哈工大_钎焊_杨建国 16.第03章 物理去膜-超声波辅助钎焊
无塑性转变温度(NDTT)实质的探讨

无塑性转变温度(NDTT)实质的探讨无塑性转变温度(NDTT)实质的探讨征温度的反映若以N13ff”f做为设计指标,贼偏于安生.关键词.望堡堑变鏖(NERO)苎堡茎:.堕盟盐盈逞崖挠度中国田书资料分类号1”6115.50引言由落锤试验所测定的材料无塑性转变温度(NDTT),是工程上广泛应用的一种动态转变温度指标,是表征材料抗冷脆性能的重要参量.近年来,即使利用断裂力学方法定量研究和解决结构断裂问题时,N】)1『r仍然是重要依据指标.例如,ASME原子能压力容器法规采用线弹性断裂力学判据KJ<x.R,而断裂韧性即是以NDI’T为依据的【1.因此,深入研究落锤试验的特点及其所确定的NDTT的本质,对于更好地指导结构抗脆断设计,型清NDTT的影响因素等,都具有十分重要的意义.本文通过对落锤试样做系列温度下的静态三点弯曲试验,分析了16Mn钢的断裂行为,进而对NDTT的实质进行了探讨.1试验材料及方法试验选材为16Mn钢板,其化学成分列于表1.所用坯料经过1250?奥氏体化保温25h后随炉冷却的退火处理,其显微组织为块状铁素体加琳光体.表1I6Mn钢的化学成分(砒%)1C1.,em~cml~NlnSteel竹c}s】mlP1S0.17l048】.龆l咀035lnoI9所用的P2型落锤试样按ASTME280—8l加工.COD试样【B20型,a,w=I/3,a=8mm)按GB2358—8O加工.奉史于1995年1月m日艘到联系美国军,工程师.哈尔淀锅炉冉艰责任司衬科研究所,15004056材料科学与工艺第4卷首先用COD试样进行系列温度的静态三点弯曲试验以确定材料的冷脆特征温度(断裂载荷达到谷值所对应的温度).将P2型落锤试样分为两组做三点弯曲试验.其中一组只在焊道上锯切切口后直接在系列温度下做静载三点弯曲试验(编称为A组样);另一组在焊道上锯切切lq后再在室温下预制裂纹(编称为B组试样),随后进行不同温度下的静载三点弯曲至断裂的试验.预制裂纹的方法为,试样锯切切口后,在室温下进行静载三点弯曲试验(试验机夹头移动速率为lmm/min),使焊道所在表面受拉,加载至焊道开裂即卸载,由于焊道开裂时将发生清脆的响声,在载荷一挠度曲线上也出现短暂的卸载现象,所以极易判断和控制加载情况.试样卸载后,在其切口处滴人蓝色墨水,将起裂部位着色.三点弯曲试验是在Instron1186型电子拉力试验机上进行,试验机加载速率为0.Store/rain,加载时跨距为100mm与落锤试验时的跨距相同,试验温度的误差控制在?2?.2试验结果及分析COD试样系列温度静态三点弯曲试验结果示于表2和图1.衰2COD试祥幕列温度静态三点弯盎试验数据Table2Teut0fCODspedm雕inThree一舯缸Slowb日r址aSeriesofTetrerera:mn~温度T(?)一75—65—60—52,44—35—30—20载荷咻N)2452600蚯IO25.9525蜘256926.402620COD(ram)0IIOn1000f2.nII5I咀l0l60n2}0温度T(?)一14—310204050载荷眦N)274028.2o30L?3i.803250370COD(ram)2l5n30.036505】O06300620一Z一龌堪,暑白U温度T(?)图I?D弯曲试样的断裂行为Fig.1FraCtureBehaviorofOODBendingSplm?s 130l20l1010090主80曼706t)辐5040302010O暑暑一;温度?)倒2A组试样的断裂行为Fig.2FrdcltweBchavlorofGroupASpec~P.Ai分别表示焊道起裂时的载荷殛挠度,d2分别为试样最终断裂载荷厦挠度第1期关国军等:无塑性转变温度(NDT’C)实质的探讨?57?如前所述,对于线型细缺口或裂缝试样(如COD试样),其断裂载荷随温度而变化, 在某一温度处出现谷值,对应这一温度断裂韧性出现明显的转折.此温度教定义为材料的冷脆特征温度.由表2和图l可见,试验材料的冷脆特征温度r为一35?.进一步研究表明.在温度处的解理断裂条件满足:Q一?O’y(70=式中,()为丁:温度下的材料屈服极限:Q为几何约束因子;So为材料解理特征应力.组试样的试验结果求于表3和图2.其中PI和I是堆焊焊道起裂并开始卸载时的载荷和挠度.从试验数据中可见到,Pl,l随试验温度的变化很小,且无规律性,即反映了脆性堆焊焊道(铸铁材料)的抗弯力学性能在低温下基本上不随温度变化.图2和表3中的P2d2是试样发生整体断裂时对应的载荷和挠度,它们在温度T:处发生突变.当试验温度T>T:时,载衰3A组试样的试验数据Table3T晰ofC唧Asgee~s’试验温度(?)一一44—36—35—30—23—520埤遭趋裂尊荷9n67舛.6792o0960o960o933392.0o93?P1(kN)埤道起裂挠廛n92092095l08095097n90l_l01fmml试样整体断爱戴荷8舶10.67l26778.708?970960oll930扪【N1试掸整体断裂挠度1.08l461.犯上77354dmm】荷增至Pl焊道起裂并卸载,载荷再继续加到咒时才发生整体断列;当试验温度丁<’时,载荷增至Pl时焊道开裂并立即失稳扩展至整个试样发生断列,不存在焊道起裂后的卸载一再加载现象.也就是说,此时咒应该等于零.但由于试验机刚度的缘故.不等于零,且也远小于PI.因为.d2分别对应于母材断裂时的载荷与挠度,反映的是母材的性能,且在温度丁:处发生突变,所以落锤试样焊道及热影响区的引人对母材的性能并无影响.未预裂的落锤试样的静载弯曲时的断裂行为在温度处产生突变的现象反映了温度r:所包含的母材止裂特性转折的含义.为了进一步验证上述结论的正确性,在B组试样的室温试验中对焊道预裂时的载荷和挠度均进行了控制,以保证初始裂纹形状和尺寸非常接近.