FANUC维修讲义
FANUC系统维修培训

6
显示器控制板(CRTC 板)
11
主板或显示器屏幕/MDI 控制板
15A 15B 16/18 A/B/C 0IA 0IB/C 21B 16/18/21i POWER MATE
BASE 0 MAIN CPU 板或 OPTI 板 MAIN 板上的通讯接口模块 I/O 接口板,或主板 主板,或 CPU 板 I/O 接口板 主板,或 CPU 板 基板
FANUC 系统维修培训资料
BEIJING-FANUC 技术部 2005./17ED BFM-HU01/02C
1
第一节 FANUC CNC 系统共性故障的分析
1、数据输入输出接口(RS232)不能正常工作。
对于 FANUC 系统,当数据输入输出接口不能正常,且报警时,有两个系列的报警号。
①3/6/0/16/18/20/power-mate,当发生报警时,显示 85~87 报警。
供电电压太低
3
电 机 与 机 械 的 在电机和丝杠上分别做一个记号,
联轴节松动
然后在运行该轴,观察其记号
4
位置编码器不
良
5
回 参 考 点 计 数 重新计算参考点计数器容量
器容量设置错
误
6
伺服控制板或
伺服接口模块
不良
档块位置安装不正确
屏敝位置编码器反馈信号 线; 分离位置编码器与电机动力 线
拧紧联轴节
a.把系统各印刷板一个一个地往下拔,再开电源,确认报警灯是否再亮。 b.如果当某一印刷板拔下后,电源报警灯不亮,那就可以证明该印刷板有问题,请更换 该印刷板。 c.对于 0 系统,如果+24D 与 OV 短路,更换时一定要把输入/输出板与主板同时更换。 d.当用计算机与 CNC 系统进行通讯作业,如果 CNC 通讯接口烧坏,有时也会使系统电 源打不开。
数控系统的故障诊断与维修之FANUC专家讲座
数控系统的故障诊断与维修之FANUC专家讲座
第23页
第三节 FANUC系统常见故障排除思绪
2. 系统报警
标准四
先公用后专用
报警信号信息
O0001 N01040
414 SERVO报警:X轴 检测系统犯错
414 SERVO报警:X轴 检测系统犯错
414 SERVO报警:X轴 检测系统犯错
414 SERVO报警:X轴 检测系统犯错
401:提醒第一,第二轴报警 403:提醒第三,第四轴报警
数控系统的故障诊断与维修之FANUC专家讲座
第38页
第四节 FANUC系统常见故障处理方法
9.SV401,SV403(伺服准备完成信号断开报警)
✓恢复方法
1. 伺服放大器无吸合动作(MCC)时,检验: 伺服放大器侧或电源模块急停按钮或急停电路故障 伺服放大器电缆联接问题 伺服放大器或轴控制回路故障(可采取置换法对怀疑部件进
350 SPC 报警
#7 0202
显示在诊疗号No.202上
电池电 压不足
串行编码 器异常
串行编码 器或反馈 电缆异常
#6 #5 #4 #3 #2 #1 #0
CSA BLA PHA RCA BZA CKA SPH
串行编码 器异常
串行编码 串行编码 器或反馈 器异常 电缆异常。
首次 供电
数控系统的故障诊断与维修之FANUC专家讲座
8.SV400#,SV402#(过载报警)
✓故障原因 400#为第一、二轴中有过载; 402#为第三、第四轴中有过载。
当伺服电机过热开关和伺服放大器过热开关动作时发出 此报警。
数控系统的故障诊断与维修之FANUC专家讲座
第36页
第四节 FANUC系统常见故障处理方法
FANUC维修与调整培训(内部培训,严禁外传)

5
3○ / 4☆ 1 3
i, i
○ ○ ☆ ○ ○ ☆
0i Mate - TD
Package 3 1
5
3 1○/2☆
3
i, i
○ ○ ☆ ○ ○ ☆
第二单元 显示与操作
