燃气-蒸汽联合循环机组余热锅炉典型缺陷修复
燃气轮机—蒸汽机联合循环发电机组调差系数优化整定分析与处理
燃气轮机—蒸汽机联合循环发电机组调差系数优化整定分析与处理作者:***来源:《科技风》2021年第36期摘要:目前,隨着我国电力企业对节能环保越来越重视,以及电网对电厂调峰能力更高的要求,燃气轮机—蒸汽机联合循环电厂在广东电网中的比例不断增加,通过对燃机发电机和汽机发电机励磁系统调差系数进行优化整定,重点研究同套机组间无功分配、机组阻尼,并分析对电力系统稳定器(PSS)的影响,为燃气轮机发电机组的调差系数优化整定工作具有重要的意义。
关键词:励磁系统;调差系数;动态稳定;优化整定中图分类号:TM712随着我国经济的持续发展,国内的电力需求持续增加,电力需求量已处于世界首位。
目前,国内电网内的发电厂种类较多,其中火力发电以燃煤为主,而燃煤发电存在许多缺点,如热效率低、高污染以及调峰能力不足等。
燃气发电机组是市场新环境和世界环保需求推出的新主力发电机组,其中燃气轮机—蒸汽机联合循环发电机组具有建设周期短、效率高、污染小等优点在热电联产和冷点联产工程中积极作用[1],随着电网对火力发电企业环保减排及调峰能力的越来越重视,燃气轮机发电机组在我国火力发电力所占比例不断增长。
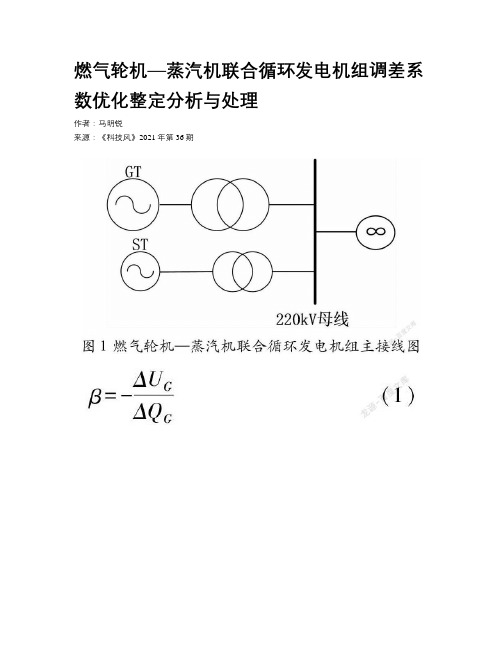
燃气轮机—蒸汽机联合循环发电机组包括燃气轮机、余热锅炉、蒸汽轮机、发电机以及辅机[2],因此一套燃气轮机—蒸汽机联合循环发电机组为一台燃气发电机及一台汽轮发电机,两者通过各自的主变压器升压后并接在变电站,主接线如图1所示。
燃机发电单元与汽机发电单元的容量及主变短路电抗存在较大差异,因此需要对两台机组发电机调差系数进行调整优化。
调差系数是励磁系统中描述同步发电机无功电压外特性的参数,其值大其值大小不但对发电机电压和无功功率具有重要影响,也间接影响到电网电压水平[3-5]。
因此,对燃气轮机—蒸汽机组调差系数优化计算对电网系统稳定有重要作用。
1 励磁系统调差系数同步发电机励磁系统调差系数的定义如下:发电机在功率因数为0的工况下,发电机无功功率QG从0变化到额定值,发电机机端电压UG随之变化的变化率,调差系数实际是发电机电压调节特性曲线的直线斜率,公式如下所示:国内外对其中调差系数的极性有不同的规定,国内规定向下倾斜的曲线为正调差;反之,向上倾斜的曲线为负调差,斜率水平平行于QG轴的为零调差,特性曲线如下图2所示。
燃气-蒸汽联合循环机组余热锅炉安全门整定中旁路超温的问题分析

2 . B e i j i n g J i n g q i a o T h e r ma l P o w e r C o . L t d . , B e i j i n g 1 0 0 0 1 1 , C h i n a ;
3 . C h i n a S i n o g y E l e c t r i c E n g i n e e r i n g C o . L t d . , S h a n g h a i 2 0 0 0 6 1 , C h i n a )
p r o v e m en t me a s u r e .
