五金产品质量审核报告
热镀锌角钢质量证明书检测报告

热镀锌角钢质量证明书检测报告自查报告。
为了确保产品质量和安全性,我们对热镀锌角钢进行了自查。
以下是自查报告:
1. 规格和尺寸,我们检查了热镀锌角钢的规格和尺寸,确保符合客户要求和标准规定。
2. 表面质量,我们对热镀锌角钢的表面进行了检查,确保镀锌层均匀、无氧化、无损伤等质量问题。
3. 化学成分,我们对热镀锌角钢的化学成分进行了检测,确保符合相关标准要求。
4. 机械性能,我们进行了拉伸、弯曲等机械性能测试,确保热镀锌角钢的强度和韧性符合标准要求。
5. 包装和标识,我们对热镀锌角钢的包装和标识进行了检查,确保产品包装完好,标识清晰。
通过以上自查,我们确认热镀锌角钢的质量符合相关标准和客户要求,可以放心使用。
自查人,(签名)日期,(年/月/日)。
产品质量检验总结汇报
产品质量检验总结汇报尊敬的领导和同事们:我很荣幸能够在这里向大家总结汇报我们最近进行的产品质量检验工作。
在过去的一个季度里,我们团队一直致力于确保我们公司生产的产品符合最高的质量标准,以满足客户的需求并提升公司形象。
在这篇报告中,我将向大家介绍我们的检验工作的主要内容和结果。
首先,我们团队对生产线上的产品进行了全面的检查和测试。
我们严格遵循了公司的质量标准和流程,确保每个产品都经过了严格的质量控制。
我们对产品的外观、尺寸、材料、工艺等方面进行了全面的检验,以确保产品的质量符合标准。
其次,我们还对产品进行了一系列的性能测试。
我们使用了各种测试设备和工具,对产品的功能、耐久性、安全性等方面进行了全面的测试,以确保产品能够在客户使用过程中稳定可靠。
最后,我们还对产品的包装进行了检查。
我们检查了产品包装的完整性、标识的准确性、防伪标识等方面,以确保产品在运输和使用过程中不受损坏,并且能够被客户准确识别。
在这次检验中,我们发现了一些质量问题,并及时采取了纠正措施。
我们与生产部门和供应商密切合作,及时解决了这些问题,确保了产品的质量。
总的来说,我们的产品质量检验工作取得了一定的成果。
通过我们的努力,我们成功地提高了产品的质量水平,提升了客户的满意度。
我们也发现了一些问题,并及时进行了纠正,为公司的持续发展保驾护航。
在未来的工作中,我们将继续努力,不断完善产品质量检验工作,确保公司生产的每一件产品都是高质量的。
我们也将继续与生产部门和供应商密切合作,共同提升产品质量,为公司的发展贡献力量。
谢谢大家对我们工作的支持和关注!此致。
敬礼。
检 测 报 告

检测报告TEST REPORT报告编号110061220045REPORT NO。
产品名称断线钳MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220015REPORT NO.产品名称内六角扳手MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220050REPORT NO.产品名称钢丝钳MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220055REPORT NO。
