牙科综合治疗机装配工艺流程图
牙科综合治疗机装配工艺流程图

25.0
1.10
职业安全卫生费用
30.0
30.0
小计
8815
311.4
58.0
132.4
124.9
50.0
676.7
3096.8
75.4
3172.2
30.0
3878.9
2
其他费用
2.1
建设单位管理费
55.9
55.9
2.2
工程监理费
46.5
46.5
2.3
勘察设计费
69.8
69.8
2.4
工程保险费
技术质管部
183.5
1.7
185.3
185.3
1.3
网络系统
50.0
50.0
50.0
1.4
运输车辆
40.0
40.0
40.0
1.5
燃气锅炉
85.1
85.1
85.1
1.6
压缩空气
13.0
13.0
13.0
1.7
厂区工程
37.4
37.4
37.4
1.8
厂大门、围墙改造
36.0
36.0
36.0
1.9
厂区绿化
25.0
6
铺底流动资金
2500
2500
项目总投资
7221
23.3
23.3
2.5
培训费பைடு நூலகம்
67.2
67.2
2.6
办公设施
43.0
43.0
2.7
城市配套费
小计
305.7
305.7
3
预备费
334.8
088-牙科综合治疗机操作流程
1.自来水压力应保证符合技术指标值,即0。
2MPa~0。
4MPa。
2.气源气压应大于等于0。
55MPa小于1.0PMa、流量大于50/min。
3.电源工作电压应为220v±10%。
4.吸唾器在每次使用完毕时,必须先吸入一定量的清水(至少两杯),以清洁管路、负压发生器等元件,防止其堵塞和损坏。
5.水杯注水的速度应调至适当(机箱内有节流阀调节),以防向外喷溅和溢出而污染治疗环境。
6.切忌在器械盘上放置过重的物品,以防破坏其平衡,造成器械盘损坏和固位不好。
7.使用涡轮手机前后,应将其对痰盂,转动并喷雾1~2秒钟,以便将手机尾管中回吸的污物排出,防止发生交叉感染。
8.工作一段时间后,口腔灯反光镜表面会有浮尘影响手术灯效果,应定期用三用枪气枪或潮湿软布将其擦净。
严防划伤。
9.在不需冲盂时,应关闭冲盂水,缩短电磁阀连续工作时间,延长使用寿命。
10.口腔灯在不用时,应随时关闭。
反光镜有透射热的作用,长时间连续使用会导致灯后部过热而损坏。
11.每日停诊后,应对设备表面进行擦拭,防止有害物质腐蚀设备.不得使用酸、碱等带有腐蚀性的洗涤剂。
12.手机的操作和维护应严格遵照手机使用说明书.注意手机的清洁和润滑。
13.每日停诊后,必须将本产品的水、电、气关闭后方能离开.14.每天开始治疗工作以前,将手机运行大约2分钟,以净化水、气管。
15.手机每次使用之后、灭菌之前应做好清洁和润滑,以保证手机能正常工作和使用寿命。
请严格按照手机的使用说明书进行维护保养。
16.设备的水管应每周消毒一次,使用10%的家用漂白液(1份家用漂白液和9份水),取下净水瓶将剩余的倒掉,用压缩空气排掉水管内的水,将消毒液瓶装上漂白粉,打开消毒开关,让漂白液冲满水管,保持10分钟.将净水瓶用漂白液浸泡10分钟,用蒸馏水清洗干净,然后加入蒸馏水装在设备上,然后运行手机或洁牙机,让蒸馏水冲满水管以排掉漂白液,然后将水管吹干,以备下次使用.17.外壳和沙发垫可以用潮湿的软布粘上中性的清洁剂或消毒液进行清洁。
