陶瓷型机械注浆成型机械装备
注浆工程施工机械包括
注浆工程施工机械是指在注浆工程中使用的各类机械设备,它们是注浆工程顺利进行的重要保障。
注浆工程施工机械包括注浆泵、钻孔设备、注浆管材、搅拌设备、输送设备等。
注浆泵是注浆工程施工中的核心设备,它的主要作用是将注浆材料搅拌均匀后,通过高压将浆液注入到地层的裂隙或空腔中。
注浆泵的性能直接影响到注浆工程的质量和效率。
目前市场上常见的注浆泵有液压注浆泵、气压注浆泵、电钻注浆泵等。
钻孔设备是注浆工程施工的前置工艺,主要包括钻机、钻头、钻杆等。
钻孔设备的选用应根据地质条件、孔径大小、孔深要求等因素综合考虑。
钻孔设备的性能直接影响到注浆工程的进度和质量。
注浆管材是注浆工程施工中的重要材料,它用于将浆液输送到地层的裂隙或空腔中。
注浆管材的选择应根据地质条件、注浆压力、浆液类型等因素综合考虑。
常用的注浆管材有塑料注浆管、金属注浆管、玻璃钢注浆管等。
搅拌设备是注浆工程施工中的辅助设备,它的主要作用是将注浆材料搅拌均匀,保证浆液的质量。
搅拌设备的选用应根据注浆材料的特点、注浆量、注浆速度等因素综合考虑。
常用的搅拌设备有电钻搅拌机、液压搅拌机、手动搅拌机等。
输送设备是注浆工程施工中的重要设备,它的主要作用是将浆液从注浆泵输送到注浆管中。
输送设备的选用应根据注浆压力、注浆量、注浆距离等因素综合考虑。
常用的输送设备有高压输送泵、气压输送泵、液压输送泵等。
总之,注浆工程施工机械包括注浆泵、钻孔设备、注浆管材、搅拌设备、输送设备等,它们的选择和应用应根据工程的实际情况和需求进行。
只有合理选择和正确使用注浆工程施工机械,才能保证注浆工程的质量和效率,实现工程的安全和进度。
新型国产CHN系列陶瓷自动注浆成型机填补国内空白
新型国产CHN系列陶瓷自动注浆成型机填补国内空白由北京中航里程科技有限公司历时3年攻关研发的专利产品CHN系列陶瓷自动注浆成型机目前正全面推向市场。
众所周知,建筑陶瓷领域历经多年发展,在产品成型工艺方面已具有较高的自动化水平。
而日用陶瓷领域,特别是在注浆成型工艺方面,目前主要还是依靠劳动密集型的手工生产。
随着人力资源、厂房资源等产品主要成本构成因素的必然上涨趋势,如何提高劳动生产率是广大陶瓷生产企业必须面对的问题。
CHN系列陶瓷自动注浆成型机的出现,将会给众多企业提供一条升级发展的新途径。
一、技术背景陶瓷注浆成型是一种适应性广、生产效率高的成型方法,凡是形状复杂或不规则、不能用滚压成型以及薄胎制品都可以用注浆成型来生产。
目前,在日用陶瓷工业中,注浆成型主要以手工完成。
设备方面一般利用通用或专用的流体机械、管路元件、输送机械等来实现注浆成型的目的。
所用注浆成型设备主要有高位压力管道注浆成型机械、气体压力管道注浆成型机械和离心注浆机。
其共同缺陷是自动化程度不高,手工操作较多,生产效率较低,产品质量难以提高。
北京中航里程科技公司技术研发团队对于陶瓷自动注浆成型生产线设备的研制经历了三个阶段:第一阶段,引进和消化吸收。
2007年6月与北京中艺高端陶瓷科技有限公司、广东兴业陶瓷有限公司共同论证了研制该产品的必要性。
通过引进和消化吸收国外相关设备的工艺技术,结合航天系统工程设计与控制技术、陶瓷空心注浆成型类产品的生产工艺技术要求,确立了该设备的研制方案。
第二阶段,样机研制和小批试产。