断面着色检验也表明了控制的有效性.表4和图3示出了B组试样的试验结柴.其系列温度下静载三点弯曲断裂行为与上述C0D试样相似,断裂载荷也随试验温度变化,出现了一个谷值,谷值对应的温度也是一35?,与相同.对应于这个温度,断裂挠度也发生明显转折.可见,预裂的落锤试样的断裂行为反映了丁:作为材料性能决定的特征温度具有不随裂纹形态而变的特性,与未预裂的落锤件折断裂行为相一致.材料科学与工艺第4卷袁4组试样的试验数据Tal/le4TestData0fGH甲盘sl岫T哪试验温度?)一70—60一一35—26—20一l3—2?试样整体断裂载荷鼹7060?82.708530觳3098.6098.00n870试样整体断裂挠度嘎698o81m951.852152.85撕土49a2(mm)温度T(?)图3B组试样的断裂行为Fig.3Fractu~BehaviorofCnoupBSpecamemb皤睡温度Tc?)图4不同尖变速卑下屈服强度与温度-f的关系?4Rdationshipbetv~en?ddm劬?a力dTe’mp~atominwiom+Strain-~Rcs用于确定静态冷脆特征温度:的三点弯曲试验与确定NDTr的落锤试验,其本质差别仅在于两者的应变速率不同.温度’是对应于材料的静态冷脆特征温度.而NDTT 是对应于材料的动态冷脆特征温度.由于动态加载时的屈服极限高于静载的情形(如图4),而应变速率对材料的解理特征应国以及几何约束因子Q的影响甚微,所以依据公式啦(功=站及图4可知,材料的冷脆特征温度随应变速率的增加将向高温方向移动,静态冷脆特征温度将低于动载条件下材料的冷脆特征温度Nrr.鉴于上述分析及落锤试验中NDTI~附近材料宏观塑一脆行为的明显转折现象,可以推断,NDTT实质是锤击加载速率条件下材料的玲脆特征温度,具有与静态冷脆特征温度相同的物理内涵,与堆焊焊道的存在无关.由于材料具有冷脆性,所以测定材料的冷脆特征温度对于掌握材料的脆断特性以及零件的安全使用,防止脆断等都具有十分重要意义.特别是对压力宣传品,船舰和桥梁等的安全性,可靠性具有实际指导意义.由于实际构件基本上是静态条件下使用,冷脆特征温度接近于1:,远低于DNIT,因此.以NDTI’做为设计指标是非常可靠的,且偏于安全,过于保守,对此还需进一步研究.3结论(1)落锤试样的堆焊焊道只具有引发脆性裂缝的作用,所谓无塑性转变温度NDTr 实质上就是动载条件下材料的冷脆特征温度.从物理含义上讲,具有母材止裂特性,与堆焊焊道的第1期关国军等:无塑性转变温度(NDaq3实质的探讨存在无关.NDTT做为设计指标,偏于安全,过于保守,尚需进一步研究参考文献ASMEbo~larandVessd0.dS~tiOllEI.RulesFor0nofN栅呻0nc吣rappG.1972黄正.暗尔滨工业大学博士学位论文,l987黄正,船枚.金属,1990,9~(2):A107李道明晴尔滨工业大学博士学位论文,1987丰道朝.姚枝.金属.19~8,24(6):A432一枷StudyoftheNatureofNi~-DuctilityTransitionGuanC,uojunMuZhenfenWang)anJinlnngYaoMei{HarbirLBoilerCompanyLimited)唧iIrb缸Instituteof,出noI0Aks~ct]rhefracturebehaviorofthedrop-weightsp.cirnemfor16Mnsteelinslowendingatase6esoftemperaturesuinvestigated,whidaisnotaffectedbyboththe”,veld5 ~llnandtheHAZol?ted_日??ne).Theresultsshowedthatthefractureloadofthedrop-w~ghtspecimensinthree-pointslowbendingtakesasteeptransitionatthecharacteristicWansition temperatureofbrittlenessoftheparentmeta1.Thereforetheweldseamofthedr op-~e/ghtsped-IneI1sisequivalenttodynamiccrackandthen,cometotheconclusionthatthena tureofNDTTcharacterizesthechara~istictravsitiorttempel~tureofbfitttea~_mdy namicl0ad崆conditions.IfNDTTwasindesignthenparticularsafety,assn?ssed.Keywords:N-Du咖Transitiontemperaturen0;Drop-weight恼t;Characteristic transitiontempeatureofbrittleness;Ddl~ion。
特种焊接技术--第五章超声波焊接

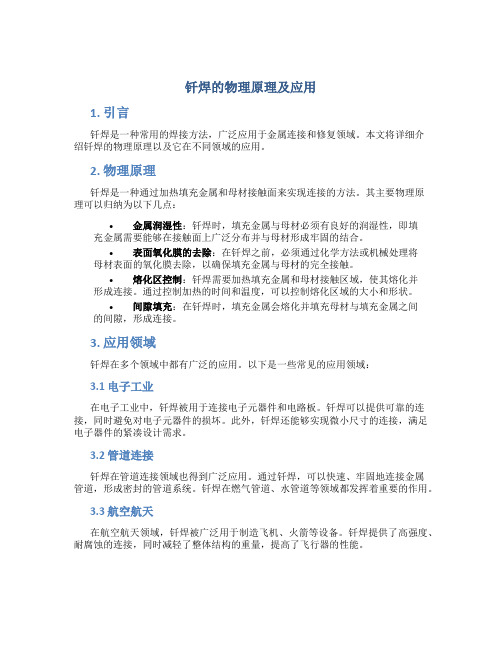
1-发生器 2-换能器 34-耦合杆 A-发生器 B聚能器 -声学系统 5-上声极6-焊件7-下声级8-电磁加压装臵 C-加压机构 D-控制装臵 9-控制加压电源10-程控器 19 材料科学与工程学院 压力焊
材料科学与工程学院
19
特种焊
1、超声波发生器 是焊机的核心设备。它是一种具有超声频率的 正弦电压波的电源,实质是一个包括机械振动系统 在内的单级或多级放大的自激振荡器。作用是将工 频(50Hz) 电流变成 15 ~ 60Hz 的震荡电流,并通 过输出变压器与换能器相耦合。 2、声学系统 超声波的关键部件,是电声耦合装臵(声学系 统),由换能器、聚能器(变幅杆)、耦合杆(传 振杆和上下声极)等组成。 主要作用是传输弹性振动能给焊件,以实现焊 接。声学系统设计的关在于按照选定的频率计算每 个声学组元的自振频率。
