宝钢超高功率直流电弧炉整流器改造优化
提高30t超高功率直流电炉底阳极使用寿命

—
1 工 装概 况
西 钢集 团 阿城钢 铁有 限公 司 现有 2台 3 O吨超 高功 率直 流 偏 心 底 出钢 形 式 电 弧 炉 , 19 于 97年 8 月份 建 成 投产 ,04年 开始 采 用 4 % ~9 %铁 水 20 0 0 热装 工艺 , 对 2台炉 进 行 了扩 容 改 造 , 炉 出钢 并 单 量在 5 6 5 0吨 , 已达 到 5 吨钢 年产 能力 。 现 O万
关键词 : 直流电弧炉 ; 阳极 ; 龄 底 炉
采用水冷钢棒形式底 阳极 的超高功率直流电 弧 炉 因底 阳极 附近 不 易 进 行 修 补 维 护 , 阳极 的 底 使 用寿命 直 接 影 响 了炉 龄 , 时也 影 响 了 电炉 作 同 业率及生产成本 , 文就如何提高炉底 使用寿命 本 的工艺 改进 , 进行 总结 。
2 原 炉体 砌 筑 工 艺 及 使 用 情 况
2 1 炉 壳基 本参 数 . 炉壳 内径 : 0 m 熔 池直径 :3 2 m 熔 池  ̄6 0 m; , 4 6 0 m; 深度 :00 m; 10 m 熔池 容 积 :.m ; 水 容 积 :m ; 95 3钢 8 3钢 液 重 量 :5吨 5
用厚 度 >40 m。从 表 2可 以看 出除 底 阳极 部 分  ̄ 0m 蚀损 到寿 外 , 壳其 它部 分仍 可使 用 。 炉
…壳 号
蒙
3 原 因分 析
捣打 料 的熔 蚀 主要 是 由 于与 炉底 接 触 并 渗入 内部 的熔 渣 ( 主要 成 分 为 C O S0 , 氧 化 物 ) a ,i2铁 组
提高直流电弧炉炉底使用寿命的工艺实践
内部 的熔 渣 液 相 ( 要 成 分 为 CO,i2铁 氧 化 主 a S0 , 物) 所致 , 以化 学 侵 蚀 为 主 要 特 征 , 般 蚀 损 速 是 一
度 10 m 炉 。水 冷 钢 棒 式 底 阳 极 因底 部 通 水 冷 .m /
图 3 底 阳极 砌 筑
另外 , 针对 底 阳极 内 、 套 砖 之 间 充填 捣 打 料 外 出现裂缝 , 易造 成钻 铅 、 钢发 生 底 阳极测 温 系 统 渗 虚假报 警 的现象 , 用 2 m捣 打料筛 下物 、m 采 m l m镁 砂 粉及 粒 度 ≤2 m 的改 质 沥 青 ( 比 54 1混 匀 m 配 : :) 的填充 料 捣 实 , 用 后 再 没 有 发 生 底 阳 极 虚 假 报 使
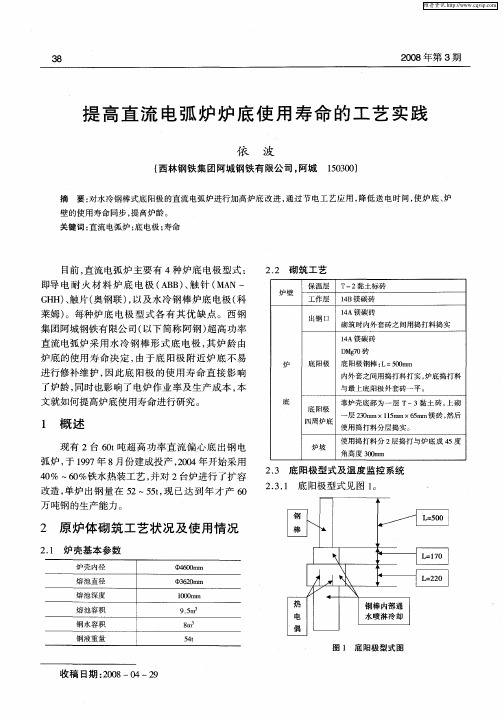
靠炉壳底部为 一层 T一3黏 土砖 , 上砌 底 阳 极 四 周 炉 底 一层 20 m×15m ×6 r 3r a 1n a 5n m镁 砖 , 后 然 使用捣 打料分层捣实 。 炉坡 使用捣打料分 2层捣打与炉底成 4 5度 : 响高度 30n 0r m
2 3 底 阳极 型式 及温 度监 控 系统 . 2 3 1 底 阳极 型式见 图 1 .. 。
1A镁 碳 砖 1 4
砌筑 时内外套砖之 间用捣打料捣实
1A镁 碳 砖 1 4 o go砖 M7
炉
底 阳极 底阳极钢棒 : 5 0 m L= 0 r a 内外套 之间用捣打料打实 , 炉底捣打料 与最上底 阳极外套砖一平 。
文就如何提高炉底使用寿命进行研究 。
底
1 概 述
极 开始频 繁 报警 , 迫 更 换 炉 壳 ,04~20 期 被 20 06年 间炉体使 用 寿 命 平 均 22次 , 仅 严 重 制 约 了 电 1 不 炉 钢产 量 的提 高 , 且增 加 了 蚀 损 原 因分 析
宝钢股份炼钢厂简介

更好的生活
Better Steel, Better Life.
