莱钢2 #1880m 3高炉工程建设及开炉实践
合集下载
莱钢2×265m2烧结机主要工艺技术及改进

中图分类号 :F 64 T 0 . 4 文献标识码 : B 文章编号 :04-6 0 2 1 ) 10 1 — 2 10 - 2 (0 20 — 0 2 0 4
1 前
言
4 多辊 布料技 术 。烧结 机采 用梭 式布 料器 、 ) 圆
辊 给料 机 、 辊 布料 器联 合 布 料 , 证 布料 偏 析合 多 保 理、 改善料 层透气性 , 以实现厚 料层烧结 。 5 新 型节 能 型 点火 器 。采 用节 能 型 双斜 带 式 ) 点火 器 , 炉 煤 气二 次 点火 , 焦 具有 优 越 的点 火性 能
莱钢 2×2 5m2 结机主要工艺技术及 改进 6 烧
吕海 滨 , 刚 杨继
( 莱芜钢铁集团有限公司 型钢炼铁 厂, 山东 莱芜 2 10 ) 71 4 摘 要: 莱钢 2 6 ×2 5 l n 烧结机 系统设计采用 了配料宽带给料 、 强化制粒 、 多辊布料 、 热风 厚料层烧结等 多项新工艺 、 技 新
以及 先进 、 合理 、 实用 、 全等 优点 , 安 技术 含量 高 , 节 能效果显 著 。 6 热 风 烧 结 技 术 。收 集 环 冷 机 高 温 段 3 0 ) 0
莱 钢 1、06 结 机 先 后 于 2 0 22 5m 烧 0 4年 5月 、
20 年 1 05 月建 成投 产 , 并分别 实 现 7d6d 、 达产及 月 达 产 。烧结 机运 转正 常 , 结 主要技 术经 济指标 稳 烧
产高产 、 优质 、 低耗 。
制粒、 烧结 、 冷却 、 成品整粒 、 铺底料、 抽风除尘和冷 返矿循环等系统组成 , 采用无热筛、 环式冷却 、 双抽
风 系 统 等新 工 艺 , 有工 艺 畅通 、 最大 限 度地 减 具 能
1 前
言
4 多辊 布料技 术 。烧结 机采 用梭 式布 料器 、 ) 圆
辊 给料 机 、 辊 布料 器联 合 布 料 , 证 布料 偏 析合 多 保 理、 改善料 层透气性 , 以实现厚 料层烧结 。 5 新 型节 能 型 点火 器 。采 用节 能 型 双斜 带 式 ) 点火 器 , 炉 煤 气二 次 点火 , 焦 具有 优 越 的点 火性 能
莱钢 2×2 5m2 结机主要工艺技术及 改进 6 烧
吕海 滨 , 刚 杨继
( 莱芜钢铁集团有限公司 型钢炼铁 厂, 山东 莱芜 2 10 ) 71 4 摘 要: 莱钢 2 6 ×2 5 l n 烧结机 系统设计采用 了配料宽带给料 、 强化制粒 、 多辊布料 、 热风 厚料层烧结等 多项新工艺 、 技 新
以及 先进 、 合理 、 实用 、 全等 优点 , 安 技术 含量 高 , 节 能效果显 著 。 6 热 风 烧 结 技 术 。收 集 环 冷 机 高 温 段 3 0 ) 0
莱 钢 1、06 结 机 先 后 于 2 0 22 5m 烧 0 4年 5月 、
20 年 1 05 月建 成投 产 , 并分别 实 现 7d6d 、 达产及 月 达 产 。烧结 机运 转正 常 , 结 主要技 术经 济指标 稳 烧
产高产 、 优质 、 低耗 。
制粒、 烧结 、 冷却 、 成品整粒 、 铺底料、 抽风除尘和冷 返矿循环等系统组成 , 采用无热筛、 环式冷却 、 双抽
风 系 统 等新 工 艺 , 有工 艺 畅通 、 最大 限 度地 减 具 能
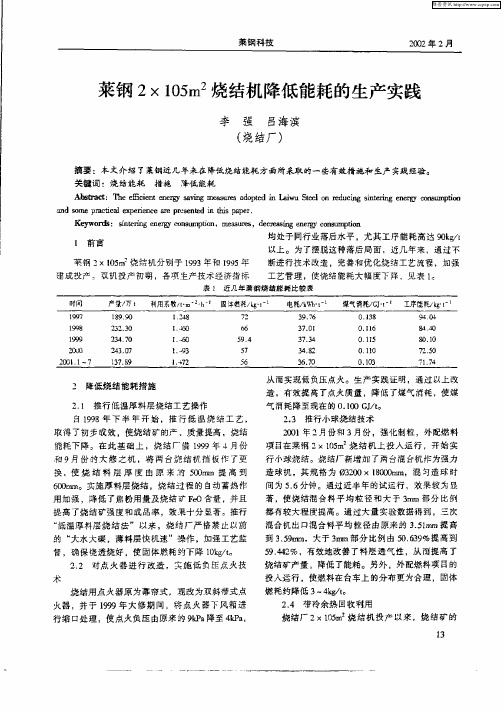
莱钢2×105m 2烧结机降低能耗的生产实践
督 ,确保 烧透 烧好 .使 固体燃 耗 约下 降 1k/。 0gt
2 2 对 点 火 器 进 行 改 造 ,实 施低 负 压点 火技 .
术
5 . 2 ,有 效地改 善 了料 层 透 气性 ,从而 提 高 了 94 % 4 烧结矿 产量 ,降低 了能耗 。另外 ,外配燃 科项 目的 投入运 行 ,使燃料在 台车 上 的分 布更为台 理 ,固体
表 1 近几 年 蓁 钢 烧 结 能 耗 比 较 表
2 降低 烧结 能耗 措施
从而实 现低 负压点火 。生产 实践 证 明,通过 以上 改
造 ,有效 提 高 了点火质量 ,降低 了煤 气 消耗 ,使煤 气 消耗 降至 现在的 010G/。 .0 Jt
2 3 推行小球 烧结 技术 . 20 年 2月份 和 3月份 ,强化 制粒 ,外配燃料 01 项 目在 莱钢 2×15 2烧结 机 上投 人 运行 ,开始 实 0m 行小球烧 结 。烧结厂 新增加 了两台混合 机作为强力 造球机 ,其 规 格 为 0 20×10 0 m,混 匀 造 球 时 30 80r a 间为 5 6分钟 。通过近 半 年的试 运行 ,效 果较为 显 .
