装配工艺流程图1
锂电池工艺流程图
纸
负
检
盖
短
激
片
极
板
路
光
断
焊
路
钢壳电池装配工艺流程图4
更改电解液
盖
气
烤电
板
密
池
激
性
光
测
烘
焊
检
档电
测
池
短 路
分
断
路
注
重电
液
池
秤
铝壳装配工艺流程图1
裁隔膜纸
正
负
极
片 烘 烤
卷
卷
绕
绕
检
正负极刷粉
查
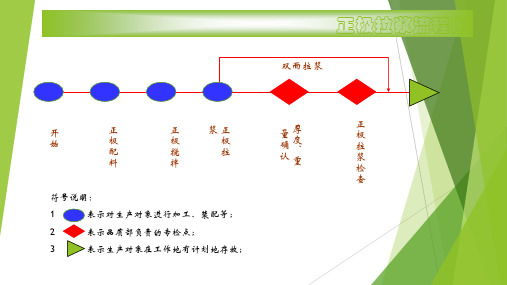
符号说明:
1
表示对生产对象进行加工、装配等;
2
表示品质部负责的专检点;
3
表示生产对象在工作地有计划地存放;
4
1
表示对生产对象进行加工、装配等;
2
表示品质部负责的专检点;
3
表示生产对象在工作地有计划地存放;
相应图片
配料 收卷
搅拌 拉浆
正极片工艺流程图1
收
卷
正
极 片
裁
刮
刷
大
粉
粉
片
符号说明:
1
表示对生产对象进行加工、装配等;
2
表示品质部负责的专检点;
3
表示生产对象在工作地有计划地存放;
4
表示生产对象在工作地附近的临时存放。
对
裁
辊
小
片
相 应 图 片(1)
卷状极片 已刮好的极粉
裁大片 刮粉
相 应 图 片(2)
翻面刮粉
刷粉
裁小片
对辊
正极片工艺流程图2
装配整体式剪力墙结构体系图解(最终版)(1)
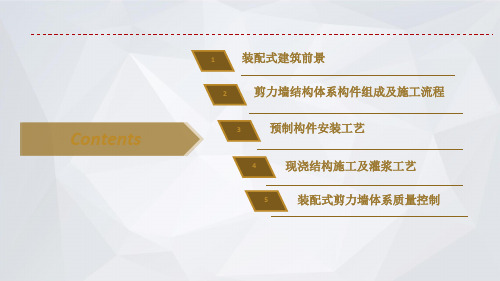
01 装配式建筑前景
装配式50%的概念:
评价依据为《装配式建筑评价标准》,以单体建筑 为评价,只评价地上建筑面积部分。
最低要求4条: 1、主体评分不低于20分。 2、围护评分不低于10分。 3、采用全装修。 4、装配率不低于50%。
根据目前市场情况,达到50%装配 率,主体部分至少得分34分,楼板预 制面积70%以上,墙体构件预制体积 35%以上。
1.预制墙板需采用专用靠放架运输;
1.预制叠合板采用叠层平放的方式运输,叠合板之间用
2.靠放架应具有足够的承载力及刚度,与地面倾斜角度 垫木隔离,垫木应上下对齐,垫木长、宽、高均不宜小
需根据预制墙板尺寸单独设计;
于100mm;
3.预制墙板宜对称靠放且饰面朝外,墙板之间宜采用木 2.板两端(至板端200mm)及跨中位置均设置垫木且间
1.预制构件堆放宜布置在塔吊覆盖范围内,且不 受其他工序施工作业影响的区域; 2.预制构件叠层堆放时,每层构件间的垫木或垫 块应在同一垂直线上; 3.预制构件叠放层数应根据构件与垫木或垫块的 承载力及堆垛稳定性确定,必要时设置构件倾覆 支架; 4.预制楼梯的棱角较多,应注意保护不要磕碰, 多层叠放时要注意高度和层数满足安全及吊装需 要。
04 水平构件安装工艺
叠合板式阳台与主体结构连接节点详图
全预制板式阳台与主体结构连接节点详图
04 水平构件安装工艺
施工准备
定位放线
空调板支撑安装并与 结构内侧拉结固定
板底支撑标高调整
空调板吊装
校核空调板标高及位 置
空调板临时性拉结固 定
空调板钢筋与梁、板 钢筋绑扎固定
梁、板混凝土浇筑
达到结构设计强度、 拆除支撑
Contents
01---吹膜机组装配流程

吹膜机组装配工艺流程图吹膜机组主要由四个主要部分组成:主机部分、付机部分、牵引部分、电气部分。
主机部分组装过程:减速机→机筒→螺杆→机头座→联接套→旋转器→机头付机部分组装过程:墙板定位、安装→固定杆→收边滑轮支板→卷取辊→电机座→电机→牵引辊→抛刀杆→抛刀→导辊→滑轮→收卷轴→链轮校正→挂链牵引部分组装过程:支架安装→安装上墙板→固定杆→牵引辊→导辊→确定水平位置→固定地角螺栓电气部分:其它三部分组装完成后,由电工接线。
