总装工艺流程图SVG
总装工艺流程图
安装后视镜 总成
安装四门密 封条
安装四门玻璃升降 器开关总成
安装门扶手
.
安装变速箱换挡 操纵机构
安装行李箱锁体
安装后保险杠总成
安装前后风挡玻璃 及后视镜
安装前后保险杠支 架及前防撞梁
华泰 巍巍中
然屹立
安装风窗洗涤器管路 及组件
安装前后组合灯
安装加热器进 出水管
安装A\B\C柱上下 护板
安装发动机罩 密封条
安装行李箱密封 条及装饰板
安装冷凝器、散热器、中 冷器及冷却风扇
安装发动机罩锁体、车温 传感器、高低音电喇叭
安装副仪表板总成 及组件
安装后吹面风道 、 后吹面过渡风道
安装座椅总 成及组件
安装前保险杠 总成及组件
安装前机舱锁盖 板总成
匹配遥控钥匙
安装前刮臂总成
进行燃油气密及 通气测试
安装转向盘总成
安装前后车标 总成
安装车门
进行三合一 加注
进行制动 液加注
.
进行冷媒 加注
进行燃油 加注
粘贴整车标识
预热发动机进 行脱附测试
HAWTAI MOTOR
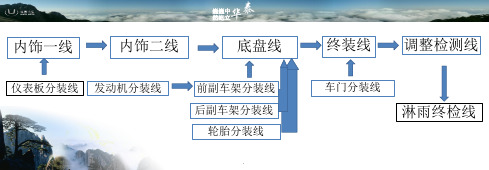
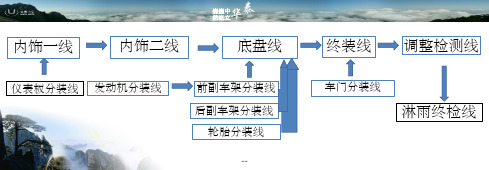
内饰一线
内饰二线
华泰 巍巍中
然屹立
底盘线
仪表板分装线 发动机分装线
前副车架分装线 后副车架分装线
轮胎分装线
.
终装线 调整检测线
车门分装线
淋雨终检线
HAWTAI MOTOR
打刻、粘贴铭牌
拆卸车门
安装气撑杆
华泰 巍巍中
然屹立
安装堵盖
安装天窗总成
安装左右地板 线束
安装顶棚线束
安装发动机 左右悬置
安装燃油箱总 成及组件
总装工艺流程图ppt课件
内饰一线
内饰二线
华泰 巍巍中
然屹立
底盘线
仪表板分装线 发动机分装线
前副车架分装线 后副车架分装线
轮胎分装线
--
终装线 调整检测线
车门分装线
淋雨终检线
HAWTAI MOTOR
打刻、粘贴铭牌
拆卸车门
安装气撑杆
华泰 巍巍中
然屹立
安装堵盖
安装天窗总成
安装左右地板 线束
安装顶棚线束
安装发动机 左右悬置
安装仪表板左 下面板本体
室内 电器盒总成
安装组合仪表 总成
安装点火开关、 时钟弹簧
安装桃木装饰 板
安装中控台面 板
HAWTAI MOTOR
安装堵盖
安装燃油系统 管路
安装排气管后 段总成
安装燃油箱总 成及组件
安装前轮速传感 器及线束总成
安装车身下和 两侧防护板
华泰 巍巍中
安装四门防水 薄膜
安装四门窗框装 饰板及角饰板
安装四门玻璃内 外横向密封条
安装后视镜 总成
安装四门密 封条
安装四门玻璃升降 器开关总成
安装门扶手
--
安装变速箱换挡 操纵机构
安装行李箱锁体
安装后保险杠总成
安装前后风挡玻璃 及后视镜
安装前后保险杠支 架及前防撞梁
华泰 巍巍中
然屹立
安装风窗洗涤器管路 及组件
安装前后组合灯
安装加热器进 出水管
安装A\B\C柱上下 护板
安装发动机罩 密封条
安装行李箱密封 条及装饰板
安装冷凝器、散热器、中 冷器及冷却风扇
安装发动机罩锁体、车温 传感器、高低音电喇叭
--
总装工艺流程图 PPT

安装发动机罩拉 索、隔热垫
安装燃油滤清器、 碳罐总成
安装离合器总泵、 离合器踏板及管路
安装变速箱换挡 操纵机构
安装行李箱锁体
安装后保险杠总成
安装前后风挡玻璃 及后视镜
安装前后保险杠支 架及前防撞梁
安装风窗洗涤器管路 及组件
安装前后组合灯
安装加热器进 出水管
安装A\B\C柱上下 护板
安装发动机罩 密封条
安装车身下和 两侧防护板
安装燃油系统 管路
安装变速器换挡操纵 机构及组件
安装发动机悬 置支架
安装前、后轮 挡泥板
安装排气管中 段总成及组件
安装轮胎总成
安装排气吊挂、排气系 后悬挂、排气隔热板
安装左右前制 动软管总成
发动机
安装起动机
安装离合器从 动盘