口腔诊疗器械的处理流程图
北京大学口腔医院李秀娥写在课前的话本课件详细介绍了口腔诊疗器械的处理流程,包括回收与分拣、运送、清洗、干燥、维护与保养、包装、灭菌、监测、储存与发放等环节,逻辑清楚,内容丰富,并配有大量图片,学员通过本课件的学习,可以详细地了解口腔诊疗器械的处理流程。
试述诊疗器械使用、处理遵循的原则。
一、口腔诊疗器械使用、处理遵循的原则(一)进入病人口腔内的所有诊疗器械,必须达到“一人、一用、一消毒或一灭菌”。
(二)接触病人伤口、血液、破损黏膜或者进入人体组织的各类口腔诊疗器械,如钻针、拔牙器械、种植器械等,使用前必须达到灭菌。
(三)接触病人皮肤、完整黏膜的口腔诊疗器械,如口镜、漱口杯、开口器等,使用前必须达到消毒。
(四)接触病人体液、血液的正畸、修复印模、模型等,送技工室前必须消毒。
(五)牙科综合治疗台及其配套设施应每日清洁、消毒,如有污染随时清洁、消毒。
(六)在诊疗或对口腔诊疗器械进行清洗、消毒以及灭菌的过程中,工作人员应做好个人防护。
牙科手机应如何清洗?二、口腔器械的处理流程口腔诊疗器械的处理流程。
应该按照以下几个方面的程序来进行:①回收与分拣;②运送;③清洗;④干燥;⑤维护与保养;⑥包装;⑦灭菌;⑧监测;⑨储存与发放。
(一)回收与分拣一次性使用物品“一人一用一弃”,使用后应该按《医疗废物管理条例》进行分类收集。
如手套、吸唾管、医用防污膜等要放入黄色的医用垃圾袋内进行焚烧。
一次性口镜、镊子、探针等锐利器械用后置于锐器盒内。
分拣流程:当治疗结束后,首先拣出探针、镊子等一次性器械放入锐器合内,再拣出可重复使用的器械如牙科手机、充填器等,然后拣出牙科钻针、各种根管挫等小器械,最后将纸杯、胸巾等用物丢弃。
见左图。
首先将探针、镊子等锐器拣出,减少护士的职业暴露伤,并且按照规范的流程来进行,养成习惯后,可以减少器械的丢失及提高工作效率。
重复使用的医疗器械如牙科手机、钻针、充填器、刮匙等分类放置,这样便于清洗,可减少器械的相互碰撞与损伤。
通用版口腔治疗设备全文PPT

表3.3 主要施工机械设备表 a.遇有五级以上大风气候时,施工现场的各露天焊接作业应停止;
牙科治疗机使用操作与维护
调试
➢ 接通电源打开开关,指示灯亮,检查各种仪 表参数
➢ 拿起三用喷雾枪,试气、水、雾是否正常 ➢ 移动脚闸踏板,观察高速、低速手机有无气
流和水流喷出 ➢ 器械盘承重状况
防水排水:在施工期间始终保持工地的良好排水状态,修建一些临时排水渠道,并与永久性排水设施相连接,且不引起淤积和冲刷。 a、钢结构采用的钢材均为大型企业生产的优质碳素结构钢,并有材质证明书。
(1)施工现场的布置符合防火、防爆、防洪、防雷电等安全规定的要求,施工现场的生产、生活办公用房、仓库、材料堆放场、停车场、修理场等按批准的总平面布置图进行布置。 每批抽检率为10%,且每批数量不少于三件。
医疗器械
医疗器械:指用于诊断、治疗、预防人类疾病,调节人得生理功能或替代人体感官的一起、设备、装 置、器具、置入物、材料及其相关物品。
医疗器械
医用治疗设备的作用
1. 维持或重建使内环境稳定 2. 改造结构以增强人体功能 3. 功能的直接辅助:心脏支架 4. 功能的代替:人工肾、玻璃体