机床操作面板 系统面板介绍 功能键和软键 系统配置画面 诊断功能 CNC状态显示 操作履历 波形诊断显示 Power Mate CNC管理器功能 输入输出系统数据 课程实习
单程序段方式,选定单程序段运行 方式
程序段跳跃,跳跃以“/”开头的程序 段 程序停,M00指令程序停止时, LED被点亮。 程序选择停,M01指令程序停止。
程序再启动,从某个程序段开始再 次启动。 空运行,自动方式时,按下该键, 各轴以快速移动。 机械锁住,自动方式按下该键,轴 不移动,坐标值变化。 循环启动,自动操作开始。
主轴数
同时控制轴数
可以连接的伺服
纳米插补
320K (800m)
最大程序容量
512K (1280m)
1M (2560m)
2M (5120m)
PMC系统
0i - MD
Package 1 Package 2 1
8
5 ○/6~7 ☆
2
4
i, i
○
-
○
○
-
-
☆
-
PMC功能 PMC/L功能
0i - TD
Package 1
选
择
按
键
。
进给 倍率
主轴倍率
程序保持,程序启动,程序停止。
正 负 向 移 动。
主轴:顺转、停止、逆转。
第二单元 显示与操作
FANUC系统维修培训文件
FANUC系统维修培训资料BEIJING-FANUC技术部2004.9/01EDBFM-HU01/01C第一节 FANUC CNC系统共性故障的分析1、数据输入输出接口(RS232)不能正常工作。
对于FANUC系统,当数据输入输出接口不能正常,且报警时,有两个系列的报警号。
①3/6/0/16/18/20/power-mate,当发生报警时,显示85~87报警。
②10/11/12/15,当发生报警时,显示820~823报警当数据输出接口不能正常工作时,一般有以下几个原因:1)如果做输入出数据操作时,系统没有反应。
①请检查系统工作方式对不对,请把系统工作方式置于EDIT方式且打开程序保护键,或者在输入参数时,也可以置于急停状态。
②请按FANUC出厂时数据单,重新输入功能选择参数。
③检查系统是否处于RESET状态。
2)如果做输入输出数据操作时,系统发生了报警。
①请检查系统参数下面是各系统的有关输入/输出接口的参数表电缆接线下图是FANUC系统到机床面板的连接中继终端机床面板的连接中继终端接口和电脑连接线:1.25芯(机床) 25芯(I/0设备) 2. 25芯(终端) 9芯(I/0)电脑3)外部输入输出设备的设定错误或硬件故障外部输入输出设备有FANUC纸带穿孔机,手持磁盘盒,, FANUCP-G,计算机等设备。
在进行传输时,要确认:a、电源是否打开b、波特率与停止位是否与FANUC系统的数据输入输出参数设定匹配。
C、硬件有何故障。
d、传输的数据据格式是否为ISO/EIA。
e、数据位设定是否正确,一般为7位。
4)CNC系统与通讯有关的印刷板下表是各系统与通讯接口有关的印刷板6)当FANUC系统与计算机进行通讯时,要注意:a.计算机的外壳与CNC系统同时接地。
b.不要在通电的情况下拔连接电缆。
c.不要在有雷雨时进行通讯作业。
d.通信电缆不能太长。
5)如果发生85,86,87号报警 ,请按以下步骤查找:2、电源单元不能打开FANUC系统的电源上有两个指示灯,一个是电源指示灯,是绿色的;一个是电源报警灯,是红色的,这里说的电源单元,包括电源输入单元和电源控制部分。
发那科培训讲义第一章
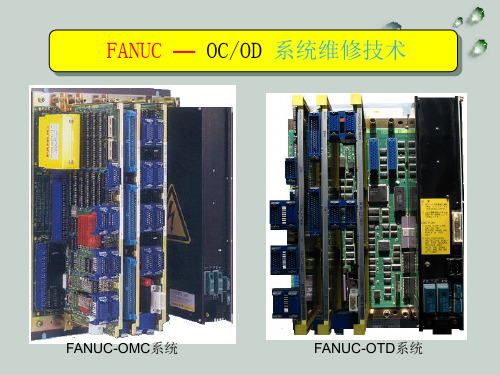
FANUC-OMC系统
FANUC-OTD系统
1.1 FANUC—OC/OD系统及功能连接
1. 全功能、可靠性CNC FANUC—OC系列
CNC单元
显示装置与操作面板
FANUC — OC 系统配置
计算机 显示装置和MDI键盘
α系列主轴模块 α系列进给模块
机床操作面板