Ke y wo r d s: g a s — s t e a m c o mb i n e d c y c l e ; HRS G; s e c u r i t y v a l v e s e t t i n g; b y p a s s ; o v e r — t e mp e r a t u r e
余热锅炉烟风管道的焊接缺陷及处理措施
等
பைடு நூலகம்
出现 一 些 焊 接 缺 陷 . 烟 风 管 道 由 于 自身 的 特 点 对 于 而 密 闭 性 、 道 的 连 接 强 度 等 都 有 很 高 的 要 求 , 焊 接 管 在
事 故 隐 患
选用合 理 的焊接规 范 . 正操 作姿 势 . 矫 采用 正确
过程 中避免各种焊接 缺陷 的出现 、提高焊接 质量 、 处
铁 质 杂 质 在 矿 渣 中 不 仅 仅 以 金 属 原 态 存 在 . 多 的 是 更 以熔 融 态 包 裹 在 矿 渣 中 . 何 尽 可 能 多 的 除 去 矿 渣 中 如
的铁 质杂质 . 以达 到 尽 可 能 延 长 矿 渣 立 磨 的 关 键 粉 磨
HRM 矿 渣 立 磨 有 独 特 L R 的 除铁 装 置 . 装 置 RS 该 专 门用 于 用 立 磨 粉 磨 含 金 属 类 杂 质 较 多 的 物 料 — —
度 要 求 选 取 , 分 焊 接 位 置 采 用 低 氢 焊 条 。 管 管 焊 接 部
一
由于烟风管道对接 时采用多层焊 接 . 接过 程 中 焊 焊 条 产 生 的 焊 渣 没 有 清 理 干 净 是 夹 渣 产 生 的 重 要 原
般 采 用 对 接 形 式 ,坡 V一 般 有 V 型 、 I U型 、复 合 型
因。其次焊接 的坡 口角度不合理 、 口太小 。 坡 或上层焊
道 与 坡 口 间形 成 了 夹 角 . 致 熔 渣 不 能 充 分 融 化 浮 出 导 熔 池 另 外 焊 接 电流 过 小 也 会 导 致 熔 渣 不 能 充 分 融 化 浮 出熔 池
等 , 钢 管 的 壁 厚 等 参 数 而 定 焊 缝 的 检 验 一 般 采 用 视 射 线 检测 及 超声 波 检测 的方 式
联合循环机组余热锅炉运行中的问题及措施分析陈超明欧卫东
联合循环机组余热锅炉运行中的问题及措施分析陈超明欧卫东发布时间:2023-07-18T01:27:58.232Z 来源:《中国科技信息》2023年9期作者:陈超明欧卫东[导读] 针对三菱M701FA联合循环发电机组三期3×460MW燃气-蒸汽联合循环机组,机组总体配置为:一台M701F4型低NOx 燃气轮机、一台336.6MW燃气轮发电机、一台无补燃三压再热自然余热锅炉、一台蒸汽轮机和一台150MW蒸汽轮发电机。
机组正常运行时补水量明显大量增加,造成了除盐水的严重损失。
分析了三菱M701FA联合循环发电机组整个汽水系统存在的问题、优化汽水系统的必要性和安全性,并提出具体优化系统阀门及注意事项,最后对使用这一方法的效益进行了分析。
中山嘉明电力有限公司 528437摘要:针对三菱M701FA联合循环发电机组三期3×460MW燃气-蒸汽联合循环机组,机组总体配置为:一台M701F4型低NOx 燃气轮机、一台336.6MW燃气轮发电机、一台无补燃三压再热自然余热锅炉、一台蒸汽轮机和一台150MW蒸汽轮发电机。
机组正常运行时补水量明显大量增加,造成了除盐水的严重损失。