(4)悬空脚手架应用栏杆和撑木固定稳妥、牢固,防止摆动摇晃。 密封胶及结构胶:其采购期为10 天,运输期为1 天,我司将在工程注胶前11 天前开始下胶的订购单,以保证工程的如期完工;
(待土建主体完工)--室内装饰----竣工收尾、验收(待土建工程竣工)。 7.18.6 安装有动力扰动的设备,当不设减震装置时,应采用厚5~10mm中等硬度的橡皮平板衬垫。
HOSTIPAL
Oral treatment equipment
口腔治疗设备
医疗器械|口腔治疗设备|牙科治疗机特点、结构及原理|牙科治疗机 使用操作与维护|常用的维修方法及常见的故障排除
9、大医产品工艺简图及工艺流程说明
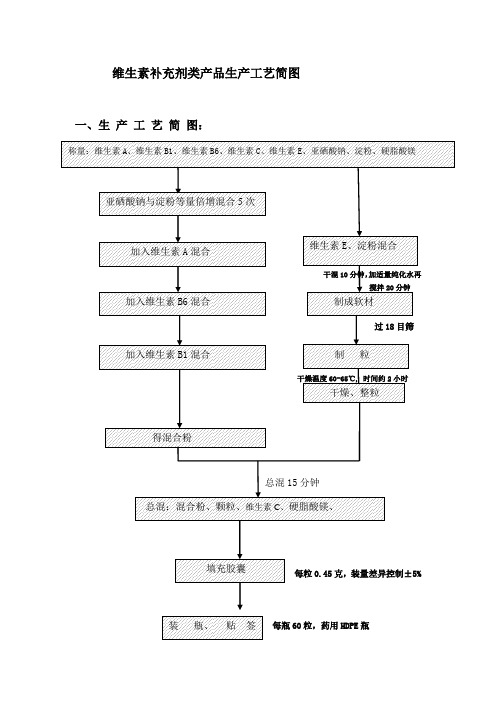
维生素补充剂类产品生产工艺简图一、生 产 工 艺 简 图:每瓶60粒,药用HDPE 瓶装盒,装箱一般区 10万级洁净区二、工 艺 流 程 说 明(一) 称量:按工艺配方称取:维生素A 、维生素B1、维生素B6、维生素C 、维生素E 、亚硒酸钠、淀粉、硬脂酸镁。
(二) 制粒:1、 将称量好的维生素E 及淀粉置入槽型混合机,干混15分钟,加适量的纯化水搅拌20分钟,制成适宜的软材;2、 将制好的软材置于摇摆式制粒机上制粒(筛网为18目),制出的颗粒置 于烘箱内干燥,烘制温度设置为60-65℃,烘制时间约2个小时;(三) 整粒:将烘干的颗粒置摇摆颗粒机上整粒(筛网为18目); (四) 混合:取亚硒酸钠与淀粉按照“等量递增法”混合5次;再与维生素A 充分混合均匀;再加入维生素B6充分混合;再加入维生素B1充分混合,得混合粉备用(五)总混:将混合粉及维生素C充分混合,再加入干燥后的颗粒用“等量倍增法”在二维混合机中充分混匀,时间为15分钟,得均匀混合粉。
(六)胶囊填充:将混合粉进行填充,速度为每分钟1000粒,粒重0.45克,装量差异控制在±5%。
(七)数粒装瓶、贴签:用口服固体药用高密度聚乙烯瓶,每瓶60粒。
(八)外包装:每瓶装盒、装箱,(纸箱用瓦楞纸箱包装)。
三、生产设备名称及型号四、本产品成型工艺研发资料(一) 生产工艺路线设计的思路:组方、剂型确定后,我们本着“生产成本低、环境保护好”的指导思想,选择合适的生产工艺,保证在合理的剂量内,产品能更好的发挥其作用。
我们根据配方中各个原料的理化性质,来设计生产工艺线路。
1、本品中维生素A、亚硒酸钠由于配方中所要求的投料较少,因此不能参与制粒,只能用等量倍增法混合均匀,直接与颗粒混合填充。
2、维生素B和C族维生素均属于水溶性维生素,它怕光、怕水、怕热、怕氧化。
因此本品中维生素B1、维生素B6、维生素C均不能参与制粒,而只能用避光的方式混合均匀后直接与颗粒混合填充。
手术室医疗器械流程图汇总
按顺序打开EMERGENCY(应急键)、STANDBY(准备开始)
将脚踏放置需要位置
等待自检
连接光钎
点击指示激光,选择合适功率
点击ENT开始
由手术医师评估功率大小,巡回护士配合调整
术毕,拆除光钎
先关闭STANDBY键,再关闭EMERGENCY(应急键)
最后关闭电源键
拔出电源线,整理归位
全自动气压止血仪操作流程图
