装配部生产流程图
总装部简介及流程

NS04
1.安装前刮水器电机总成 2.安装ECU总成 3.安装牌照灯总成 4.安装洗涤液壶总成 5.安装安全气囊ECU及支架
内饰发动机舱管线路连接二级质量门及在线返修
NS09
1.安装后蒸发器总成 2.安装右B柱上空调管路 3.安装ABS执行器 4.安装转向管柱固定梁焊接总成 5.安装驻车制动操纵手柄总成
NS11
1.安装仪表板总成 2.安装冷凝器总成 3.安装发动机舱空 调管路1 4.安装C柱上内护板
NS13
1.安装转向管柱及传 动轴总成 2.安装后保险杠本体 3.安装后雾灯总成
1.安装组合仪表总成 2.安装仪表板总成附件 3.安装后视镜总成 4.安装前车门内护板总成 5.安装变速操纵机构总成
NS18
NS01
1.安装左右自然通风进气管 2.安装贮液器 3.安装顶棚.后暖风.后门.高 位灯线束 4.安装前刮水器总成 5.安装上滑道总成
NS02
1.铺主线束 2.安装前地板线束护板 3.插接继电器 4.安装喷嘴及软管 5.安装洗涤器罐 6.安装前门密封条
NS05
1.安装储液罐总成 2.安装前围仪表板线束总成 3.安装前地毯总成 4.安装拉门中滑道总成 5.粘贴侧围防尘膜
内饰二级质量门及在线返修
NS10
1.安装顶棚护板总成 2.安装遮阳板总成 3.安装天窗密封条 (天窗版) 4.安装室内顶灯总成
内饰仪表板二级质量门及在线返修
NS14 NS12
1.安装A柱上内护板总成 2.安装电子扇总成 3.安装散热器总成 4.安装发动机舱盖锁总成
1.安装侧滑门玻璃总成 2.安装侧滑门下内护板总成 3.安装侧滑门上内护板总成
ZH13
1.加注燃油及安装燃油箱 盖总成 2.加注防冻液 3.充氟/冷媒检测 4.动力转向液加注
生产工艺流程图模板

生产工艺流程图模板生产工艺流程图是一种图形化展示生产过程中各个环节和流程的文档,它可以帮助我们直观地了解生产过程的顺序和关联,以及每个环节和流程的具体要求和执行步骤。
下面是一个生产工艺流程图的模板,用于展示一个产品从原材料到成品的完整生产工艺流程。
1. 准备阶段:- 获取原材料:列出所需原材料的名称和数量,以及获取原材料的渠道。
- 运输原材料:说明原材料的运输方式和所需时间,以及将原材料运输到生产车间的具体流程。
- 储存原材料:描述将原材料存放在何处,以及原材料的储存条件和期限。
2. 加工阶段:- 加工步骤1:详细说明第一道工序的加工步骤,涉及的材料和工具,以及所需时间和操作要求。
- 加工步骤2:重复上述步骤,对所有工序进行描述,直到最后一个工序。
- 质量检验:说明每个工序完成后如何进行质量检验,以确保产品符合质量要求。
- 故障处理:指出如果在加工过程中发生故障或出现问题时,应采取哪些措施进行处理。
3. 装配阶段:- 零部件准备:说明在装配阶段中需要使用的零部件和数量,以及如何获取和储存这些零部件。
- 装配步骤1:详细描述第一道装配步骤,包括所需零部件和工具,以及操作要求和所需时间。
- 装配步骤2:重复上述步骤,对所有装配步骤进行描述,直到最后一个步骤。
- 完成装配:说明在装配完成后如何进行质量检验,以保证最终产品的质量。
4. 测试阶段:- 功能测试:列出对产品进行的功能测试项目和要求,以及测试所需的测试设备和时间。
- 安全性测试:说明产品安全性测试的内容和要求,以及测试所需的设备和时间。
- 可靠性测试:描述对产品进行的可靠性测试项目和要求,以及测试所需的设备和时间。
5. 包装和出厂:- 包装方式:指明产品的包装方式和包装材料,以及包装的具体步骤和要求。
- 标签和标记:说明在包装过程中如何对产品进行标签和标记,以及标签和标记的内容和要求。
- 出厂检验:详细描述产品出厂前的最后一道质量检验项目和要求,以确保出厂产品的质量。
装配式建筑预制构件生产和安装过程详解

(1)人员准备