2007年11月完成首条生产线样机研制与现场安装调试;2008年6月完成小批9条生产线制造与现场安装调试。
第三阶段,技术完善与提高。
通过该设备实际运行,我们对该产品进行了进一步技术完善与提高。
在研发过程中得到了国内陶瓷行业有关专家及生产厂家的悉心论证及指点,并吸取了国外相关产品的优特点。
目前,该产品技术成熟,性能稳定可靠、工效显著。
陶瓷制造设备设施清单
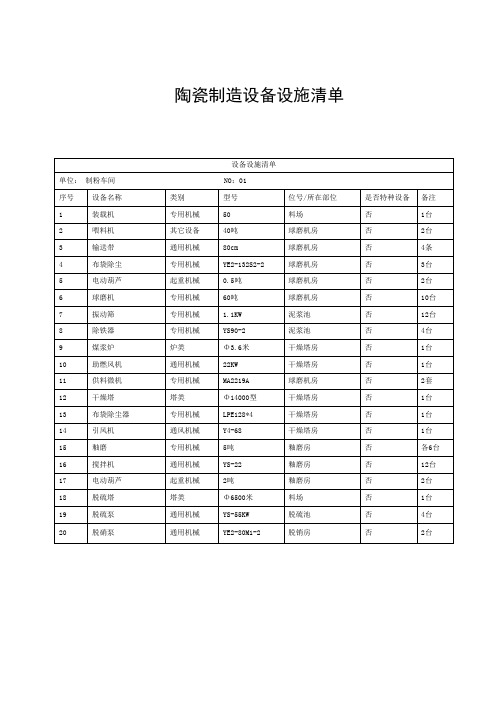
陶瓷制造设备设施清单设备设施清单单位:制粉车间 NO:01序号设备名称类别型号位号/所在部位是否特种设备备注1 装载机专用机械50 料场否1台2 喂料机其它设备40吨球磨机房否2台3 输送带通用机械80cm 球磨机房否4条4 布袋除尘专用机械YE2-132S2-2 球磨机房否3台5 电动葫芦起重机械0.5吨球磨机房否2台6 球磨机专用机械60吨球磨机房否10台7 振动筛专用机械 1.1KW 泥浆池否12台8 除铁器专用机械YS90-2 泥浆池否4台9 煤浆炉炉类Φ3.6米干燥塔房否1台10 助燃风机通用机械22KW 干燥塔房否1台11 供料微机专用机械MA2219A 球磨机房否2套12 干燥塔塔类Φ14000型干燥塔房否1台13 布袋除尘器专用机械LPE128*4 干燥塔房否1台14 引风机通风机械Y4-68 干燥塔房否1台15 釉磨专用机械5吨釉磨房否各6台16 搅拌机通用机械YS-22 釉磨房否12台17 电动葫芦起重机械2吨釉磨房否2台18 脱硫塔塔类Φ6500米料场否1台19 脱硫泵通用机械YS-55KW 脱硫池否4台20 脱硝泵通用机械YE2-80M1-2 脱销房否2台单位:联合车间 NO:02序号设备名称类别型号位号/所在部位是否特种设备备注1 压机专用机械类4009 联合车间东侧否4台2 压机进砖平台动力类YS90S4 联合车间东侧否4台3 压机连接线动力类YS8024 压机进砖平台否164 压机翻坯器动力类YS-80M2-4 压机进砖平台否 45 压机浮土机动力类YS90S4 联合车间东侧否166 电动葫芦电机动力类2d22-4 联合车间东侧是 17 压机料车动力类JS-100L2-4 联合车间东侧否 48 下砖机专用机械类YD-CPSZD600/800 联合车间西侧否 69 烘干窑炉炉类230*3.2m 联合车间南侧否1条10 传动线动力类YS8024 烘干窑南侧否23台11 风机动力类JHM-160M-4 排潮平台否 212 除尘器动力类JHM-4 窑炉控制室西侧否 213 烧成窑炉炉类专用设备车间北侧否1条14 窑头存坯器动力类YE2-90L-4 窑头否 115 窑头快拉动力类YE2-90L-5 窑头否 316 排烟平台动力类JHM-355M2-4 窑头否 217 余热平台动力类JHM-250M-4 排烟平台否 218 施釉线起重运输类80米*1米联合车间中部否2条19 淋油房搅拌桶动力类YS8024 淋油房否1220 振动筛动力类XY-110-2 淋釉房否 621 喷墨机专用机械类JET980 施釉线否 222 印花机通用机械类施釉线否14 单位:抛光车间 NO:03序号设备名称类别型号位号/所在部位是否特种设备备注1 上砖机专用机械类YDCPSZS-600/800 上砖作业区否2台2 刮平机专用机械类GD80018 