分析了三菱M701FA联合循环发电机组整个汽水系统存在的问题、优化汽水系统的必要性和安全性,并提出具体优化系统阀门及注意事项,最后对使用这一方法的效益进行了分析。
关键字:M701FA联合循环余热锅炉疏水系统节能、安全引言节能减排就是节约能源、降低能源消耗、减少污染物排放。
“节能减排”出自于我国“十一五”规划纲要。
纲要明确提出,“十一五”期间单位国内生产总值能耗降低20%左右、主要污染物排放总量减少10%。
节能减排是建设资源节约型、环境友好型社会的必然选择;是推进经济结构调整,转变增长方式的必由之路;是维护中华民族长远利益的必然要求。
因此对#9/10机组运行时补水量大量升高造成的损失进行研究,并对其存在问题进行改造使其达到节能的目的,对促进实现节约型社会的合理推广应用具有一定的意义。
燃气-蒸汽联合循环机组检修研究

A c a d e m i c F o r u m/ 学术论坛燃气-蒸汽联合循环机组检修研究张瑶(天津华电南疆热电有限公司,天津300450)摘要:随着国民经济的不断增长,科学技术的不断创新,我国电力行业建设发展得到了质的飞跃。
燃气-蒸汽联合循环技术高效应用作为火力发电厂经营管理过程的重中之重,是一项不可或缺的关键内容,直接关系到火力发电厂的热效率,能 否帮助发电厂有效解决火力发电相关污染问题。
因此,现代电力企业要高度重视燃气-蒸汽联合循环机组的日常检修维护 工作,结合实际故障问题采取有效解决措施,确保机组能够正常稳定的持续运行,全面提升电力生产质量和效率。
文章将 进一步对燃气-蒸汽联合循环机组检修展开分析与探讨,旨在为同行业提供科学参考意见。
关键词:燃气-蒸汽;联合循环机组;检修1引言当前是一个经济全球化时代,我国电力行业建设发展要 与时俱进,跟上时代前进的脚步。
燃气-蒸汽联合循环作为一项具有良好发展前景的发电技术,为我国大力发展洁净煤 发电技术作出了较大的贡献。
随着时间不断推移,该项技术 变得越来越成熟完善,被广泛应用在火力发电厂的电力生产 工作中,然而,由于循环机组的高负荷运行出现了各种安全 故障问题,一定程度上损害了机组使用寿命,降低了电力安 全生产效率,不利于电力企业建设和谐稳定发展。
针对于此,电力企业要组建起高能力、高素质的燃气-蒸汽联合循环机组检修人才队伍,完善检修管理规章制度,创新运用检修技 术和方法,充分保障机组设备运行的安全可靠性。
2燃气-蒸汽联合循环机组检修工作现状燃气-蒸汽联合循环机组在电力生产中的应用优势在于 环境污染小、能源转换率高以及适应性广,是当前电力企业 广泛采用的一种洁净煤发电方式。
电力企业在燃气-蒸汽联合循环机组日常检修工作中主要存在着以下几方面问题:(1)与西方发达国家相比较,我国对于大型燃气-蒸汽联合循环机组的运行管理水平较为落后,无论是机组结构 设计,还是设备类型选择仍然是在沿用传统火电机组模式,这样一来就会导致燃气-蒸汽联合循环机组设备,尤其是辅 助设备安全可靠性无法有效满足机组设备的日常启停运行方 式,从而会因为设备缺陷造成需要频繁的被动维修,提高了 电力企业的机组设备维修成本。
S209FA燃气-蒸汽联合循环机组典型故障及其处理方法
国
图 2 实测 找中数据
作 者简介 : 韩建清 ( 1 9 6 8一 ) , 男, 浙 江余姚 人 , 硕 士研究 生 , 高级 工程 师 , 长 期从 事燃气 轮 机发 电技 术。E . ma i l : 1 5 1 0 4 2 @
第2 6卷