…
‘
均处 于 同行 业落后水 平 ,尤其 工 序能耗 高达 9 k / 0 gt
以上 。为了摆脱这种 落后 局 面 ,近几 年来 ,通过不
莱 钢 2×15 2 结机 分 别于 19 年 和 19 0m 烧 93 95年 建 成投 产 。双 机投 产 初期 ,各项生 产技 术经济指标 断进行技 术 改造 ,完 善和优 化烧 结工 艺流程 ,加 强 工艺管 理 ,使烧结 能耗大 幅度下 降 ,见 表 1
关键 词 :烧 结能耗 措施 洚低 能耗
Ah a. :T e e in n ry s n e r a o td i aw t lO e u ig s tr g e eg 0 s m 0 s. a  ̄ h Nee te e g g r 船u龄 d p e n L i u S e i r d cn i ei n r y c n u n e l n n n a d . n rc c le p r n e a p ee t i ti p p r n q l pa t a x e e c r s ne n h s a , , e o i i d e Ke wo t : s t l g e eg " o s mp o y rl s n t i e n n r yc n u t n,mes s e r s g e eg o s mpi n i a me ,d ce i n ry c n u t a n o
莱钢2 #高炉原料矿槽除尘系统设计

Ab ta t Mo i e t e ie i u e o h i h rema hn n te b a t u n c sr c b l v n vc s s df rte d s ag e d c c i ei h ls f r a e mae i r tra oe—tn e u t g d sg n tpwid l a k d d s n e in a d o i n
CI i o g - Zh —y n I I
( / ae Wua inhn m rn et/ re/ S oe n / hnT ce E /om n Po co a g a ttn&/ c & Td o g o ,Ld W hn407 ) e e em / yC . t. ua 309 n o
以粉尘不在 管道 内沉降且管道磨损较小为准。 () 料车及矿槽除尘 。对于移动卸料车这种直线不定 3卸 点移动尘源 , 本设计 采用了移动式除 尘通风 口装置 , 该装置 具有性能稳定可靠 , 维修使用方便 , 治理矿槽卸 料车除尘所 用 风量小 , 捕集粉尘效果好 , 投资省等特点。 2 4 工艺设备产尘点及风量 .
C v ri lo u e i h o d p t h sd d sig s s m i f cie a d c ra hte r q ie ns o  ̄in o e sas sd nt ela i.T i e u t y t n e se e t n m e c h e u rme t fd g . v Ke wo d ba tfr a e oe— tn d d sig y r s ls u n c r ak e ut n
莱 钢 2 高炉 原 料矿 槽 系 计 舞 除尘 统设
迟 志勇
( 中钢集 团天澄环保科技股份有 限公司 武汉 40 7 ) 309
CI i o g - Zh —y n I I
( / ae Wua inhn m rn et/ re/ S oe n / hnT ce E /om n Po co a g a ttn&/ c & Td o g o ,Ld W hn407 ) e e em / yC . t. ua 309 n o
以粉尘不在 管道 内沉降且管道磨损较小为准。 () 料车及矿槽除尘 。对于移动卸料车这种直线不定 3卸 点移动尘源 , 本设计 采用了移动式除 尘通风 口装置 , 该装置 具有性能稳定可靠 , 维修使用方便 , 治理矿槽卸 料车除尘所 用 风量小 , 捕集粉尘效果好 , 投资省等特点。 2 4 工艺设备产尘点及风量 .
C v ri lo u e i h o d p t h sd d sig s s m i f cie a d c ra hte r q ie ns o  ̄in o e sas sd nt ela i.T i e u t y t n e se e t n m e c h e u rme t fd g . v Ke wo d ba tfr a e oe— tn d d sig y r s ls u n c r ak e ut n
莱 钢 2 高炉 原 料矿 槽 系 计 舞 除尘 统设
迟 志勇
( 中钢集 团天澄环保科技股份有 限公司 武汉 40 7 ) 309
二冷动态配水在莱钢2#板坯连铸中的应用
P
数 ; I 分系 数 ; d 分 系数 。 K, 积 K, 微 如何衡量调节变化趋势 ? 从传热学的角度分析 , 设定点 ( 每个冷 却 区出口的 ) 的温度变化是 由两部分传 热造成 的 , 其一是 由于 当地 的二冷水冷却作用( 铸坯表面换热 ) 和垂直于铸坯表面方 向上 的导 热 作 用 ; 二是 由于铸 坯 移 动造 成 的 , 传热 方 程 中的 对 流项 。 于 其 即 对 非稳态传热 , 当拉速有较大 的波动时 , 比较而言 , 第二部分的作用可 能是主要 的。因此 , 仅仅用两个时刻 的温度和 目标温度的差值判断 水 量 调节 的情 况 和趋 势 可能 是 不 够 的 , 应考 虑 拉 速 和 调节 时 间 间 还 隔 的影 响 。我 们引 入 斜率 参 数 来描 述 调节 的趋 势 , 义斜 率 如下 : 定
1前言