11
特种焊 2、缝焊 缝焊时超声波通过旋转运动的圆盘状声极传输 给工件,形成具有密封性的连续焊缝。 缝焊可以获得密封的连续焊缝。通常工件被夹 持在上、下焊盘之间。在特殊情况下可采用平板式 下声极。
材料科学与工程学院 压力焊 辽宁工程技术大学 材料科学与工程学院
12
12
特种焊 3、环焊 用环焊方法可以一次形成 封闭形焊缝,采用的是扭转振 动系统。焊接时焊盘扭转,振 动振幅相对于声极轴线呈对称 线性分布,轴心区振幅为零, 焊盘边缘振幅最大。显然环焊 最适用于微电子器件的封装工 艺。有时环焊也用于对气密要 求特别高的直线焊缝场合,此 时可采用部分重叠环焊方法, 类似缝焊获得连续直线焊缝。
材料科学与工程学院 压力焊 辽宁工程技术大学 材料科学与工程学院
20
20
特种焊 (1)换能器 将发生器的电震荡能转换成相同频率的机械振 动能,是焊机的机械振动源。有磁致伸缩式和压电 式两种。 磁致伸缩效应是当铁磁材料臵于交变磁场中, 将会在材料的长度方向发生宏观的同步伸缩变形现 象,常用镍片和铁铝合金,工作可靠,但换能效率 仅为20~30%,已被压电式换能器所替代。 压电式是利用某些非金属压电晶体(如石英、 锆酸铅、锆钛酸等)的逆压电效应。当压电材料在 一定晶面上受到压力或拉力时,会出现电荷,称为 正压电效应;反正,当在压电轴方向馈入交变电场 时,晶体会沿一定方向发生同步收缩现象,称逆压 电效应。效率高达80~90%,但寿命短。
书名、作者-哈尔滨工业大学(威海)教务处
书名、作者-哈尔滨工业大学(威海)教务处附录2《材料科学研究与工程技术系列》(修订版75种)序号书名作者策划编辑1金属热处理工艺学夏立芳(哈尔滨工业大学,教授,博士生导师)许雅莹2弹性与塑性力学基础王仲仁(哈尔滨工业大学。
教授,博士生导师,国家科技进步奖、尤里卡发明博览会金奖获得者)许雅莹3材料力学刘钊(哈尔滨工业大学,副教授)田秋4生物医药材料学李莉(哈尔滨工程大学材料学院副院长,教授,博士生导师)张秀华杨桦5材料加工过程控制技术王香(哈尔滨工程大学,教授)张秀华杨桦6材料科学基础教程赵品(燕山大学,教授)张秀华杨桦7材料科学基础教程习题及解答赵品(燕山大学,教授)张秀华杨桦8复合材料概论王荣国(哈尔滨工业大学,教授,博士生导师)张秀华杨桦9功能材料概论鄢景华(哈理工大学,教授,博士生导师)张秀华杨桦10应用表面化学姜兆华(哈尔滨工业大学化工学院院长,教授,博士生导师)张秀华杨桦11材料合成与制备方法曹茂盛(北京理工大学,青年杰出人才,教授,博士生导师)张秀华杨桦12材料科学与工程导论杨瑞城(兰州理工大学,教授博士生导师)张秀华杨桦13机械工程材料齐宝森(山东大学,教授)张秀华杨桦14机械工程材料学习指导(习题与实验)齐宝森(山东大学,教授)张秀华杨桦15固体物理学房晓勇(燕山大学,教授)张秀华杨桦16材料科学与工程文九巴(河南科技大学材料学院院长,教授,博士生导师)张秀华杨桦17建筑结构材料迟培云(青岛理工大学,教授)张秀华杨桦18高分子材料冯孝中(山东轻工学院,教授)张秀华杨桦19特种先进连接方法张柯柯(河南科技大学,教授,博士生导师)张秀华杨桦20 特种陶瓷工艺与性能《修订版》毕见强(山东大学,教授)张秀华杨桦21 塑料成型工艺与模具设计杨永顺(河南科技大学,教授)张秀华杨桦22 钢结构焊接导论王国凡(山东建筑大学,教授)张秀华杨桦23 金属热处理原理与工艺王顺兴(河南科技大学金属研究所所长,教授,博士生导师)张秀华杨桦24高分子科学实验教程王雅珍(齐齐哈尔大学高分子材料系主任,教授)张秀华杨桦25 材料成型工艺基础翟封祥(大连交通大学,教授)张秀华杨桦26 电弧焊基础杨春利(哈尔滨工业大学,教授,博士生导师)张秀华杨桦27 有机化学韩光范(江苏科技大学,教授)张秀华杨桦28 有机化学例题分析与习题解答韩光范(江苏科技大学,教授)张秀华杨桦29 物理化学邵光杰(燕山大学环境与化学工程学院,教授,博导)张秀华杨桦30 材料物理性能邱成军(黑龙江大学固体电子学与微电子学,教授,博导)张秀华杨桦31 统计热力学基础李春福(电子科技大学,教授,博导)张秀华杨桦32 传输原理吉泽升(哈尔滨理工大学材料科学与工程学院,教授,博导)张秀华杨桦33 高分子绝缘材料化学基础李长明(哈尔滨理工大学,教授)张秀华杨桦34 材料连接原理与工艺邹家生(江苏科技大学材料科学与工程学院,教授)张秀华杨桦35 新型材料及其应用齐宝森(山东大学教授)张秀华杨桦36 纳米材料导论曹茂盛(北京理工大学,青年杰出人才,教授,博士生导师)张秀华杨桦37 计算材料学李莉(哈尔滨工程大学教授,博导)张秀华杨桦38 结构材料学刘锦云(西华大学教授,硕导)张秀华杨桦39 材料研究方法黄新民(合肥工业大学,教授)张秀华杨桦40 再制造工程基础及其应用徐滨士(中国工程院院士)张秀华杨桦41 材料加工原理蒋成禹(江苏科技大学教授)张秀华杨桦42 无机非金属材料工学戴金辉(中国海洋大学,教授)张秀华杨桦43 材料化学席慧智(哈尔滨工程大学,教授)张秀华杨桦44 材料科学中数值模拟与计算徐瑞(燕山大学,教授)张秀华杨桦45 材料近代分析测试方法常铁军(哈尔滨工程大学,教授)张秀华杨桦46 无机非金属材料概论戴金辉(中国海洋大学,教授)张秀华杨桦47 材料合成化学徐甲强(上海大学,教授,博导)张秀华杨桦48 材料连接原理陈峥(江苏科技大学,教授)张秀华杨桦49 工程材料力学性能刘瑞堂(哈尔滨工程大学,教授,博导)张秀华杨桦50 材料现代设计理论与方法曹茂盛(北京理工大学,青年杰出人才,教授,博导)张秀华杨桦51 无机与分析化学郭文录(江苏科技大学,教授)张秀华杨桦52 