高合金热作模锻模条征求意见稿-中国特钢企业协会
Q345D钢高温力学性能及凝固特性

摘要低碳低合金钢Q345D具有强度高、韧性高、抗冲击、耐腐蚀等优良特性,因而倍受广泛地应用于各个方面。
,连铸技术因为具有可以大幅提高金属收得率、改善铸坯质量和节约能源等显著优势,因而在生产钢材的各种方法中得到了最为广泛的应用。
本文通过对Q345D钢的高温力学性能热模拟实验及其高温凝固相转变规律的研究,进一步了解该钢种的高温特性,以期为铸坯质量的提高提供理论依据。
对于Q345D高温力学性能的研究主要是通过热模拟试验机模拟金属热变形的整个过程,得到其热变形过程中热强度、热塑性、显微组织以及相变行为并对其进行分析整理总结。
本文通过使用Gleeble-1500D热模拟试验机,对Q345D钢进行高温拉伸实验,获得该钢在800℃~1200℃温度下的屈服强度、抗拉强度及延伸率、断面收缩率等数据。
对以上数据进行分析,可以得出:在800℃~850℃温度区间,随着温度的升高,屈服强度、抗拉强度分别从800℃的39.10MPa、83.61MPa提高到850℃的40.01MPa、93.10MPa;在900℃~1300℃温度区间内,随着温度的升高,其屈服强度和抗拉强度分别从900℃的33.53MPa、91.16MPa降低到1300℃的8.45MPa、19.85MPa。
对于该钢的热塑性,800℃~900℃温度区间内随温度升高,其延伸率、断面收缩率分别从800℃的9.11%、77.7%提高到900℃的23.58%、79.3%升高;在1000℃~1200℃温度区间内,延伸率、断面收缩率变化比较平缓;1200℃以后随温度升高,延伸率、断面收缩率急剧降低,在1300℃时其数值分别为11.75%、48.5%,表明其热塑性下降。
Q345D的高温凝固相转变规律是通过自行研制的可控高温凝固相变实验装置进行的,对于加热到熔化状态下的钢样通过控制冷速冷却到不同温度,然后淬火保留高温组织的方式研究其组织的转变行为。
对所得试样金相组织观测得出:在液态下直接淬火时,冷却速度越快,所得到的晶粒越为细小;在冷速为20℃/min的冷却速度下,Q345D钢的液、固相线温度点分别为1515℃和1460℃,在该区间内,残留高温铁素体的含量随着结束控制冷速冷却温度的降低而升高;在2℃/s的冷却速度下,在1515℃和1460℃温度点仍然有高温铁素体相的存在,但是与同温度下以20℃/min的冷却速度得到的试样相比,高温铁素体相的含量有明显不同。
申报项目清单-中国钢铁工业协会

编号 2012001 项目名称 完成人 水冷铜板锭模系统成套 朱书成、王允普、许少普、崔冠军、 装备集成创新及其特厚 陆岳璋、杨 东、李红洋、徐 昭、 板研究开发 张 涛、唐郑磊、刘庆波、高照海、 赵 迪、袁少威、李忠波、庞百鸣、 雷文慧、白艺博、付全虎、袁永旗、 乔华伟、王 新、张少辉、郭艳芳、 李亮亮、于 飒// 通钢热连轧轧机振动研 李永奎、闫晓强、邹新春、孙志辉、 究及在线监测 张伟国、王文瑞、宋泽红、程 伟、 刘 岩、王再英、于伟华、韩 天、 张义方、凌启辉、衣红刚// 锻造半高速钢中间辊的 杨昱东、赵永平、刘 娣、熊 旭、 研制 苗金平、朱学刚、陈 俊、党坤会、 税清润、路振英// 中厚板材轧制过程的数 董兆伟、刘胜永、万晓航、李淑君、 值分析与质量控制研究 刘文涛、袁建路、王彦辉、袁志学、 孟延军// 摩根 45°侧交精轧机系 陈军伟、谢永华、洪金生、沈开庆、 统高效化技术与工艺创 揭新红、郑东棋、童以雄、陈瑞星、 新 陈绍定、吴六三// 完成单位 南阳汉冶特钢有限公司// 申报单位 南阳汉冶特钢 有限公司 备注
申报单位 重庆赛迪工业 炉有限公司
备注
中冶南方工程 技术有限公司
中冶南方工程 技术有限公司
中冶东方工程 技术有限公司 中冶东方工程 技术有限公司 中冶东方工程 技术有限公司 中冶东方工程 技术有限公司
5
编号 2012035
2012036
2012037
2012038
2012039
2012040