炼钢厂简介
二○○九年十一月
炼钢厂管理总方针:
炼钢厂工作总目标:
炼钢厂总体介绍
部门概况
组织机构 生产工艺流程介绍 主要设备投产介绍 主要经济技术指标 300t炼钢单元介绍 250t炼钢单元介绍 150t炼钢单元介绍 焙烧单元介绍 模铸产线介绍
炼钢厂各单元近几年钢铁料消耗(实物量 kg/t.坯锭)
1146 1137 1124
1160 1140 1120 1100 1080 1060 1040 1020 1000
1146 1132 1144 1049 1104 1102 1104 1101 1098 1098 1116 1111 1117 1117
二期工程以两台1930立弯式板坯连铸机为主体,配套有KIP/CAS精 炼和连铸精整生产线,于1989年7月1日一次投产成功。
后续建设中,宽厚板连铸机于2004年12月建成并投产。
部门概况
二炼钢(宝钢三期工程):
于98年4月建成投产,主要装备有铁水预处理(三脱)、250t转炉 2座、二次精炼RH-KTB、IR-UT及两台 1450立弯式板坯连铸机。设计年
焙烧 一炼钢
电炉
二炼钢
炼钢厂所处位置
部门概况 宝钢股份公司炼钢厂:
一炼钢(含焙烧单元):(宝钢一、二期工程) 二炼钢(宝钢三期工程) 电炉(目前现划归钢管事业部)。 一炼钢设计总产能 671万吨,锭、坯648.5万吨,其中连铸坯400万吨。 一期工程于 85 年 9 月投产,主体项目为混铁车脱硫铁水预处理、 300t转炉3座、RH精炼、模铸和整脱模生产线。
2008年4月
长材项目
电弧炉节能改造探讨

114研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2021.06 (上)孔,帽盖都着红色,以示报警最高级别故障;标清信号中断,需要连通的6处的上端和7处的下端这2个孔,其帽盖均着黄色(如图3)。
图3 高清改造后的单独跳线板4 监测报警系统及时发现问题为织紧安全播出这张网,我台建立了二套比较完善监测报警系统,一是对整个播出系统各设备运行情况进行监测和报警,如视频服务器、数据库服务器、二级存储器、FTP 迁移服务器、播控系统、网络系统以及播出链路上的各个器件的实时运行工作状态展现在监测屏幕上,红黄绿三种不同的条形状代表三种不同级别的报警,技术人员根据监控系统指示及时进行维护和处理。
二是用声光报警器监控播出信号。
在播控操作台面上,两个频道均装有声光DVE 报警器,接入播出末端下变换后的标清视音频信号,只要画面出现黑场或静帧3秒或者静音10秒,相应的频道的位置上报警器则会闪烁红光并发出刺耳的报警声,当班人员根据具体情况做出我铸钢分公司有两台3t 电弧炉,每炉平均出钢水量7.3t,1#电弧炉变压器容量2200KVA,2#电弧炉变压器容量3200KVA。
是我公司重点耗能设备。
以2019年为例:2019年我公司全年用电量5885.75万kW•h,电费4097万元,而铸钢分公司电耗2959万kW•h 占公司总耗电量的53%。
铸钢电弧炉电耗1430.588万kW•h,占铸钢公司电耗占比48.35%。
所以我们对铸钢公司电弧炉进行节能改造是非常有必要的。
为此,我们根据2019年铸钢分公司电弧炉的冶炼数据,进行了一系列的比较、分析、计算、总结,再根据结论对1#电弧炉进行了相应的节能技术改造。
1 技术分析本文主要以铸钢分公司2019年电弧炉生产中所记录的真实数据为基础,对冶炼过程中所涉及主要相关因素:设备、能耗进行分析,分析软件主要采用的是Minitab 软件。