即可旋切
旋切驱动方式二、使用脚踏驱动,踩下脚踏,即可旋切
控制模版正面VAC Hold按键,表示在一个位置上保持真空抽吸;VAC Rotate按键表示自动360°真空抽吸
在超声引导下,将探针置于肿块下方,按sample按钮开刀槽,确定切割位置是否合适
持续按下sample按钮开始切割,直至超声下肿块完整切除
检查仪器及配件齐全完整
连接电源线
打开主机开关,指示灯亮
选择合适的止血带,检查有无漏气
垫衬垫,缠绕止血带并固定
连接止血带连接管
设置参数,上肢工作压力不超过40Kpa,
下肢不超过60Kpa,工作时间不超过1小时
驱血带驱血或抬高患肢后按充气键
当工作时间剩余10分钟,5分钟,1分钟时
会自动报警提示,提醒医生
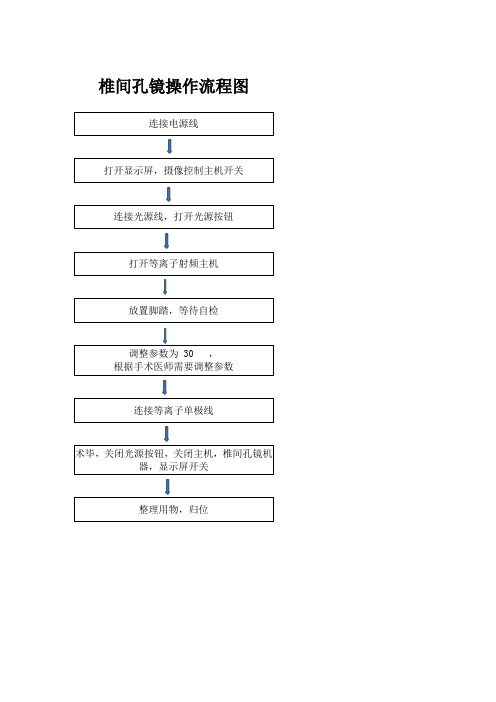
椎间孔镜操作流程图
连接电源线
打开显示屏,摄像控制主机开关
连接光源线,打开光源按钮
打开等离子射频主机
放置脚踏,等待自检
调整参数为30,
根据手术医师需要调整参数
连接等离子单极线
术毕,关闭光源按钮,关闭主机,椎间孔镜机器,显示屏开关
整理用物,归位
高频电刀操作流程图
将高频电刀的电源线插入三相电插座
口腔综合治疗机ppt课件

检查设备与计算机之 间的连接是否正常。
常见故障排除
01
02
03
检查设备是否正常运行 。
重新启动设备或更换设 备进行尝试。
检查患者是否有过敏或 不适反应。
日常维护保养
清洁设备表面
每天使用柔软的湿布擦拭 设备表面,保持清洁卫生 。
检查设备连接
定期检查设备连接线是否 松动或破坏,及时处理问 题。
更新软件程序
况制定个性化的治疗方案。
个性化
为了方便医生和患者使用,未来的口腔综合治疗机将 更加便携化,可能采用可移动式设计,便于在各种环 境下使用。
06
口腔综合治疗机案例分享
口腔综合治疗机案例分享 成功案例一:提高牙科诊疗效率
总结词
通过使用口腔综合治疗机,牙科诊疗 效率得到显著提升。
详细描述
口腔综合治疗机集成了多种治疗功能 ,如牙髓治疗、根管治疗和牙周治疗 等,减少了更换设备的需要和等待时 间,从而提高了诊疗效率。
成功案例三
提升医院口腔科诊疗质量
总结词
口腔综合治疗机的应用,有效提升了医院口腔科的诊疗质 量。
详细描述
口腔综合治疗机具备高精度和高稳定性的特点,能够提供 更加精准的治疗方案,减少并发症的产生,提高诊疗效果 和患者满意度。
感谢观看
THANKS
舒适性
可靠性
口腔综合治疗机在操作过程中能够减轻患 者的不适感,如减少疼痛、降低焦虑等, 使患者更加舒适地接受治疗。
口腔综合治疗机采用先进的技术和材料, 具有较高的稳定性和可靠性,能够保证治 疗的连续性和一致性。
局限性分析
成本较高
口腔综合治疗机的购买和维护成本较高,可能增加了医疗 机构的运营成本,影响了其在基层医疗机构的普及。
V200牙科治疗仪 中文说明书

2
V200 牙科治疗机说明书
一、产Байду номын сангаас简介 1.符号说明:
以下是本说明书中使用的符号说明一览表
1
表示产品分类,Class I , Type B
2
警告标记,表示能损坏设备或者伤到人员的警告。
3
注意标记,操作设备给出相应的提示讯息。
4