项目名称 完成人 完成单位 100t 高阻抗超高功率电 谭雪峰、张温永、李长红、刘水池、 中冶京诚工程技术有限公司 弧炉技术研发与应用 潘宏涛、张 昊、孙铁山、林 刚、 // 李 强、李佳辉、陈学青、冯云凤、 韩柏金、丁银波、周保鸿// 大断面圆坯连铸技术及 韩国瑞、张文基、张温永、王 军、 中冶京诚工程技术有限公司 设备的研发及应用 米俊峰、高助忠、周月林、代宗岭、 江阴兴澄特种钢铁有限公司 林 刚、方洪兴、陈卫强、吴国庆、 // 刘 松、李慧杰、刘水池、王君平、 李欣欣、牛井楠、李海波、葛秀新// 大型高炉旋切式顶燃热 施 设、姜凤山、张 波、张建梁、 中冶京诚工程技术有限公司 风炉系统创新与应用 全 强、李富朝、王 彤、李建涛、 郑州安耐克实业有限公司// 殷宝铎、陈泉锋、吴启常// 中冶京诚中厚板制造执 盘学军、毛汉平、张德晋、李 胜、 中冶京诚工程技术有限公司 行系统的研发与应用 周 力、郑 雯、何春华、耿朝雷、 // 廖明艳、黄贵东、姚江红、郜永进、 李韶华、杨 琼、王 煜// 190t/h 超大型干熄焦装 蔡承祐、刘玉虎、张长青、杨峻峰、 中冶焦耐工程技术有限公司 置 王明登、孙秉侠、李友林、朱行健、 // 白银石、孙文彬、韩 龙、赵殿辉、 李有军// 400m3 矩型气烧石灰竖 初建民、赵宝海、尹 高、杨耕桃、 中冶焦耐工程技术有限公司 窑 张 超、刘 爽、关世文、张金旭、 // 王洪涛、夏敬山、李云华、夏 明、 管少鹏、杨福有、马建荣//
EN 10025-3 热轧结构钢产品

欧洲标准化委员会 管理中心:rue de Stassart, 36 B-1050 Brussels
◎
2004 CEN
任何形式,任何手段的权利
Ref. No. EN 1成员国所有。 3
目录
前言 .......................................................................................................................................................... 1 1. 范围 .................................................................................................................................................... 2 2.标准参照 ............................................................................................................................................ 2 2.1 一般标准 .......................................................................................................................................... 2 2.2 尺寸和公差标准(见 7.7.1) ...................................................
中华人民共和国工业和信息化部公告 2017年第2号(机械工业部分)

2 0 1 7 - 0 7 - 0 1
2 0 1 7 - 0 7 — 0 1 2 0 1 7 - 0 7 - 0 1 2 0 1 7 - 0 7 - 0 1 2 0 l 7 — 0 7 — 0 l 2 0 1 7 — 0 7 一 O l
8 1 J B 仃 1 7 9 4 6 . 1 —2 O 1 7
黧
2 0 1 7 - 0 7 一 O 1 2 0 1 7 - 0 7 - 0 l 2 O 1 7 一 O 7 — 0 1 2 0 1 7 - 0 7 - 0 l
7 5 J B / T 1 3 0 3 3 -2 0 1 7
7 6 J B 厂 r 1 3 O 3 4 —2 O 1 7 7 7 J B 7 1 " 1 3 0 3 5 -2 0 1 7 7 8 J B , I 1 6 5 3 3 —2 0 1 7 7 9 J B , I 1 6 9 2 1 —2 O l 7 8 0 J B / T 7 6 7 4 -2 0 1 7
.