无机与分析化学学习指导郭文录(江苏科技大学,教授)张秀华杨桦53 现代材料处理工艺过程计算机控制朱波(山东大学,教授,博导)张秀华杨桦54 材料加工中的计算机应用基础栾贻国(山东大学教授,博导)张秀华杨桦55 材料加工中的计算机应用技术栾贻国(山东大学教授,博导)张秀华杨桦56 材料强度学张俊善(大连理工大学,教授)张秀华杨桦57 材料物理导论杨尚林(哈尔滨工程大学,教授)张秀华杨桦58 高分子材料科学导论张德庆(齐齐哈尔大学,教授)张秀华杨桦59 无机非金属材料专业实验周永强(温州大学,教授)张秀华杨桦60 金属力学性能孙茂才(哈尔滨工业大学,教授)张秀华杨桦61 制造工艺基础崔明铎(山东建筑大学,教授)张秀华杨桦62 机械零件失效分析刘瑞堂(哈尔滨工程大学,教授,博导)张秀华杨桦63 新编工程材料耿洪滨(哈尔滨工业大学,教授,博士生导师)王超龙64 材料表面工程徐滨士(中国工程院院士)张秀华杨桦65 先进材料导论田永君(燕山大学材料学院院长,长江学者)张秀华杨桦66 清洁能源材料梁彤祥(清华大学核科院,教授)张秀华杨桦67 膨胀阻燃技术及应用鲍治宇(教授,博导)贾学斌68 材料热力学与动力学徐瑞(燕山大学,教授)张秀华杨桦69 材料表面工程技术王振廷(教授,黑龙江省材料加工工程学科梯队后备带头人)张秀华、杨桦、许雅莹70 材料物理性能王振廷(教授,黑龙江省材料加工工程学科梯队后备带头人)张秀华、杨桦、许雅莹71 材料基础实验教程徐家文(教授,承担国家级项目)张秀华、杨桦、许雅莹72 混凝土学张巨松(教授,学校学术带头人)许雅莹73 无机非金属材料工艺学张巨松(教授,学校学术带头人)许雅莹74 焊接工程实践教程郑光海(副教授,承担国防科工委项目)张秀华杨桦、许雅莹75 热处理设备王淑花(副教授)张秀华、杨桦、许雅莹。
第3章 钎焊去膜方法

12.2.3 机械及物理去膜
1.机械去膜过程 2.物理去膜过程
1.机械去膜过程
在钎焊某些金属及合金时,可利用机械刮擦作用破除 母材表面的氧化膜。
机械去膜过程有两种不同形式: 一种是借助于坚硬的物体,诸如刮刀、锉、钢刷、烙铁 等,沿母材表面加一定压力拖动来实现;
1.机械去膜过程
另一种是直接利用钎料棒端头,施以压力沿加热到钎焊 温度的母材表面拖动,在拖动过程中,即在破除氧化膜 的同时钎料端头受热熔化。这种去膜过程的特点是,只 有去膜工具刮擦到的地方表面氧化膜才会被破除,一般 只作为钎焊接头的第一步。低温钎焊某些金属时,例如 铝及其合金,由于缺少可用的钎剂和气体介质,这种去 膜方法还是方便有效的。
ZnCl2--NH4Cl状态图
软钎剂钎焊时母材表面氧化膜的去除
无机软钎剂 这类钎剂钎焊铬钢、镍铬合金或不锈钢时,其去膜能力仍显
不足,因而可以向其中添加一些盐酸来提高活性。 另外,这类钎剂的熔点较低,钎剂组元易吸潮,钎焊时易发
生飞溅或析出有害气体。为此可以用凡士林调制成膏状使用, 也可以向钎剂中加入一些高熔点的氯化物 ,如: CdCl2(568°C) KCl(768°C) NaCl(800°C)等,以此相应提高 钎剂的熔点。
ZnCl2--NH4Cl状态图
软钎剂钎焊时母材表面氧化膜的去除
氯化锌类钎剂去除氧化膜的作用在于其可 以和水形成络合酸:
ZnCl2+H2O→H[ZnCl2OH]
而生成的络合酸能够溶解金属氧化物, 例如氧化铁:
FeO+2H[ZnCl2OH]→H2O+Fe[ZnCl2OH]2。
在ZnCl2中加入NH4Cl不但可以提高钎剂 的活性,而且可以降低钎剂的熔点,从而 提高钎剂的工艺性能。
钎焊的物理原理及应用
钎焊的物理原理及应用1. 引言钎焊是一种常用的焊接方法,广泛应用于金属连接和修复领域。
本文将详细介绍钎焊的物理原理以及它在不同领域的应用。
2. 物理原理钎焊是一种通过加热填充金属和母材接触面来实现连接的方法。
其主要物理原理可以归纳为以下几点:•金属润湿性:钎焊时,填充金属与母材必须有良好的润湿性,即填充金属需要能够在接触面上广泛分布并与母材形成牢固的结合。
•表面氧化膜的去除:在钎焊之前,必须通过化学方法或机械处理将母材表面的氧化膜去除,以确保填充金属与母材的完全接触。
•熔化区控制:钎焊需要加热填充金属和母材接触区域,使其熔化并形成连接。
通过控制加热的时间和温度,可以控制熔化区域的大小和形状。
•间隙填充:在钎焊时,填充金属会熔化并填充母材与填充金属之间的间隙,形成连接。
3. 应用领域钎焊在多个领域中都有广泛的应用。
以下是一些常见的应用领域:3.1 电子工业在电子工业中,钎焊被用于连接电子元器件和电路板。
钎焊可以提供可靠的连接,同时避免对电子元器件的损坏。
此外,钎焊还能够实现微小尺寸的连接,满足电子器件的紧凑设计需求。
3.2 管道连接钎焊在管道连接领域也得到广泛应用。
通过钎焊,可以快速、牢固地连接金属管道,形成密封的管道系统。
钎焊在燃气管道、水管道等领域都发挥着重要的作用。
3.3 航空航天在航空航天领域,钎焊被广泛用于制造飞机、火箭等设备。
钎焊提供了高强度、耐腐蚀的连接,同时减轻了整体结构的重量,提高了飞行器的性能。
3.4 化工设备在化工设备制造中,钎焊用于连接不同材料的设备部件。
由于钎焊可以连接不同种类的金属或合金,它在化工设备中的应用非常重要。
3.5 珠宝制作钎焊也被广泛应用于珠宝制作领域。
通过钎焊,可以将珠宝的不同部件连接在一起,形成完整的珠宝作品。
钎焊提供了可靠的连接,并避免了对珠宝材料的破坏。
4. 结论钎焊是一种重要的焊接方法,具有广泛的应用领域。
通过掌握钎焊的物理原理,我们可以更好地理解钎焊过程,并在实际应用中取得更好的效果。
哈尔滨工业大学1984