1.1 1#、2#电弧炉两台设备对比分析相同点:液压系统、水冷系统、除尘器、10kV 高压小车;导电横臂装置、炉盖提升装置、炉盖旋转装置、电极升降装置、电弧炉节能改造探讨刘继伟,刘帅,刘俊祎(重庆长征重工有限责任公司,重庆 400083)摘要:我铸钢分公司有两台3t 电弧炉,是我公司主要用能设备,对其进行节能改造是非常必要的。
高炉布料器电机制动器110V直流电源系统改造

-电机与控制-高炉布料器电机制动器110 V 直流电源系统改造秦富兵李红星陈雨(安阳钢铁集团有限责任公司,455004,河南安阳)1存在的问题安钢3号高炉炉顶布料器采用PW 公司新式并罐无料钟炉顶,其动力核心是倾动、旋转 所用的 2 台 KDF 180L - 4/TF/FU/BR/SD/ZW(12.5/18.5 kW )型三相异步电动机,采用ABB ACS800型变频器进行驱动。
根据生产工 艺要求,最大溜槽倾动驱动速度为1-6 o/s,最大旋转驱动速度为48 °/s c ,为确保炉内物料 精准分布,专门设置了 Pintsch Bamag SFB 16型直流盘式制动器进行制动。
Pintsch BamagSFB 16型制动器额定工作电压为DC110 V 、额定功率为158 W ,所需电压比较特殊,所以采用JKW - 11010M 型直流电源模块进行 供电。
压升高,最终导致模块输出电压高。
图5为存在放电现象的IGBT C 该故障可以加树脂板将其隔开来避免。
IGBT 炸裂故障比较直观,通常是线路杂 散电感在极高的di/dt 作用下产生的尖峰电压 造成。
图6为炸裂的IGBT 内部情况。
IGBT 炸裂时,功率单元常报过电压故障。
图5存在放电现象的IGBT3预防性维护和更换很多人认为电力电子产品不需要特定的3号高炉投产后,该JKW -11010M 型直流电源模块屡次出现故障。
每次故障都造成炉顶布料器电机堵转,变频器报“7121故障”,高炉被迫减风,严重影响了高炉的稳定运行。
通过论证分析后,利用经典的单相桥式整流电路自制了直流电源,为高炉布料器电机制动器 供电。
现介绍如下,供参考。
2改造原理利用二极管的单向导通性,采用1个BK-1000型控制变压器(220 V 输入,105 V/ 110 V/115 V/120 V 输出)、4个整流二极管,组成简单、可靠的单相桥式整流电路代替原直 流电源模块,如图1所示。
超高功率电弧炉炼钢新技术和工艺操作要点

超高功率电弧炉炼钢新技术和工艺操作要点广告现代电炉炼钢生产技术手册作者:王新江主编当当1、快速熔化与升温操作快速熔化和升温是超高功率电弧炉最重要的功能,将第1篮预热废钢加入炉后,此过程即开始进行。
超高功率电弧炉以最大的功率供电,氧一燃烧嘴助熔,吹氧助熔和搅拌,底吹搅拌,泡沫渣以及其他强化冶炼和升温等技术,为二次精炼提供成份、温度都符合要求的初炼钢液。
2、脱磷操作脱磷操作的三要素,即磷在渣一钢间分配的关键因素有:炉渣的氧化性(%TFeO)、石灰含量(%CaO)和温度。
随着渣中%TFeO. %CaO的升高和温度的降低,磷在渣钢间的分配比(% (P) /% [P])明显提高。
采取的主要工艺有:强化吹氧和氧一燃助熔,提高初渣的氧化性;提前造成氧化性强、氧化钙含量较高的泡沫渣,并充分利用熔化期温度较低的有利条件,提高炉渣脱磷的能力,及时放掉磷含量高的初渣,并补充新渣,防止温度升高后和出钢时下渣回磷,采用氧气将石灰与萤石粉直接吹入熔池,脱磷率一般可达80%,脱硫率<50%:采用无渣(或少渣)出钢技术,严格控制下渣量,把出钢后磷降至最低。
一般下渣量可控制在2kg。
出钢磷含量控制应根据产品规格、合金化等情况综合考虑,一般P<O. 01%。
3、脱碳操作配碳可以用高碳废钢和生铁,也可以用焦炭或煤等含碳材料。