柴油滤清器
第 1 部 分 :粗 滤
技
2 0 1 7 - 0 7 - 0 1
电控 柴 油 机 9 0 J B 门 ’ _ 1 3 0 4 9 . 2 —2 0 1 7 术 条 件 9 1 J B / T 1 3 49 0 . 3
—
柴油滤清器
第 2部 分 :精 滤 技
2 0 1 7 - 0 7 - 0 1
.
铸 造 铝 合 金 金 相 第 2部分 :铸 造 铝 硅 合 金 过 烧 J B / T 7 9 4 6 . 2 —1 9 9 9
铸 造 铝 合 金 金 相 第 3 部 分 :铸 造 铝 合 金 针 孔 铸 造 铝合 金 金 相 中小 功 率 内燃 机 油 箱 技 术 条 件 中小 功 率 内燃 机 技 术条 件 内燃 机 J B 厂 r 7 9 4 6 _ 3 —1 9 9 9
BS标准-精密铸钢和精密铸造合金标准

目录序号名称页码BS 3146 Part1-1992 精密铸钢和精密铸造合金 (4)BS 3146 Part21992耐蚀、耐热精密铸钢和NiCo基精密铸造合金的钢号与化学成分[再确认] (7)BS 3100 Part 4-1991耐蚀、耐热和高合金铸钢 (11)BS EN 102132-1995承压铸钢 (18)BS EN 102133-1995低温用承压铸钢 (19)BS EN 102134-1995奥氏体型和奥氏体铁素体型承压铸钢 (21)KS D4103-1995不锈、耐蚀铸钢韩国标准 (29)JB/T 6405-1992中国标准大型铸件用不锈铸钢 (35)GB/T 2100-1980不锈、耐蚀铸钢 (38)JIS G5122-1991耐热铸钢 (47)JIS G5131-1991高锰铸钢日本标准 (50)JIS G5121-1991不锈耐蚀铸钢 (50)ASTM A732/A732M-1998精密铸钢和精密铸造合金 (54)ASTM A732/A732M-1998钴基精密铸造合金 (59)ASTM A297/A297M-1998耐热铸钢和高温用铸钢 (60)ASTM A297/A297M-2000美国ASTM标准与UNS系统高温用奥氏体铸钢 (63)ASTM A216M-1998美国ASTM标准与UNS系统适合于熔焊的高温用碳素铸钢 (69)ASTM A447/A447M-1998美国ASTM标准高温用镍铬合金铸钢 (71)ASTM A560/A560M-1998美国ASTM标准抗高温腐蚀的镍铬铸造合金 (71)ASTM A27/A27M-2000工程与结构用铸钢 (73)ASTM A487/A487M-1998承压铸钢 (73)ASTM A128/A128M-1998高锰铸钢 (82)KS D4101-1995工程与结构用铸钢 (83)KS D4107-1991承压铸钢 (89)KS D4104-1995高锰铸钢 (93)KS D4105-1995耐热铸钢 (94)DIN SEW395-1998高锰铸钢和耐磨蚀铸钢 (97)DIN 17245-1987铁素体热强铸钢 (99)DIN 17465-1993耐热铸钢 (101)DIN 17445-1984不锈、耐蚀铸钢德国标准 (107)DIN 1681-1985工程与结构用铸钢 (118)JIS G5******* 