主要部件工艺流程:机头:毛坯→粗车→调质→精车→钻眼→电镀→安装辊:毛坯→下料→镶法兰→焊接→粗车→调整动平衡→磨光(挂胶)→精车编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1 校对/日期:廉万春/2002/3/1 批准/日期:廉杏春/2002/3/10编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1编制/日期:吴庆斌/2002/3/1校对/日期:廉万春/2002/3/1批准/日期:廉杏春/2002/3/1。
产品制造生产工艺水平说明、安装、验收标准及质量保证措施
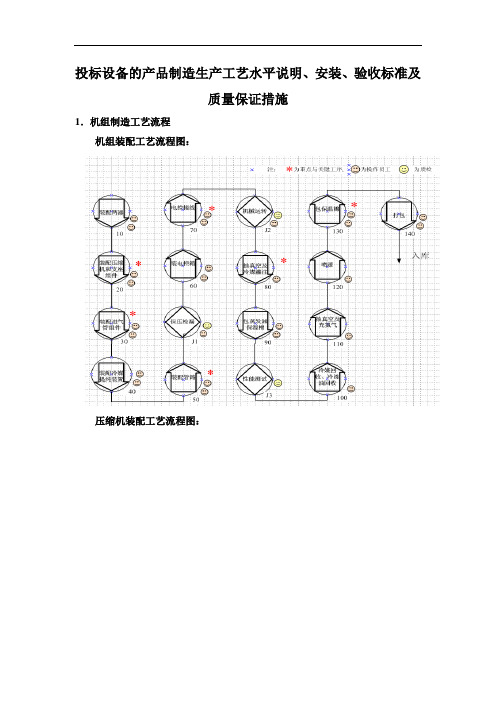
投标设备的产品制造生产工艺水平说明、安装、验收标准及质量保证措施1.机组制造工艺流程机组装配工艺流程图:压缩机装配工艺流程图:2.安装及验收标准2.1机组进场2.1.1机组进场严格按照机组上所贴吊装位置及吊装孔进行吊装。
2.1.2机组进场吊装时检查机组外观无损伤。
2.1.3我公司生产的机组在电控箱中已经附带减震胶垫,请在机组就位时安装减震胶垫并固定。
2.2机组水系统安装2.2.1机组牢固安装于基础上并且周围有排水道。
2.2.2机组周边通风良好、有足够的维修空间。
2.2.3机组冷冻水、冷却水进水管处必须安装Y型过滤器。
2.2.4机组冷冻水、冷却水进、出水口管必须安装软连接、压力表、温度计、阀门,且都均工作正常。
2.2.5机组进、出水管路阀门后必须安装旁通管。
2.2.6水泵前必须安装Y型过滤器,后装软连接、止回阀及阀门。
2.2.7管路清洗时,进出水管接通旁通,污水未进机组,且要清洗干净。
(用水瓶盛水清澈)2.2.8冷冻水系统保压(约工作压力的1.5倍,不得低于0.6MPa)2.2.9所有水泵和冷却塔试运转正常,且能保证机组运行所需要求。
(冷却塔处理水量选型不得低于冷却水流量1.3倍)2.2.10冷却塔风机必须与机组连锁。
2.2.11水系统最低点需安装泄水阀。
2.2.12机房与每层的水系统必须安装自动排气阀,且调试时系统已充分排气。
冷冻水管网必须保温完全。
2.3机组配电安装2.3.1电源使用名牌标识电压并为机组专用,三项不平衡小于2%。
2.3.2总电源到主机各项间电源线必须采用铜线,严禁使用铝线。
2.3.3主机空气开关容量及进主机电源线线径参照随机附带说明书中所要求。
2.3.4接线正确无反相,且压紧无虚接。
2.4.5机组必须接地线且是主电源线线径的一半。
3.质量保证措施格力商用空调机组质量可靠性保证分布在生产前、生产中和生产后等三个阶段。
生产前质量保证新产品生产前的质量控制由技术部门与质量控制部一起参与方案评审、样机评审、确认评审。
工艺流程CABLE类
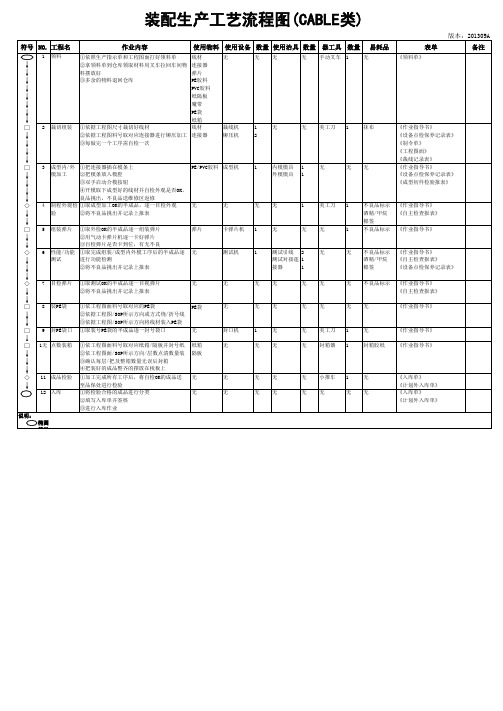
版本:201309A
符号 NO. 工程名
作业内容
使用物料 使用设备 数量 使用治具 数量 器工具 数量 易耗品
表单
备注
1 领料
①依照生产指示单和工程图面打好领料单
线材
无
无
↓
②拿领料单到仓库领取材料用叉车拉回车间物 连接器
↓
料摆放好
弹片
↓
③多余的物料退回仓库
PE胶料
↓
不良品标示 卡酒精/甲烷
棉签
不良品标示 卡
《作业指导书》 《自主检查报表》
《作业指导书》
不良品标示 卡酒精/甲烷
棉签
《作业指导书》 《自主检查报表》 《设备点检保养记录表》
不良品标示 《作业指导书》
卡
《自主检查报表》
无
《作业指导书》
无 封箱胶纸
《作业指导书》 《作业指导书》
无
《入库单》
《计划外入库单》
↓
不良品挑出,不良品送维修区返修