安装膨胀水箱 出水管
安装油冷器出 水管
安装发动机前 后悬置支架
安装变速箱 安装压缩机
安装发动机线 束总成
安装进气系统 管路
安装离合器分 泵
安装转向泵及 皮带
安装左右传动 半轴
安装排气管前 段总成
安装变速器操纵换 挡机构组件
安装前副车架 总成安装左右三角 摆总成安装发动机前 后悬置
安装前制动器 总成
安装前横向稳 定杆及组件
安装转向器、转向进回 油管及组件
安装前悬置托架 总成
匹配遥控钥匙
安装前刮臂总成
进行燃油气密及 通气测试
安装转向盘总成
安装前后车标 总成
安装车门
进行三合一 加注
进行制动 液加注
进行冷媒 加注
进行燃油 加注
粘贴整车标识
预热发动机进 行脱附测试
安装大杂物箱 总成
总装工艺典型图例

分析单位department of analysis :分 析analysis 检 查check①需要追加、变更④成本、投资费用②品质问题 qulity ○⑤作业性改善③性能、技能改善车型零件名称件号版本分析日期 the date of analysis :MODELpart name item edition管理编号:现状及问题 点 problem对策及要求事项MEASUREMENT签字 sign 日期 date冲压 press签字 sign焊接 weld设计确认涂装 coating 总装 assembly②相关部门意见 the comment of related department设 计 design工艺跟踪情况result零件工艺变更要求表 The requirement of part examination提案理由由于天窗前端出水管总成(左)的排水管软管导出量过少,会发生向着室内脱落。
天窗前端出水管总成(左)의 DRIAN HOSE 가 前围上板에 돌출된 량이 적어 실내로 빠짐 발생우려分析单位department of analysis :分 析analysis 检 查check①需要追加、变更④成本、投资费用②品质问题 qulity ○⑤作业性改善③性能、技能改善车型零件名称件号版本分析日期 the date of analysis :MODELpart name item edition管理编号:现状及问题 点 problem对策及要求事项MEASUREMENT签字 sign 日期 date冲压 press签字 sign焊接 weld设计确认涂装 coating 总装 assembly②相关部门意见 the comment of related department 设 计 design工艺跟踪情况result零件工艺变更要求表 The requirement of part examination提案理由前保上安装支架(左)安装在组合前灯总成(左)时,由于未有安装定位销与装配部形状导致无法安装。
鱼骨图--APQP流JB5054流程图
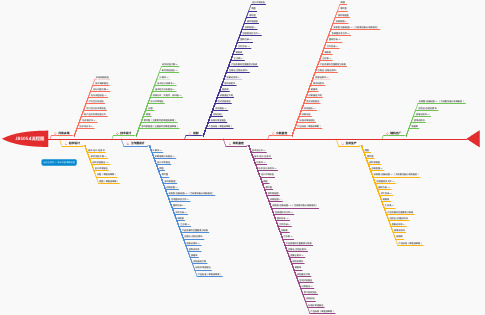
J B5054流程图开发决策市场预测报告技术调研报告先行试验大纲“+”先行试验报告“+”可行性分析报告可行性分析评审报告新产品开发项目建议书技术报价书“+”技术协议书“+”初步设计技术(设计)任务书研究试验大纲“+”研究试验报告 “+”设计评审报告总图(草图或草案)简图(草图或草案)技术设计研究试验大纲“+”研究试验报告“+”计算书“+”技术设计说明书“+”技术经济分析报告“+”特殊元件、外购件、材料表“+”设计评审报告总图简图零件图(主要零件的草图或草案)部件装配图(主要部件的草图或草案)工作图设计计算书“+”早期故障分析报告“+”设计评审报告简图零件图部件装配图总装配图“+”安装图(含基础图)“+”(为成套设备必须具备的)包装图样及文件“+”图样目录“+”文件目录“+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书)质量证明书“+”使用说明书装箱单试制鉴定大纲标准化审查报告产品标准(草图或草案)试制设计评审报告简图零件图部件装配图总装配图“+”包装图样及文件“+”图样目录“+”文件目录 “+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书 )质量证明书“+”使用说明书装箱单试制鉴定大纲型式试验报告试用报告“+”试制总结标准化审查报告产品标准(草图或草案)样机鉴定技术协议书“+”技术(设计)任务书计算书“+”技术设计说明书“+”设计评审报告简图零件图部件装配图总装配图“+”安装图(含基础图)“+”(为成套设备必须具备的)包装图样及文件“+”图样目录 “+”文件目录“+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书)质量证明书“+”使用说明书装箱单试制鉴定大纲型式试验报告试用报告“+”用户验收报告试制总结标准化审查报告产品标准(草图或草案)小批鉴定简图零件图部件装配图总装配图“+”安装图(含基础图)“+”(为成套设备必须具备的)包装图样及文件“+”图样目录 “+”文件目录“+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书)质量证明书“+”使用说明书装箱单试制鉴定大纲型式试验报告试用报告“+”试制总结标准化审查报告产品标准(草图或草案)正式生产简图零件图部件装配图总装配图“+”安装图(含基础图)“+”(为成套设备必须具备的)包装图样及文件“+”图样目录 “+”文件目录“+”明细表汇总表“+”产品质量特性重要度分级表合格证(合格证明书)质量证明书“+”使用说明书装箱单产品标准(草图或草案)随机出厂安装图(含基础图)“+”(为成套设备必须具备的)合格证(合格证明书)质量证明书“+”使用说明书装箱单自由主符号“+” 表示可酌情确定题。
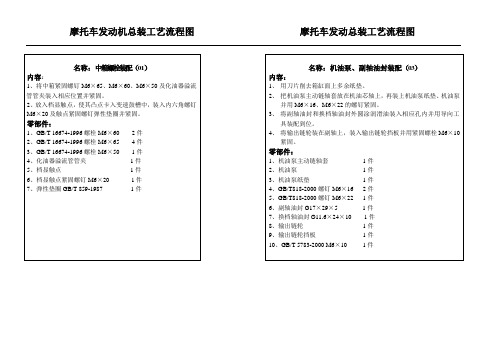
总装工艺流程图
6、垫圈Ø15×1.5 1件
7、密封圈Ø14.5×18.5×2.4 1件
名称:气缸头装配(06)
内容:
1、将正时链条套在曲轴链轮上,装上张紧轮、正时链轮、导向轮、导向轮轴铝垫及导向轮轴并旋入三圈以上。
2、装缸头组件,把正时链轮提到与凸轮轴对齐,插入M6×110螺栓(带垫圈Ø6.2×1.5)进入凸轮轴孔中防止正时链轮滑落。
3、装离合器分离升板、曲轴过油管及弹簧、离合器分离臂。
4、检查离合器紧固螺母扭力。
零部件:
1、自动离合器1件2、离合器盖板1件
3、纸垫1件4、GB/T276-1994轴承1件
5、螺母1件6、防松垫片1件
7、弹性垫圈1件8、曲轴过油管1件
9、弹簧1件
10、离合器分离升板1件
11、离合器分离臂1件
12、GB/T 819.1-2000螺钉M5×7 4件
3、在活塞销表面上涂上润滑油后用手推入活塞销孔,用尖嘴钳将活塞销挡圈镶入槽内。
零部件:
1、A栓M6×202 2件
2、B栓M6×194 2件
3、定位销Ø8×12 26、活塞销1件
7、活塞销挡圈1件
8、气缸体底回油密封圈1件
名称:气缸体装配(05)
内容:
1、转动曲轴,使活塞留在上止点,用手指按住活塞环,把缸体向下推压致活塞全部进入缸体孔内。
10、档显线1件
11、档显线压板1件
12、GB/T 16674-1996螺栓M6×12 1件
名称:气密性检测(关键工序)(13)
内容:
1、将气压调整好后将通气管套在发动机废气管上。
2、将发动机放入水箱中,在保证进排气关闭的状态况下,发动机各部位不允许有气泡,若有气泡的地方用粉笔做好标识,进行返修。