工程与结构用铸钢 (129)JIS G5201-1991离心铸钢管 (138)GB/T 1503-1989轧辊用铸钢 (141)JB/T 6402-1992工程与结构用铸钢 (144)GB/T 11352-1989工程与结构用铸钢 (151)GB/T 7659-1987焊接结构用碳素铸钢 (153)GB/T 16253-1996承压铸钢 (155)GB/T 5680-1998高锰铸钢 (166)YB/T 036.4-1992高锰铸钢 (168)JB/T 6404--1992大型铸件用高锰铸钢 (169)GB/T 8492-1987耐热铸钢 (171)JB/T 6403-1992大型铸件用耐热铸钢 (175)BS 3146 Part1-1992 精密铸钢和精密铸造合金碳素精密铸钢和低合金精密铸钢的力学性能碳素精密铸钢和低合金精密铸钢的钢号与化学成分(质量分数)(%)BS 3146 Part21992耐蚀、耐热精密铸钢和NiCo基精密铸造合金的钢号与化学成分[再确认]BS 3100 Part 4-1991耐蚀、耐热和高合金铸钢耐蚀、耐热和高合金铸钢的热处理力学性能耐蚀、耐热和高合金铸钢的钢号与化学成分(质量分数)(%)BS EN 102132-1995承压铸钢室温和高温用承压铸钢的高温屈服强度①热处理代号:N-正火;Q-淬火,T-回火。
中国著名锻造企业名录
安吉明远锻造有限公司 北京第一机床(高碑店)锻造有限责任公司 江苏金石铸锻有限公司 海安县锻压机械业协会(商会) 嘉禾县五金锻造协会 昆山五洲重型锻造有限公司 成都物业锻造有限责任公司 浙江远大重工锻压有限公司 四川六合锻造股份有限公司 上海市沪东锻造厂 无锡继平锻造有限公司 佛山市顺德区重联锻造有限公司 中国重汽集团济南动力有限公司锻造厂 天津继泰重型铸锻制造有限公司 上海新闵(东台)重型锻造有限公司 北京北方车辆集团有限公司锻造公司 浙江钱潮精锻有限公司 江苏拥宪锻造有限公司 江西省锻压协会 瑞安市锻铸行业协会 宜兴市九洲封头锻造有限公司 淄博市淄川福达锻压机械厂 江苏九易铸锻有限公司 青岛三协锻造有限公司 无锡市博伟锻造有限公司 成都成德重型锻造有限公司 张家港市华立环形锻件有限公司 山东大地锻压机械有限责任公司 贵州航天新力铸锻有限责任公司 张家港市亨通环形锻件制造有限公司 张家港市江南锻造有限公司 西安陕鼓铸锻有限责任公司 湖北神力锻造有限责任公司 嘉兴精勇精锻机械有限公司 云南冶金昆明重工有限公司锻造分公司 中钢集团邢台机械轧辊有限公司锻压分厂
无锡锻压协会 张家港海陆环形锻件有限公司 瓦房店轴承精密锻压有限责任公司 温州博纳斯锻造有限公司 浙江宏鑫重型锻造有限公司 青岛青锻锻压机械有限公司 南京博大重型锻造有限公司 新乡中联石化封头锻压有限公司 浙江跃进锻造有限公司 广东省韶铸集团有限公司锻造分厂 苏州锻压厂有限责任公司 江苏新亚特钢锻造有限公司 南昌齿轮锻造厂 青岛三实业有限公司 无锡中环重型锻件有限公司 国营山西锻造厂 浙江省锻造行业协会 林州重机铸锻有限公司 林州重机铸锻有限公司 太原重工股份有限公司大锻件分公司 本溪卡尔泰克密封锻造有限公司