第 2期
《 燃
气
轮
机
技
术》
V o L 2 6 No . 2
2 0 1 3年 6月
GAS TURBI NE TECHNoLoGY
J u n . ,2 0 1 3
S 2 0 9 F A燃气一 蒸汽联合循环机组典型故障及其处理 方法
韩建清
( 浙江国华余姚燃气发电有限责任公司, 浙江 余姚 3 1 5 4 0 0 )
文献标识码 : A 文章编号 : 1 0 0 9— 2 8 8 9 ( 2 0 1 3 ) 0 2— 0 0 5 2—0 5
中图分类号 : T K 4 7 8
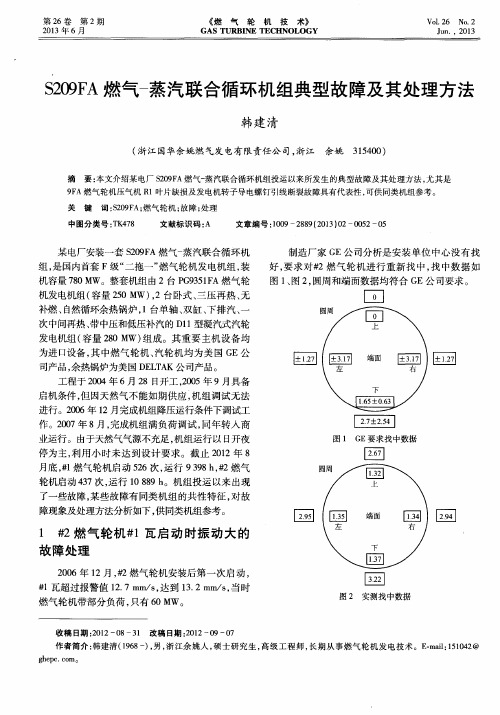
某电厂安装一套 S 2 0 9 F A燃气一 蒸汽联合循环机, 装
机 发 电机组 ( 容量 2 5 0 M W) , 2台卧式 、 三 压再 热 、 无
团
补燃 、 自 然循环余热锅炉, 1 台单轴 、 双缸 、 下排汽、 一
次 中间再热 、 带 中压和低压补 汽的 D 1 1型凝汽式汽 轮 发 电机组 ( 容量 2 8 0 MW) 组 成 。其 重 要 主机 设 备 均 为进 口设备 , 其 中燃 气 轮 机 、 汽轮 机 均 为美 国 G E公
当时机 组负荷 还没有 带 足 , G E公 司 提 出 根 据 机 组 在 全 负 荷 情 况 下 的 振 动 情 况 再 决 定 处 理
余热锅炉常见故障及处理方法

余热锅炉常见故障及处理方法
余热锅炉常见故障及处理方法
当有故障发生时,应首先检查正常运行所需的条件是否满足:
1、电源供应是否正常?
2、油箱内是否有油?燃气供应是否正常?
3、所有安全装置,如锅炉压力控制器、水位保护装置、限位开关等设定是否正确。
若故障并非因上述条件未能满足引起,则应检查有关的部件。
在此处列举了一些ELCO品牌燃烧器常见的故障,其余品牌的燃烧器活ELCO燃烧器的详细说明,请参考各自配套的燃烧器说明书。
1、点不着火
故障
故障现象
故障原因
处理方法
安全阀
1. 关闭不严,经常漏气。
2. 没有达到开启压力便开启。
3. 达到开启压力却不开启。
4. 阀芯回位迟缓。
1. 阀芯位置装配不正确。
2. 密封面损坏。
3. 阀芯、阀座质量低劣。
4. 阀杆弯曲或安装倾斜。
5. 长期运行,弹簧产生永久变形。
6. 弹簧放置不平,强力衰减。
7. 调校不准确。
8. 排汽能力小。
1. 更换安全阀。
2. 调校安全阀。
3. 修复安全阀。
4. 取消在安全阀管座上连接其它管路的错误做法。
燃气―蒸汽联合循环余热锅炉酸洗方案优化及效果分析

燃气―蒸汽联合循环余热锅炉酸洗方案优化及效果分析早晨的阳光透过窗帘,洒在键盘上,思绪随之跳跃。
十年来,我一直在方案的海洋中徜徉,今天,就让我以“燃气―蒸汽联合循环余热锅炉酸洗方案优化及效果分析”为主题,展开一场意识流的书写吧。
咱们得明确,燃气―蒸汽联合循环余热锅炉是现代工业的心脏,它的健康状况直接关系到整个生产流程的顺畅与否。
那么,酸洗就是它的保健品,定期进行酸洗,可以清除锅炉内部的水垢和腐蚀产物,保证锅炉的高效运行。
一、方案优化1.酸洗前的准备在进行酸洗之前,我们要对锅炉进行全面的检查,了解锅炉的结构、材质以及水垢的类型。
这就像医生在给人看病之前,要了解病人的身体状况一样。
2.酸洗液的选择选择合适的酸洗液,是酸洗成功的关键。
我们通常会选择柠檬酸、磷酸等弱酸,这些酸对金属的腐蚀性较小,同时能够有效地去除水垢。