定平刮厚作业区否1台3 刮平机专用机械类GD80016 定平刮厚作业区否1台4 抛光机专用机械类JP800120 抛光作业区否6台5 磨边机专用机械类BSQ100118+2 前磨作业区否2台6 磨边机专用机械类BSQ100126+2 后磨作业区否2台7 磨边机专用机械类BSH100126+2 后磨作业区否2台8 磨边机专用机械类BSH100126+2 前磨作业区否2台9 切磨机专用机械类JPT868D 拣选作业区否2台10 风机通用机械JWB-X1.1B-400 后磨作业区否2台11 布袋除尘机专用机械类纳米抛光作业区否2台12 水泵通用机械B9-250 循环水池否4台单位:检选车间 NO:04序号设备名称类别型号位号/所在部位是否特种设备备注1 自动分色机专用设备WLZ2070 分色房否2条2 线架动力类TWB*0.75B-190F 分色房否2条3 检选线架动力类YS90S4 检选线否3台4 叠砖机专用机械KXDA800B*/90 包装岗位否4台5 全自动包装机专用机械KXBT800B*/91 包装岗位否16台6 半自动包装机专用机械KXML800B*/92 包装岗位否4台7 码包机专用机械KXML800B*/93 包装岗位否2辆8 叉车起重机械CPC35 拣选车间是2辆单位:动力部 NO:05序号设备名称类别型号位号/所在部位是否特种设备备注1 变配电室动力类10KV 厂区中北侧否1座2 变压器动力类S11-2005KVA 配电室否1台3 并联电容器动力类BSMJO.45-30-3 配电室否1组4 发电机备电联合车间否1台5 手持电动工具QIF-FF-25 厂区内否3台6 天然气调压装置其他设备设施厂区西北侧否1台7 天然气管线其他设备设施厂区北侧否1路8 磨光机其它设备SIM-FF-100A 维修房否1台9 手电钻其它设备F12-FF-10A 维修房否1把10 电焊机专用机械BS1315 大修房否2台单位:成品库 NO:06序号设备名称类别型号位号/所在部位是否特种设备备注1 叉车起重运输COC35 成品库是1台。
陶瓷成型机械-成型工艺及装备概述

120-140oC,脱模后温度应不低于100oC。
辘轳机示意图
空心法注浆
实心法注浆
热压铸机示意图
等静压成型示意图
我国航空工业总公司川西机械厂制造
LDJ-800/2500-300冷等静压机组
工作缸内径: 800mm 工作缸内高: 2500mm 额定工作压力: 300MPa 升压时间: 小于40min 外型尺寸: 10155*3132*6095 mm
坯料条件
水分20-24% 水分23-25%
制品举例
特点
瓷管、瓷套、 工艺简单 拉紧绝缘子 修坯切削量小 圆筒形、圆 劳动强度大、生 柱形产品 产效率低、技术 要求高、尺寸偏 差大 悬式、针式 设备及工艺简单 绝缘子等 适合批量生产 劳动强度大、 技术要求高
板刀 旋坯
辘轳机
水分20-25% 可塑性要好
关于热(塑)压成型
利用经加热的钢模不断旋转同时作上下往复运动
将放在石膏模或铝模中的塑性泥料压制成型。
在钢模压入坯料后,由于钢模的足够高的温度,
使坯泥与钢模接触面的水分形成一层蒸汽膜,这样,
可避免粘结而顺利脱模不须使用润滑油。
钢模的加热方式有高频感应加热、工频电阻加热
和火焰直接加热三种方式。钢模压入坯泥前温度为
工人劳动强度及工作条件。