产品名称齐头扁锉MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT报告编号:GQFJ-GWJ2015-307检测报告TEST REPORT报告编号110061220063REPORT NO。
五金压铸产品审核作业指导书
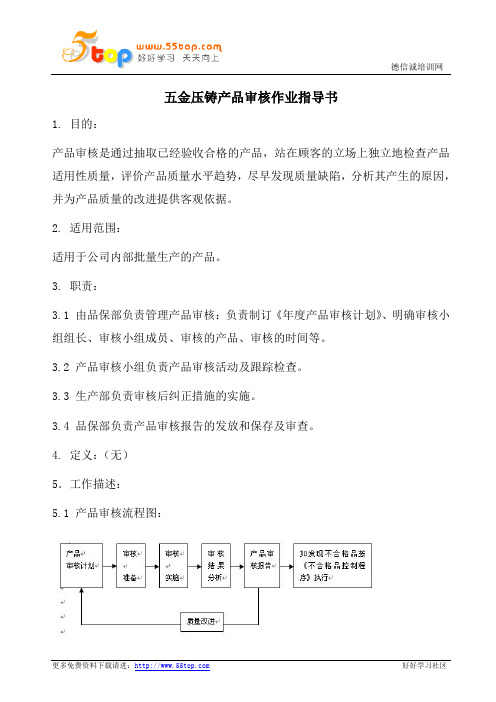
五金压铸产品审核作业指导书1. 目的:产品审核是通过抽取已经验收合格的产品,站在顾客的立场上独立地检查产品适用性质量,评价产品质量水平趋势,尽早发现质量缺陷,分析其产生的原因,并为产品质量的改进提供客观依据。
2. 适用范围:适用于公司内部批量生产的产品。
3. 职责:3.1 由品保部负责管理产品审核:负责制订《年度产品审核计划》、明确审核小组组长、审核小组成员、审核的产品、审核的时间等。
3.2 产品审核小组负责产品审核活动及跟踪检查。
3.3 生产部负责审核后纠正措施的实施。
3.4 品保部负责产品审核报告的发放和保存及审查。
4. 定义:(无)5.工作描述:5.1 产品审核流程图:5.2 产品审核计划5.2.1 由品保部每年的8月份编制次年的《年度产品审核计划》,报管理者代表批准,并以文件下发。
5.2.2 产品审核计划的主要内容:a.审核的目的和范围;b.审核预定日期;审核频次:在正常情况下,每半年至少进行一次,遇下列情况可随时安排临时审核。
(1)总裁根据工作需要认为有必要进行时;(2)出现重大质量事故时;(3)顾客提出要求时;(4)产品、过程发生更改;(5)出现其它必须安排审核的情况时。
c.审核组成员的要求:a) 必须具有内审员资格或者品保人员b) 与被审核活动或区域无直接责任(1)产品、过程发生更改;(2)出现其它必须安排审核的情况时。
d.审核组成员的要求:a) 必须具有内审员资格或者品保人员b) 与被审核活动或区域无直接责任5.3审核准备5.2.3 根据质量缺陷严重性分级表(附件一),作为产品审核实施的指导文件。
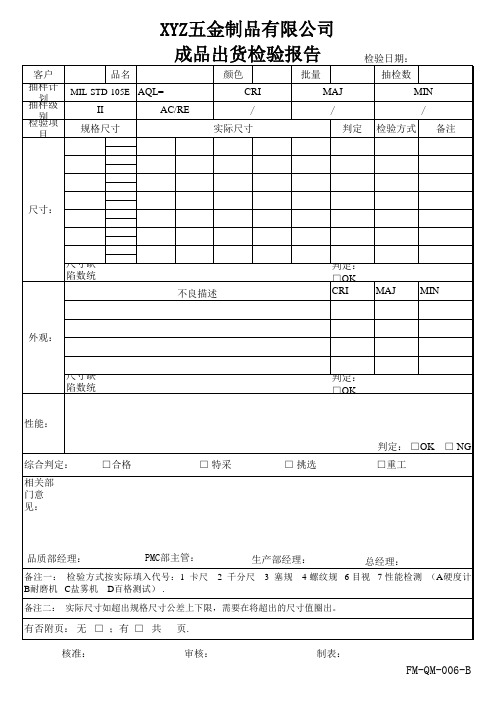
五金制品成品出货检验报告
MIN
II
AC/RE
/
/
/
规格尺寸
实际尺寸
判定 检验方式 备注
尺寸:
尺寸缺 陷数统
外观:
尺寸缺 陷数统
性能:
综合判定:
相关部 门意 见:
□合格
不良描述 □ 特采
判定:□OKຫໍສະໝຸດ CRIMAJ MIN
判定: □OK
□ 挑选
判定: □OK □ NG □重工
品质部经理:
PMC部主管:
备注一: 检验方式按实际填入代号:1 卡尺 B耐磨机 C盐雾机 D百格测试) .
生产部经理:
总经理:
2 千分尺 3 塞规 4 螺纹规 6 目视 7 性能检测 (A硬度计
备注二: 实际尺寸如超出规格尺寸公差上下限,需要在将超出的尺寸值圈出。
有否附页: 无 □ ;有 □ 共___页.