(2)材料准备 灌浆料与灌浆套筒需是同一厂家生产,且满足品牌规定。根据设计要求及套筒规 格、型号选择配套的灌浆料,施工过程中严格按照厂家提供的配置方法进行灌浆 料的制备,不允许随意更换。如要更换,必须重新做连接接头的型式检验,确保 连接强度符合设计要求后方可投入使用。 (3)器具设备准备
吊装工艺流程图: (1)在进行叠合梁、板吊装之前,在下层板面上进行测量放线,弹出尺寸定位 线及支撑立杆定位线;
吊装时设置两名信号工,构件起吊处一名,吊装楼层上一名。另叠合梁板吊装时 配备一名挂钩人员,楼层上配备 2 名安放叠合梁板人员。
待叠合梁板下放至距楼面 0.5m 处,根据预先定位的导向架及控制线微调,微调 完成后减缓下放。由两名专业操作工人手扶引导降落,降落至 100mm 时,一 名工人通过铅垂观察叠合梁板的边线是否与水平定位线对齐。
采用 PVC 管成品保护,防止在砼浇捣过程中污染连接筋,影响后期 PC 吊装施 工。 3、PC 结构现场施工
4、预制构件的吊装方案
4.2.1 预制墙体的吊装工艺
4.2.2 预制外墙起吊前准备工作
4.2.3 预制外墙起吊
吊装前由质量负责人核对墙板型号、尺寸,检查质量无误后,由专人负责挂钩, 待挂钩人员撤离至安全区域时,由下面信号工确认构件四周安全情况,确认无误 后进行试吊,指挥缓慢起吊,起吊到距离地面 0.5m 左右时,塔吊起吊装置确定 安全后,继续起吊。
客车生产工艺流程图
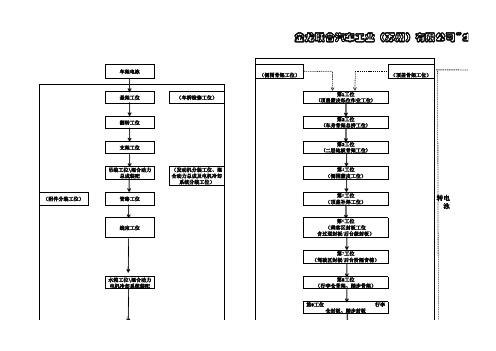
强冷 转制二部
面漆烘干 图案制作
喷彩条漆 彩条漆哄干 下线修整
转制 四部 总装
制三部
喷底盘漆
转 地
沟
涂底Leabharlann 盘油漆修整、仓门打胶
漆
特殊防腐
行李架工位
仪表台工位(HCU按制 器安装、电机控制器 安装、混合动力电机 冷却系统管路连接)
内饰工位
门泵工位
座椅工位
调试工位
修整工位 修 整
交检
制四部
制三部
(附件分装工位)
车架电泳
悬架工位
(车桥检修工位)
翻转工位
支架工位
吊装工位\混合动力 总成装配
管路工位
(发动机分装工位、混 合动力总成及电机冷却
系统分装工位)
线束工位
水箱工位\混合动力 电机冷却系统装配
金龙联合汽车工业(苏州)有限公司~生产工艺
(侧围骨架工位)
(顶盖骨架工位)
第1工位 (顶盖蒙皮低位作业工位)
第2工位 (车身骨架总拼工位)
第3工位 (二层地板骨架工位)
第4工位 (侧围蒙皮工位)
第5工位 (顶盖补焊工位)
第6工位 (乘客区封板工位 含过道封板/后台级封板)
转电 泳
第7工位 (驾驶区封板/后台阶隔音棉)
第8工位 (行李仓骨架、踏步骨架)
第9工位
行李
仓封板、踏步封板
接车修整 路试
检测线 整车修整
转入制三部涂装
转入制五部整车调试
司~生产工艺流程图
预清理 预脱脂
脱脂 脱脂后水洗
表调 磷化 磷化后水洗 电泳 电泳后水洗 烘干
发泡 喷阻尼胶 车身表面清洁焊点处
理 刮腻子、大顶打胶
装配式建筑PC构件生产工艺流程

某工业建筑工程有限公司装配式建筑PC构件产线生产流程编制:___________________单位:___________________时间: 2018 年元月5日目录前言 (1)一、PC构件生产线简介 (1)二、PC构件分类 (1)三、建筑部品 (2)第一节、PC生产线制作所需设备 (2)第二节、PC构件生产工艺流程 (2)四、描述与要求 (3)4.1模具模台清理◎ (3)4.2涂刷辅料、模具组装◎ (3)4.3检验(模具组装)◎ (4)4.4安装钢筋骨架及网片◎ (4)4.5布置预埋预留及水电管线安装◎ (5)4.6检验(隐蔽工程验收)◎ (6)4.7检验工装◎ (6)4.8布置保温板、连接件◎ (7)4.10预养护◎ (8)4.11提浆压面◎ (9)4.12养护◎ (9)4.13脱模翻板吊装◎ (10)4.15露骨料冲洗◎ (11)4.16检验、标识◎ (11)4.17自然养护 (12)4.16入库 (12)五、管理规定 (12)六、生产流程 (13)七、相关文件 (14)八、相关记录 (14)前言一、PC构件生产线简介PC是钢筋混凝土预制件的简称,目前,国内的装配式房屋建筑已经成为大势所趋,此种建筑方式更加的标准化、机械化、自动化,pc生产线能够实现住宅预制构件的批量生产,使传统的工地现浇式分散工作,转移到工厂预制加工,然后运输到工地,很大程度的节省了人力物力,也使得建筑流程更加的简洁规范,提高工作效率。