接地标记
5
交流电
6 135°C 须在消度器进行消毒的零件
7
开关按钮
8
设备零件打开
本型号产品为机椅联动式结构,该机主要配置有器械盘、全方位冷光口腔灯、观片灯 及可全瓷痰盂。在器械盘侧配置有二组高速手机、一组低速手机(可选配低速电动马达手机)、 一组三用喷枪,在助手杆侧配置有水、气吸唾器各一组、三用枪一组,该产品使用的进口 手机具有噪音小,扭矩大的优点;配备的全瓷痰盂不仅耐用,而且易清洁消毒;器械盘和 平衡臂承载能力强,平稳性高,升降幅度大;旋转式独特设计的助手控制台方便使用;全 方位的口腔灯为各种口腔疾病治疗提供了方便。该机所配备电动牙科椅是本公司深入开发, 按人体工程学原理设计,为国内各口腔医疗机构提供的新颖产品;功能方面设有上升、下 降、向前、向后、紧急停止、复位、位置记忆等功能,简洁方便,高效实用。
9
设备零件关闭
10
符合CE的II类设备
0051
11
符合 CE 的 I 类设备
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
附件1: 牙科综合治疗机装配工艺流程图
治疗机
脚开关
副箱体 助手架 器械臂
灯、灯臂 主箱体
检验
LCD
观片灯 器械盘 检验
包 装
检 验
医生座椅
座 垫
靠 背
头 枕
俯仰系统
升降系统
牙科椅
机椅对接
检验
包装
入库
附件2:总概算表(单位:万元)
序号工程和费用名称建筑
面积
(m2)
建筑工程设备及安装工程
工器具
及生产
家具
其它
费用
合计
一般
土建
给排
水
暖通
空调
电力
电讯
照明小计
设备
购置
设备
安装
小计
1 工程费用
建筑工程
1.1.1 总装1、2车间2010 1.1.2 总装3、4车间1185 1.1.3 手机零件加工中心505 1.1.4 生产楼改造2330 1.1.5 办公楼改造2285 1.1.6 成品库扩建大棚500
2
序号工程和费用名称建筑
面积
(m2)
建筑工程设备及安装工程
工器具
及生产
家具
其它
费用
合计
一般
土建
给排
水
暖通
空调
电力
电讯
照明小计
设备
购置
设备
安装
小计
1.1.7 建筑物给排水
1.1.8 厂区给水及排污设施
1.1.9 建筑物电气改造
工艺设备
1.2.1 手机事业部2125.7 2125.7 1.2.2 生产部
1.2.3 技术质管部
网络系统
运输车辆
燃气锅炉
3
序号工程和费用名称建筑
面积
(m2)
建筑工程设备及安装工程
工器具
及生产
家具
其它
费用
合计
一般
土建
给排
水
暖通
空调
电力
电讯
照明小计
设备
购置
设备
安装
小计
压缩空气
厂区工程
厂大门、围墙改造
厂区绿化
职业安全卫生费用
小计8815 3172.2 2 其他费用
建设单位管理费
工程监理费
勘察设计费
4
序号工程和费用名称建筑
面积
(m2)
建筑工程设备及安装工程
工器具
及生产
家具
其它
费用
合计
一般
土建
给排
水
暖通
空调
电力
电讯
照明小计
设备
购置
设备
安装
小计
工程保险费
培训费
办公设施
城市配套费
小计
3 预备费
4 建设期利息
5 固定资产投资3172.2
6 铺底流动资金2500 2500
项目总投资7221
5
6。