融化的不锈钢液浇进去。
神奇的是,泡沫遇到高温的不锈钢液就消失啦,就好像魔法一样,然后不锈钢液就占据了泡沫原来的空间,冷却后就得到了我们想要的不锈钢铸件。
这种方法做出来的铸件表面还比较光滑呢,而且生产效率也还不错。
不锈钢铸造的这些方法各有各的妙处,就像不同的魔法技能,能让不锈钢变成各种各样的东西,从普通的小零件到精美的工艺品,是不是很厉害呀?。
叶轮精密铸造工艺
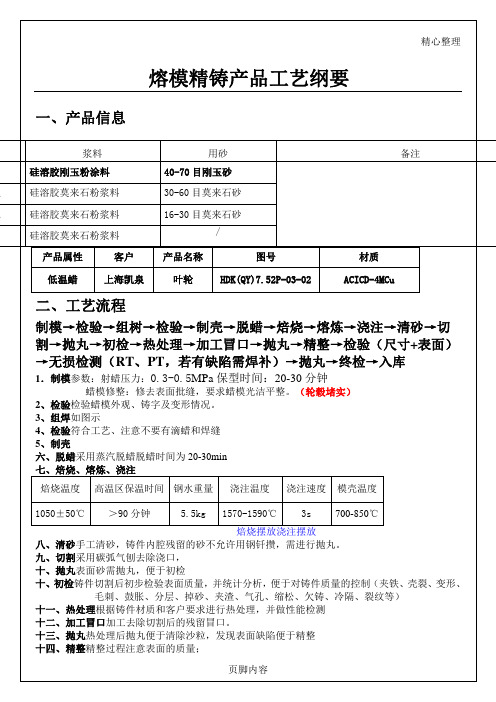
精心整理熔模精铸产品工艺纲要一、产品信息浆料用砂备注硅溶胶刚玉粉涂料40-70目刚玉砂层硅溶胶莫来石粉浆料30-60目莫来石砂层硅溶胶莫来石粉浆料16-30目莫来石砂硅溶胶莫来石粉浆料/产品属性客户产品名称图号材质低温蜡上海凯泉叶轮HDK(QY)7.52P-03-02 ACICD-4MCu二、工艺流程制模→检验→组树→检验→制壳→脱蜡→焙烧→熔炼→浇注→清砂→切割→抛丸→初检→热处理→加工冒口→抛丸→精整→检验(尺寸+表面)→无损检测(RT、PT,若有缺陷需焊补)→抛丸→终检→入库1.制模参数:射蜡压力:0.3-0.5MPa保型时间:20-30分钟蜡模修整:修去表面批缝,要求蜡模光洁平整。
(轮毂堵实)2、检验检验蜡模外观、铸字及变形情况。
3、组焊如图示4、检验符合工艺、注意不要有滴蜡和焊缝5、制壳六、脱蜡采用蒸汽脱蜡脱蜡时间为20-30min七、焙烧、熔炼、浇注焙烧温度高温区保温时间钢水重量浇注温度浇注速度模壳温度1050±50℃>90分钟 5.5kg 1570-1590℃3s 700-850℃焙烧摆放浇注摆放八、清砂手工清砂,铸件内腔残留的砂不允许用钢钎攒,需进行抛丸。
九、切割采用碳弧气刨去除浇口,十、抛丸表面砂需抛丸,便于初检十、初检铸件切割后初步检验表面质量,并统计分析,便于对铸件质量的控制(夹铁、壳裂、变形、毛刺、鼓胀、分层、掉砂、夹渣、气孔、缩松、欠铸、冷隔、裂纹等)十一、热处理根据铸件材质和客户要求进行热处理,并做性能检测十二、加工冒口加工去除切割后的残留冒口。
十三、抛丸热处理后抛丸便于清除沙粒,发现表面缺陷便于精整十四、精整精整过程注意表面的质量;页脚内容精心整理十五、检验根据图纸及公差标准检验铸件,根据客户及图纸要求检验表面质量十六、无损检测根据客户要求进行RT和PT检验(若有缺陷需焊补返修,焊补需根据相应的材质和客户标准进行)十七、终检十八、入库页脚内容。
熔模铸造工艺

所有铸件材料
铸件内部较大的缩孔、裂纹等缺 铸钢件、铸铁件等通磁
陷
材料
渗透探伤
铸件表面裂纺
B、防锈
不锈钢等非磁性材料
目的:保证铸件库存状态不锈蚀; 方法:防锈液浸入法。
3.3.12、品质检查
A、外观质量
标准:Q/DFLCM0108-2006 熔模精密铸件技术条件
检验内容 铸件尺寸、形状和
重量 表面粗糙度
密封性检验 盐雾试验 抗氧化试验 磁性能测定
成品(不需加工):按标准包装要求,定箱入库; 半成品(需后序加工):装箱发下序加工
四、熔模铸造应用范围
从产品类别来看,熔模精密铸件主要分为两大 类:军工、航空类产品与商品类产品。前者质量 要求高,后者质量不如前者。随着冷战时代的结 束,各国军工产品大幅度减少,但民航、大型电 站及工业涡轮发动机的发展,使得军工、航空类 产品所占比例变化不大。现在熔模铸造除用于航 空、军工部门外,几乎应用于所有工业部门,如 电子、石油、化工、能源、交通运输、轻功、纺 织、制药、医疗器械等领域。
B、制壳操作流程
硅溶胶制壳工艺没有化学硬化, 干燥脱水
3.3.5、脱蜡
A、脱蜡是模型蜡从模壳中脱出形成型腔的过程,脱蜡前 模壳存在时间不低于24h; B、脱蜡方法:热水法和高压蒸气法
脱蜡时注意事项: ➢ 清理浇口杯顶残砂:防止浮砂落入型腔; ➢ 加入补充硬化剂:热水脱蜡时加入1%盐酸,型壳得到 补充硬化,并可防止蜡料皂化; ➢ 脱蜡水严禁沸腾:防止将槽底的砂粒翻起进入型腔; ➢ 脱蜡后的型壳禁止杯口向上放置:防止脏物落入型腔。 ➢ 槽液定期清理与更换。
五、熔模铸造工艺发展趋势
1、更大更薄:目前,熔模铸造生产的精密铸件,最大轮廓尺寸可 达1.8m,而最小壁厚却不到2mm,最大铸件重量接近1000kg。
大型复杂不锈钢叶轮熔模_砂型复合铸造工艺_杨兵兵 (1)

收稿日期:2007-01-21; 修订日期:2007-01-23作者简介:杨兵兵(1967- ),陕西咸阳人,讲师.研究方向:精密铸造工艺.Email :yangbingbing661218@V ol.28N o.4A pr.2007铸造技术F O UN D RY T ECH NO LOG Y铸造技术 Foundry Technology大型复杂不锈钢叶轮熔模-砂型复合铸造工艺杨兵兵1,2,范志康1,陈淑惠2(1.西安理工大学材料科学与工程学院,陕西西安710048;2.陕西工业职业技术学院,陕西咸阳712000)摘要:研究了大型复杂不锈钢叶轮熔模-砂型复合铸造工艺。