重庆庆铃锻造有限公司 河北鑫泰轴承锻造有限公司 重庆锻压行业协会 株洲万德精锻有限责任公司 上海市锻造协会 燕山大学锻压研究所 文登恒润锻造有限公司 合肥合锻机床股份有限公司 贵州安大航空锻造有限责任公司 上海电气(无锡)锻压有限公司 上海新闵重型锻造有限公司 日照市时正锻压有限公司 温州三联锻造有限公司 大连大锻锻造有限公司 浙江黄岩江鑫锻造有限公司 洛阳中重铸锻有限责任公司 贵阳金龙锻造厂 辽源方大锻造有限公司 无锡东海锻造有限公司 一汽巴勒特锻造(长春)有限公司 东风锻造有限公司 南京汽车锻造有限公司 章丘重型锻造有限公司 济南吉隆锻造有限公司 昆山市聚杨锻造有限公司 中国第二重型机械集团(德阳)万航模锻厂 芜湖三联锻造有限公司 青海康泰铸锻机械有限责任公司 上海爱知锻造有限公司 辽阳鑫合锻造有限公司 白城中一精锻股份有限公司 厦门恒钛锻造有限公司 江苏金源锻造股份有限公司 重庆大江杰信锻造有限公司 温州方圆锻造有限公司 綦江长风锻造有限公司
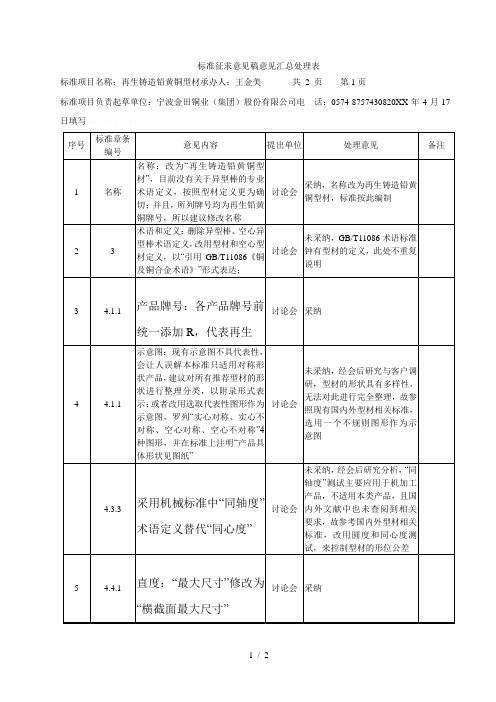
标准征求意见稿意见汇总处理表
6
4.5
力学性能:改为“需方有要求并在合同中注明时,可进行拉伸性能试验”,硬度试验为必测项目,拉伸性能试验按要求选做。
讨论会
采纳,对应修改5.3条款为“每批型材应进行化学成分、外形尺寸及其允许偏差、形位公差、硬度、内部质量和表面质量的检验。如需方有要求,也可进行拉伸试验。”
6
无
增加“断口检验”条款,放置于“表面质量”条款前
4.3.3
采用机械标准中“同轴度”术语定义替代“同心度”
讨论会
未采纳,经会后研究分析,“同轴度”测试主要应用于机加工产品,不适用本类产品,且国内外文献中也未查阅到相关要求,故参考国内外型材相关标准,改用圆度和同心度测试,来控制型材的形位公差
5
4.4.1
直度:“最大尺寸”修改为“横截面最大尺寸”
讨论会
讨论会
采纳,名称改为再生铸造铅黄铜型材,标准按此编制
2
3
术语和定义:删除异型棒、空心异型棒术语定义,改用型材和空心型材定义,以“引用GB/T11086《铜及铜合金术语》”形式表达;
讨论会
未采纳,GB/T11086术语标准钟有型材的定义,此处不重复说明
3
4.1.1
产品牌号:各产品牌号前统一添加R,代表再生
讨论会
采纳,新增4.4条款
7
5.3.1
新的GB/T228标准将实施,拉伸试验对照该标准执行
讨论会ห้องสมุดไป่ตู้
采纳,按照GB/T 228.1-20XX标准要求编制
8
无
增加圆度检测要求
江阴东方港晟金属制品有限公司
采纳,新增3.4.3条款,与同心度一起作为形位公差控制要求
9
无
增加断口检验要求
数学建模全国赛07年A题一等奖论文
数函 ztrepmoC
拟模态动
测预色灰
型模 citsigoL�字键关
。议建了出提府政给况情口人的国我对针�析 分性理合了行进型模对也时同�点缺优的型模个各了出指别特�价评了行进型模对文本�后最