莱钢型钢 2 #老连铸机是 20 04年 7月投产 的常规板坯连铸机 , 铸坯 的二次冷却采用参数控制。 参数控制 的思路是根据浇铸钢种 的 特性 , 出要使铸坯 ( 找 若干控制点 ) 表面温度符合 目标温度时各冷却 段水量 的控制参数 A、 、 B C,建立符合 Q A B + = V+ V C二次方程式 的 水 量 控 制 模 型 。 这里 A、 c是 储 存 于智 能仪 表 ( L ) B、 P C 的参 数 , V是 拉 坯 速 度 , 各 回路 冷却 水 量 【 Q是 1 实 际 应用 中 , I 。在 如果 拉 坯 变化 不 大 , 种 控 制 方 式 可 以将 铸 坯 温 度 控 制 在 目标 温 度 附 近 , 够 保 证 这 能 铸坯 内部质量 。但这种控制为静态控制 , 只能适用于拉速相对稳定 的情况 。在热换中包 和水 口等过程 中, 拉速从正常值降到零或低拉 速 , 个 冷 却 区 的 水量 会 同 时减 小 。但 是 , 时 铸 坯 表 面 温 度 还 较 各 此 高 , 内部 钢水 静压 力 的作 用 下 , 坯 会 产 生鼓 肚 变 形 , 致 铸坯 内 在 铸 导 部产生裂纹 和偏析 ; 鼓肚变形还会增加拉坯阻力 , 造成设备故障。 为 了解 决减 速 过 程 中 的 问题 , 钢技 术 人 员 在 生 产实 践 中摸 索 出一 套 莱 工 艺 参 数 , 用人 工 控 制 , 热换 中包 过 程 中逐 步 降 低拉 速 , 采 在 逐步 降 低 各 个 冷却 区的 水量 。这 种 控制 方 式 人 为 因素 较 多 , 能 很好 地 控 不 制生产 , 不能有效地保证铸坯质量 。 经过两年 的生产实践 , 发现该连 铸机不能满 足产量和质量的要求 ,为了提高产量和铸坯质量 ,07 20 年 1 , 0月 对老铸机进行了改造 , 采用了新 的二冷动态配水技术。 2有 效 拉 速控 制 方 法 从传热 的角度来分析 , 以把铸坯 的传热和凝 固过程分为三个 可 环 节 : 先 , 液 固界 面 ( 两 相 区 中 ) 首 在 或 由于液 固相 变 放 出凝 固潜 热 ; 其次 , 这些热量经过 已经凝 固的坯壳传导到铸坯表面 ; 最后 , 经过表 面换热被冷却水带走 , 或辐射到周 围环境 中。 在上述三个环节 中, 经 过坯壳的传导是限制环节 , 而坯壳 的增长与凝固时间的平方根成正 比。二冷配水应该符合上述传热规律 , 即二冷水量应该根据坯壳 的 凝 固时 间或” 坯龄” 来决定。在恒定拉速的生产过程中 , 铸坯所经历 的冷却 时间仅仅是拉速的 函数 ; 因此 , 二冷水量可 以表达为拉速 的 函数 , 这也是二冷参数控制法的理论基础。 借鉴上述思想 , 在拉速变 化 的连铸过程 , 各个冷却 区的水量 由有效拉速来 确定 , 有效拉速根 据铸坯的“ 坯龄” 计算得出。定义有效拉速如下 :
数 ; I 分系 数 ; d 分 系数 。 K, 积 K, 微 如何衡量调节变化趋势 ? 从传热学的角度分析 , 设定点 ( 每个冷 却 区出口的 ) 的温度变化是 由两部分传 热造成 的 , 其一是 由于 当地 的二冷水冷却作用( 铸坯表面换热 ) 和垂直于铸坯表面方 向上 的导 热 作 用 ; 二是 由于铸 坯 移 动造 成 的 , 传热 方 程 中的 对 流项 。 于 其 即 对 非稳态传热 , 当拉速有较大 的波动时 , 比较而言 , 第二部分的作用可 能是主要 的。因此 , 仅仅用两个时刻 的温度和 目标温度的差值判断 水 量 调节 的情 况 和趋 势 可能 是 不 够 的 , 应考 虑 拉 速 和 调节 时 间 间 还 隔 的影 响 。我 们引 入 斜率 参 数 来描 述 调节 的趋 势 , 义斜 率 如下 : 定
1前言
莱钢型钢 2 #老连铸机是 20 04年 7月投产 的常规板坯连铸机 , 铸坯 的二次冷却采用参数控制。 参数控制 的思路是根据浇铸钢种 的 特性 , 出要使铸坯 ( 找 若干控制点 ) 表面温度符合 目标温度时各冷却 段水量 的控制参数 A、 、 B C,建立符合 Q A B + = V+ V C二次方程式 的 水 量 控 制 模 型 。 这里 A、 c是 储 存 于智 能仪 表 ( L ) B、 P C 的参 数 , V是 拉 坯 速 度 , 各 回路 冷却 水 量 【 Q是 1 实 际 应用 中 , I 。在 如果 拉 坯 变化 不 大 , 种 控 制 方 式 可 以将 铸 坯 温 度 控 制 在 目标 温 度 附 近 , 够 保 证 这 能 铸坯 内部质量 。但这种控制为静态控制 , 只能适用于拉速相对稳定 的情况 。在热换中包 和水 口等过程 中, 拉速从正常值降到零或低拉 速 , 个 冷 却 区 的 水量 会 同 时减 小 。但 是 , 时 铸 坯 表 面 温 度 还 较 各 此 高 , 内部 钢水 静压 力 的作 用 下 , 坯 会 产 生鼓 肚 变 形 , 致 铸坯 内 在 铸 导 部产生裂纹 和偏析 ; 鼓肚变形还会增加拉坯阻力 , 造成设备故障。 为 了解 决减 速 过 程 中 的 问题 , 钢技 术 人 员 在 生 产实 践 中摸 索 出一 套 莱 工 艺 参 数 , 用人 工 控 制 , 热换 中包 过 程 中逐 步 降 低拉 速 , 采 在 逐步 降 低 各 个 冷却 区的 水量 。这 种 控制 方 式 人 为 因素 较 多 , 能 很好 地 控 不 制生产 , 不能有效地保证铸坯质量 。 经过两年 的生产实践 , 发现该连 铸机不能满 足产量和质量的要求 ,为了提高产量和铸坯质量 ,07 20 年 1 , 0月 对老铸机进行了改造 , 采用了新 的二冷动态配水技术。 