M12(手摇脉冲发生器)
手脉接口信号接口 系统功能包参数900#3设定为“1”
CCX5(视频信号)
图形显示板(CCX4)
系统视频信号接口 系统没有图形显示板时与显示器连接;如果有图形显示板将改板的CCX4与显示器 连接,且系统功能包参数909#0设定为“1”
M5/M74接口信号
系统参数I/O通道设定为“0”或“1”(901#6)时启用M5;设定为“2”启用M74(2通道有 效功能包参数是914#4)
(3)伺服电动机内装编码器+5V短路故障 通过从系统轴板分别拔出电动机编码器插头(M184/M187/M194/M197),观察 电源报警指示灯的亮灭情况进行故障具体部分的判别。
(4)系统轴板内部短路故障(+/-15V) 通过拔掉系统轴板再上电进行故障的判别
(5)系统主板短路 更换系统主板
(3) 轴板(AXE)的功能及连接
2.伺服RAM奇偶检验报警(ALM 912 Low/913 High)#914 #915/#916PMC程序奇偶故障
故障产生的原因及处理方法: (1)由于外界的干扰引起的数据报警
系统断电再重新上电后,该故障消失
(2)系统伺服参数据文件不良
系统伺服软件初始化,该故障消失 注意:伺服软件初始化前,应该对系统参数进行备份
FANUC系统维修培训资料

FANUC系统维修培训资料BEIJING-FANUC技术部2004.9/01EDBFM-HU01/01C第一节 FANUC CNC系统共性故障的分析1、数据输入输出接口(RS232)不能正常工作。
对于FANUC系统,当数据输入输出接口不能正常,且报警时,有两个系列的报警号。
①3/6/0/16/18/20/power-mate,当发生报警时,显示85~87报警。
②10/11/12/15,当发生报警时,显示820~823报警当数据输出接口不能正常工作时,一般有以下几个原因:1)如果做输入出数据操作时,系统没有反应。
①请检查系统工作方式对不对,请把系统工作方式置于EDIT方式且打开程序保护键,或者在输入参数时,也可以置于急停状态。
②请按FANUC出厂时数据单,重新输入功能选择参数。
③检查系统是否处于RESET状态。
2)如果做输入输出数据操作时,系统发生了报警。
①请检查系统参数下图是FANUC系统到机床面板的连接中继终端CNC侧机床面板的连接中继终端接口和电脑连接线:1.25芯(机床) 25芯(I/0设备) 2. 25芯(终端) 9芯(I/0)电脑3)外部输入输出设备的设定错误或硬件故障外部输入输出设备有FANUC 纸带穿孔机,手持磁盘盒,, FANUC P-G , 计算机等设备。
在进行传输时,要确认: a 、电源是否打开b 、波特率与停止位是否与FANUC 系统的数据输入输出参数设定匹配。
C 、硬件有何故障。
d 、传输的数据据格式是否为ISO/EIA 。
e 、数据位设定是否正确,一般为7位。
4)CNC 系统与通讯有关的印刷板下表是各系统与通讯接口有关的印刷板6)当FANUC 系统与计算机进行通讯时,要注意: a.计算机的外壳与CNC 系统同时接地。
b.不要在通电的情况下拔连接电缆。
c.不要在有雷雨时进行通讯作业。
d.通信电缆不能太长。
5)如果发生85,86,87号报警 ,请按以下步骤查找:2、电源单元不能打开FANUC系统的电源上有两个指示灯,一个是电源指示灯,是绿色的;一个是电源报警灯,是红色的,这里说的电源单元,包括电源输入单元和电源控制部分。
FANUC数控机床维修教程NEW

