内圆磨床日点检表
球磨机日常点检表

17 过滤器堵否 19 20 21 22 23 24
大 瓦
其 它
25 各地脚螺栓 看、敲打 26 27
当班人员签名:
当班人员签名:
差距、原因、措施
当班人员签名: 备注:
注:1.凡有数据要求的必须填写数字如温度、电流等;2.有问题须用文字详细记录的要具体注明;3.需要测温的部位必须用红外测温仪测量。
值班领导签字: 班长签字:
轴承温度
点检方法
摸-测
点检标准
<55℃ <额定值(A) 无杂音,振动正常 振动、发热正常,无异常声音 油位正常 振动、发热正常,无异常声音 不超过额定油压 <60℃ 无杂质、色纯、粘度正常 油压、压差正常 振动、发热正常,无异常声音 油位正常 振动、发热正常,无异常声音 不超过或低于额定油压 <60℃ 无杂质、色纯、粘度正常 看压力表及供油情况 轴表面挂油均匀 轴表面<60℃ 无杂物、无漏油 不漏油 进出口畅通、量充足、水温<20℃ 油量、振动正常,无异常声音 运行正常 无松动 不漏料、螺丝无松动 流量正常,无堵塞现象
(
设备名称(编号) 点检 序号 部位 主 电 机 主 减 速 机
1 2 3 4 5 6 7 8 9
)球磨机日常点检表
年 月 日 点检 周期
1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h 1h
点检 内容
0
现 零点班(0-8时) 1 2 3 4 5 6 7
8
磨床点检表
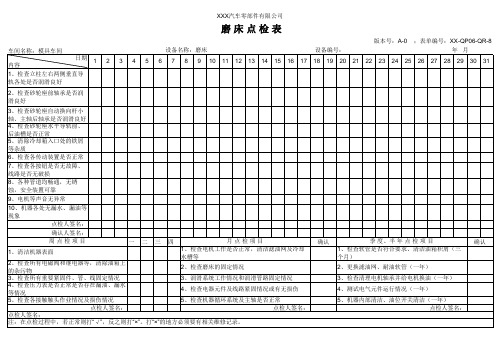
磨床点检表
版本号:A-0 ;表单编号:XX-QP06-QR-8
车间名称:模具车间 内容
设备名称:磨床
设备编号:
年月
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
3、检查清理电机轴承并给电机换油(一年)
4、测试电气元件运行情况(一年)
5、机器内部清洁、油位开关清洁(一年) 点检人签名:
确认
1、检查立柱左右两侧垂直导 轨各处是否润滑良好
2、检查砂轮座前轴承是否润 滑良好
3、检查砂轮座自动换向杆小 轴、主轴后轴承是否润滑良好 4、检查砂轮座水平导轨前、 后油槽是否正常 5、清除冷却箱入口处的铁屑 等杂质 6、检查各传动装置是否正常管道均畅通,无锈 蚀,安全装置可靠
等情况 5、检查各接触触头作业情况及损伤情况
3、润滑系统工作情况和润滑管路固定情况 4、检查电器元件及线路紧固情况或有无损伤 5、检查机器循环系统及主轴是否正常
点检人签名:
点检人签名:
点检人签名:
注:在点检过程中,若正常则打“√”,反之则打“×”。打“×”的地方必须要有相关维修记录。
确认
季 度、半 年 点 检 项 目 1、检查软管是否符合要求、清洁油箱积屑(三 个月) 2、更换滤油网、耐油软管(一年)
9、电机等声音无异常
10、机器各处无漏水、漏油等 现象
点检人签名:
确认人签名:
周点检项目
一二三四
月点检项目
1、清洁机器表面
1、检查电机工作是否正常,清洁滤油网及冷却 水槽等
2、检查所有电磁阀和继电器等,清除油箱上 的杂污物
磨床维护保养点检表

周期 项次
磨床维护保养点检表(
点检内容
清理机台上的工件、工具和材 料,擦洗干净并摆放到合适的地 方 是否清扫工作台、各导轨上的杂 物,擦洗导轨并加注润滑油 查看储油箱(32号液压油)、主 轴储油箱(7号主轴油)内的油 质、油位,清理干净过滤装置 清理冷却泵过滤装置上的杂物, 检查冷却管道各接头是否漏水并 拧紧 清洁电箱内外,是否无灰尘、杂 物,拧紧各线连接点。并检查连 接外部的电源线是否有破损 检查各手柄是否灵活、各部位固 定螺丝、螺母、工作灯及面板上 的各个按钮 擦洗机床外观,是否做到外观无 油垢,物见本色 是否用布擦净工作台并抹上机油 是否清扫干净工作埸地 将保养表填好后,向设备管理人 员汇报机床保养情况,并请在保 养表上签字 1 2 3 4 5 6 7 8 9
月份)
设备编号:
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 2 3
4 保 养
5
6 7 8 9 10Fra bibliotek保养点检者签名
设备管理者签名
填写符号:○表示正常,×表示不正常,⊙表示故障排除已正常。每天开机时进行每日点检,24小时制的每天换班时进行点检。每月中旬进行月点检保养。
车床磨床日点检记录表