2有 效 拉 速控 制 方 法 从传热 的角度来分析 , 以把铸坯 的传热和凝 固过程分为三个 可 环 节 : 先 , 液 固界 面 ( 两 相 区 中 ) 首 在 或 由于液 固相 变 放 出凝 固潜 热 ; 其次 , 这些热量经过 已经凝 固的坯壳传导到铸坯表面 ; 最后 , 经过表 面换热被冷却水带走 , 或辐射到周 围环境 中。 在上述三个环节 中, 经 过坯壳的传导是限制环节 , 而坯壳 的增长与凝固时间的平方根成正 比。二冷配水应该符合上述传热规律 , 即二冷水量应该根据坯壳 的 凝 固时 间或” 坯龄” 来决定。在恒定拉速的生产过程中 , 铸坯所经历 的冷却 时间仅仅是拉速的 函数 ; 因此 , 二冷水量可 以表达为拉速 的 函数 , 这也是二冷参数控制法的理论基础。 借鉴上述思想 , 在拉速变 化 的连铸过程 , 各个冷却 区的水量 由有效拉速来 确定 , 有效拉速根 据铸坯的“ 坯龄” 计算得出。定义有效拉速如下 :
莱钢炼钢厂型钢2#连铸车间更换水口操作对铸坯质量影响的研究与控制
一 :
图一
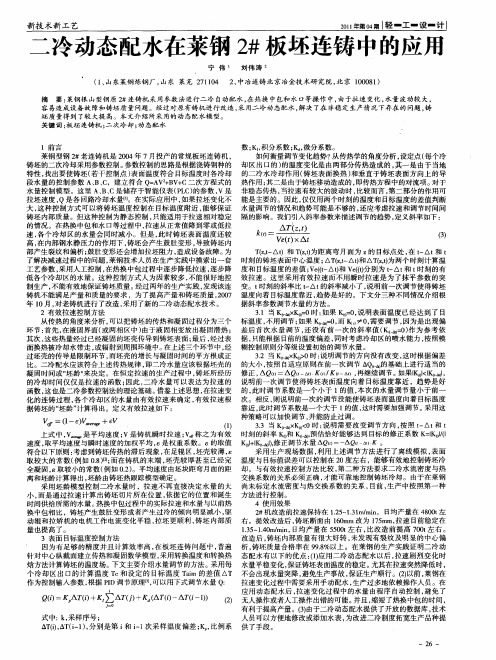
型钢2机14 # 月份更换水 口 质量缺 陷分布图
3 %
从 班组分 析( 图二 ) 甲班 出现几 率最高 如 , 出现 1 次 , 2 丙班最 少 4次 , 说明 甲班在操 作上 存在 问题 。 3废品缺陷原因分析 、 3 粘结缺陷 . 1 观察铸坯粘结情况 ,主要集 中在更换水 口 前 内弧 面, 更换水 口后无粘连 痕迹 , 结合查看录 象分析 , 以下几方 面原 因 : 主要 3 .操作过程 中,提前将备用水 口放人结 .1 1 晶器 内后 , 没有立 即进行更换水 口操作 , 造成新 水 口影响钢水流场 ; 3 .水 口放人结 晶器时动作太 大 ,造成结 .2 1 晶器 内液面波动大 , 钢水直接 冲击结 晶器铜板 , 造成保护渣润滑效 果差 ; 3 .当流操作工配合不 当,动作连 贯性不 .3 1 强 , 准化执行有偏差 。 标 3 凹坑 缺陷 _ 2 3 .保护渣质量差 ,在烧结层 面有结块现 .1 2 象, 尤其 在液面波 动大时 , 易烧结 成球 团 , 容 造 成润滑效果差 ,被烧结 的球 团依 附在钢坯凝 固 壳表面冷却 后形成 凹坑 ; 3 .更换水 口后 ,在没有捞尽渣 圈的情况 .2 2 下 ,液面上涨太快 ,造成局部渣壳嵌 在钢坯表 面, 冷却后形成 凹坑 ; 3 .更换水 口后 ,控棒人员开启 塞棒 力度 .3 2 太大 , 造成液面翻钢严重 , 钢流直接 冲击 角部形 成卷渣 , 造成 凹坑 ; 3 . 【放入结 晶器 内时动作 太大 ,造成 .4水 = 2 _ _ ] 液面卷渣。 3 纵裂缺陷 - 3 3 .主要是更换水 口时液 面波 动大 ,造成 .1 3 保护渣渣况恶化 ,液渣流人 间隙少 ,润滑效果 差 ,铸坯在结晶器 内坯壳形成 的同时受拉坯应 力的影响形成纵 向裂纹源 ,出结 晶器后 随二次
图一
型钢2机14 # 月份更换水 口 质量缺 陷分布图
3 %
从 班组分 析( 图二 ) 甲班 出现几 率最高 如 , 出现 1 次 , 2 丙班最 少 4次 , 说明 甲班在操 作上 存在 问题 。 3废品缺陷原因分析 、 3 粘结缺陷 . 1 观察铸坯粘结情况 ,主要集 中在更换水 口 前 内弧 面, 更换水 口后无粘连 痕迹 , 结合查看录 象分析 , 以下几方 面原 因 : 主要 3 .操作过程 中,提前将备用水 口放人结 .1 1 晶器 内后 , 没有立 即进行更换水 口操作 , 造成新 水 口影响钢水流场 ; 3 .水 口放人结 晶器时动作太 大 ,造成结 .2 1 晶器 内液面波动大 , 钢水直接 冲击结 晶器铜板 , 造成保护渣润滑效 果差 ; 3 .当流操作工配合不 当,动作连 贯性不 .3 1 强 , 准化执行有偏差 。 标 3 凹坑 缺陷 _ 2 3 .保护渣质量差 ,在烧结层 面有结块现 .1 2 象, 尤其 在液面波 动大时 , 易烧结 成球 团 , 容 造 成润滑效果差 ,被烧结 的球 团依 附在钢坯凝 固 壳表面冷却 后形成 凹坑 ; 3 .更换水 口后 ,在没有捞尽渣 圈的情况 .2 2 下 ,液面上涨太快 ,造成局部渣壳嵌 在钢坯表 面, 冷却后形成 凹坑 ; 3 .更换水 口后 ,控棒人员开启 塞棒 力度 .3 2 太大 , 造成液面翻钢严重 , 钢流直接 冲击 角部形 成卷渣 , 造成 凹坑 ; 3 . 【放入结 晶器 内时动作 太大 ,造成 .4水 = 2 _ _ ] 液面卷渣。 3 纵裂缺陷 - 3 3 .主要是更换水 口时液 面波 动大 ,造成 .1 3 保护渣渣况恶化 ,液渣流人 间隙少 ,润滑效果 差 ,铸坯在结晶器 内坯壳形成 的同时受拉坯应 力的影响形成纵 向裂纹源 ,出结 晶器后 随二次
莱钢2#1000m 3高炉提高原燃料利用率的生产实践

生铁 成本 。
稳 、 、 的精料 方针是 高炉高产低 耗的基本途 径 。 小 匀”
其 中“ ” 是要求筛 净 <5m 净 就 m的粉末 , 由于原 料受 自身含水量 、 成分 和质量影 响较大 , 实际生 产中很难 完全筛除 。为了实 现精料入炉 , 1 0 0m 高炉主要 0 从更换振筛 和改 良振筛工作方式 两个阶段入手 。
矿 比例 尤其 不利 。对 此 , 在筛 分过程 中 , 尽量减小 大 仓启 闭器 的开度 , 降低振动筛 上料层厚 度 , 使筛分 速
造成 高炉透气性变 差 ,压差 升高 ,严重 时出现崩塌 料, 导致煤气 流失常 , 比上升 , 焦 产量下 降。 2改 良振 筛工作方式 。 ) 针对入 炉粉末较 多现象 ,
维普资讯
第3 0卷 第 1 期
20 0 8年 2 月
山 东 冶 金
S a d n Meal r y hn og tl g u
.