FANUC数控机床维修教程NEW 第一章:基本维修知识1.1数控机床的组成和工作原理1.2常见的故障类型及原因1.3维修工具的选择和使用1.4安全操作规程第二章:故障诊断和排除2.1硬件故障的诊断和修复2.1.1主轴故障2.1.2伺服驱动器故障2.1.3伺服电机故障2.1.4控制系统故障2.1.5机械部件故障2.2软件故障的诊断和修复2.2.1程序错误2.2.2内存错误2.2.3接口错误2.2.4显示错误第三章:常见故障及处理方法3.1主轴故障的处理方法3.1.1主轴运转不正常3.1.2主轴过热3.1.3主轴噪音大3.1.4主轴异响3.2伺服驱动器故障的处理方法3.2.1伺服驱动器无法上电3.2.2伺服驱动器报警3.2.3伺服驱动器无法控制伺服电机3.2.4伺服驱动器过热3.3伺服电机故障的处理方法3.3.1伺服电机无法启动3.3.2伺服电机转速不稳定3.3.3伺服电机震动过大3.3.4伺服电机发热3.4控制系统故障的处理方法3.4.1控制系统死机3.4.2控制系统无法运行程序3.4.3控制系统运行程序时出现故障3.4.4控制系统通信故障3.5机械部件故障的处理方法3.5.1导轨故障3.5.2丝杠故障3.5.3机床底座故障3.5.4刀库故障第四章:维护保养4.1日常维护保养的方法和注意事项4.2定期检查和维护保养的内容和周期4.3润滑剂的选择和更换4.4清洁和防尘措施第五章:常见故障案例分析5.1故障案例分析及解决方案5.2故障预防和改进措施第六章:维修记录和报告编写6.1维修记录的重要性6.2维修记录的内容和格式6.3维修报告的编写方法第七章:维修技巧和经验分享7.1维修技巧的总结和分享7.2维修经验的积累和分享以上就是《FANUC数控机床维修教程(内部文件)》的大致目录,内容涵盖了数控机床维修的基本知识、故障诊断和排除、常见故障及处理方法、维护保养、故障案例分析、维修记录和报告编写、维修技巧和经验分享等方面。
发那科系统维修与维护FANUC课件
错误例:太靠栅格
减速开关
“1”
栅格
“0” // //
误差
“1”
原点位置与定向位置的调整
原点位置的调整 挡块位置的调整
正确例:栅格的中间
减速开关
“1”
“0” //
“1”
栅格
//
① 执行参考点返回,结束后检查诊断302的数值。 ② 通过前后移动挡块调整位置,保证再次回零后,诊断302的数值
最好在参考计数器设定值的一半位置。
系统接地原则:三地合一。
干扰与抗干扰
抗干扰措施 ①接地 控制器的接地:控制器内部已将信号地与机壳地连接好,只需将控制器上
机壳地端连接机床地即可。
干扰与抗干扰
抗干扰措施 ①接地 驱动器的接地
信号地
电源单元的信号接地与机壳接 地之间的走线与接地点应尽量 分开,避免相互干扰。
干扰与抗干扰
抗干扰措施 ②电源输入端加装浪涌吸收器和噪音滤波器、隔离变压器等
PC-Z
a:栅格偏移量 (No1850)
栅格
a
b
b:参考计数器容量 a (No1821)
原点位置与定向位置的调整
原点位置的调整 挡块式/无挡块式 测量实际参考点的偏差量,将该值设定到栅格偏移量参数中即可。 注:栅格偏移量的调整范围必需小于参考计数器的设定值
栅格偏移量参数的设定单位为系统最小单位
挡块位置的调整
→
→
输出文件
伺服及主轴规格诊断
操作:按 → → →
、
﹡:需使用发那科主轴
主轴电机无此显示
主轴电机规格输入可参照下页操作输入
该画面显示需建立 在硬件连接基础上
读取的实际硬件规格
﹡标记,表示系统读取该硬件的信息与系统原始记忆显示不符,可将 No13112.0=1,按以下操作修改为实际硬件显示。 操作:进入伺服显示画面后→【+】→【读取ID】→【输入】→【保存】 注:因电机的规格信息来自编码器,有时单独更换编码器会带来电机型 号与实际的不符,提请维修时注意。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
维修讲义
14
维修定义
什么时候?
➢ 发生的时间? ➢ 开机后发生? ➢ 运转一定时间后发生? ➢ 关机后再开机还会发生吗?故障的频率如何?
什么操作?
