刀具刃口钝化技术及方法的研究
金刚石刀具刃口的钝化原理
金刚石刀具刃口的钝化原理
金刚石刀具在使用过程中,刃口会因为摩擦、磨碎等原因产生钝化。
钝化是指金刚石刀具刃口表面的结晶体被摩擦或磨碎,使其变得平滑,失去了切割或磨削的锋利度。
钝化主要有以下几个原理:
1. 疲劳磨损:刃口在使用过程中受到不断的摩擦和压力作用,使得金刚石结晶体出现裂纹、磨损等现象,最终导致刃口变钝。
2. 磨粒堆积:在切削或磨削过程中,金刚石刀具表面随着磨粒和被加工材料的摩擦,磨粒会聚集在刃口处,形成一层摩擦层,阻碍了新的磨削过程,导致刃口钝化。
3. 焊接磨损:在高温和高压下,金刚石刀具的刃口可能与被加工材料发生焊接现象,使金刚石结晶体受到严重的热变形和应力,导致刃口钝化。
4. 渗碳作用:金刚石刀具在高温和高压下,被加工材料中的元素可能渗透进入金刚石结晶体内部,与金刚石发生化学反应,改变其晶格结构,使刃口变得钝化。
总之,金刚石刀具刃口钝化是由于摩擦、磨碎、疲劳、热变形等因素的综合作用而导致的。
为了延长金刚石刀具的使用寿命,需要定期对刃口进行磨削、修复和保养。
刀具刃口毛刷钝化工艺的刷子运动与刷毛磨损
影响。
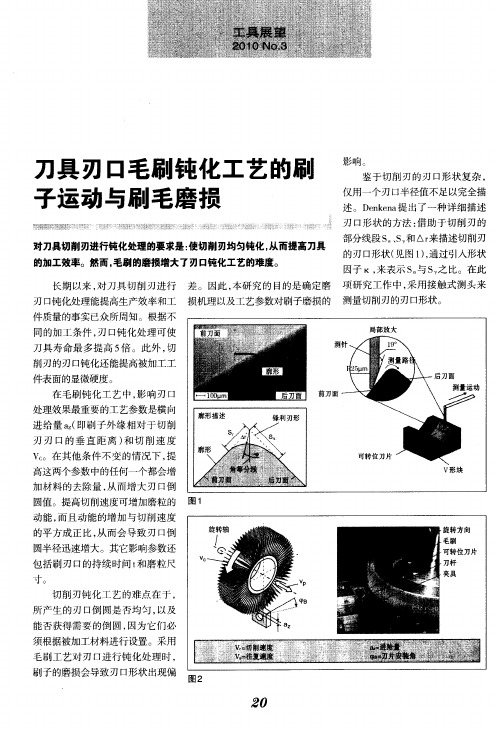
刃口形状的方法 : 借助于切削刃的 部分线段 s 、 s 和Ar 来描述切削刃
的刃 口 状 ( 图 1, 形 见 )通过 引入形 状
对刀具切削刃进行钝化处理的要求是: 使切削刃均匀钝化, 从而提高刀具
的加工 效率 。然而 。 毛刷 的磨损增 大 了刃 口钝 化工 艺的难度 。
包括刷刃 口的持续时间t 和磨粒尺
寸。 切 削刃 钝 化 工艺 的难 点 在 于 , 所 产 生 的 刃 口倒 圆是 否均 匀 , 以及 能否 获 得 需要 的倒 圆 , 为它 们 必 因
须根据被加_材料进行设置。采用 T
毛刷 工 艺 对 刃 口进 行钝 化 处 理 时 ,
刷子的磨损会导致刃 口形状出现偏
减弱 。
磨粒材质:i S C
可转位刀片 :
类型:N S MG 材质: 舍金 硬质
切削速度对பைடு நூலகம்毛磨损的影响
汉诺威生产技术与机床研究所
l【 2】
’ 3 ; 一 o 畸
刀具 刃 口毛刷 钝化 工艺 的刷 鉴 于切 削 刃 的 刃 口形 状 复 杂 , 仅 用一 个刃 口半径 值 不足 以完全 描 子运动与刷毛磨损 述 。D n ea 出 了一 种详 细 描述 ekn 提
翟 - 嚣 甍 -孽曩 簪鬟糍黪 蔓 藏 蠹 _ 嚣 撼 ≯ 。
的 。加 工平 面 的位 置 由刷 子的 旋转
速 度 V 和 刀 片 安 装 角 ) 捕 述 来 方 向 以及 切 削 刀具 的方 位 来 决 定 。 在 此 , 刷 子 切 人 的刀 片 面称 为进 将
子 的修整来确定的。修整时 , 刷子 钝 化 的 材 料 切 除 过 程 分 为 四个 阶
一_ 0I _ ◆
硬质合金铣刀钝化处理工艺

硬质合金铣刀钝化处理工艺一、引言硬质合金铣刀作为一种重要的切削工具,在机械加工行业中得到了广泛的应用。
然而,由于长时间使用或者不当使用,铣刀刃面容易出现磨损、断裂等问题,影响其切削性能和使用寿命。
为了解决这个问题,钝化处理工艺被广泛应用于硬质合金铣刀的表面处理中,以增强其耐磨性和延长使用寿命。
二、钝化处理工艺的原理钝化处理是通过表面化学反应,形成一层致密的、均匀的、无机的氧化物膜,以提高硬质合金铣刀的表面硬度和耐磨性。
常用的钝化处理方法有化学氧化法、化学沉积法和热处理法等。