设 备 编 车 间: 序
号
设备 检查内容
平面磨床日点检记录
型M 号7
Q6.3b-6
年
月
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机床是否清洁
2
机床床身有无漆膜脱落现象
3 工作台面及润滑处有无锈蚀、划伤、研伤
设 备 车 间: 序
号
设备 检查内容
型 C 车床日点检记录
号-
Q6.3b-6
年
月
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机床是否清洁
2
机床床身有无漆膜脱落现象
3 工作台面及润滑处有无锈蚀、划伤、研伤
4
磨头工作时是否抖动
5 磨头导轨有无研伤、划伤、锈蚀现象
6
工作台面液压泵是否正常
7
冷却液厢里冷却液是否满
8
是否定期更换冷却液
9
冷却液管道是否畅通
10
磨头电机是否正常
11
冷却泵是否正常
12
工作台灯是否亮
13
电器系统是否正常
14
进给手柄是否正常
16
液压部分是否正常
记录人
注:检查项目正常作“√”标记; 检查异常作“△”标记,此时须马上请设备管理员进行确认或维修。 2
4
横拖板、中拖板是否灵活
5
丝杆是否有划伤、研伤、锈蚀现象
6
球磨机岗位点检记录

球磨岗位运行记录(正面)
年
序号 1 2 3 4 5 6 7 9 10 11 主电机电流 开停机时间 高低压稀油站压力温度 给矿补加水 排矿补加水 磨矿细度 旋流器压力 处理量 溢流浓度 项目 单位 t/h % m3/h m3/h
%(-200)
月
日
早班(23:30-7:30)
KPa MPaH MPaL ℃ A
月 日
中班(7:30-15:30)
编号:TPJL-SC-16-06
晚班(15:30-23:30)
0)
当班:
月累计:
当班:
月累计:
中班:
晚班:
交班: 接班:
交班: 接班:
球磨岗位点检记录(反面)
年 月 日 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 班次 故 障 说 明 每小时检查一次,正常打“√”,有缺陷打“×” 点检内容及点检标准 各连接部位螺丝是否松动 联轴器、齿轮箱工作正常 传动部轴承润滑良好,无异常温升 无漏浆、漏水、漏油问题 各防护罩功能完好 高低压稀油站工作正常,备用泵良好 所有紧固件无缺损,紧固良好 中空轴润滑良好,无异常温升 大小齿轮啮合平稳,无异常噪音 大小齿轮润滑良好 同步电机轴瓦油位、温升正常 电压、电流是否正常 重板各联接部位螺栓、链条销等部位有无松动现象 重板减速机、输送槽运行平稳;链条无跑遍现象 滚轮、张紧装置调节螺杆转动灵活 重板各点润滑无渗漏现象 重板轴承温度不高于 75 ℃,减速机温升不超过 45 ℃. 皮带托辊是否完好、干净 皮带有无损伤、皮带接头有无脱层 皮带有无跑偏现象 砂泵冷却水是否正常,有无漏浆 旋流器压力是否正常设备、管路是否漏浆 早班 中班 早班(23:30-7:30)
磨床日常点检表