后者可以和废钢同时加入炉内,或以粉状喷入。
配碳量和碳的加入形式、吹氧方式、供氧强度及炉子配备的功率(决定周期时间)关系很大,需根据实际情况确定。
炉料中有一定的碳含量与脱碳反应的作用:熔化期吹氧助熔时,碳先于铁氧化,从而减少了铁的烧损;渗碳作用可使废钢熔点降低,加速熔化;碳氧反应造成熔池搅拌,促进了钢一渣反应,有利于早期脱磷:在精炼升温期,活跃的碳氧的反应,扩大了钢一渣界面,有利于进一步脱磷,有利于钢液成分和温度的均匀化和气体、夹杂物的上浮;活跃的碳氧反应有助于泡沫渣的形成,提高传热效率,加速升温过程。
350MW超临界机组直流锅炉的燃烧优化调整
350MW 超临界机组直流锅炉的燃烧优化调整摘要:为提高锅炉燃烧的经济性,减少热偏差,降低NOX排放量,防止受热面结焦、堵灰、金属材料过热等情况的发生,在此基础上,文章分析了锅炉在燃烧运行中存在的问题,并对产生问题的原因进行了分析,最后通过采取一系列优化措施,对本厂原先采用的旋流燃烧器进行燃烧优化调整,以期进一步提高锅炉燃烧安全水平和整体效率。
关键词:350MW;超临界机组;锅炉燃烧器;燃烧优化调整1、350MW机组直流锅炉冷态实验简述对于350MW机组直流锅炉而言,如果想要保证其运行的效率和效果,就必须要进行相应的管理。
通常来说,企业采用的管理方式是集中管理,因此要把握其中的关键点,即应用要点,对这些要点的分析需要具体问题具体分析,这样才能保证时效性,因为锅炉运转的每一个过程都有不同的特点,需要根据不同阶段的情况对机组进行清理和维修,这样一旦锅炉冷态实验在进行的过程中出现问题,则参数会有一定的展示,因此可以及时叫停或者进行维修。
在检查的过程中,尤其要注重对风门挡板进行参数判定,因为这些安装位置和具体安装步骤都需要具有一定的灵活性,否则在实际的运转中就会出现问题。
除此之外,一次风需要进行调平处理,这就需要对煤粉管进行衡量,因为只有保证煤粉管的良好才能确保煤粉的精密度适中,风流量满足实验要求。
在进行风量和风速校对的过程中不会出现问题。
2、350MW超临界机组直流锅炉在运行过程中出现的各种问题2.1一次风机出力不足350MW超临界机组直流锅炉在正式运行过程中始终处于高速负荷状态,常常会出现一次风机出力不足的现象,造成此种问题的原因有两方面,一方面是空预器差压较高,另外一方面是一次风量过大[1]。
在SCR进口处NOX的浓度差异性较大,导致SCR内部某一处的喷氨浓度过大,致使空预器NH4HSO2产生较为严重的堵塞现象,加大了空预器内部的烟风阻力,最为严重时可能导致风机出力不足。
除此之外,当一次风机的出力远远超出正常风力时,风量的配比会处于失衡状态。
钢铁厂电弧炉、轧机对电网产生一系列不良影响与解决方案
钢铁厂电弧炉、轧机对电网产生一系列不良影响与解决方案不良影响电弧炉电弧炉做为非线性及无规律负荷接入电网,将会对电网产生一系列不良影响。
其中主要是:∙导致电网严重三相不平衡,产生负序电流。
∙产生高次谐波,其中普遍存在如24次偶次谐波与3、5、7次等奇次谐波共存的状况,使电压畸变更趋复杂化。
∙存在严重的电压闪变。
∙功率因数低。
轧机轧机及其他工业对称负载在工作中所产生的无功冲击会对电网造成如下影响:∙引起电网电压降及电压波动,严重时使电气设备不能正常工作,降低了生产效率。
∙使功率因数降低。
∙负载的传动装置中会产生有害高次谐波,主要是以5、7、11、13次为代表的奇次谐波及旁频,会使电网电压产生严重畸变。
解决方案:彻底解决上述问题的唯一方法是安装具有快速响应速度的动态无功补偿器(SVC)。
SVC系统响应小于lOms,完全可以满足严格的技术要求,向电弧炉快速提供无功电流并且稳定母线电网电压,增加冶金有功功率的输出,提高生产效率,并且最大限度地降低闪变的影响。