三、化学氧化法化学氧化法是将硬质合金铣刀浸泡在含有氧化剂和助剂的酸性溶液中,通过在溶液中发生氧化反应,使铣刀表面形成一层致密的氧化膜。
常用的氧化剂有硝酸、硫酸和硝酸铵等,助剂可以提高氧化速度和膜层质量。
在氧化过程中,要控制好温度、浸泡时间和溶液浓度等参数,以确保获得均匀、致密的氧化膜。
四、化学沉积法化学沉积法是通过在硬质合金铣刀表面沉积一层金属或合金膜,以提高其表面硬度和耐磨性。
常用的沉积方法有电化学沉积、热浸镀和化学气相沉积等。
其中,电化学沉积是利用电解池中的金属离子在铣刀表面还原沉积,形成金属膜;热浸镀是将硬质合金铣刀浸泡在金属溶液中,通过金属离子的扩散,在铣刀表面形成金属膜;化学气相沉积是通过在高温环境中将金属或者合金气体分解,使金属原子在铣刀表面沉积形成金属膜。
五、热处理法热处理法是通过在一定温度下对硬质合金铣刀进行加热处理,以改变其组织结构和性能。
常用的热处理方法有退火、淬火和回火等。
退火是将硬质合金铣刀加热至一定温度,保持一定时间后,缓慢冷却,以消除内部应力和改善刀具的硬度和韧性;淬火是将加热至临界温度以上的硬质合金铣刀迅速冷却,使其获得高硬度和耐磨性;回火是在淬火后将硬质合金铣刀加热至低于临界温度的一定温度,保温一定时间后,再冷却,以提高硬质合金铣刀的韧性和耐磨性。
六、钝化处理工艺的优势钝化处理工艺可以提高硬质合金铣刀的表面硬度和耐磨性,延长其使用寿命;钝化处理过程简单、操作方便,适应性强,可以应用于不同类型和规格的硬质合金铣刀;钝化处理工艺不会改变硬质合金铣刀的整体性能,不会影响切削性能和加工精度。
硬质合金刀片刃口钝化方法与实验研究

硬质合金刀片刃口钝化方法与实验研究刘华林;陈守强【期刊名称】《机床与液压》【年(卷),期】2014(42)19【摘要】In order to improve the quality of carbide blade edge passivation and overcome the shortcomings of existing passivation method,based on material removal theory under the action of abrasive water jet,the mechanism of material removal of abrasive water jet on carbide blade edge passivation was analyzed. A new method of using abrasive water jet for passivation of carbide blade edge was proposed,and the feasibility of the method was verified through theoretical analysis and experimental test. The application of this meth-od improved the efficiency of carbide cutting tools,quality and life,and ensured the consistency of the parameters of the blade passiva-tion. Good results are achieved,which have a great significance to carbide blade edge passivation.%为了改善硬质合金刀片刃口钝化的质量,克服现有钝化方法的不足,根据磨料水射流作用下材料去除理论,分析磨料水射流对硬质合金刀片刃口钝化的材料的去除机制,提出了运用磨料水射流对硬质合金刀片刃口进行钝化的新方法,通过理论分析和实验验证该方法的可行性。