核准:
审核:
制表:
FM-QM-006-B
成品出货检验报告客户品名颜色批量抽检数抽样计划milstd105eaqlcrimajmin抽样级别iiacre检验项目规格尺寸实际尺寸判定检验方式备注尺寸
XYZ五金制品有限公司
客户 抽样计 抽划样级 检别验项
目
成品出货检验报告
检验日期:
品名
颜色
批量
抽检数
MIL-STD-105E AQL=
CRI
MAJ
品质改善报告
PD1005(底部批锋,毛边,擅 自取消对位线)
原因分析:1.冲压下料,半切工序模具设计不当,造成冲 外形废料时拉起毛边,批锋现象。 2. 擅自取消对位线:1.贵司要求PD0912对位线取消,改为 “S”尚准标记,因当时工程记错料号误把PD1005对位 线取消。 改善对策:1.重新设计调整冲压下料,半切模具,由原来 背面直角改为R角。担当:张志显 12/21完成 2.重新追加对位线。担当:张志显 12/21完成 3.已生产产品重新镭雕对位线。担当:张亮亮 12/21完成 4.后续如再有变更要求时,我司必须与贵司确认清楚后再 进行修正。
PD1005(颜色偏亮,蓝,暗, 白,黑,深)
• 原因分析: • 1.偏亮,蓝,暗:A:CD纹时同时有四台机生产,有部 分机台车出光泽会偏亮,偏暗一些,阳极时未区分开使 用同一条件生产,导致光泽偏亮,蓝,暗。 • 2.偏白:CD纹偏浅,导致阳极后偏白。 • 3.偏黑(深):CD纹车削刀具因素,导致阳极后颜色偏 黑(深)。 • 改善对策: • 1.CD纹机无法完全克服,由CD纹后每台机生产产品区 分隔离至阳极,阳极时跟据不同光泽效果调整合适参数 确保颜色品质。 • 2.调整CD纹机台参数,确保阳极后颜色与限度样一致。 • 3.更换新的刀具。12/19 • 4.成品出货检验时,由原来AQL抽样水准加抽100PCS 进行检验.
东莞尚准五金制品有限公司
品质异常改善报告
制作:沈小纳 审核:邹泽成
PD0912(颜色偏黄)
• • • • • 原因分析: 1.前处理化抛时间过短,导致产品表面光泽偏暗。 2.阳极时间过长,表面氧化膜厚导致颜色偏黄。 改善对策: 1.调整前处理化抛时间由原来20秒调整25秒,并严格 参照限度样作业,针对样板模棱两可之间差异部分, 全检时要分开层别,由生产/品保主管确认后才能流入 下工站。担当:黄中轩、邹泽成 • 2.阳极时间由原来13分种调整为10分钟,非特殊情 况不可更改 。担当:黄中轩 完成时间:12/22完成 • 3.成品出货检验时,由原来AQL抽样水准加抽 100PCS进行检验.
五金件可靠性测试标准
1.目的:作为指导生产人员和品质测试人员的依据,用以规范和统一五金件产品可靠性测试标准,维护产品品质。
本规范为终端产品上所采用五金件的铝合金与镁合金阻抗、盐雾测试与高温高湿规范,外观五金零件盐雾测试请参考各产品的外观盐雾测试规范。
2.范围:适用于捷荣客户五金件、测试规范、压铸镁合金、压铸铝合金。
3.权责:3.1.实验室测试人员:负责执行本作业程序,并准确记录实验过程和结果。
3.2.实验室负责人:负责审核结果。
4.引用文件:下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
5.术语和定义Term&Definition:第2页共12页6.内容6.1.测量条件及环境的规则6.1.1.距离:人眼与被测物表面的距离为300mm〜350mm;6.1.2.时间:每片检查时间不超过10s (10s内检验不出的缺陷可以不算);6.1.3.位置:检视面与桌面成45°;上下左右转动15°;6.1.4.照明:100W冷白荧光灯,光源距被测物表面500 mm-550mm(照度达800 Lux-1200 Lux)。
6.1.5.实验室测试环境要求温度:+15℃ - +35℃相对湿度:40% - 60%对应参考标准:6.2.测试项目6.2.1.阻抗检验6.2.1.1.检验环境及仪器•检验环境:温度25+/-2摄氏度,相对湿度40%+/-5%•检验仪器:镭雕区阻抗检测精度以美国FLUKE电阻仪测试数据为准,或同等水平测试仪器。