哈尔滨工业大学1984、1985年获奖项目清单部级科学技术进步奖:(108项)1.130吨/时发电用流化床锅炉研究(一等)2.821型疲劳试验机电液伺服系统、微机数据采集与处理系统(一等)3.微机系统CAD工作站(一等)4.微机自适应控制电火花加工脉冲电流及放电状态分析仪(一等)5.星上遥感图象实时处理系统研究(一等)6.FJB-300型方波交流变换器(一等)7.轴承套圈精密辗压成型工艺(一等)8.单电源联合交流等离子弧焊接新工艺(一等)9.钻杆接头余热利用形变热处理新工艺的研究(一等)10.铁水高强度过滤器(一等)11.TX乙-1型凸轮自动测量仪(一等)12.稀土对碳氮共渗过程的活化催渗及其在汽车拖拉机齿轮上的应用(一等)13.SZD-2型甚低频真有效值电压表(二等)14.WCK-852型机床微机控制系统(二等)15.RNI-83缓蚀剂(二等)16.1000M3液氮装置不锈钢储罐焊接新工艺(二等)17.颗粒饲料机复合硬质合金轧辊铸造工艺(二等)18.光电宇宙探测系统(二等)19.石英电容伺服加速度计(二等)20.电流型逆变器异步机变频调速系统(二等)21.无功最优潮流(二等)22.氮化硅膜氢离子敏场效应晶体管的研究(二等)23.DPS-6机系统软件剖析与扩充(二等)24.无线电设备IEC-625自动测试系统(二等)25.新型10吨/时燃褐煤流化床锅炉的研究(二等)26.三向碳碳材料力学模型和强度准则(二等)27.辩织技术滤波技术及最优控制在飞行控制中的应用(二等)28.水、火、电系统经济调度(二等)29.数学反卷积理论及在时域自动测试中应用(二等)30.带智能接口的时域自动测试系统(二等)31.电沉积铁基复合材料层(二等)32.车床弹性变形磨床轴向微量进给装置(二等)33.5CrMnMo、GCr15两种钢超塑性笔杆成型(二等)34.Fu22Y凸性与Fu22y拓扑代数(二等)35.特大特深锌基合金型腔膜超塑性成形(二等)36.ZLD-75-10型真空离子化学热处理多用炉(二等)37.伺服阀滑阀副节流口工作边气动测量技术(二等)38.8311型智能光子计数系统研究(二等)39.1吨空气锤砧下隔振基础研究(二等)40.微型计算机控制多维纤维缠绕机研究(二等)41.印染厂微型机编制生产计划优化辅助决策系统(二等)42.企业管理信息系统(二等)43.SSB型双量程测力传感器(二等)44.高重复率小型TEACO2激光器(二等)45.WS5-54-11系列物料输送风机(二等)46.双层炉排锅炉的研究与应用(二等)47.CAMAC-FORTH实时测控语言系统(二等)48.高模碳纤维表面冷等离子体处理对复合材料力学性能的影响及机理研究(二等)49.花样自动设计系统(二等)50.真空相变传热式废热回收热水器开发研究(二等)51.微分方程反问题(二等)52.轴承套圈锻后控制冷却碳化物细化新工艺(二等)53.H62同步齿圈精密成形工艺(二等)54.铝合金尾翼等温锻造(二等)55.污染程度函数的字典序方法及其应用(二等)56.工质热物理性质研究(二等)57.Y7-1综合遥测系统及S8000微型机实时数据采集和处理系统(二等)58.高效高负荷叶轮机械的新设计方法与试验(二等)59.本征吸收新工艺(二等)60.五十点水位自动巡测仪(三等)61.DH1332型程控微波扫预信号源(三等)62.PCM-FM(FSM)-FM混合制遥测系统(三等)63.WB-1型微波煤水分快速测定仪(三等)64.全息存储用a、b轴掺铁铌酸锂单晶(三等)65.SG-TP微机温控器(三等)66.动态规划法语音识别中的应用研究(三等)67.微处理机流体质量计(三等)68.预想事故自动选折(三等)69.伪随机码相关函数的研究(三等)70.光缆数据传输系统(三等)71.微波炉扼流底板成形工艺(三等)72.塑料薄膜生产线微机控制系统(三等)73.<104>轴铌酸锂晶体(三等)74.双盘旋转式零件自动供料器(三等)75.印染企业生产作业计划微型机管理系统(三等)76.插齿刀加工的离合器端面齿轮及其刀具设计(三等)77.微机辅助英语教学及自学系统(三等)78.前进电动机运行特性微机测试台(三等)79.手表拉挡件复合强韧化新工艺(三等)80.最优潮流(三等)81.CO2红外激光外差接收单元技术(三等)82.弹性透镜验光仪(三等)83.推广应用现代化管理技术《价值工程》(三等)84.DGC-1型多功能插补装置(三等)85.电子稳速永磁直流微电机(三等)86.LS-83语音输入接口(三等)87.微机控制体育场大屏幕磁翻转计时计分显示设备(三等)88.YOTS450调速型液力偶合器研制(三等)89.铝酸蓄电池悬附一胶体电解质研制(三等)90.Y-745型锅炉离心引风机(三等)91.双弹性组元并联音叉式疲劳开缝机研制(三等)92.降低高压柱塞泵噪声的研究(三等)93.YOA400型液力偶合器研制(三等)94.低锡铝合金轴瓦电镀铝合金(三等)95.DTC-1型电池炭棒参数测试仪(三等)96.三价铬电镀工艺研究(三等)97.离子法处理氨三乙酸镀锌废水(三等)98.电力调度数据管理系统(三等)99.STY-100型激光器成果样机(三等)100.φ1.6mm焊丝CO2气体保护焊工艺研究(三等)101.振动台测试仪(三等)102.绕线式盘式直流电动机(三等)103.GZ-6型测振仪(三等)104.WOJ-3型多用微欧计(三等)105.HQ-702批控制系统全数字仿真(三等)106.WRY-1微机化量热仪(三等)107.寻的运动变参数系统分析设计方法(三等)108.阿城涤纶厂物质购运、存管理系统及短丝车间的成本信息系统(三等)哈尔滨工业大学1986年获奖项目清单航天部科技进步奖:(项)1.130吨/时发电用流化床锅炉研究(一等)秦裕琨2.821型疲劳试验机电液伺服系统、微机数据采集与处理系统(一等)冯汝鹏3.微机系统CAD工作站(一等)高国安4.微机自适应控制电火花加工脉冲电流及放电状态分析仪(一等)刘晋春5.星上遥感图象实时处理系统研究(一等)李仲荣6.FJB-300型方波交流变换器(一等)张九海7.轴承套圈精密辗压成型工艺(一等)吕炎8.