刀具钝化

刀具刃口钝化技术的探讨简介:一、引言刀具对口钝化名称及重要性刀具或刀片在精磨之后,涂层之前的一道工序,其名称目前国内外尚不统一,有称“刃口钝化”、“刃口强化”、“刃口珩磨”、“刃口准备”或“ER处理”等,本文采用“刃口钝化”的名称。
刀具刃口钝化技术是一个还不被人们普遍重视,而又是十分重要的问题。
它所以重要就在于:经钝化后的刀具能有效提高刃口强度、提高刀具寿命和切削过程的稳定性。
大家知道刀具是机床的“牙齿”关键字:刀具夹具切削铣削车削机床测量一、引言1.刀具对口钝化名称及重要性刀具或刀片在精磨之后,涂层之前的一道工序,其名称目前国内外尚不统一,有称“刃口钝化”、“刃口强化”、“刃口珩磨”、“刃口准备”或“ER处理”等,本文采用“刃口钝化”的名称。
刀具刃口钝化技术是一个还不被人们普遍重视,而又是十分重要的问题。
它所以重要就在于:经钝化后的刀具能有效提高刃口强度、提高刀具寿命和切削过程的稳定性。
大家知道刀具是机床的“牙齿”,影响刀具切削性能和刀具寿命的主要因素,除了刀具材料、刀具几何参数、刀具结构、切削用量优化等,通过大量的刀具刃口钝化实践体会到:有一个好的刃口型式和刃口钝化质量也是刀具能否多快好省进行切削加工的前提。
因此,刀具刃口的状况好坏也是不可忽视的因素。
2.为什么要进行对口钝化处理o经普通砂轮或金刚石砂轮刃磨后的刀具刃口,确实存在程度不同的微观缺口(即微小崩刃与锯口)。
前者可用肉眼和普通放大镜观察到,后者用100倍(带0.010mm刻线)显微镜能够观察到,其微观缺口一般在0.01-0.05mm,严重者高达0.1mm以上。
在切削过程中刀具刃口微观缺口极易扩展,加快刀具磨损和损坏。
o现代高速切削加工和自动化机床对刀具性能和稳定性提出了更高的要求,特别是涂层刀具在涂层前必须经过刀口的钝化处理,才能保证涂层的牢固性和使用寿命。
o从国外引进数控机床和生产线所用刀具,其刃口已全部钝化处理。
有众多的信息表明,刀具刃口钝化可有效延长刀具寿命200%或更多,大大降低刀具成本,给用户带来巨大的经济效益。
天然金刚石刀具的刃口机械钝化技术
天然金刚石刀具的刃口机械钝化技术天然单晶金刚石具有高硬度、抗磨损和极大的弹性模量,且抗黏结性好,与有色金属等材料间的摩擦系数小,是制作超精密切削刀具的理想材料。
目前天然金刚石刀具已广泛应用于精密超精密加工领域,在汽车工业、国防工业、微电子工业等领域都起到了重要作用。
因此,如何制造出精度高、使用寿命长、切削质量好的天然金刚石刀具一直是广受学者关注的问题。
目前,机械研磨仍然是最主要的天然金刚石刀具制造方法,但是刃磨过后的刀具刃口虽然极其锋利,但会一并出现纳米级豁口、裂纹,因而削弱了刀具耐冲击性,降低了刀具刃口强度,在车削过程中很容易由于机床的振动扩散成大裂纹,加速刀具磨损,甚至产生崩刃现象,导致刀具失效。
因此,去除刃口微观缺陷,钝化刃口半径,以提高刃口表面质量和使用寿命,是制备理想天然金刚石刀具的重要一环。
本课题将对经过机械刃磨后的天然金刚石刀具再添加一道后续处理工艺,提高刀具使用寿命,即在高精度研磨机床上使用高分子聚合物抛光垫,并在其上涂敷一层含纳米级硬质磨粒的研磨膏,对刀具进行钝化处理以达到在不降低刃口表面质量的前提下提高钝化效率的目的。