➢ 故障发生时系统处于何种工作方式? ➢ 如果在程序运行中发生
- 固定的程序发生
- 发生故障时的单节号
FANUC
维修讲义
1
系统种类
时间段
元件
NC种类
伺服种类
1976年
1979年
1984年
1985年 1987年 1990年 1991年 1992年 1993年
IC 和LSI
LSI(表面安装) LSI(3维安装)
FS-5系列 FS-7系列 Mete系列 FS-2系列 FS-3系列 FS-6系列 FS-9系列 FS-10系列 FS-11系列 FS-12系列 FS-0系列 FS-15系列 FS-16系列 FS-18系列 FS-20系列 FS-21系列 FS-0系列
ai系列编码器内部带有电容器,可以在脱开电池的情况下暂时维持其内部位置资料不丢 失。a系列编码器不具有这种电路结构,因此当脱开电池时,位置资料会丢失。
③拆除电缆线时,要做好相关标记,防止机床的误动作出现 ④更换电机时,不要对电机进行重物敲击,防止编码器中光栅破碎
拆卸重力轴电机时,要防止机床因重力而下降,造成撞机。 ⑤在进行维修判断中
维修讲义
18
系统干扰
抗干扰的相关措施
➢ 干扰产生的主要原因
- 电源进线端的浪涌电流 - 感性负载(交流接触器、继电器等)线圈或触点接通关断时反向电动
势、电弧干扰 - 辐射噪音的干扰
电源
大功率器件
电机
电子器件
- 感应噪音的干扰
传感器
电源
大功率器件
电机
电子器件
传感器
维修讲义
19
系统干扰
➢ 抗干扰的措施
I/O 点数 : 输入 2048 / 输出 2048
便携式机床操作板接口
Internet
伺服放大器 电机
机床操作面板
强电柜内的 I/O模块
维修讲I/O义LINK ß放大器
便携式机床操作面板
6
αi 系列伺服 PSM+SPM+SVM
放大器种类
高速、高精度、高功效 纳米控制伺服系统 输入电压: 200V型 400V型
FSSB
I/O 单元 I/O模块 外围轴
*(FS32i选择功能)
FS30i /31i /32i
显示器一体型
标准机床操作面板
αi 伺服放大器
αi 伺服电机
分离型检测器接 其它公司的直线编
口单元
码器
I/OLinkβi 放大器
βis 伺服电机
I/O Link AS-i 转换器 AS-i
手持机床操作面板用接口模块
维修讲义
33
OFS/SET画面应用
补偿/设定画面[OFS/SET]的应用
参数的保护
参数写入
保护
画面下参数
机床操作面板
保护
画面下参数
(以机床厂定义为准)
参数写入设定的保护 No3292#7=1(参数写入=0) (在[设定]画面下解除)
维修讲义
34
OFS/SET画面应用
补偿画面
累加输入
正确使用[+输入]和[输入]软键,以防输入错误造成机床运行错误。
维修讲义
伺服故障 软故障
系统报警 维修基础
10
数控系统的 硬件组成:
系统构成
CNC系统
伺服系统 PMC输入输出
维修讲义
11
数控系统的组成
NC
系统构成
以太网(FS16i/18i /21i*)
CNC
PC
FANUC FSSB
Internet
伺服
检测
逻辑控制
数字控制
I/O单元
FANUC I/O Link
- 交流感性负载(接触器线圈或触点)加装灭弧器 直流感性负载(继电器线圈)加装二极管
维修讲义
23
系统干扰
- 信号电缆的屏蔽接地处理 系统的信号线全部采用屏蔽电缆,其接地方法如下图
较长的通讯反馈电缆也可以通过加装磁环,来抵抗干扰。 信号线的屏蔽接地板尽量与电源单元的接地板分离。
以上方法的采用可主动性避免干扰的出现
存储卡的程序输入输出操作 ① No20=4 ② EDIT模式下 操作:
维修讲义
31
PROG画面应用
[操作]
执行所有程序的输出时,输出的程序名称设定为O-9999。
维修讲义
32
PROG保护
加工程序的保护 O8000~8999、O9000~9999加工程序可以通过参数设定加以保护 禁止删除、禁止输出、禁止检索、禁止编辑、禁止登录 设定方法 ①No3202#0 NE8、#4 NE9=1 禁止 ②No3210 PASS WORD 设定保护密码(对O9000~进行密码保护) 需要解除保护时 ③No3211 KEY WORD 中设定保护密码 ④No3202#4=0不禁止