◇ 4 制程外观检 ①取成型加工OK的半成品,逐一目检外观
无
无
无
↓
验
↓
②将不良品挑出并记录上报表
□ 5 组装弹片 ①取外检OK的半成品逐一组装弹片
弹片
卡弹片机 1
↓
②用气动卡弹片机逐一卡好弹片
↓
③自检弹片是否卡到位,有无不良
◇ 6 性能/功能 ①取完成组装/成型内外模工序后的半成品逐 无
①将检验合格的成品进行分类
无
无
无
②填写入库单并签核
③进行入库作业
说明:
椭圆 符号
无
无
无
无
内模模具 1 外模模具 1
装配工艺流程图

返修
测试或检验 不合格
返修
合格
无法修好 报废
装配工序
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
装配工序
装配工序
版本
编制人
编制日期
审核人
审核日期
批准人
批准日期
装配工序 装配工序
装配工序 装配工序
装配工序 装配工序 装配工序
装配工序 页次 1/1
装配工序
装配工序 装配工序 装配工序 装配工序 装配工序
文件编号
装配工序 装配工序
产品装配工艺流程图
装配工序
合格
无法修好 报废
测试或检验 不合格
返修
装配工序 装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
Байду номын сангаас
测试或检验 不合格
第5章 飞机装配工艺(总装)
(2)柔性工装
板件装配
板件 型架 外卡板
隔板
定位板
蒙皮
内卡板 夹紧件 桁条 定位板
以外卡板定位的部件(前机身)装配型架
简易工装
多点可调支撑结构
载荷(单独支撑) X轴行程 Y轴行程 Z轴行程 重复定位精度 (单轴) 重复定位精度(总量) 总精度 1.000 N 50mm. 1200mm. 600mm. 0.02mm / 轴 0.05mm (总量) 0.125mm
翼面测量图
机翼对称性检查
2
2015/6/12
新型测量设备
激光跟踪仪 室内GPS
夹具检查
激光跟踪仪
波音使用激光跟踪仪情况
3
2015/6/12
空客A340 A340-600RCT装配
室内GPS测量系统及其在飞机装配中的应用
根据GPS测量原理,在21世纪初人们提出了基于区域GPS技 术的三维测量理念,进而开发出了一种具有高精度、高可 靠性和高效率的室内GPS(Indoor GPS=iGPS)系统,主要用 于解决大尺寸空间测量与定位问题。其原理像GPS一样, 利用三角测量原理建立三维坐标体系,不同的是采用红外 激光代替了卫星(微波)信号。它利用发射器发出红外光信 号,众多个接收器就能独立地计算出它们的当前位置。 iGPS系统能够建立一个大尺寸的空间坐标系,据此进行坐 标测量、跟踪测量、准直定位、监视装配等测量任务
空客A380使用激光跟踪仪
iGPS工作原理:
飞机装配过程中室内GPS的总体布局
TXi ----发 射器
本例中使用了 了10个发射器。 为了保持精度 每个接收器需 至少接收4个 发射器的信号。 实际的发射器 数量取决于工 件的大小及工 作区域的设置。 如是否是方形 或是否有立柱 阻挡。
工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图
化工工艺图(工艺安装和指导生产的重要技术文件)工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明①设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
②各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