为达到此目标,本文首先通过分析工况类似的金刚石刀具切削过程中的磨损情况,结合实践经验分析了天然金刚石刀具钝化过程中的可能影响因素,设计了对刀具刃口进行钝化的工艺方法,并搭建了完整的刀具刃口钝化工艺系统,确定重点研究的4个工艺参数,主轴转速w、研磨膏磨粒质量分数y,研磨盘往复运动频率p,刀具摆动速度q;同时提出了6个对刃口钝化过程进行评价的指标,分别为钝化后刃口钝圆半径R、钝化后刃口轮廓算术平均偏差Ra和轮廓最大高度Ry、表面质量提升指标l、材料去除效率指标e、微观缺陷评价指标f。
然后,本文采用该系统进行可行性验证实验,由实验结果可知采用研磨膏和抛光垫相结合的工艺方法对天然金刚石刀具进行机械研磨,确实可以起到较好的钝化效果;并基于控制变量法多次实验,确定最适宜钝化的工艺条件为磨粒尺寸30nm的Si O2研磨膏、无沟槽的530N7501抛光垫;此外,本文根据刃口钝化后的拉曼光谱和钝化过程中的实验现象,得出钝化过程中材料去除机理:主轴的高速平稳旋转及软质抛光垫的良好消振为刀具钝化过程提供了高温稳定的反应环境,刃口与研磨膏磨粒、抛光垫的高分子聚合物充分接触,其表层碳原子具有更高能量,进而吸附官能团和聚合物并在摩擦过程中脱离刃口;同时其表层碳原子将产生持续的非晶化过程,因硬度变低可受磨粒微切削作用而脱离刃口表面。
刀具刃口钝化及益处

度 、方 向 、周 期 时 间 、接 触 深 度 及 中心 线 位 置
尼龙 毛刷 可 有 多种 型 式 。 刷
丝 可 呈 直 线 或 弯 曲型 ,其 截 面 可
以 是 圆 形 或 矩 形 ,并 根 据 应 用 的
提 高 刀 具 刃 口强 度 。如 果 不 在 涂 不 同 ,可选 择 多种 刷 丝 直径 。针
试 验 来 确 定
(吴 志 刚 译 )
8
层 前 进 行 钝 化 处 理 ,刀 具 会 崩 刃 对 不 同 的 应 用 场 合 ,毛 刷 中采 用
并 露 出基体 材料 ,导 致缩短 刀具 的磨Leabharlann 变化 也 很大 ,可 以是碳 化
寿命和 降低切 削效率。钝化 后刃 硅 、氧化 铝 、陶 瓷 和 金 刚 石 。
口使 刀 具 表 面 光 洁 度 得 以 改 善 ,
当刃 口很 锋 利 时 ,磨 削 砂 轮
可 减 小 摩 擦 并 有 利 于 排 屑
离 开 刃 口时 会 因磨 屑 作 用 使 刃 口
未 涂 层 刀具 也 会 因在 刃 口产 产 生锯 齿 形 。 这 是 因为 此 时 刃 口
生 可 控 半 径 而 受 益 。
处 没 有推 力 支 撑 使 磨 屑 被 剪 切 而
当钝 化 工 艺 确 定 时 ,不 同 零
刷 磨损 时 ,会有 新 的磨料 露 出来 件 的 钝 化 精 度 可 以 控 制 在
与 工件 相 互作 用 。 弹 性 刷 丝 相 当 0.0001“。
于柔性 锉 刀 ,均 匀地 覆盖 并锉 削
刃 口可 通 过 几 种 不 同 方 法 来
刀 片 刃 口。
刀具刃口钝化技术的探讨 (1)

很窄的负后角棱边.切削时增大刀具与工件的接触面积,消除切削过程振动。
用于工艺系统刚性不足时所用的单刃刀具。
4)白刃:在刃口附近的后刀面上磨有一条后角为O。
的窄边或刃带,可起到支撑导向和挤压光整作用,用于饺刀、拉刀等多刃刀具。
5)倒园刃:在刃口上刃磨或钝化成一定参数的园角,增加刃口强度,提高刀具寿命,用于各种粗加工和半精加工的可转位刀具。