V I 0. . o _ No 1 3 Fe r a y 2 0 b u r 0 8
・
节能减 排 ・
莱钢 21 0 3 # 0 01 高炉提 高原燃料利用率的生产 实践 1 1
2 提高块矿配 比
1 0 炉炉料 结 构采 用 高碱 度烧 结 矿 + 0m 高 0
球 团矿 + 矿三元结构 。其 中球 团主要包括 鲁南球 块 团和莱矿球 团 2 , 矿全需外购 。 种 块 随着高炉冶炼强 度不断强化 , 团矿供应紧张 。 球 在高炉稳 定顺行 的条
1更换振筛 。21 0 3 炉投产初期 , ) 0m 高 0 采用单 层立 置环保筛 , 间距 5 m, 筛棒 筛分效 果较好 , m 入炉
加了 自清理装置 , 并通过 自控程序 控制 。 在进行筛 分 工作 时 , 先启 动振 筛 , 空振 1 0—2 , 强筛 网 自清 0s加 理 ,使夹在 棒条之 间的原料得 以清除 ;再启 动给料
稳 、 、 的精料 方针是 高炉高产低 耗的基本途 径 。 小 匀”
其 中“ ” 是要求筛 净 <5m 净 就 m的粉末 , 由于原 料受 自身含水量 、 成分 和质量影 响较大 , 实际生 产中很难 完全筛除 。为了实 现精料入炉 , 1 0 0m 高炉主要 0 从更换振筛 和改 良振筛工作方式 两个阶段入手 。
矿 比例 尤其 不利 。对 此 , 在筛 分过程 中 , 尽量减小 大 仓启 闭器 的开度 , 降低振动筛 上料层厚 度 , 使筛分 速
造成 高炉透气性变 差 ,压差 升高 ,严重 时出现崩塌 料, 导致煤气 流失常 , 比上升 , 焦 产量下 降。 2改 良振 筛工作方式 。 ) 针对入 炉粉末较 多现象 ,
维普资讯
第3 0卷 第 1 期
20 0 8年 2 月
山 东 冶 金
S a d n Meal r y hn og tl g u
.
V I 0. . o _ No 1 3 Fe r a y 2 0 b u r 0 8
・
节能减 排 ・
莱钢 21 0 3 # 0 01 高炉提 高原燃料利用率的生产 实践 1 1
2 提高块矿配 比
1 0 炉炉料 结 构采 用 高碱 度烧 结 矿 + 0m 高 0
球 团矿 + 矿三元结构 。其 中球 团主要包括 鲁南球 块 团和莱矿球 团 2 , 矿全需外购 。 种 块 随着高炉冶炼强 度不断强化 , 团矿供应紧张 。 球 在高炉稳 定顺行 的条
1更换振筛 。21 0 3 炉投产初期 , ) 0m 高 0 采用单 层立 置环保筛 , 间距 5 m, 筛棒 筛分效 果较好 , m 入炉
加了 自清理装置 , 并通过 自控程序 控制 。 在进行筛 分 工作 时 , 先启 动振 筛 , 空振 1 0—2 , 强筛 网 自清 0s加 理 ,使夹在 棒条之 间的原料得 以清除 ;再启 动给料
韩国产多功能辊缝仪在莱钢2号板坯连铸机上的应用

第2 卷 2 1年第4 总第 18 ) 8 00 期( 4期
使用与维护
韩国产 多功能辊 缝仪在莱钢 2 号板坯连铸机上 的应 用
陈 亮 宁 伟 王继坤 张 谱 张 伟
( 莱钢银 山型钢有 限公 司炼钢 厂 莱芜
摘 要
2 10 ) 7 14
介绍引进韩 国的P OW E C铸机生产线监控 系统—— 多功能辊缝仪 的功能、 R Mn 特点及应用情况 ,
对 比分 析 的情 况 , 由此 可 方 便 了解 该 流 对 弧 状 况
1 — —
—
—
第 2 卷 2 1年 第 4 ( 8 00 期 总第 18 ) 4期
使 用与维 护
gg/ 目 0 dI J
液压 系统 的维护
张 雄 杨瑞 林 ( 中冶南方 冷轧新材 料技 术有 限公 司 新余
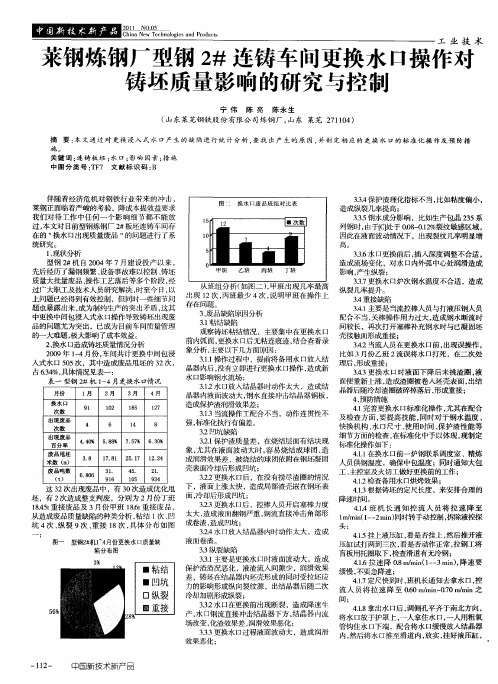
() 1 辊缝 。 多功 能 辊 缝 仪 测 量 导 辊辊 缝 的原 理 ( 图 1 : 缝传 感 器是 采用 机械式 线性 差分 变 见 )辊 送 器 (V T 为检 测元 件 , 缝 仪在 连铸 机 内进 行 LD ) 辊 检 测 时 , 感器 处 于平 稳 的直线 的运 行 状态 , 经 传 在 过内弧与外弧导辊时辊缝仪记录下传感器检测得
图 6 两次辊缝数据对比分析曲线
( ) 弧 : 7 示测 量 流道 的对 弧 状况 , 果 2对 图 显 如 测 量 得 到 的 对 弧 数 值 在 标 准 值 ± 05 m范 围 内 .m
坏轴 承位 置 的传 感 器检 测 出来 。
( 图 中标 注 的 正 常 对 弧 区 间 内 ) 则 说 明对 弧 数 即 , 值 处 于正 常状 态 。 图中显 示该 流 S G 中 5 E 3 号导 辊 出现对 弧异 常点 , 检查 该导 辊一 端轴 承损 坏 。 经
使用与维护
韩国产 多功能辊 缝仪在莱钢 2 号板坯连铸机上 的应 用
陈 亮 宁 伟 王继坤 张 谱 张 伟
( 莱钢银 山型钢有 限公 司炼钢 厂 莱芜
摘 要
2 10 ) 7 14
介绍引进韩 国的P OW E C铸机生产线监控 系统—— 多功能辊缝仪 的功能、 R Mn 特点及应用情况 ,
对 比分 析 的情 况 , 由此 可 方 便 了解 该 流 对 弧 状 况
1 — —
—
—
第 2 卷 2 1年 第 4 ( 8 00 期 总第 18 ) 4期
使 用与维 护
gg/ 目 0 dI J
液压 系统 的维护
张 雄 杨瑞 林 ( 中冶南方 冷轧新材 料技 术有 限公 司 新余
() 1 辊缝 。 多功 能 辊 缝 仪 测 量 导 辊辊 缝 的原 理 ( 图 1 : 缝传 感 器是 采用 机械式 线性 差分 变 见 )辊 送 器 (V T 为检 测元 件 , 缝 仪在 连铸 机 内进 行 LD ) 辊 检 测 时 , 感器 处 于平 稳 的直线 的运 行 状态 , 经 传 在 过内弧与外弧导辊时辊缝仪记录下传感器检测得
图 6 两次辊缝数据对比分析曲线
( ) 弧 : 7 示测 量 流道 的对 弧 状况 , 果 2对 图 显 如 测 量 得 到 的 对 弧 数 值 在 标 准 值 ± 05 m范 围 内 .m
坏轴 承位 置 的传 感 器检 测 出来 。