借助设计的工装,利用熔模铸造涂制出复杂叶片部分的硅酸乙酯-水玻璃复合型壳;利用砂型造型得到简单轮毂轮辐及熔模型壳部分的铸型;将熔模型壳与水玻璃砂型组合后得到了该叶轮的熔模-砂型复合铸型;通过熔炼、浇注、切割、清理、热处理得到了ZG 1Cr18N i9T i 叶轮铸件。
结果表明:采用该复合工艺生产的叶轮铸件表面粗糙度达到Ra 3.2~1.6、尺寸精度达到CT 4~C T5、力学性能等都满足技术要求,且工艺稳定,生产成本低。
关键词:不锈钢叶轮;复合铸型;熔模铸造;砂型铸造中图分类号:TG269 文献标识码:A 文章编号:1000-8365(2007)04-0457-04Study on the Compound Precision Casting and Sand Casting Technologyof a Large Complicated Stainless Steel ImpellerYANG Bing -bing 1,2,FAN Zhi -kang 1,CHEN Su -hui 2(1.Institute of Materials Science and Engineering Xi ’an University of Technology ,Xi ’an 710048,China ;2.Shaanxi Polytechnic Institute ,Xianyang 712000,China )Abstra ct :The compou nd castin g techn ology of a large complicated stain less steel impeller was studied th rou gh precision castin g and sand castin g.Parts of complicated blade were made in to the silicon e -water glass composite shell by precision castin g ;simple h ubs an d spokes ,an d the precisionshell were m ade by san d castin g meth od ,then all of them were com bin ed together to obtain an impeller compo und mould with precision castin g shell an d sand mo uld.ZG1Cr18Ni9Ti impeller castin g is produ ced by melting ,pourin g ,cu ttin g an d heat treatment.The results show that the surface ro ughn ess and precision of the castin g can reach R a 3.2~1.6an d CT4~CT5respectively.Its mechanical properties can m eet the specification requirem en ts.The combined technolo gy is stable an d has low cost.Key words :Stainless steel impeller ;Compoun d mould ;Precesion casting ;Sand castin g 大型复杂不锈钢叶轮(见图1)是某进口制药设备上的关键、易耗铸件,工作环境处于强腐蚀性介质中,不仅结构复杂,叶片数量多,尺寸精度要求高,还需要进行超速(转速为额定转速的110%,持续2min )和动平衡检测,而且要求叶片表面光洁,任意3个相邻叶片外圆的两弦长之差不超过3m m ,叶片的扭曲角偏差在1°以内,不允许存在夹渣、疏松、气孔、裂纹等铸造缺陷,否则会出现断裂事故。
不锈钢叶轮熔模铸造工艺的改进

不锈钢叶轮熔模铸造工艺的改进王明峰;郭鑫;王峰【摘要】七叶变螺距螺旋面不锈钢叶轮具有结构复杂,壁厚不均匀等特点,试生产过程中经常出现大量的缩孔、缩松、跑火等铸造缺陷,通过改进浇注系统,制定合理制壳工艺及浇注工艺,有效地解决了上述铸造缺陷,充实了复杂叶轮浇铸工艺,成功浇注出质量合格的叶轮铸件.【期刊名称】《铸造设备与工艺》【年(卷),期】2012(000)003【总页数】2页(P21-22)【关键词】叶轮;熔模铸造;浇注系统;工艺【作者】王明峰;郭鑫;王峰【作者单位】山东淄博新航实业有限责任公司,山东淄博255075;山东淄博新航实业有限责任公司,山东淄博255075;山东淄博新航实业有限责任公司,山东淄博255075【正文语种】中文【中图分类】TG249七叶变螺距螺旋面叶轮广泛应用于潜水电泵、高压水泵中。
在前期的生产中该系列产品的废品率高达43%,主要缺陷为缩孔、缩松、“内跑火”和夹渣[1-4]。
针对上述出现的缺陷问题,充分考虑该铸件的结构特点,对浇注系统进行了改进[5]。
对制壳的操作过程进行了细化和严格要求。