提高大口径炮弹生产有模具寿命的研究(一等)冯晓曾9.单电源联合交流等离子弧焊接新工艺(一等)张修智10.钻杆接头余热利用形变热处理新工艺的研究(一等)姚忠凯11.铁水高强度过滤器(一等)叶荣茂12.TXZ-1型凸轮自动测量仪(一等)张善钟13.稀土对碳氮共渗过程的活化催渗及其在汽车拖拉机齿轮上的应用(一等)韦永德14.16位实时控制型微型计算机系统(一等)郭福顺15.UNIX操作系统移植(一等)李莲治16.SZD-2型甚低频真有效值电压表(二等)淦君载17.WCK-852型机床微机控制系统(二等)王宗培18.RNI-83缓蚀剂(二等)利建强19.1000M3液氮装置不锈钢储罐焊接新工艺(二等)张志明20.颗粒伺粒机复合硬质合金轧辊铸造工艺(二等)朱培铖21.光电宇宙探测系统(二等)张武祖22.石英电容伺服加速度计(二等)郭振芹23.电流型逆变器异步机变频调速系统(二等)赵昌颖24.无功最优潮流应用软件(二等)于松海25.氮化硅膜氢离子敏场效应晶体管的研究(二等)虞敦26.DPS-6机系统软件剖析与扩充(二等)王开铸27.无线电设备IEC-625自动测试系统(二等)徐明28.HF型红外线反射式压安全防护器(二等)徐炳星29.新型10吨/时燃褐煤流化锅炉的研究(二等)赵明泉30.三向碳碳材料力学模型和强度准则(二等)顾震隆31.辨识技术滤波技术及最优控制在飞行控制中的应用(二等)王子才32.水、火、电系统经济调度算法与程度(二等)柳焯33.数字反卷积理论及在时域自动测试中应用(二等)孙圣和34.带智能接口的时域自动测试系统(二等)孙圣和35.电沉积铁基复合材料层(二等)王金玉36.车床弹性变形磨床轴向微量进给装置(二等)李益民37.5CrMnMo、GCr15两种钢超塑性笔杆成型(二等)张吉人38.FuZZY凸性与FuZZY拓扑代数(二等)吴从忻39.特大特深锌基合金型腔膜超塑性成形(二等)郭殿俭40.ZLD-75-10型真空离子化学热处理多用炉(二等)夏立芳41.伺服阀滑阀副节流口工作边气动测量技术(二等)陶崇德42.8311型智能光子计数系统研究(二等)秦汝虎43.1吨空气锤钻下隔振基础研究(二等)高乃光44.微型计算机控制多维纤维缠绕研究(二等)李国伟45.印染厂微型机编制生产计划优化辅助决策系统(二等)黄梯云46.企业管理信息系统(二等)47.SSB型双量程测力传感器(二等)蒋作民48.高重复率小型TEACO2激光器(二等)张福泉49.WS5-54-11系列物料输送风机(二等)石道中50.双层炉排锅炉的研究与应用(二等)程勒51.CAMAC-FORTH实时测控语言系统(二等)李光汉52.高膜碳纤维表面冷等离子体处理对复合材料力学性能的影响及机理研究(二等)魏月贞53.花样自动设计系统(二等)李仲荣54.真空相变传热式废热回收热水器开发研究(二等)王克光55.微分方程反问题(二等)刘家琦56.电液伺服马达直接驱动变增益控制三轴转台单通道原理样机(二等)刘庆和57.轴承套圈锻后控制冷却碳化物细化新工艺(二等)李超58.H62同步齿圈精密成形工艺(二等)吕炎59.铝合金尾翼等温锻造(二等)王仲仁60.污染程度函数的字典序方法及其应用(二等)吴文芳61.工质热物理性质研究(二等)严家禄62.Y7-1综合遥测系统及S8000微型机实时数据采集和处理系统(二等)王开铸63.高效谢负荷叶轮机械的新设计方法与试验(二等)王仲奇64.本征吸收新工艺(二等)王贵华65.HQ-7舱面镁合金超塑性等温锻(二等)赵家昌66.伪随机码相关函数的研究(三等)吴中一67.光缆数据传输系统(三等)贾世楼68.微波炉扼流底板成形工艺(三等)杨玉英69.塑料薄膜生产线微机控制系统(三等)程退安70.(104)轴铌酸锂晶体(三等)徐玉恒71.双盘旋转式零件自动供料器(三等)李旦72.印染企业生产作业计划微型机管理系统(三等)黄梯云73.插齿刀加工的离合器端面齿轮及其刀具设计(三等)李华敏74.微机辅助英语教学及自学系统(三等)朱志莹75.步进电动机运行特性微机测试台(三等)王宗培76.手表拉挡件复合强韧化新工艺(三等)郭宝莲77.电力系统最优潮流应用软件(三等)柳焯78.CO2红外激光外差接收单元技术(三等)皮名嘉79.弹性透镜验光仪(三等)张武祖80.推广应用现代化管理技术《价值工程》(三等)王兰荣81.DGC-1型多功能插补装置(三等)王树范82.电子稳速永磁直流微电机(三等)王宗培83.LS-83语言入接口(三等)徐近需84.微机控制体育场大屏幕磁翻转计时计分显示设备(三等)朱志莹85.YOJ450调速型液力偶合器研制(三等)孙逢华86.铅酸蓄电池悬附-胶体电解质研制(三等)何竖鳌87.Y7-45型锅炉离心引风机(三等)石道中88.双弹性组元并联音叉式疲劳开缝机研制(三等)姚枚89.降低高压柱塞泵噪声的研究(三等)马六成90.YOA400型液力偶合器研制(三等)匡囊91.五十点水位自动巡测仪(三等)汪庆仁92.DH1332型程控微波扫频信号源(三等)张忠亭93.PCM-FM(FSM)-FM混合制遥测系统(三等)李正廉94.WB-1型微波煤水分快速测定仪(三等)邓绍范95.全息存储用a、b轴掺铁铌酸锂单晶(三等)徐玉恒96.SG-TP微机温控器(三等)尹宝智97.动态规划法在语言识别中的应用研究(三等)赵国田98.微处理机流体质量计(三等)张忠亭99.预想事故自动选析(三等)陈学允100.低锡铝合金轴瓦电镀铝合金(三等)温塑平101.DTC-1型电池炭棒参数测试仪(三等)张翠芬102.三价铬电镀工艺研究(三等)屠振密103.离子法处理氨三乙酸镀锌废水(三等)金蝉104.电力调度数据管理系统(三等)邓伟霖105.STY-100型激光器成果样机(三等)秦汝虎106.φ1.6mm焊丝CO气体保扩焊工艺研究(三等)张九海107.振动台测试仪(三等)张荣祥108.绕线式盘式直流电动机(三等)张宝铬109.GZ-6型测振仪(三等)段尚枢110.WOJ-3型多用微欧计(三等)王连弟111.HQ-702批控制系统全数字仿真(三等)何轶良112.WRY-1微机化量热仪(三等)洪文学113.寻的运动变参数系统分析设计方法(三等)胡恒章114.阿城涤纶厂物质购运,存管理系统及短丝车间的成本信息系统。