磨床日常点检表
磨床日常点检记录表
文件编号:
设备编号:
设备名称:
设备型号:
年月班次:序号
检查内容
开机前:
1.检查各部位润滑油脂是否充足,油池中的油是否充足。
2.检查砂轮是否有裂纹或缺口等缺陷。
3.检查急停旋钮是否处于关闭位置,以免开机时碰撞。
4.确认各防护装置完好并处于关闭状态和正确位置。
5.开动油泵前,手动确认行程内无碰撞,确认工件安装牢固。
开机后:
6.检查工作台往复运动平稳,换向无冲击。
7.检查油、水等有无泄漏。
8.检查机床运转时有无不正常的尖叫声和冲击声。
9.检查液压系统油量、油压、油温等是否正常。
下班前:
10.清扫擦拭设备。
每周:
11.清理切削液箱,更换切削液(变脏变味时)。
备注:若设备无相应项,则该项无需填写符号,略过点检下一项。
当日班次无人使用时,将该日期划去,并标注原因,如休息、年假、故障或其他原因。
除封存设备外,均需填写点检记录表。
设备有问题或其他情况需要说明时,在备注处填写,如时间,内容等。
机床日常点检表
机床日常点检表1. 点检项目以下是机床的日常点检项目:1. 清洁状况:检查机床外表面是否清洁,是否有杂物积聚以及清洗工具是否齐备。
2. 润滑油液位:检查机床润滑油液位是否充足,并及时添加或更换润滑油。
3. 冷却水系统:检查冷却水系统的水位和水质,确保冷却系统正常运行。
4. 机床部件:检查机床各个部件的固定是否牢固,是否有明显的损坏或磨损。
5. 电气系统:检查机床电气系统的接线是否正常,是否有松动或短路的情况。
6. 紧固件:检查机床各个紧固件是否松动,包括螺丝、螺母等。
7. 加热系统:检查加热系统的工作状态是否正常,是否有异常现象。
8. 控制系统:检查机床的控制系统是否正常运行,如按钮、开关、显示屏等。
9. 安全设备:检查机床的安全设备是否完好,如紧急停机开关、防护罩等。
2. 点检方法执行机床日常点检时,请按照以下方法进行操作:1. 逐一检查每个点检项目,并根据需要进行操作和维护。
2. 对于润滑油液位、冷却水系统等液体项目,使用相应的标尺或液位计进行测量。
3. 对于机床部件的检查,可以使用手触摸或视觉检查,注意观察是否有异响或松动的现象。
4. 对于电气系统和加热系统的检查,可以使用电压表、温度计等仪器进行测量。
5. 对于控制系统的检查,可以按照机床操作手册进行操作,检查各项功能是否正常。
6. 对于紧固件的检查,可以使用扳手等工具进行检紧。
7. 对于安全设备的检查,可以按下紧急停机开关,观察机床是否能够迅速停机。
3. 点检记录在进行机床日常点检时,请务必记录以下信息:1. 点检日期:记录进行点检的日期。
2. 点检人员:记录进行点检的人员姓名或编号。
3. 点检项目:记录进行点检的项目名称。
4. 点检结果:记录每个点检项目的检查结果,包括正常、异常或需要维修等。
5. 备注:记录点检过程中的任何特殊情况或需要注意的事项。
4. 注意事项在进行机床日常点检时,请注意以下事项:1. 点检前,请确保机床已经停机,并断开电源。
机床设备日常点检表
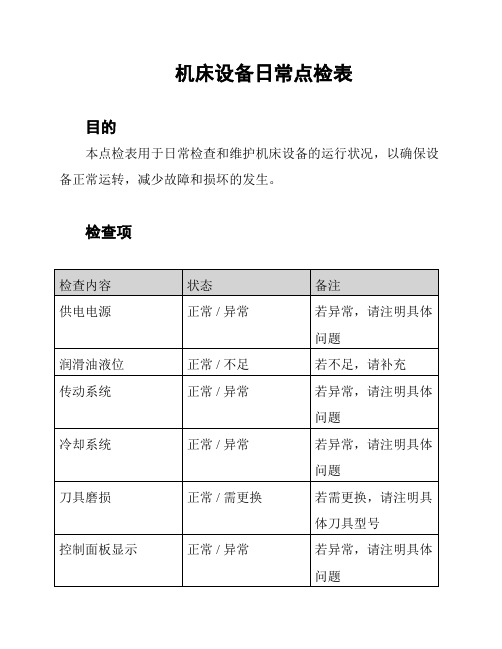
机床设备日常点检表
目的
本点检表用于日常检查和维护机床设备的运行状况,以确保设备正常运转,减少故障和损坏的发生。
检查项
使用说明
1. 每日使用本点检表进行机床设备的日常点检。
2. 对每个检查项进行观察和检测,将状态填写在“状态”栏。
3. 若某项检查状态异常,请在“备注”栏注明具体问题。
4. 如需补充润滑油或更换刀具等操作,请在“备注”栏注明具体型号或操作。
5. 检查完成后,将点检表归档保存。
注意事项:
- 若发现异常状态,请及时进行处理或报修。
- 点检过程中请注意安全,确保落地开关和紧急停机装置正常可用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点检内容
车间
班组
1 液压系统启动灵敏,无冲击现象。
资产编号
设备型号
检查日期 1 2 3 4 5 6 7 8 9
2 液压系统工作时无异常响声。
3 工作台低速运动无爬行。
4 工作台速度正常,往返运动平稳。
5 磨头轴承无噪音,温升正常。
6 油镜明亮,油量在油标刻线以上。 7 床身导轨润滑良好,无研伤现象。 8 电机运转正常,皮带无损坏。 9 各部位无漏油、漏水现象。
10 无缺损零件。
1 交班问
4
2
5
题记录
3
6
检查方法 看、试、听 检查周期 每 天
重大问题
磨床日点检表
班组长
操作者A
操作者B
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
7
本月点检发现问题
处8Biblioteka 本月维修解决问题处
9
其
他
机 械 员:
记录 符号
正常 年
异常
已修好
月
日