适当提高了浇注温度,并进行二次补缩。
生产工艺经改进后,该系列产品的合格率得到提高,铸件质量达到客户要求标准。
叶轮材质为304不锈钢,叶片为七叶变螺距螺旋面,结构如图1 a),叶片平均厚度为2 mm,叶轮法兰体平均厚度为5 mm,法兰体和叶片交汇处为1 mm圆弧过渡,蜡模为分体压注成型后组焊,如图1 b)。
由于叶片靠近旋转轴处间距较小,而且为变螺距螺旋面,在蜡模组合时上下模的接触面复杂。
因此在蜡模组合时必须保证上下模之间没有缝隙。
铸件常出现的夹渣问题就是由于蜡模上下模之间存在缝隙,制壳时面层浆料渗入缝隙,浇注时这些渗入缝隙的浆料被合金熔体冲断,夹杂在铸件中形成的。
蜡模组合后由于内腔复杂,制壳时内腔里面撒砂困难,导致内腔处型壳薄弱,不耐高温熔体的冲击,极易导致铸件内跑火缺陷的发生,如图2所示。
不锈钢叶片类铸件的铸造工艺研究

中圈分类号:TG269 文献标识码:A
文章编号:1000—8365(2010)04—0388—04
Study on Casting Technique for the Stainless Steel Blade Castings
DING Ze-yu,YANG Wei-qin,XIE Kang-qing (Wuhan Sheep Building&Heavy lndustral Co.,Ltd.,Wuchang 430064,China) Abstract:The stainless steel blade castings are the typical important components used in hydropower industrial.This type of castings are usually in streaml ining form and have poor casting ability because of its special shape as tile,fish back,fan shaped etc.Especially,they are high alloyed steel with poor feeding capability and fluidity,and easy to have oxide inclusions.Aimed at three types of stainless steel blade castings,the casting process has been studied concerning such as principle process design and the riser and gating and the prevention of deformation and oxide inclusion,as welI as the yield of manufacture etc,.Good results in practice were also obtained. Key words:Stainless steel castings;Normal and irregular shape blade;Casting process
不锈钢叶轮的铸造工艺
不锈钢叶轮的铸造工艺
不锈钢叶轮的铸造工艺一般包括以下几个步骤:
1. 材料准备:选择合适的不锈钢材料,通常选用具有良好耐腐蚀性能和机械强度的不锈钢材料。
常用的不锈钢材料包括304不锈钢、316不锈钢等。
2. 模具设计和制造:根据叶轮的要求,设计和制造相应的模具。
模具需要设计叶轮的形状和尺寸,并考虑到铸造过程中的收缩和冷却等因素。
3. 熔化金属:将不锈钢材料加热至熔化状态,通常采用高频感应加热炉或电弧炉进行加热。
4. 铸造成型:将熔融的不锈钢注入到模具中,使其充分填充模具的空腔,并保持一定的冷却时间,使其凝固成型。
5. 清理和后处理:将铸造好的叶轮从模具中取出,进行清理和除锈等处理,以去除表面的氧化物和杂质。
6. 加工和表面处理:根据叶轮的要求,进行切割、修整和精加工等工序,同时可以进行表面处理,如抛光、喷涂等。
7. 检测和质量控制:对铸造好的叶轮进行检测,检查尺寸、外观等是否符合要
求,并进行非破坏性和破坏性测试,以确保其质量符合标准要求。
以上是不锈钢叶轮的一般铸造工艺流程,具体的工艺参数和步骤可能会根据具体的叶轮设计和铸造工艺的要求而有所不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 3卷 第 1 期
2008年 2月
陕 西 工 业 职 业 技 术 学 院 学 报
J u n l f h m x oye h i I si t o r a o a a i ltc nc n t u e S P t
V0 1.3No .1 Fe .2 0 0 8 b
复 杂不 锈 钢 叶轮 熔 模 一砂 型 复合 铸 造工 艺 的研 究
杨兵兵 范志康2 ,
(. 1陕西工业职业技术学材料工程系 , 陕西 咸阳 7 2 0 ; 10 0