成型方法的分类:
普通陶瓷成型方法可分为三大类:
可塑法成型——
用可塑坯泥
注浆法成型——
压制成型———
用流动泥浆
用颗粒粉料
先以电瓷生产为例,看一看成型工艺在
整个生产过程中的位置,同时可以体会到成 型工艺的重要性。
投影
可塑法成型:
成型方法
真空挤制 拉 坯
设备
陶瓷机制成型工艺
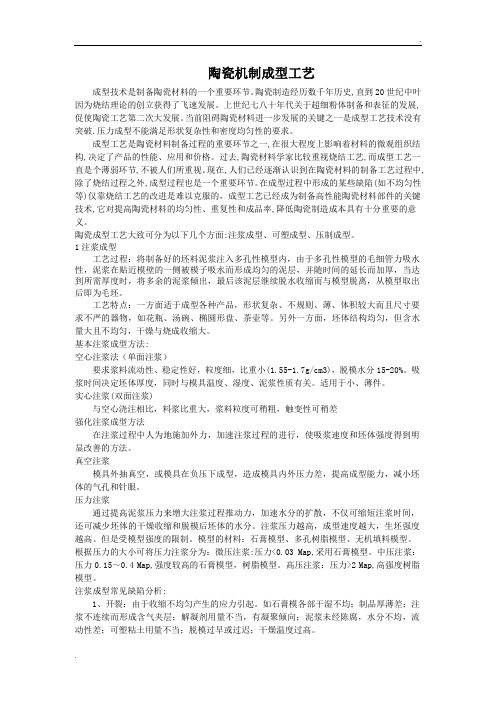
陶瓷机制成型工艺成型技术是制备陶瓷材料的一个重要环节。
陶瓷制造经历数千年历史,直到20世纪中叶因为烧结理论的创立获得了飞速发展。
上世纪七八十年代关于超细粉体制备和表征的发展,促使陶瓷工艺第二次大发展。
当前阻碍陶瓷材料进一步发展的关键之一是成型工艺技术没有突破.压力成型不能满足形状复杂性和密度均匀性的要求。
成型工艺是陶瓷材料制备过程的重要环节之一,在很大程度上影响着材料的微观组织结构,决定了产品的性能、应用和价格。
过去,陶瓷材料学家比较重视烧结工艺,而成型工艺一直是个薄弱环节,不被人们所重视。
现在,人们已经逐渐认识到在陶瓷材料的制备工艺过程中,除了烧结过程之外,成型过程也是一个重要环节。
在成型过程中形成的某些缺陷(如不均匀性等)仅靠烧结工艺的改进是难以克服的,成型工艺已经成为制备高性能陶瓷材料部件的关键技术,它对提高陶瓷材料的均匀性、重复性和成品率,降低陶瓷制造成本具有十分重要的意义。
陶瓷成型工艺大致可分为以下几个方面:注浆成型、可塑成型、压制成型。
1注浆成型工艺过程:将制备好的坯料泥浆注入多孔性模型内,由于多孔性模型的毛细管力吸水性,泥浆在贴近模壁的一侧被模子吸水而形成均匀的泥层,并随时间的延长而加厚,当达到所需厚度时,将多余的泥浆倾出,最后该泥层继续脱水收缩而与模型脱离,从模型取出后即为毛坯。
工艺特点:一方面适于成型各种产品,形状复杂、不规则、薄、体积较大而且尺寸要求不严的器物,如花瓶、汤碗、椭圆形盘、茶壶等。
另外一方面,坯体结构均匀,但含水量大且不均匀,干燥与烧成收缩大。
基本注浆成型方法:空心注浆法(单面注浆)要求浆料流动性、稳定性好,粒度细,比重小(1.55-1.7g/cm3),脱模水分15-20%。
吸浆时间决定坯体厚度,同时与模具温度、湿度、泥浆性质有关。
适用于小、薄件。
实心注浆(双面注浆)与空心浇注相比,料浆比重大,浆料粒度可稍粗,触变性可稍差强化注浆成型方法在注浆过程中人为地施加外力,加速注浆过程的进行,使吸浆速度和坯体强度得到明显改善的方法。
陶瓷高压注浆成型工艺

陶瓷高压注浆成型工艺
陶瓷高压注浆成型工艺是一种将陶瓷粉末和粘合剂混合后,通过高压
注射机将混合物注入模具中进行成型的工艺。
具体工艺流程如下:
1.准备原料:将陶瓷粉末和粘合剂按一定比例混合。
2.注浆:将混合物倒入高压注射机中,通过高压将混合物注入模具中。
在注入过程中,需要控制注入速度和压力,以保证成型品的质量。
3.固化:注浆完成后,待陶瓷材料固化后,即可将成型品取出。
4.烧结:成型品经过固化后需要进行烧结,以使其获得更高的密度和
硬度。
5.加工处理:烧结后的陶瓷成型品需要进行加工处理,如磨光、抛光等,以使其表面光滑。
陶瓷高压注浆成型工艺具有成品的尺寸精度高、表面光滑、强度高、
耐磨性好等优点,广泛应用于电子、机械、化工等领域的制造。
机械工艺技术在陶瓷制造中的应用与工艺改进