汽车总装工序-副本
内饰装配线(1)
。
内饰装配线(2)
。
内饰装配线(3)
内饰装配线(4)
内饰装配线(5)
内饰装配线(6)
内饰装配线(7)
内饰装配线(8)
内饰装配线(9)
内饰装配线(10)
内饰装配线(11)
安装前排扶手箱
安装前排座椅
底盘装配线(1)
底盘装配线 (2)
底盘装配线 (3)
底盘装配线(4)
鼓式刹车有一形状类似铃鼓的铸铁件,称为 刹车鼓,它与轮胎固定并同速转动。盘式刹 车具有较佳的反应性及稳定性,散热性较佳, 更换简便等优点。鼓式刹车的成本较低、绝 对制动力更高,被较多地运用在小型轿车的 后轮。 但其磨耗率较高,因此同时整体成本 较高。
碟刹的优缺点
• 碟刹的优点 • 1、盘式刹车散热性较鼓式刹车佳,在连续踩踏刹车时比较不会造成刹车衰退而使刹车
安装整车控制电路,在底 板上预埋线束
安装前排扶手箱 ,前排座椅 发动机和变速箱是作为一个 动力总成来整体,安装安装 传动前后传动轴和排气管
安装全车底板隔音,门板和安 给车辆安装悬架连杆等部件
全带等
安装好轮胎的底盘,车壳吊装
车身
概念:车身指的是车辆用来载人装 货的部分,也指车辆整体。有的车 辆的车身既是驾驶员的工作场所, 又是容纳乘客和货物的场所。车身 包括车窗、车门、驾驶舱、乘客舱 、发动机舱和行李舱等。车身的造 型有厢型、鱼型、船型、流线型及 楔型等几种,结构形式分为承载式 车身和非承载式车身。车身造型结 构是车辆的形体语言,其设计好坏 将直接影响到车辆的性能。
汽车检测
感谢关注
演讲:杨腾飞 组员:郝策,魏石林,郝华钦,张东艳,孙佳慧, 爱。20.12.1620.12.16Wednes day, December 16, 2020
汽车整车全装四大工艺流程
在汽车制造业中,冲压、焊装、涂装、总装合为四大核心技术(即四大工艺)1、冲压工艺冲压是所有工序的第一步。
先是把钢板在切割机上切割出合适的大小,这个时候一般只进行冲孔、切边之类的动作,然后进入真正的冲压成形工序。
每一个工件都有一个模具,只要把各种各样的模具装到冲压机床上就可以冲出各种各样的工件,模具的作用是非常大的,模具的质量直接决定着工件的质量。
a、冲压工艺的特点及冲压工序的分类冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得一定形状、尺寸和性能的零件(冲压件)。
冲压工序按加工性质的不同,可以分为两大类型:分离工序和成形工序。
b、冲压工序可分为四个基本工序:冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压成形工序(包括翻边、胀形、校平和整形工序等)。
c、几种汽车覆盖件的冲压工艺冲压件示意图汽车覆盖件的冲压工艺,通常都是由拉深、修边冲孔、翻边整三个基本工序组成;有的还需要落料或冲孔,有的需要多次修边、冲孔或翻边,有的工序还可以合并。
因此,对于一个具体的汽车覆盖件来说,要确定其冲压工艺,就必须具体地分析该零件的形状、结构、材料和技术要求,结合生产批量(纲领)和生产设备条件,才能最后确定。
2、焊装工艺冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。
在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。
汽车车身是由薄板构成的结构件,冲压成形后的板料通过装配和焊接形成车身壳体(白车身),所以装焊是车身成形的关键。
装焊工艺是车身制造工艺的主要部分。
汽车车身壳体是一个复杂的结构件,它是由百余种、甚至数百种(例如轿车)薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
汽车制造工艺流程图.