河南PC生产线制作专家—郑州玛纳为您深入讲解PC生产线。
二、PC构件分类预制梁、预制柱、预制外承重墙板、内承重墙板、外挂墙板、预制楼板、预制叠合楼板、预制楼梯、预制内隔墙板、预制阳台板。
三、建筑部品建筑部品是指通过先进的技术将外墙装饰、保温、防水、门窗、管线、集成卫生间、整体橱柜、储物间等室内建筑部品融合在一起,并采用标准化接口、工厂化生产、装配化施工,使墙体在满足承重功能的基础上又取得了更多有效的附加值。
车间生产工艺流程图
车间生产工艺流程图车间生产工艺流程图是指通过图形化的方式展示车间生产过程中的各个环节和工艺流程。
它可以清晰地展示产品在生产过程中所经过的各个工序和生产线,帮助管理人员和工人更好地理解和掌握生产流程,从而提高生产效率和产品质量。
一、车间生产工艺流程图的作用车间生产工艺流程图是车间生产管理中非常重要的工具,它的作用主要体现在以下几个方面:1. 了解生产流程:通过工艺流程图,可以清晰地了解产品在车间生产过程中所经过的各个工序和生产线,包括原材料的进货、加工、装配、检验等环节,有助于管理人员全面了解生产流程。
2. 优化生产流程:通过分析工艺流程图,可以找出生产过程中存在的瓶颈和问题,进而进行调整和优化,提高生产效率和产品质量。
3. 提高员工培训效果:工艺流程图可以作为培训教材,帮助新员工快速了解和掌握生产流程,减少培训成本和时间。
4. 质量控制和问题解决:通过工艺流程图,可以及时发现生产过程中的问题和质量异常,从而采取相应的措施进行调整和改进,确保产品质量。
二、车间生产工艺流程图的编制方法车间生产工艺流程图的编制需要遵循一定的方法和规范,以下是一般的编制流程:1. 收集相关信息:首先,需要收集与生产流程相关的各种信息,包括产品的设计图纸、工艺规程、设备清单、工序说明等。
2. 绘制流程图:根据收集到的信息,可以开始绘制工艺流程图。
一般来说,可以采用流程图、箭线图、框图等形式进行绘制。
在绘制过程中,需要标注每个工序的名称、工时、设备和材料等信息。
3. 审核和修订:绘制完成后,需要进行审核和修订。
可以邀请相关部门的专业人员进行审核,确保流程图的准确性和完整性。
4. 发布和使用:经过审核和修订后,工艺流程图可以发布并投入使用。
同时,需要将流程图在车间内进行张贴,方便工人参考和操作。
三、车间生产工艺流程图的示例下面是一个简化的车间生产工艺流程图示例,以汽车装配车间为例:1. 原材料进货:从供应商处购买汽车零部件和原材料。
总装工艺流程图

后桥分装
天然气罐装 配
油箱分装
发动机装配
后桥装配
天然气罐装 配
油箱装配
安装底盘卡 扣、线束布
总装线生产工艺流程图
座椅导轨
后地毯装配
仪表板装配
玻璃涂胶
车
专用工艺小车输送
身
输
板链输送线
送
方 式
电动葫芦加自行机构输送
人力推动运行
车辆点火开动
关键工序位置
减震器轮毂 分装
仪表台分装
车 身 上 线
蓄电池、锁芯的
备胎、前保 分装
轮胎、后保 分装
小件分装
路试
油漆外观检 查
淋雨检测
排放检测
车速检测
制动力、ABS检测
侧滑检测
灯光检测
声级检测
四轮定位检 测
颠簸路
湖南江南汽车星沙制造厂总装车间说明: 总装车间位于公司联合厂房的东南角,主要生产众泰梦迪博朗、朗悦系列车型。主装配线有内饰件装配、底盘件装配、外饰件装配。辅助分装工位有车门拆分、车门分装、仪表台分装、动力总成合成、轮胎分装、及其他小件附件分装。检、附件装
附件装配 线束装配
机仓整理
顶棚装配
安全带装配 大灯装配
车内附件
机仓整理
ABS装配
仪表台、减震器装