哈工大-钎焊复习思考题

哈工大-钎焊复习思考题1、钎焊技术原理钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。
2、描述全部钎焊工艺过程并简单分析各不同阶段所发生的物理或化学现象钎剂融化、钎剂填缝、钎剂去膜、钎料融化、钎料填缝钎焊工艺过程:一是钎料填满钎缝的过程,二是钎料同母材相互作用的过程。
如果钎焊时使用钎剂,则还有一个钎剂的填缝过程。
不同阶段的物理化学现象:一:钎剂在加热熔化后流入焊件间的间隙,同时熔化的钎剂与母材表面发生物化作用,从而清净母材表面,为钎料填缝创造条件。
二:随着加热温度升高,熔化的钎料与固态母材接触,润湿母材,并在其上铺展。
随后,熔化的钎料依靠毛细作用在钎缝间隙内流动进行填缝。
三:液态钎料在毛细填缝的同时,与母材发生相互扩散作用,一种是母材向液态钎料的扩散,即通常说的溶解;一种是钎料组分向母材的扩散。
3、钎焊技术特点优点:(1)加热温度较低(2)焊件变形小,尺寸精确高(3)可焊异种金属或材料(4)适合于批量生产,生产率很高缺点:(4)接头强度低(5)耐热性差总之,钎焊最明显的优点:母材不化钎料化。
钎焊较适宜连接精密、微型、复杂、多钎缝、异类材料的焊件。
4、简述钎焊工艺方法原理及特点烙铁钎焊用于细小简单或很薄零件的软钎焊。
波峰钎焊用于大批量印刷电路板和电子元件的组装焊接。
施焊时,250℃左右的熔融焊锡在泵的压力下通过窄缝形成波峰,工件经过波峰实现焊接。
这种方法生产率高,可在流水线上实现自动化生产。
火焰钎焊用可燃气体与氧气或压缩空气混合燃烧的火焰作为热源进行焊接。
火焰钎焊设备简单、操作方便,根据工件形状可用多火焰同时加热焊接。
这种方法适用于自行车架、铝水壶嘴等中、小件的焊接。
电阻钎焊利用电流流过被焊工件时,在钎料与母材界面因接触电阻,产生热量进行局部加热钎料,同时还对待焊接处施加一定的压力,加热快。
钎焊 第1章 概论 2016

发明了搅拌摩擦焊(Friction Stir Welding)。
SPECIAL JOINING GROUP
1.2 钎焊技术原理及应用 实例
SPECIAL JOINING GROUP
汽车散热器
冷凝器
SPECIAL JOINING GROUP
Al2O3陶瓷/可伐的关键部件
SPECIAL JOINING GROUP
SPECIAL JOINING GROUP
SPECIAL JOINING GROUP
浸沾钎焊 将工件部分或整体浸入 覆盖有钎剂的钎料浴槽 或只有熔盐的盐浴槽中 加热焊接。这种方法加 热均匀、迅速、温度控 制较为准确,适合于大 批量生产和大型构件的 焊接。盐浴槽中的盐多 由钎剂组成。焊后工件 上常残存大量的钎剂, 清洗工作量大。
SPECIAL JOINING GROUP
钎料合金体系的相关技术数据及特点
元素 钎料 合金 化学成分
Sn60%Pb39%
SnAg3%Cu0.5%
熔点 /℃
183
217
可焊材料
铜及铜合金
钎焊缝特点 及应用领域
电子封装行业中使用最 早最广的钎料 Pb 327℃,是有害元素 目前电子封装行业中使 用最广的无铅钎料 钎焊铝时Zn含量增加, 接头耐腐蚀性提高 (1) 不能用于真空钎焊 (2) 适合于无钎剂钎焊 应用最广泛的铝合金钎 焊用钎料;具有良好的 润湿性和流动性;耐腐 蚀性能好;可加工钎料 箔 熔点低,但是焊缝变脆
SPECIAL JOINING GROUP
教材及参考书
1.《钎焊》,邹僖主编(影印版),机械工业出版社 ,1988
2.《钎焊手册》(第二版),张启运,庄鸿寿,机械 工业出版社, 2008 3.《材料连接过程中的界面行为》,方洪渊,冯 吉才,哈尔滨工业大学出版社,2005 4.《钎焊技术及应用》,赵越,化学工业出版社 ,2004
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
当钎焊温度为220℃时,采用钎料、超声功率120W、超 声时间4S可获得最佳接头性能,其抗拉强度达150MPa, 与热处理后的1070铝合金母材的强度相当。
Joint strength of aluminum ultrasonic soldered under liquidus temperature of Sn–Zn hypereutectic solder. Journal of Materials Processing Technology Toru Nagaoka 2009.
6、超声波辅助钎焊 SiC陶瓷的超声波钎焊
超声波作用下,Zn-Al合金可以在SiC陶瓷片的缝隙进行钻缝。速度 非常快,可达20mm/s。工艺条件:加热温度420 ℃,间隙300μm, 超 声波作用时间3s),钎料铺展良好,钎料完全钻透没有气孔及未填充缺 陷。焊后接头的剪切强度可达10ur attention!
2、超声波烙铁钎焊
1950年,Notingk B.E.提出的电加热 1958年James Byron Jones 等 超声烙铁钎焊原理示意图 获取的美国专利燃气加热 超声波辅助钎焊烙铁
目前较常见的 超声烙铁钎焊设备形式
Noltingk, B.E. Ultrasonic soldering irons. Journal of Scientific Instruments, 1951. J.B.Jones, Ultrasonic brazing unit. United States Patent, 1958.