员工人数/班 次
总装的工艺流程
10
某轿车的总装基本工艺流程
门锁装配
实施计划
下线调整
安装轮胎总成
左右线束装配
牌照灯线束装配
安装摇窗机总成
后灯线束
检验电器 发动机预装
中央电器装配
安装鼓风机、热交换器
安装副仪表板
11
检验评估
遵循标准
1.总装工艺流程是否满足涵盖装配内容要求
2.总装工艺流程是否满足生产节拍要求
进入底盘装配线
底盘与车身定位
完成总装 完成底盘检测调试 底盘检测调试 进入底盘调试 放下底盘托架 准备放下底盘托架
8
车身内部安装完毕 安装转向盘 安装座椅 风窗玻璃安装到位 风窗玻璃涂密封胶 准备安装前风窗玻璃
底盘与车身安装紧固 准备安装车轮 完成车轮安装 准备安装前后保险杠 完成安装前后保险杠 放下吊架
生产线工 艺流程
汽车制造总装生产线工艺流程由存储区、工件装配
区、升降区、检修区、检测区、下线区等组成。
4
收集信息
整车装配 设备
主要包括:装配线所用输送设备、发动机和前后桥等各大
总成上线设备、各种油液加注设备、出出厂检测设备及各 种专用装配设备 1.输送设备:用于总装配线、各总成分装线以及大总成上 线的输送 2.大总成上线设备:指发动机、前桥、后桥、驾驶室、车
6
收集信息
汽车总 装过程
汽车总装配线由车身储存工段、底盘装配工段、车门分 装输送工段、最终装配工段、动力总成分装工段、前梁 分装工段、后桥分装工段、仪表板总成工段、发动机总 装工段。 例:宝马总装过程
7
Байду номын сангаас
车身由涂装线过来后拆卸车门
总装工艺流程图
安装燃油箱总 成及组件
安装前轮速传感 器及线束总成
安装车身下和 两侧防护板
安装发动机悬 置支架
安装前、后轮 挡泥板
安装排气管中 段总成及组件
安装轮胎总成
安装左右前制 动软管总成
a
5
HAWTAI MOTOR
发动机
安装起动机
安装离合器从 动盘
华泰 巍巍中
然屹立
安装变速箱
安装膨胀水箱 出水管
安装油冷器出 水管
安装点火开关、 时钟弹簧
安装转向柱上 下护罩
安装空调控制 面板
安装大杂物箱 总成
安装仪表板左 下面板本体
安装桃木装饰 板
安装中控台面 板
a
4
HAWTAI MOTOR
安装堵盖
安装燃油系统 管路
华泰 巍巍中
然屹立
安装燃油系统 管路
安装变速器换挡操纵 机构及组件
安装排气吊挂、排气系 后悬挂、排气隔热板
安装排气管后 段总成
安装变速箱换挡 操纵机构
安装行李箱锁体
安装后保险杠总成
安装前后风挡玻璃 及后视镜
安装前后保险杠支 架及前防撞梁
华泰 巍巍中
然屹立
安装风窗洗涤器管路 及组件
安装前后组合灯
安装加热器进 出水管
安装A\B\C柱上下 护板
安装发动机罩 密封条
安装行李箱密封 条及装饰板
安装冷凝器、散热器、中 冷器及冷却风扇
安装发动机罩锁体、车温 传感器、高低音电喇叭
安装动力转向 油罐
安装膨胀水箱
安装顶棚及 相关部件
安装安全带
安装驻车制动踏板、真 空助力泵及管路
安装ABS防抱死 装置及组件
安装仪表板及组件