机械工艺技术在陶瓷制造中的应用与工艺改进陶瓷,作为一种古老而又充满魅力的材料,在人类文明的发展历程中扮演着重要的角色。
从古代的精美瓷器到现代的工业陶瓷,其制造工艺不断演进,而机械工艺技术的应用则为陶瓷制造带来了巨大的变革和提升。
在陶瓷制造的初期阶段,手工制作占据主导地位。
工匠们凭借着经验和技巧,塑造出各种形状的陶瓷制品。
然而,这种方式效率低下,产品质量的一致性难以保证,且难以满足大规模生产的需求。
随着工业革命的推进,机械工艺技术逐渐引入陶瓷制造领域,从原料处理、成型、干燥到烧制等各个环节,都发生了根本性的改变。
在原料处理方面,机械粉碎设备的应用使得陶瓷原料能够被更精细地粉碎,提高了原料的均匀性和纯度。
球磨机、颚式破碎机等设备能够将原料破碎至所需的粒度,为后续的成型工艺提供了良好的基础。
同时,通过搅拌、混合等机械装置,能够使各种原料充分融合,确保陶瓷配方的准确性和稳定性。
成型是陶瓷制造中的关键环节之一。
传统的手工成型方式如拉坯、捏塑等虽然能够展现出独特的艺术魅力,但在大规模生产中存在局限性。
机械成型技术的出现解决了这一问题。
其中,干压成型、注浆成型和挤压成型等方法广泛应用于陶瓷工业生产。
干压成型是利用压力将陶瓷粉料压制成特定形状的坯体。
这种方法生产效率高,产品尺寸精度高,适用于制造形状简单、尺寸较小的陶瓷制品,如瓷砖、电子陶瓷元件等。
在干压成型过程中,压力的大小、加压时间以及模具的设计都对成型质量有着重要影响。
注浆成型则是将陶瓷浆料注入模具中,通过吸附、凝固等过程形成坯体。
这种方法适用于制造形状复杂、大型的陶瓷制品,如卫生洁具、艺术陶瓷等。
为了提高注浆成型的效率和质量,机械搅拌装置能够使浆料更加均匀,真空处理设备能够排除浆料中的气泡,从而减少坯体的缺陷。
挤压成型是通过挤压机将陶瓷泥料挤出成型的方法,常用于制造管状、棒状等陶瓷制品。
在挤压成型中,挤出速度、泥料的含水量以及模具的形状和尺寸等因素都需要精确控制。
(完整版)陶瓷结构加工设备清单
(完整版)陶瓷结构加工设备清单
本文档旨在提供一份完整的陶瓷结构加工设备清单,为相关专
业人员提供参考。
以下是所需设备的详细清单:
1. 陶瓷材料加工设备
- 细粉研磨机:用于将陶瓷材料研磨成细粉,以便后续加工。
- 分散机:用于将细粉状陶瓷材料均匀分散,提高其可操作性。
- 球磨机:用于将细粉材料进行进一步的湿式研磨,使其达到
所需颗粒度和光滑度。
- 压力成型机:用于将细粉状陶瓷材料进行成型,以获得所需
形状。
- 烧结炉:用于将成型完成的陶瓷材料进行烧结,提高其硬度
和强度。
2. 陶瓷表面处理设备
- 手工加工设备:如研磨机、抛光机等,用于对陶瓷材料进行
手工加工,使其表面更加光滑。
- 自动化研磨和抛光设备:用于对大批量陶瓷材料进行自动化研磨和抛光,提高生产效率和产品质量。
- 清洗设备:用于清洗陶瓷材料的表面,去除污渍和杂质。
3. 陶瓷测试设备
- 硬度测试仪:用于测量陶瓷材料的硬度,评估其耐磨性和耐用性。
- 密度测试仪:用于测量陶瓷材料的密度,判断其质量和均匀性。
- 热震试验设备:用于测试陶瓷材料的热震稳定性,评估其在温度变化下的表现。
- 断裂韧度测试设备:用于测量陶瓷材料的断裂韧度,判断其抗折强度和抗剪强度。
请注意,此设备清单仅供参考,具体的设备选择和配置应根据实际需求和预算来确定。