•检验探头:探针直径中1.5mm的球头探针,探针需要负重70g;6.2.1.2.检验步骤•将红黑表笔对接,仪器校准到0.1。
以内;------------------------------------------ 第3页共12页---------------------------------------五金件可靠性测试标准•如果不能校准到0.1。
五金模具检验规范

5.1.2.3 检验合格的物料贴上“合格”标签,仓管人员办理入库手续。 5.1.2.4 检验不合格的物料,质检部会同设计、钳工、数控等有关人员进行检讨,可同意
的以“特别使用”进行标识,无法使用的贴上“不合格”标签并予以隔离。 5.1.2.5 采购担当将不合格物料的信息反馈给供应商,无法使用的物品予以退回同时填写
检验要求
缺陷类别
尺寸
尺寸 尺寸 3D 值 垂直度
斜度
卡尺 千分尺/机床 三次元/机床 三次元/机床
三次元/角度尺
满足设计图纸要求(孔、槽可用塞规、芯棒测量) 满足造型数据要求 满足设计图纸要求
重要
适配性
实配
滑动部滑动顺畅,产品面间隙≤0.03mm,其它间隙≤0.05mm
冲裁模具
外观 1、模具零件不同意有裂纹,工作表面不同意有划痕、机械损伤、锈蚀等表面缺陷
不合格处理。 5.2.2.2 质检部接到报检信息后进行抽样或者全数检查,并将检验结果填入《出/入库检验
记录》。 5.2.2.3 检验合格的部件以“合格”进行标识,移交下一道工序。 5.2.2.4 检验不合格的部件,质检部会同设计、钳工、数控等有关人员进行检讨,可同意
的以“特别使用”进行标识,无法使用的贴上“不合格”标签并予以隔离。 5.2.2.5 关于不合格项质检部开《不合格项整改报告》,有关部门对问题点分析、纠正与预
1. 五金模具检验规范
对来自于外部的物料、内部加工的部品与总成后的模具按要求进行检验,以确保投入使用的物料、部
品与模具满足预期的要求。
2. 范围
适用于所有构成模具的部品及模具,包含采购的物料、委外与内部加工的部品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合格□不合格□□放行
总结:
需要进一步采取措施是□否□
审核员:审核日期:2013-2-28
产品质量审核报告
产品名称
车床件
抽样日期
2012/09/12
引用标准
客户要求和紧固件标准
生产数量
200PCS
抽样地点
包装部
版本号
A/5
生产批号
12062701
序号
主要特性/额定值
抽样数(n)
检验结果
A级缺陷数量
B级缺陷数量
C级缺陷数量
总缺陷点数
1
表面硬度HV400~600
10PCS
500
2
心部硬度HV280~380
10PCS
320
3
扭力3kgf.cm
10PCS
4
4
外观
10PCS
OK
5ห้องสมุดไป่ตู้
包装
10PCS
OK
6
7
8
结果
总缺陷点数(FPZ):0质量审核得分(QKZ):100%
判定
合格□不合格□□放行
总结:
需要进一步采取措施是□否□
审核员:审核日期:
五金产品质量审核报告
产品名称
螺丝
抽样日期
2013/02/28
引用标准
客户要求和紧固件标准
生产数量
5K
抽样地点
包装部
版本号
A/0
生产批号
2013012901
序号
主要特性/额定值
抽样数(n)
检验结果
A级缺陷数量
B级缺陷数量
C级缺陷数量
总缺陷点数
1
T-10
10PCS
OK
2
1.01-1.27
10PCS
1.25
3
5.6+/-0.3
10PCS
5.37
4
2.4+/-0.3
10PCS
2.46
5
6
10PCS
5.73
6
1.0MAX
10PCS
0.85
7
M3X0.5-6g
10PCS
OK
8
2.96-2.89
10PCS
2.95
9
NYLOK 90°
10PCS
OK
10
外观
10PCS
OK
结果
总缺陷点数(FPZ):0
质量审核得分(QKZ):100%