。大增断不在度敏灵其 �中程过化变的高到低由在率育生在现发 �析分度敏灵了行进率育生女妇对后最 �0588.0 为数系度敏灵其出得析分度敏灵行进 例比生出女男对后然�高不并度敏灵的 θ 于 对量数口人现发�析分度敏灵了行进 θ 子因展发率亡死对针先首�中析分度敏灵在 。义意际实有具更果结的测预所得使 �子因制控入加�用作的素因为人虑考�进改了行进三型模对对们我�着接。高较求要性 确准的据数始初对且并�大较量据数的理处要需是但�测预的致细出做口人来未对以可 型模此。议建的性对针有些一了出提门部府政对还�中程过的解求型模在。期时”利红 口人“ 国我及以比养抚口人�平水化镇城�度程化龄老口人�值差的量数女男的龄年 婚适�值峰的口人出测预�上础基此在。合拟平水化镇城、目数口人龄年各女男乡镇市 年1002出求、合拟率亡死对、值常异除消均平取�理处下如了作据数对并�三型模立建 法方的拟模态动用利文本�究研入深作等化龄老口人、例比女男、构结口人对了为 。入深步一进有没�测预的数总口人了出做是只�素因的类一 龄年虑考有没也型模本�同相型模长增滞阻与。亿 531.41 有口人国中�时年 0302 出得 �测预的期长中合适�高较度精的型模此�明表果结�验检差误了行进型模对据数口人 的年 5002 至 0991 用还时同�测预了行进目数口人的年 0502 至 7002 对�型模测预色灰 )1,1(MG 了立建文本 �响影的测预对件事机随些这亡死和生出的口人少减了为 �后然 。性限局的定一有�强不性用实�好很上论 理�测预了做口人期短中对只以所�测预了行进的略粗是只�素因等例比女男数人生出 、龄年的口人虑考有没并于由�中型模此在。亿 95.31 有口人国中�时年 5102 在出得 �测预了行进目数口人的年 0202 至 7002 对 �合拟行进其对法乘二小最形线用运 �据数史 历的口人国中照依�下设假的单简最在�型模长增滞阻 citsigoL 了立建文本�先首 。测预模建 行进法方等拟模态动、测预色灰、citsigoL 了出提�等化镇城口人村乡及以比别性口人 生出、化龄老的口人来未国中对针�发出点特的长增口人和况情际实的国中从文本
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T/SSEA 中国特钢企业协会团体标准
T/SSEA XXXX-2018
高合金热作模锻模条
High-alloy steel bar for hot working mould
(征求意见稿)
XXXX-XX-XX 发布 XXXX-XX-XX实施
中国特钢企业协会发布
目次
前言 (Ⅲ)
1范围 (1)
2范围性引用文件 (1)
3术语和定义 (1)
4订货内容 (1)
5牌号与钢级表示方法 (1)
6尺寸、外形重量及允许偏差 (1)
7技术要求 (2)
8试验方法 (3)
9检验规则 (3)
10包装、标志及质量证明书 (4)
前言
本团体标准按照GB/T 1.1-2009给出的规则起草。
本标准由中国特钢企业协会团体标准化工作委员会提出并归口。
本标准主要起草单位:齐鲁特钢有限公司、冶金工业规划研究院。
本标准主要起草人:
高合金热作模锻模条
1范围
本标准规定了高合金热作模锻模条术语和定义,订货内容,尺寸、外形、重量及允许偏差,技术要求,实验方法,实验规则,包装、标志及质量证明书等内容。
本标准适用于不同尺寸的装备零部件用高合金热作模锻模条。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本适用于本文件。
GB/T222 钢的化学分析用试样取样法及成品化学成份允许偏差