( 图 中标 注 的 正 常 对 弧 区 间 内 ) 则 说 明对 弧 数 即 , 值 处 于正 常状 态 。 图中显 示该 流 S G 中 5 E 3 号导 辊 出现对 弧异 常点 , 检查 该导 辊一 端轴 承损 坏 。 经
莱钢2#1080 m^3高炉热风炉动力系统优化改造

蒋 彦 刚
( 山钢股份莱芜分公司 炼铁厂 , 山东 莱芜 2 7 1 1 0 4 ) 摘 要: 山钢股份 莱芜分 公司炼铁厂 2 ' 1 0 8 0 I n 高炉热风炉采取提高热风炉预热器换热效率 、 优化改造 热风炉助燃 风 、 废气
回收系统 、 应用 局部加压技 术 、 改造热 风炉助燃风机 等措施 , 使 高炉动力系统 与当前 的高 炉炉容进一步 匹配 , 平均风 温由 9 8 3 . 6 7。 c 上升至 1 0 0 7 . 3 3 ℃, 燃料 比由 5 4 5 . 0 7 k g / t 下降至 5 3 9 . 4 5 k g / t , 高炉年节约动力成本 1 0 0 0 余万元 。
2 存 在 问题
2 . 1 换 热面积小
冬 季采 暖 使 用煤 气 以及 高炉 集 中停 炉 检 修 的情 况 下, 系统 管 网煤 气 压 力更 低 , 无 法 满 足高 炉 正 常生
产煤 气 压力需 要 。正 常煤气 压力 情况 下 , 送风 前期
1 0 8 0 m 高炉使用 内燃 式热 风炉 , 其 燃烧 室和 蓄热 室在 同一 壳体 内 , 用耐火 材 料砌 筑成 的 隔墙 将 其分 开 。这种 热风 炉存 在一 定技 术缺 陷 , 隔墙 两侧 温 差不 仅 大 , 还 是 变化 的 , 特别 是 在燃 烧 末 期 和送
关键 词 : 高炉; 热风炉 ; 动力系统 ; 助燃风机 ; 高炉煤气
中图分类号 : T F 5 7 8 文献标识码 : B 文章 编号 : 1 0 0 4 — 4 6 2 0 ( 2 0 1 4 ) 0 1 — 0 0 5 4 — 0 2
1 前
言
不具 备对高 炉热风炉 系统进行 改型换代 的条件 。
热 风炉 助燃 空 气 预热 器 主要 利用 热 管原 理 , 对 废 气 的余 热通 过 热 交 换 的方 式 实 现 回 收 利 用 。 通 过对 现场 1 ~ 高炉 预热 器参数 进行 对 比分析 发 现, 1 、 3 一 高 炉 的冷 风通 过 预热 器 预热后 可 由常 温升高 到 1 7 0 c c以上 , 而2 高 炉可仅 升高 到 9 0℃左 右, 2 高炉助燃 风预热器换 热效率 较低 。 2 。 3 高炉 助燃风 、 废气 回收 系统局部 缩径
( 山钢股份莱芜分公司 炼铁厂 , 山东 莱芜 2 7 1 1 0 4 ) 摘 要: 山钢股份 莱芜分 公司炼铁厂 2 ' 1 0 8 0 I n 高炉热风炉采取提高热风炉预热器换热效率 、 优化改造 热风炉助燃 风 、 废气
回收系统 、 应用 局部加压技 术 、 改造热 风炉助燃风机 等措施 , 使 高炉动力系统 与当前 的高 炉炉容进一步 匹配 , 平均风 温由 9 8 3 . 6 7。 c 上升至 1 0 0 7 . 3 3 ℃, 燃料 比由 5 4 5 . 0 7 k g / t 下降至 5 3 9 . 4 5 k g / t , 高炉年节约动力成本 1 0 0 0 余万元 。
2 存 在 问题
2 . 1 换 热面积小
冬 季采 暖 使 用煤 气 以及 高炉 集 中停 炉 检 修 的情 况 下, 系统 管 网煤 气 压 力更 低 , 无 法 满 足高 炉 正 常生
产煤 气 压力需 要 。正 常煤气 压力 情况 下 , 送风 前期
1 0 8 0 m 高炉使用 内燃 式热 风炉 , 其 燃烧 室和 蓄热 室在 同一 壳体 内 , 用耐火 材 料砌 筑成 的 隔墙 将 其分 开 。这种 热风 炉存 在一 定技 术缺 陷 , 隔墙 两侧 温 差不 仅 大 , 还 是 变化 的 , 特别 是 在燃 烧 末 期 和送
关键 词 : 高炉; 热风炉 ; 动力系统 ; 助燃风机 ; 高炉煤气
中图分类号 : T F 5 7 8 文献标识码 : B 文章 编号 : 1 0 0 4 — 4 6 2 0 ( 2 0 1 4 ) 0 1 — 0 0 5 4 — 0 2
1 前
言
不具 备对高 炉热风炉 系统进行 改型换代 的条件 。
热 风炉 助燃 空 气 预热 器 主要 利用 热 管原 理 , 对 废 气 的余 热通 过 热 交 换 的方 式 实 现 回 收 利 用 。 通 过对 现场 1 ~ 高炉 预热 器参数 进行 对 比分析 发 现, 1 、 3 一 高 炉 的冷 风通 过 预热 器 预热后 可 由常 温升高 到 1 7 0 c c以上 , 而2 高 炉可仅 升高 到 9 0℃左 右, 2 高炉助燃 风预热器换 热效率 较低 。 2 。 3 高炉 助燃风 、 废气 回收 系统局部 缩径
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简 介: 卢宏( 96 )男 , 17 一 , 山东曹县人 ,9 8年毕业 于包 头钢 铁学 19 院钢铁冶金专业 。现为莱钢技改工程指挥部烧结项 目部工程 面向下 5 0m 0 m范 围内因缝间
夹钢而导致表 面压 痕 的程度 。 ) 2设备方 面 : 高传 为提 热能力 ,将结 晶器 的铜 板 由全镀 方式 改为从距离 上 口 2 0 m处 开始涂 镀 , 始厚度 05m 下 口涂 镀 0 m 起 . m,
高炉设计 以优质 、 高效 、 耗 、 寿为 目标 , 低 长 结合 莱钢实 际 , 取成熟 、 采 可靠 、 用 的先进 工艺技术 , 适 贯 彻精 料 、 高压 、 高风 温 、 寿 等技术 方针 , 长 采取 节 能 、
带机转运 经犁式 卸料器 直接卸入 车皮 中 ,运到存渣
场或外销 。 事故干渣坑备 用 。 ) 净化设施采用单 4 煤气
厚度不变 的方 案( 涂镀方式 已经 申请 国家专利 ) 该 。
度 等措施 , 降低 了结晶器 下 口的磨 损速度 , 使用寿命 超过 20炉的结 晶器下 口铜板也 没有 出现 沟槽 。通 0 过改变结 晶器铜板 镀层 的起 镀位 置和变化 弯月面高