SVC具有的分相补偿功能可以消除电弧炉造成的三相不平衡,滤波装置可以消除有害的高次谐波并通过向系统提供容性无功来提高功率因数。
SVC 系统可以完美地解决上述问题,保持母线电压平稳,无谐波干扰,功率因数接近1。
世界各国目前普遍采用TCR型静止型动态无功补偿装置(SVC),用以消除无功冲击,滤除高次谐波,平衡三相电网。
TCR型SVC工作原理SCV如图接入系统中,电容器提供固定的容性无功Qc,补偿电抗器通过的电流决定了补偿电抗器输出感性无功QTCR的大小,感性无功和容性无功相抵消,只要能做到系统无功Qn=Qv(系统所需)-Qc+Q TCR=常数(或0),则能实现电网功率因数=常数,电压几乎不波动,关键是准确控制晶闸管的触发角,得到所需的流过补偿电抗器的电流,晶闸管变流装置和控制系统能够实现这个功能,采集母线的无功电流值和电压值,合成无功值,和所设定的恒无功值(可能是0)进行比较,计算得触发角大小,通过晶闸管触发装置使晶闸管流过所需电流。
宝钢不锈钢AOD炉侧吹工艺优化
宝钢不锈钢AOD炉侧吹工艺优化池和冰;李实;魏季和【摘要】通过对AOD炉冶炼不锈钢冶金过程进行动力学分析和数学模拟,阐述了AOD炉脱碳保铬过程的基本特征.根据AOD炉脱碳保铬时的临界碳含量,调整了宝钢不锈钢AOD炉的侧吹工艺,结果表明,AOD炉氧气利用率和铬元素收得率均有较为显著的改善.【期刊名称】《宝钢技术》【年(卷),期】2014(000)001【总页数】4页(P60-63)【关键词】AOD炉;侧吹;数学模拟;氧气利用率【作者】池和冰;李实;魏季和【作者单位】宝钢不锈钢有限公司,上海200431;宝钢不锈钢有限公司,上海200431;上海大学,上海200072【正文语种】中文【中图分类】TH746AOD 炉(Argon Oxygen Decarburization,氩氧脱碳炉,以下简称AOD)是冶炼不锈钢的主体工艺装备,目前世界上约75%以上的不锈钢是采用AOD炉冶炼的[1]。
AOD炉通过从底侧部向熔池吹入氧气与惰性气体(氩气或氮气)的混合气体,来降低碳氧反应生成物CO气体的分压力,以营造“粗真空”环境,实现脱碳保铬[2]。
AOD炉冶炼不锈钢一般可分为脱碳、还原以及脱硫等几个阶段,出钢则采用钢渣混出以提高铬金属收得率。
脱碳过程又可根据不同的氧气与惰性气体比例划分为若干子阶段,一般AOD采用的氧气与惰性气体比例为3∶1,1∶1,1∶2,1∶3,相应的有4个脱碳子阶段,每个子阶段的终点碳含量随不同控制工艺及原料条件而变化,一般认为AOD炉冶炼不锈钢的钢水临界碳含量约0.15%左右,钢水碳含量低于该数值以后,熔池脱碳速度开始降低,碳、氧反应的限制性环节由供氧强度逐步转化为碳元素的扩散速度,且随碳含量的不断降低,脱碳速度越来越慢,铬氧化量逐步增加,因此应逐步降低氧气与惰性气体比例,以避免铬的过度氧化。
AOD炉脱碳过程结束后,为提高铬金属收得率,一般使用硅铁作为还原剂还原炉渣,此时侧吹风口停止供氧,仅吹入惰性气体进行强烈搅拌,经还原,炉渣中铬氧化物可由25%以上降低至0.5%左右。
直流锅炉RB工况下给水调节回路的逻辑优化
直流锅炉RB工况下给水调节回路的逻辑优化毕宇辉(宝山钢铁股份有限公司能环部,上海 200941) 摘要:介绍了宝钢股份宝山基地某直流锅炉—汽轮发电机组在RB工况下给水调节回路逻辑及参数的优化情况。
通过对一起因运行中1台汽动给泵脱扣触发RB动作事件的分析,指出了当前该锅炉给水调节逻辑回路中存在的不足,并针对逻辑完善和参数优化,给出了具体建议,用以增强给水调节系统的动态调节特性,避免因给水调节滞后发生MFT(主燃料切断)的严重后果。