Takehiko Watanabe. Brazing of A5056 aluminium alloy with the aid of ultrasonic vibration using Ag filler metal. Quarterly Journal of the Japan Welding Society 2008
1、超声波物理作用基础
超声波对铝表面的破坏作用
试件表面:甘油-水的混合物 施加超声:振幅20μm,间20s。
a) b)
c)
超声波作用前后铝表面的AFM照片 a)无超声作用;b)有超声但试件表面无液 体;c)有超声作用20s,试件表面有甘油-水混合物
赵维巍 超声波钎焊物理机制及应用工艺研究 哈尔滨工业大学博士学位论文 2008
毛细填缝物理过程
a) A b) D c) B BM BM BM BM BM BM F FM E 1mm FM 1mm C FM 1mm
填缝时间固定为1s 间隙 (μm) 钻缝速度 (mm/s)
去除氧化膜所需 的最短时间(s)
a) b) c)
100 300 500
19 16.1 8.8
0.93 1.08 1.33
超声波/毛细复合作用下竖直填缝行为
甚至在竖直条件下超声波可使液 态合金在不润湿条件下克服重力 和自身粘度实现竖直填缝!
表明超声诱导产生的毛 细填缝能力更强,更适 合于焊接铝基复合材料 材料。
6、超声波辅助钎焊
母材:55% SiCp/A356复合材料 钎料:Zn-Al钎料 超声振幅20μm,频率20KHz,将试件加热到420℃时超声1S,之后以 20℃/min的速度将试件分别加热到420/450/475和500℃,再保温0-20min ,超声振动5S,之后在空气中冷却。
2、超声波烙铁钎焊
超声烙铁钎焊是超声波辅助钎焊的最早应用形式 起源于德国,1936年超声烙铁的文章发表
超声烙铁钎焊原理示意图
2、超声波烙铁钎焊 美国EWI,2007年发布的研究结果
3、超声波浸沾钎焊
19世纪70年代,超声波钎焊就广泛应用铝热交换器的焊接。 认为是超声波空化作用去除了铝表面氧化膜,同时,超声促 进了钎料的毛细填缝。超声时间超过6秒时,铝表面出现溶 蚀,焊接质量下降。
4、超声频摩擦辅助钎焊
当超声时间均为4S,钎焊温度从到 550℃到580℃时,发现当钎焊温度 为560℃时接头抗拉强度最大,且 断裂发生在母材上。
5、半固态超声波辅助钎焊
Toru Nagaoka在2009年采用Sn-Zn钎料,半固态超声钎焊了纯铝和 5056。 母材:1070纯铝和5056 钎料:Sn–xZn(x = 23, 40, 82%) 半固态超声钎焊, 超声功率为30-360W,频率 为19KHz。
报告提纲
1、超声波物理作用基础 2、超声波烙铁钎焊 3、超声波浸沾钎焊 4、超声频摩擦辅助钎焊 5、半固态超声波辅助钎焊 6、(焊件导入)超声波辅助钎焊
1、超声波物理作用基础 超声空化作用
CaCO3颗粒
空化气泡成长与 破裂 (125000帧/s)
CaCO3 颗粒被破碎
Wagterveld, R.M., et al., Visualization of acoustic cavitation effects on suspended calcite crystals. Ultrasonics Sonochemistry, 2011.
6、超声波辅助钎焊 超声波作用下毛细现象
在超声的作用下, 钎料能实现自动的钻缝过程
钎料钻缝过程示意图
闫久春等 Ultrasonic Brazing of Aluminum Alloy and Aluminum Matrix Composite, United State Patent, 2009
SPECIAL JOINING GROUP PECIAL OINING ROUP
超声空化对固体表面的作用
固体表面附近的空泡溃缩过程示意图
Handbook of acoustics By Malcolm J. Crocker Wiley-IEEE, 1998 K.S. Suslick in Kirk-Othmer Encyclopedia of Chemical Technology; 4th Ed. J. Wiley & Sons: New York, 1998, vol. 26, 517-541.
超声空化对固体表面的作用
钢试件: 40Cr, 水中 超声频率:20kHz,振幅:6μm
Chen, H. S. Damages on steel surface at the incubation stage of the vibration cavitation erosion in water Wear 265 (2008) 692–698
超声波盐浴钎焊用于焊接热交换器
4、超声频摩擦辅助钎焊
母材:5605铝合金 钎料:纯银 试样垂直放置,银钎料置于试 样之间并施加0.2MPa的压力, 然后以2℃/s的速度加热到钎焊 温度(550-580℃,在Al-Ag共晶 温度567℃附近,但低于Al、Ag 的熔点),再施加超声。 超声发生器的功率为600W,频 率为19.5KHz。
钎焊
————金属表面氧化膜及其去除机制 主讲:杨建国 先进焊接与连接国家重点实验室 哈尔滨工业大学
超声波辅助钎焊
感谢哈工大闫久春教授提供的部分讲稿
物理去膜原理及特点 利用机械刮擦作用破碎并去除母材表面氧化 膜,使液态钎料与母材直接接触发生润湿。 作用方式: (1) 利用坚硬的物体,在液态钎料层下沿母材表 面用力往复刮擦; (2) 直接用钎料棒端头在加热到钎焊温度下的母 材表面往复拖动。 特点: (1)不能彻底去掉全部母材表面的氧化膜; (2) 去膜后,润湿角仍然较大,不能实现液态钎 料毛细填缝过程。
超声空化效应对固体表面的作用
蚀坑周围出现彩色的环形区域,从 硬度的变化看,认为是由于空泡的 热效应造成材料表面局部热处理, 导致空泡中心硬度下降,外围硬度 较高。
Chen, H. S. A ring area formed around the erosion pit on 1Cr18Ni9Ti stainless steel surface in incipient cavitation erosion Wear 266 (2009) 884–887
Ultrasonic dissolution of brazing of 55% SiCp/A356 composites. Transactions of nonferrous metals society of China. ZHANG Yang .2009
6、超声波辅助钎焊实例
Zn-Al钎料向母材中的扩散降低了母材的熔点,使得母材的界面区域部分 熔化,在超声振动下,部分熔化的母材会分散到Zn-Al钎料中,SiC粒子 也会进入焊缝中,这样就形成了均匀的SiC粒子增强的焊缝。改变钎焊温 度可以控制焊缝区域中SiC粒子的含量,钎焊温度提高,焊缝中SiC粒子 增多,接头的抗剪强度提高。