度等措施 ,彻底解 决 了结 晶器弯 月面 区镀层 剥落 的
高炉各 项技术指 标达到 国内同类 高炉先进 水平 。 高炉设计具 有以下特点 : 1 高 炉 内型直 接设 计 为操作 炉 型 , ) 增加 了死 铁 层 高度 , 炉体采用 新一代 全冷却 壁覆盖 , 在高热 负荷
区采用 了 4段铜 冷却壁 ; 水冷炉底 , 软水 密 闭循环 冷
却方式 , 贯流式高 压冷却 风 E小套 ; l 碳砖 陶瓷杯 复合
中图 分 类 号 :F 4 T 5 文 献 标 识码 : B 文章 编 号 :04 4 2 ( 07)6 0 3 ~ 3 10 — 6 0 20 0 ~ 03 0
1 前 言
莱 钢银 山 型 钢 有 限公 司 大 型 H 型 钢 配 套 工 程 218 0m 高炉 2 0 8 0 4年 5月 6日正式 开工 建设 , 于 20 年 2月 2 05 8日 1 4时点火 开炉 。 工程 投资概算 85 .亿元 , 工期 2 6 。开炉后 系统运行 良好 , 9 d 炉况稳 定顺行 , 创造 了 4d达产的好成绩 。
2 ’nH ayMahnr eerhIstt Xia 10 2 C ia a ev cieyR sac tue ’n70 3 , hn ) Xi ni ,
Ab ta t Ac o d n e a ay i ft e mo l o p rp ae we d t e sa s d f cs fr t e me i m— hi l b c se ,t e a t o a sr c : c r i g t t n l sso u d c p e lt a a h l b’ ee t o h d u t n sa a tr h u h rh s oh h rn f u dt e fc o st a f c h n r a e o t e mo l f s a . h s c o si cu e t ewi ef c p r sa y o n h tr h t e t e i ce s f u d l e p a a t h i n T e ef tr l d d et e ' s mme r f h u d,h a k o a n h a a t o t e mo l t e lc f y t el r O a es p o t g a d t e i o ia o t g sr c u e o e mo l . r u h t k n o o n e me s r ss c st e s i h aT W fc u p ri l g c c ai t t r ft u d T o g i gs me c u t r a u e u h a h h mmi g a — l n n h l l n u h h a n d
卢 宏, 刘长忠 , 汉海 , 刘 吴少 波 , 刘 燕
( 莱芜钢铁集 团有 限公司 , 山东 莱芜 2 10 ) 7 4 1 摘 要 : 介绍了莱钢 21 8 3 " 8 0m 高炉的设计特点及采用 的干法布袋除尘和粒煤 喷吹等新工艺 。采取强化管理 、 分工负责 、 责 任到人等工程管理模式 , 高炉建设工期仅为 2 6d 9 。由于制定 的高炉烘炉 、 开炉方案合理, 操作参数选择得当 , 高炉 开炉后 4 d达产 , 利用系数 20 ( d , .5tm -)取得 了良好 的技术经济指标。 / 关键词 : 高炉 ; 工程建设 ; 开炉 ; 达产
一
降低 运行 成本 、 改善 环境 、 节省 投 资 的有 效措 施 , 使
收 稿 日期 :0 7 0 — 5 20 — 5 1
干法 布袋除尘器 。 置 了T T炉 顶余压发 电装置 , 设 R
同高压调 压 阀组 并行设置 互为备 用 ,实 现 了余能 回
收、 节能 降耗 的效果 。 ) 采用紧凑 型 P 串罐无 5 炉顶 W 钟炉 顶 , 备 简单 紧凑 , 设 投资 低 , 改善 炉料 粒度偏 析 状况 , 设备 故 障率低 且 检修 空 间大 。6 三 电一 体化 ) 顶方式来 减轻尾 坯磨损 和加垫 片调整结 晶器大面锥
箫
DA hn- i, I npn , NWe—i I OC egmn LUJ -if WE ix u n
( o3Sel a igPa t f ia o dSe l o Ld, ia 5 1 1 C ia 1 . t m k n ln o J nI na t . t.J n 2 0 , hn ; N e n r n eC , n 0
3 进果 改效
通过结 晶器窄边 加足辊强化 支撑 、优化终 浇封
呈
次, 最高使用 寿命为 5 7炉。 1
De e o m e nd App i a i n o n -l eM o l v l p nt a lc to fLo g i u d f Te h o o y f rt eM e 咖 一t i S a s e c n l g o h di h n l b Ca t r
炉底技术 , 薄壁炉 墙 ; 高炉 一代炉 役无 中修 寿命可 达
1 。2 槽 上实现烧结 矿分级人炉 , 下焦 丁回收实 5 a ) 槽
现 中 ,u C 焦人炉 。3 炉 渣处理采 用 “ D ) 图拉 法 ” 粒化 渣 单一运行 方式 , 个铁 口对应一套 粒化器 , 一 水渣 由胶
2 高炉 的设计特点
维普资讯
第2 9卷 第 6期
20 0 7年 1 2月
山 东 冶 金
tlu g S a d n Meal r y hnog
Vo .9. . 1 2 No 6 De e e 0 7 c mb r 2 0
・
生产 技 术 ・
菜钢 2 1 8 高炉工程建设及 开炉 实践 # 0m3 8
夹钢而导致表 面压 痕 的程度 。 ) 2设备方 面 : 高传 为提 热能力 ,将结 晶器 的铜 板 由全镀 方式 改为从距离 上 口 2 0 m处 开始涂 镀 , 始厚度 05m 下 口涂 镀 0 m 起 . m,
高炉设计 以优质 、 高效 、 耗 、 寿为 目标 , 低 长 结合 莱钢实 际 , 取成熟 、 采 可靠 、 用 的先进 工艺技术 , 适 贯 彻精 料 、 高压 、 高风 温 、 寿 等技术 方针 , 长 采取 节 能 、