③在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法①用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
②如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
③在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:①带设备位号、名称和接管口的各种设备示意图。
②带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
③对阀门等管件和仪表控制点图例符号的说明。
汽车装配流程介绍
(5)风窗玻璃分装线 风窗玻璃分装工作主要包括粘胶部位的清洁、涂胶预
处理、安装破生密封条等。分装完成后,由破璃吸盘将玻 璃放到玻璃放置台上,然后由自动涂胶机和高精度机械手 自动完成玻璃位置找正,自动涂上一整圈胶,通过吸盘将 玻璃吸起,安装到车身适当位置。
4.车门分装线工作流程 车门分装线属于总装的一条分装线,主要负责车门门饰板
4.装配的润滑性 汽车上很多零件都是运动件,运动的机械零件一定要润滑。按 照工艺要求,所有润滑部位必须加注定量的润滑油或润滑脂。如发 动机,如果润滑油加注过少或漏加,发动机运转会造成烧瓦、抱轴 等故障现象。加注过多,发动机运转时润滑油很容易窜到燃烧室, 产生积炭。因此加油量必须严格按照工艺要求的需要。
挂式,另一种采用地面式。空中悬挂式一般采用带吊具的普通 悬挂输送机或积放式悬挂输送机,地面式一般采用带随行夹具 高出地面的双链牵引输送链。同时,为了操作方便,随行夹具 可按需转一定角度,并设有定位机构。在分线上配有线束检测 仪。
图1-16 仪表板总成分装线
仪表板总成分装线上分装部件一般包括仪表板框架、仪表板 线束、组合仪表、组合开关、 CD机、转向柱、空鼓风机、暖风 热交换器、蒸发器及壳体总成等。仪表板分装完成后,需要采 用线束检测仪100%进行仪表板功能检测、检测仪表板功能是否 正常。检测时,将仪表板总成的相关线束插头接上对应的仪表 板线束检测仪接口,起动检测按钮,即可逐项检测转向、灯光 、报警等功能。检测完毕合格后,通过扫描仪表板总成上所贴 的条形码由计算机控上线,从而保证不同车型安装相应型号的 仪表板总成。
图1-18车轮总成分装线
(4)发动机与变速器动力总成分装线 发动机和变速器分装线主要进行发动机和变速器的装配
,同时还需装配发动机和变速器的部分附件和管路,根据不 同的车型结构采用不同的方式,若不带副车架,一般直接采 用环形地链牵引小车式,同时将前悬和后悬总成装上,小车 上设有液压举升装置,可与底盘装配线同步运行,直接上线 。
装配工艺过程卡和工艺流程图
工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测试或检验 不合格
返修
合格
无法修好 报废
装配工序
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
装配工序
装配工序Biblioteka 版本编制人编制日期
审核人
审核日期
批准人
批准日期
装配工序 装配工序
装配工序 装配工序
装配工序 装配工序 装配工序
装配工序 页次 1/1
装配工序
装配工序 装配工序 装配工序 装配工序 装配工序
文件编号
装配工序 装配工序
产品装配工艺流程图
装配工序
合格
无法修好 报废
测试或检验 不合格
返修
装配工序 装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格