2 西安理工大学材料科学 与工程学院 , . Байду номын сангаас西 西安 70 4 ) 10 8
摘
要 : 究了复杂不锈钢叶轮 熔模 一砂 型复合铸造工艺。借助设计的工装 , 研 利用熔模 铸造涂制 出复杂叶 片部分 的
P rso mp i t a e we e ma e fo t e s i n a t fc o la e v c d n r d r m h i c e— wa e ls o o i h l b sn n e t e t cs i .smp e h b d l o tr ga s c mp st s el y u i iv s n a t e g m g n i l u s a n
Al r c:n ti a e ,t ecm p u d ivsme ta d sn atn eh oo y o o l ae til sseli elrwa tde .  ̄tat I hsp p r h o o n n et n a d csig t n lg fcmpi td sane t mp l ssu i n c c s e d
硅酸 乙酯 一水玻璃复合 型壳 ; 利用砂 型铸 造得 到简单轮毂轮 辐及 熔模型 壳部分 的砂 型铸 型; 将熔模型 壳与水玻璃砂 型组合后得 到 了该叶轮 的熔模 一砂 型复合铸 型 ; 通过 熔炼、 浇注、 切割 、 清理 、 处理 得到 了 Z C 1 N9 i 热 G1 r8 iT 叶轮铸
S u y o t m p u n e t e n a d Ca tngTe hn lg t d n heCo o nd I v sm nta d S n si c o o y
o mplc t d S a nl s t e m p le fCo i a e t i e s S e lI e lr
so e dteivs e ts al r d ysn at ,te mbn dtg te oo ti h el mp u dmo l t — p k a h et n h em eb a dcsi s n n m l we a g n h c n o ie o eh rt bant ei l c mp e o r o n udwi i h n v t e t h l dsn at g G1 l NiTimp l at gim d ymet ,p u n ,c ti ,cenn dha r t e t s em n a a dcsi .Z Cr8 9 el csi eb li sl a n n i r e n s a g n or i g ut g n l i a e t e m n . a g n ta Th eutso h tt ei el at ufc u h esu oRa . 1 6a dt edme s n pe io p t ers l h wst a h mp l csi sra er g s pt 3 2 . n h i ni r s nu oCT4 r e g n o n o c i CT5 h — ,teme c a i lproma c e h eh i l eurme t。t epo esi sa l n a e uet ecs. h c efr n emett et n c q i n s h rcs tbea d cnr c h o t n a c ar e s d
件 。结果表明 : 用该复合工艺生产的叶轮铸件表 面粗糙度达到 R 3 2 a . 、 寸精 度达到 C 4 T 、 学性 采 a . ~P 16 尺 T ~C 5 力
能等 都 满 足技 术要 求 , 工 艺稳 定 , 产 成 本 低 。 且 生
关键词 : 铸造叶轮 ; 复合 铸型 ; 熔模铸造 ; 砂型铸造 中图分类号 : G 4 V2 13 T 2 ; 6 . +1 文献标识码 : A 文章编号 :4 2 0 8 1 一0 1 0 99 —2 0 ( ) 04— 4
Ke yW o d : a ti el ;c mp u d c s n mo l n et e tc s i ;sn a t r s c s mp l r e o o n a t i g ud;iv m n a t s g n a dcsi g n
Ya gBig ig ,F n Z i a g n n bn a hk n 2
( . eat n f t i n ier g hax o t h i Isi t, i yn hax 7 2 0 ; 1 D pr me t e a E g ei ,S an i l e nc ntue Xa agS an i 10 0 o Ma r l n n Pyc t n 2 co l f tr c c dE gneig X ’ nvr t f ehooy Xi hax 70 4 ) .Sho o Ma i S i ea n i r , ia U i syo cn l , ’ S an i 10 8 ea l n e n e n n ei T g n a