这就好比给病人开药,既要考虑药效,又要考虑副作用。
3.酸洗工艺的优化(1)采用分段式酸洗,将锅炉分为若干段,逐段进行酸洗,这样可以让酸液充分作用于水垢,提高清洗效果。
(2)控制酸洗液的温度和浓度,使其在最佳范围内,既能有效去除水垢,又不会对锅炉造成过大的腐蚀。
(3)在酸洗过程中,适时添加缓蚀剂,降低酸液对金属的腐蚀性。
4.酸洗后的处理酸洗完成后,要及时对锅炉进行冲洗,清除残留的酸液和腐蚀产物。
然后,进行钝化处理,防止锅炉在运行过程中再次结垢。
二、效果分析1.清洗效果经过优化后的酸洗方案,清洗效果显著。
锅炉内部的水垢和腐蚀产物被彻底清除,恢复了锅炉的原有性能。
2.腐蚀程度通过控制酸洗液的温度和浓度,以及添加缓蚀剂,锅炉的腐蚀程度得到了有效控制,保证了锅炉的使用寿命。
3.经济效益优化后的酸洗方案,降低了酸洗成本,减少了锅炉的维修次数,提高了生产效率,为企业带来了显著的经济效益。
4.环保效益采用分段式酸洗,减少了酸液的使用量,降低了废液的处理压力,减轻了环境负担。
在这个信息爆炸的时代,我们要不断优化方案,提高工作效率,为企业创造更多的价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S A5 l 6 G r 7 0 钢 ,内 径 I 9 0 0 mI l l ,
取用壁厚1 0 5 mn l ,长 1 3 4 0 0 mm。
 ̄ J L l f . l 燃 机
为I 5本 ■ 菱提 供 的
M7 0 l F,汽 饥 号 为 东 汽 提 供 的
钢 ,内 弪 l 2 5 0 mm,厚 度2 8 mm,
、
进 度 、成 本 管 理 ,实现 丁 单
运行移交投产 ,
前该 机 组 已
8 . 结语
本 程 的焊接施 I : 管理经验 必
将 为今后更 多的焊接施 工提供 u r 的借 鉴 ,具有较 好的推广价值 。
完成焊 道 J 8 7 0 0 道 、 连 续 三 个
1 8 2 . 9 m m ×2 7 . 4mm 。
解 决 缺 陷 的 影 响 。 焊 接 修 复 时 存 在 的 生 披 术 难 点 焊 热 处 理 。 若 加 热 区 域温 度 梯 度 过 大 ,
现 裂 纹 ,形 貌 如 图 2 所禾 。陔I 1 1
邮 件 火 效 情 况 。 某 次技 术监 督 检 洲 过 } l ’发 现 锅 炉高 压锅 筒 、 l } J J { 锅 筒 管 角焊 缝 存 在 缺 陷 ,
锅筒简 体 材料 为S A5 1 6 G r 7 ( )
的完成 J 项 H的焊 接 施 工 。焊
一
会 员大会获得2 0 1 6 年全旧优秀焊 接T程一等奖 ,i 易 奖项是对莱 苑
6 机 组 安 装焊 接 施 作 业 莫 大 的
肯定 。
次 探 伤 合格 率 9 9 . 5 %,完 成
作 者 简介 :程 文 俊 等 山 东
电力建 设 第一 工 程 , 厶 \司 。
要特 征提 出了修 复方 案 ,最 终成 功修 复 了上述 缺 陷。
关键词 :联合循环机组; 金属技术监督; 典型缺陷
某f 乜厂 燃 气 一 蒸 汽 联 合 循 环
冉 热 冷 段 管 道 不 等 厚P 9 l / P 2 2 种 钢 接 头 焊 缝 硬 度 严 重 超 怀 ,均 为 机 组 建 造 、维 修 中 经 常 … 现 的
管端 外径4 0 6. 4 I T I m,