GB/T223 钢铁及合金化学分析方法
GB/T226 钢的低倍组织及缺陷酸蚀检验法
GB/T228 金属拉伸试验方法
GB/T231 金属布氏硬度试验方法
GB/T10561 钢中非金属夹杂物显微评定方法
GB/T6397 金属拉伸试验样
GB/1299 合金工具钢
GB/T2975 钢及钢产品力学性能试验取样位置及试样制备
3术语和定义
下列术语和定义适用于本标准。
高合金热作模锻模条 High-alloy steel bar for hot working mould
4订货内容
按本标准订货的合同或订单应包括下列内容:
a) 标准编号:
b) 产品名称:
c)牌号:
d) 冶炼方法:
e) 交货状态:
f)尺寸与允许偏差:
g) 使用加工方法:
h) 特殊要求:(如有要求,见7.8)
5尺寸、外形、重量
5.1 高合金热作模锻模条的尺寸、外形及允许偏差
5.1.1 尺寸及允许偏差
尺寸及允许偏差应符合表1规定。
5.1.2 外形
高合金热作模锻模条的弯曲度应符合表2的规定。
5.2 重量
高合金热作模锻模条一般按实际重量交货。
6技术要求
6.1 牌号及化学成分
6.1.1 钢的牌号及化学成分(成品分析)应符合表3的规定。
6.1.2 钢种残余元素含量应符合表4的规定。
6.2 冶炼方法
采用电弧炉加炉外精炼方法冶炼。
6.3 交货状态
高合金热作模锻模条按黑皮或退火车削抛光状态交货。
6.4 交货硬度
高合金热作模锻模条交货硬度见表5规定。
6.5 低倍组织
中心疏松≤3级、锭型偏析≤3级。
6.6 显微组织
共晶碳化物不均匀度不大于6级。
6.7 非金属夹杂物
高合金热作模锻模条非金属夹杂物见表6规定。
6.8 脱碳层
高合金热作模锻模条脱碳层见表7规定。
6.9 表面质量
高合金热作模锻模条表面不得有氧化皮、深凹坑、肉眼可见的折叠、裂缝、结疤和非金属夹杂等所有其它可能损害材料使用的缺陷。
如有上述缺陷必须清除,清除深度从钢材实际尺寸算起不超-3mm,清除宽度不小于深度的5倍。
6.10 特殊要求
高合金热作模锻模条晶粒度5~8级。
7试验方法
7.1 每批产品的试验项目、实验数量、取样方法及试验方法应符合表8规定。
8检验规则
8.1 检验及验收
钢材的质量由供方质检部门进行出厂检验,需方有权按本标准规定对钢材进行验收。
8.2 组批规则
钢材应按批进行验收、每批由同一炉号、同一规格、同一交货状态的钢材组成。
8.3 取样数量和取样部位
钢材取样数量和取样部位应符合表8规定。
8.4 复检和判定规则
钢材复检与判定规则应按 GB/T2101的规定。
8.5 包装、标志及质量证明书
产品必须进行适当包装或根据需方要求进行包装。
产品应按订单号、尺寸规格和熔炼炉号隔离装运。
每根钢材的两端均应采用喷号、钢字头的标识方法标识上熔炼炉号和材料牌号及规格。
在发运时,供方应提供一式三份检验证书。
该证书需包含以下详细内容。
1) 订货方名称;
2) 供货方名称;
3) 合同号;
4) 熔炼炉号;
5) 材料牌号及本规范编号;
6) 数量;
7) 交货状态和硬度试验结果(应提供所有单个数值);
8)化学分析报告;
9)低倍检验报告;
10)外观和尺寸检查报告;
11)超声波检查报告;
12)购方在订单中说明的附加项目的检查结果。