2.刃口钝化形状:(见图2)圃弧型刃口X瀑布壁刃口图2两种钝化刃口形状刃口钝化几何形状,对刀具寿命有很大影响:一种为圆弧型刃口,在刃口转角处形成对称元弧,占80%以上的刀具所采用,适用于粗精加工。
一种为瀑布型刃口,在刃口转角处的顶面与侧面比率一般为2:1,为不对称圆弧,适用于恶劣的冲击性加工。
刀具刃口钝化技术,其目的就是解决上述刃磨后的刀具刃口微观缺口的缺陷,使其锋值减少或消除,达到圆滑平整,既锋利坚固又耐用的目的。
根据不同的加工条件,合理选择刃口型式与参数,并紧紧与刃口钝化参数的选择相组合,正确处理好刀具”锐”与“固”的关心,“锐”是刀具切削加工必须具备的特征,同时考虑刃口的“固”也是为了更有效的进行切削加工,提高刀具寿命,减少刀具的消费费用。
三、刀具钝化方法的发展趋势1.手工钝化最早的钝化工具是从皮子和石油开始,如到理发馆刮脸.理发员在皮子上鐾刀,使刀刃更.力口锋利耐用。
而在机械加工方面所用的刀具,我们的前辈有了很多丰富的鐾刀经验.效果非常显著。
举例如下:1)粗加工时,一把新刃磨好的刀具鐾刀可以减少初级磨损阶段磨损值,在正常磨损阶段后期鐾刀,仍可再延长正常磨损阶段,一般刀具寿命提高0.5倍以上。
2)精加工石油铰刀时,未经鐾刀其内孔表明有时达不到图纸要术,精心鐾刀后表面粗糙度可稳定Ral.6—0.8“m,同时刀具寿命可提高1倍左右。
3)精刨机床导轨.采用负前角宽刃压光刀,其前后刀面必须经过平板精心研磨,提高了表面质量才能保证刃口锋利平直,导轨加工表面粗糙度可稳定达到RaO.8“m以下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 _ 3 0 . 5 4 0 | 6 1 o 0 O . 7 7
( 2 ) 冷却方式 : 干切削; ( 3 ) 铣削方案 : 铣削参数如下 : 我们选用上海第 三机床厂生产型号为 X K 4 5 数控万能铣床 , 主轴最高 转数为 1 6 0 0 r / m i n , 机床功率为 1 l k WS , 最大进给速
0 . 3 9 6
O. 1 86
1 4
5
0 . 1 6 2
O . 1 9 9
2 试验
2 . 1 实验 条件 及 方案 ( 1 ) 铣 削方式 : 顺铣 ;
l 5 1 6
l 7 l 8 1 9 2 0 2 1
4 0 『 6 3 7
l 0 0
Eq u i p me n t Ma n u f a c t u r i n g T e c h n o l o g y N o 。 1 0, 2 01 4
刀具 刃 口钝化技术及 方法 的研究
夏 雪
沈阳 1 1 0 8 5 0 ) ( 沈阳飞机工业( 集团) 有限公 司技术装备中心 , 辽宁
0 . 7
7 9
l 1 1 3
0 . 2 4 4 0 . 2 2 8
0 . 1 9 3 O . 1 5 4 O . 1 9 9 0 . 2 4 7
O 3 31 0 . 3 2 3
0 . 2 8 5 0 I 3 7 l 0 . 3 5 】 0 . 3 7 3 0 . 2 5 6
具钝 化 的试 验 , 并 对各参 数 作 以分析 。 值 。实 验测 量 的 刀具 粗 糙度 测量 结 果如 表 1 所示。
表 1 粗糙度测量结果
切削速度 / 每齿进给量 / 转速 进给速度 切深 切 宽 粗 超度 R a 粗超度 R a 序号 m / m i n / r / a r i n mm / m m / m i n m m ( 钝化 ) ( 未钝化 )