2 6 . 1 9 mm。
J
燃 、 自然
: 余热 锅 炉 ,型 号 为
NG M7 0l F R。 该饥 组 采 日
( 2 ) 巾 压 锅 筒 上 ‘ 管『 f 】 缝裂纹缺 陷 ( 缺 陷2 ) 余热 锅 炉 中 锅筒设 计工作温 度2 5 7 c,
设 计 [作 压 力 4. 0 7 M Pa , 伶
起 州峰 运 行 方 式 ,部 件 失效 除 r 基 建 巾 存 住 的缺 陷 导致 外 , 人部 分 为 热 一 机 械 疲 劳 、 腐 蚀 等
原 造 成 ,以 往 发 乍过 多起 金 属
中 发 现 扩 建 端 升 管 角 焊 缝 } l I
下 降 管 材 料 为s Al 0 5 ,接 管 外
5 6 6 . 4 ml Y l ,取 用 壁 厚 1 0 6 . 2 mI n,
TC 2 F 3 0 , 余 热 锅 炉 为 杭 锅 制
造 的 J 、 冉 热 、卧 式 、 无 补
1 . 缺陷情况
( 1 )商』 t i 锅简 l 降 符 角 焊 缝 气 孔 缺 ( 缺 陷1 ) 余 热 锅 炉 高压锅 筒改 计 I : 作温 度3 2 9 c, 设计 J 作H ; 力l 2 . 0 7 MP a ,检 查 中 发 现 高 锅 简 降 管 角 焊缝 存 在 表 面 气 孔 。打 縻 清 除 后 ,洲 得 打 磨 沟 槽 长6 l I T I m, 最 深 5 . 5 mm , 开1 5最 宽 1 O m1 1 " 1 ,沟 惜 形 貌 如 l 所示 。i 曩 高压 锅筒 简体材料 为
r 水 、 巾 管、l 6 8 运 行一次 成
助 ,2 0 l 5 年l 2 月2 3 E t 完 成l 6 8 h i  ̄
皿= = l f 7 ( ) 5 0 4
参 嚣 黼工 7 1 Fra bibliotekP , l 电 建 设
接接 , t t l J : 采 川2 . 2 5 C卜l Mo 焊 材 ,他焊 恢 热处 的可 行 性 大 大
降低 。
是2 0 O( ( q 焊 后 热 处 理
最 高允许温 度为6 5 0 C ,『 f 『 i 征 这
一
温度 I ,
使 延 长焊 接 热 处理
的f 温时I ' U 1 ,焊缝 金属 的 硬 度 假
也难以 l 降。 图1 打磨后的沟槽形貌
图2 上 升管角焊缝 出现 的裂纹
J 】 . , j 完 成焊道 突破 l 7 0 0 0 道 的
常 乎稳 运 行 约 7 0 0 0 h 。 陔项 目 于
2 0 1 6 年1 0 J 】 2 4  ̄ 2 7日住 珠 海 举 、 的中国] : 程 建 设 焊 接 协 会第 七 次
施 l : I 己录 , 如 期 、 高 效 、 环 保
P 吣 I 电 建 设
燃气一 蒸汽联合循环机组余热 锅炉典型缺陷修复
曾小 云 吕一仕 刘 正字 孙 斌
【 摘 要 】 某电厂 燃 气一 蒸汽联 合循 环机 组 余热锅 炉在技 术监 督检验 中 发现 高压 锅 筒、 中压锅 筒
管座 角焊缝 存在裂纹缺 陷,以及再热冷段 管道异种钢接头焊缝硬度超标等典型缺陷。针对缺陷的主
综 合 学虑 I 殳 I 1 0 现状 f 【 J 焊 缝 的硬 度f , f , 改x , l ‘ t l l c t , ' ,  ̄ 缝 进 行 埘 陔 焊 接
I l 殴 k度 l 3 4 0 0 n l m。 【 竹 { 受1 { 叫 : } 为s A 1 0 5, J j 格 为