带机转运 经犁式 卸料器 直接卸入 车皮 中 ,运到存渣
场或外销 。 事故干渣坑备 用 。 ) 净化设施采用单 4 煤气
厚度不变 的方 案( 涂镀方式 已经 申请 国家专利 ) 该 。
度 等措施 , 降低 了结晶器 下 口的磨 损速度 , 使用寿命 超过 20炉的结 晶器下 口铜板也 没有 出现 沟槽 。通 0 过改变结 晶器铜板 镀层 的起 镀位 置和变化 弯月面高
度等措施 ,彻底解 决 了结 晶器弯 月面 区镀层 剥落 的
高炉各 项技术指 标达到 国内同类 高炉先进 水平 。 高炉设计具 有以下特点 : 1 高 炉 内型直 接设 计 为操作 炉 型 , ) 增加 了死 铁 层 高度 , 炉体采用 新一代 全冷却 壁覆盖 , 在高热 负荷
区采用 了 4段铜 冷却壁 ; 水冷炉底 , 软水 密 闭循环 冷
却方式 , 贯流式高 压冷却 风 E小套 ; l 碳砖 陶瓷杯 复合
中图 分 类 号 :F 4 T 5 文 献 标 识码 : B 文章 编 号 :04 4 2 ( 07)6 0 3 ~ 3 10 — 6 0 20 0 ~ 03 0
1 前 言
莱 钢银 山 型 钢 有 限公 司 大 型 H 型 钢 配 套 工 程 218 0m 高炉 2 0 8 0 4年 5月 6日正式 开工 建设 , 于 20 年 2月 2 05 8日 1 4时点火 开炉 。 工程 投资概算 85 .亿元 , 工期 2 6 。开炉后 系统运行 良好 , 9 d 炉况稳 定顺行 , 创造 了 4d达产的好成绩 。
2 ’nH ayMahnr eerhIstt Xia 10 2 C ia a ev cieyR sac tue ’n70 3 , hn ) Xi ni ,
Ab ta t Ac o d n e a ay i ft e mo l o p rp ae we d t e sa s d f cs fr t e me i m— hi l b c se ,t e a t o a sr c : c r i g t t n l sso u d c p e lt a a h l b’ ee t o h d u t n sa a tr h u h rh s oh h rn f u dt e fc o st a f c h n r a e o t e mo l f s a . h s c o si cu e t ewi ef c p r sa y o n h tr h t e t e i ce s f u d l e p a a t h i n T e ef tr l d d et e ' s mme r f h u d,h a k o a n h a a t o t e mo l t e lc f y t el r O a es p o t g a d t e i o ia o t g sr c u e o e mo l . r u h t k n o o n e me s r ss c st e s i h aT W fc u p ri l g c c ai t t r ft u d T o g i gs me c u t r a u e u h a h h mmi g a — l n n h l l n u h h a n d
卢 宏, 刘长忠 , 汉海 , 刘 吴少 波 , 刘 燕
( 莱芜钢铁集 团有 限公司 , 山东 莱芜 2 10 ) 7 4 1 摘 要 : 介绍了莱钢 21 8 3 " 8 0m 高炉的设计特点及采用 的干法布袋除尘和粒煤 喷吹等新工艺 。采取强化管理 、 分工负责 、 责 任到人等工程管理模式 , 高炉建设工期仅为 2 6d 9 。由于制定 的高炉烘炉 、 开炉方案合理, 操作参数选择得当 , 高炉 开炉后 4 d达产 , 利用系数 20 ( d , .5tm -)取得 了良好 的技术经济指标。 / 关键词 : 高炉 ; 工程建设 ; 开炉 ; 达产
一
降低 运行 成本 、 改善 环境 、 节省 投 资 的有 效措 施 , 使
收 稿 日期 :0 7 0 — 5 20 — 5 1
干法 布袋除尘器 。 置 了T T炉 顶余压发 电装置 , 设 R
同高压调 压 阀组 并行设置 互为备 用 ,实 现 了余能 回
收、 节能 降耗 的效果 。 ) 采用紧凑 型 P 串罐无 5 炉顶 W 钟炉 顶 , 备 简单 紧凑 , 设 投资 低 , 改善 炉料 粒度偏 析 状况 , 设备 故 障率低 且 检修 空 间大 。6 三 电一 体化 ) 顶方式来 减轻尾 坯磨损 和加垫 片调整结 晶器大面锥
箫
DA hn- i, I npn , NWe—i I OC egmn LUJ -if WE ix u n
( o3Sel a igPa t f ia o dSe l o Ld, ia 5 1 1 C ia 1 . t m k n ln o J nI na t . t.J n 2 0 , hn ; N e n r n eC , n 0
3 进果 改效
通过结 晶器窄边 加足辊强化 支撑 、优化终 浇封
呈
次, 最高使用 寿命为 5 7炉。 1
De e o m e nd App i a i n o n -l eM o l v l p nt a lc to fLo g i u d f Te h o o y f rt eM e 咖 一t i S a s e c n l g o h di h n l b Ca t r
炉底技术 , 薄壁炉 墙 ; 高炉 一代炉 役无 中修 寿命可 达
1 。2 槽 上实现烧结 矿分级人炉 , 下焦 丁回收实 5 a ) 槽
现 中 ,u C 焦人炉 。3 炉 渣处理采 用 “ D ) 图拉 法 ” 粒化 渣 单一运行 方式 , 个铁 口对应一套 粒化器 , 一 水渣 由胶
2 高炉 的设计特点
维普资讯
第2 9卷 第 6期
20 0 7年 1 2月
山 东 冶 金
tlu g S a d n Meal r y hnog
Vo .9. . 1 2 No 6 De e e 0 7 c mb r 2 0
・
生产 技 术 ・
菜钢 2 1 8 高炉工程建设及 开炉 实践 # 0m3 8