-调整手动倍率开关,让机床慢速运行
-切近工件前观察机床待走量,确定程序和机床的正确位置关系
-关断单段、空运行模式,进行正常操作加工
维修讲义
29
PROG画面应用
DNC的操作(存储卡方式)
①参数的设定
No20=4、No138#7=1
②接通“RMT”操作模式
③
设定卡中文件号
循环启动
文件号
维修讲义
30
PROG画面应用
维修讲义
13
维修定义
更换部件时应注意的事项 ①更换NC部件时应先确认故障原因,拆卸NC内部板卡时注意拆卸方法和力度。
如:更换保险时,要先确认外部电压及外部短路原因 更换NC基板时,要确认系统内部的资料的备份,更换完成后进行资料的恢复 ②更换伺服单元时,报警为过流、高压等报警时要先确认外部的短路和强电回路 的连接及电压,a系列伺服更换时,其单元硬件跳线要与先前一致。 如果是连接绝对位置检出单元时,为防止原点丢失更换伺服单元动作要快。
八个开关对应八个NC输出信号
维修讲义
37
SYSTEM画面应用
维修讲义
3
0I-D系统类型
系统种类
• FANUC Series 0i – MD • 加工中心用CNC • 最多控制8轴
• FANUC Series 0i Mate – MD • 加工中心用CNC • 最多控制5轴
• FANUC Series 0i – TD • 车床用CNC • 1路径 最多控制8轴 • 2路径 最多控制11轴
维修讲义
20
-放大器的接地
系统干扰
信号地
三相电源输入
信号FG
电源FG
模块金属外壳
大地
电源单元的信号接地点应尽量与电源接地点分开,防止电源的噪音影响系统的运行。
维修讲义
21
系统干扰
- 电源输入端加装浪涌吸收器和噪音滤波器、隔离变压器等
维修讲义
22
系统干扰
噪音滤波器 ① 消除电缆的辐射噪音 ② 杂散电容引起的传导噪音
➢ 系统及I/O单元的状态或电源指示灯显示?
➢ 当故障为加工位置不正确时
- 尺寸的误差是多少?
- 位置画面的坐标显示与程序指令的对应状态?
- G代码的模态?
维修讲义
16
维修定义
其他情况 ➢ 机床周围有噪音吗?
- 故障发生时是否有行车经过、机床周围是否有放电加工设备、供 电电网的运行情况如何?
➢ 机床侧有防止干扰措施吗(接地、屏蔽等)? 对输入电源电压请检查下列项 - 系统以及伺服电压确认,有偏差吗? - 各项电压平衡吗? - 电源容量足够吗?
维修讲义
手持机床操作面板
5
系统种类
Series 16i / 18i / 21i - MODEL B的系统构成
超小超薄的LCD显示器一体型CNC
- 内嵌 以太网接口 (FS16i/18i)
CNC
PC
FANUC 串行伺服总线
FSSB
光缆
双重安全检查的 FSSB I/O
- FANUC I/O LINK ( 2 通道 )
βi -SVPM
ßi-SVM
ßi-SVM2
高可靠性、高性价比 AC伺服系统
维修讲义
7
电机种类
FANUC AC 伺服电机 αi 系列
FANUC AC 伺服电机 βi 系列
同步内装伺服电机DIS系列
内装主轴电机B iI系列
绝对是 αi CZ传 感器
维修讲义
8
维修概述
维修讲义
9
维修分级
具备综合分析能力 伺服原理及硬件结构 PMC原理、机床信号 NC工作原理及硬件结构 数控系统的基本操作
维修讲义
25
电柜的密封
柜门开孔
系统密封
焊接孔
柜底开孔
安装排风扇
维修讲义
26
系统功能操作
维修讲义
27
面板分布
MDI键盘
软键 返回键
扩展键
功能键
POS
PROG
OFFSET SETTING
位置显示 程序编辑 补偿设定
SYSTEM MESAGE GRAPH
系统画面 信息显示 图形显示
维修讲义
28
POS画面应用
维修讲义
35
OFS/SET画面应用
软操作面板的应用 操作:
No7200 #0~#6=1,使用软操作面板进行机床操作。
注:需PMC程序支持
维修讲义
36