打码
拆门
供油管装配
排气管装配
底盘油管连 接及附件装
备胎、前保 保装配
后保险杠及 轮胎装配配
方向盘、气 囊装配
管路连接
密封性检测 流体加注
内饰件装配
后视镜、CD 机装配
内饰件装配
前后门的装 调
专用工艺小车输送电动葫芦加自行机构输送车辆点火开动板链输送线发动机装配发动机装配供油管装配供油管装配仪表台减震器装配仪表台减震器装配abs装配abs装配玻璃涂胶玻璃涂胶座椅导轨座椅导轨安装底盘卡扣线束布置安装底盘卡扣线束布置油箱装配油箱装配天然气罐装配天然气罐装配后保险杠及轮胎装配配后保险杠及轮胎装配配备胎前保保装配备胎前保保装配内饰件装配内饰件装配密封性检测流体加注密封性检测流体加注管路连接管路连接方向盘气囊装油箱分装发动机变速箱前悬分装备胎前保分装轮胎后保分装小件分装车速检测车速检测侧滑检测侧滑检测声级检测声级检测颠簸路颠簸路线束装配线束装配附件装配附件装配线束附件装配线束附件装配线束卡夹装配线束卡夹装配机仓整理机仓整理顶棚装配顶棚装配安全带装配安全带装配大灯装配大灯装配车内附件车内附件机仓整理机仓整理后地毯装配后地毯装配仪表板装配仪表板装配关键工序位置总装生产线典型工艺流程仪表台分装底盘件装配底盘件装配动力总成装配动力总成装配内饰件装配内饰件装配外饰件装配外饰件装配电器检测防盗钥匙匹配电器检测防盗钥匙匹配淋雨检测淋雨检测四轮定位检测四轮定位检测排放检测排放检测制动力检测制动力检测灯光检测灯光检测油漆外观检查油漆外观检查车身上线最终装配最终装配车门分装动力总成分装总装生产线典型工艺流程仪表台分装底盘件装配底盘件装配动力总成装配动力总成装配内饰件装配内饰件装配外饰件装配外饰件装配电器检测防盗钥匙匹配电器检测防盗钥匙匹配淋雨检测淋雨检测四轮定位检测四轮定位检测排放检测排放检测制动力检测制动力检测灯光检测灯光检测油漆外观检查油漆外观检查车身上线最终装配最终装配车门分装后悬架分装
完整版)生产机加工件工艺流程图

完整版)生产机加工件工艺流程图制造工艺流程图如下:1.原材料入库:将原材料送入仓库。
2.原材料检查:检查原材料是否符合要求。
3.原材料储存:将原材料分别放置在不同的仓库中。
4.原材料分类:根据加工工艺将原材料进行分类。
5.原材料粗加工:将原材料进行初步加工。
C加工:使用CNC机床进行加工。
7.精加工:对产品进行精密加工。
8.线切割加工:使用线切割机进行加工。
9.零部件尺寸检验:对零部件的尺寸进行检验。
10.氧化、着色、抛光:进行表面处理。
11.零件组装:将零部件组装成产品。
12.产品装配:将产品进行组装。
13.激光打标:使用激光进行打标。
14.成品检验:对成品进行检验。
制造工艺流程表如下:NO 工程名称作业内容管理项目记录操作人员1 原材料入库将原材料送入仓库先入先出原材料出库表仓库检验2 原材料检查检查原材料是否符合要求 N/A 外部采购合同书,输入检验报告保管员3 原材料储存将原材料分别放置在不同的仓库中分规格保管作业日志精工车间4 原材料分类根据加工工艺将原材料进行分类按加工工艺分原材料出库表技术人员5 原材料粗加工将原材料进行初步加工按顺序进行作业日志精工车间6 CNC加工使用CNC机床进行加工尺寸生产作业指导书技术人员7 精加工对产品进行精密加工尺寸生产作业指导书技术人员8 线切割加工使用线切割机进行加工尺寸生产作业指导书技术人员9 零部件尺寸检验对零部件的尺寸进行检验尺寸检验报告技术人员10 氧化、着色、抛光进行表面处理表面管理作业日志精工车间11 零件组装将零部件组装成产品产品的结合性生产作业指导书技术人员12 产品装配将产品进行组装产品的结合性生产作业指导书技术人员13 激光打标使用激光进行打标作业日志技术人员14 成品检验对成品进行检验产品检验达标检验报告技术人员以上是机加工制造工艺流程图和制造工艺流程表。
我们将原材料进行分类、加工、精加工、线切割加工、零部件尺寸检验、氧化、着色、抛光、零件组装、产品装配、激光打标和成品检验。