1 3 0 , 4 7 8 5 ■ 9 6 7 0 , l l 1 5 l ( ) 0 1 - 3 7 O . 1 6 8 0 . 1 3 O 0 . 1 1 4 0 . 5 0 7 0 . 1 9 4 0 . 2 1 4
1 刀具 刃 口钝 化 概 述
0 . 1 3 3
O . 1 2 3 O . 1 6 2 O . 1 6 2 0 . 1 0 9 0 . 1 3 1
0 . 1 9 9
0 . 1 5 9 O . 1 2 9 L 0 . 1 8 6 0 . 2 3 l 0 . 3 5 3
刀具钝化刃 口形式起主导作用。目 前, 我厂所使用刀 具材料有 以下几种 :整体硬质合金材料 、高速钢材 料、 合金 钢 焊接 合金 刀 片 。
刀具刃 口钝化的首要 目标是消除刃 口的凹凸不
平, 获 得均 匀性 和一 致性 良好 的刀具 刃 口。狭义 刀具 刃1 3钝 化 指 对 刃 1 3进 行 的钝 化 处 理 ,包 括 对 称 型 和 瀑 布 型 两种 形 式 ;广 义 的 刀具 刃 口钝化 即对 刃 口进 行 的各 种 技 术处 理 ,包 括 刃型 的选择 和刃 口的钝 化 两个 方 面 。刀具 材料 是 刀具 钝化 技 术 的关键 因素 , 对
2 3
4
5 6 7 8 9
9 0 / 1 4 3 3
1 1 o / 1 7 5 2 l 3 0 / 2 0 7 0 0 . 0 2 , 5 0 . 9 6 4 0 , 6 3 7 0 . 0 3 厂 7 6 . 4 4 0 . O 4 , 1 0 1 . 9 2 1 . O 7
l 0
1 1
0 . 0 5 / 1 2 7 - 4
O . 0 6 , 1 5 2 . 8 8
0 . 2 ( ) 6
O- 3
0 . 3 9 8 O- 3 91Fra bibliotek l 2
l 3
0 . 0 7 / 1 7 8 - 3 6
3
0 . 2 9 9
0. 1 3 8
单研 究。 关键词 : 刃 口钝 化 ; 合 金 钢 刀体 ; 工 艺 改进 中 图分 类 号 : T G 7 1 文献标识码 : B 文章编号 : 1 6 7 2 — 5 4 5 X( 2 0 1 4) 1 0 — 0 2 0 4 — 0 2
航 空 材 料越 来 越 难 以加 工 ,对 刀具 的性 能 要求 度 为 1 2 m / mi n ( 空行 程 ) 。钝 化 与 非钝 化 刀 具 均 采 用
也越来越高 。以往 我们 的注意力都放在刀具材料以 此 组参 数 。 及刀具结构等技术参数上 ,刀具刃 口钝化技术从未 2 . 2 粗糙 度钝 化 对 比实验 结 果分 析 引起我们足够的重视 。本文主要 阐述通过对刀具刃 使用 T R 2 0 0型粗糙度测量仪对每组实验表面粗 口进行合理 的钝化处理 ,可以显著提高刀具寿命及 糙 度 进 行 了测 量 , 取样长度为 l =0 . 8 mm, 评 定 长 度 切 削性 能 , 提 高切 削系 统 的稳定 性 。文 章侧 重介 绍 刀 为 5 0 ,为减少误差每次粗糙度值取三次测量的平均
摘
要: 主要对单元的 刀具刃 口钝化技术进行 综合研 究。对刀具刃 1 2钝 化技 术的核心 内容进行 定义。简单分析 刀具刃 口
钝化对 于刀具切 削加 工的影响。通过切削试验 , 总结 出一些常用的钝 化参数及各种刀具刃 口钝化尺寸计算公 式。 钝化 尺 寸 的计算公 式在 工艺 中具体 实施 。针 对我单元的现有设备对刀具刃 1 2 : 2 钝化 的工艺加 工方法及钝化设备 的设计进行 了简