关键词:直流锅炉;RB;给水调节;主燃料切断中图分类号:TK223.7 文献标志码:B 文章编号:1008-0716(2020)04-0068-04doi:10.3969/j.issn.1008-0716.2020.04.013Optimizationofthecontrolloopofthesupplywaterinaonce throughboilerBIYuhui(Energy&EnviromentDepartment,BaoshanIron&SteelCo.,Ltd.,Shanghai200941,China) Abstract:Theimprovementforthecontrolloopofthesupplywaterofaonce throughboilersteam generatorunitinBaoshanIron&SteelCo.,Ltd.,wasdiscussed.AcaseofRBconditionduetothetripofasteam drivenboilersupplywaterpumpwasthoroughlyanalysised.Theshortageofthecontrolloopofthesupplywaterwaspointedout.AndtheimprovementmethodandparameteradjustmentforthecontrolloopofthesupplywaterwerediscussedtoimprovethedynamicperformanceofthesupplywatercontrolloopinordertoavoidthesevereMFT(mainfueltrip)consequence.Keywords:once throughboiler;RB;controlofthesupplywater;MFT(mainfueltrip)毕宇辉 工程师 1973年生 1996年毕业于西安交通大学现从事电厂发电运行工作 电话 26648725E mail biyh@baosteel.com1 简介2019年12月1日13∶43,宝钢能环部某台额定出力350MW、单烧BFG发电机组在210MW运行时,为直流锅炉供水的重要辅机4A给泵突然脱扣,锅炉给水流量迅速下降,机组大连锁逻辑自动触发RB保护动作,锅炉燃料自动下降至50%,同时,4B给泵在给水自动调节系统的调节作用下,快速增加给水流量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝钢超高功率直流电弧炉整流器改造优化
摘要:文章首先介绍了国内外在整流器设计上取得的成果及存在的缺陷。
以宝钢原整流器系统情况为切入点介绍了主要技术参数、圆盘式框架设计框架结构及冷却水系统主要设计指标。
然后说明了虽然从2000年开始对冷却系统进行了一系列技术改造,取得了一定的成效,但是电炉整流器自从1996年投运以来也存在一些缺陷,例如整流器设计裕量偏低、均流的影响、冷却能力偏低以及环境的影响。
当前整流器存在的主要问题是框架变形、均流无法保证、冷却管道时常堵塞。
最后分析了整流器的改造、主要技术要求及取得的主要成果。
目前整流器的改造运行正常可靠,彻底解决了多年无法解决重大事故隐患问题,提高了设备的可靠性,保证了电炉生产安全正常运行。
这些新技术将在今后的工程中广泛使用并且为国产化直流电弧炉提供了有力的帮助。
关键词:整流器;框架;均流;冷却系统
电炉炼钢的主原料主要是废钢,占60%以上,并可以全废钢冶炼,在冶炼初期(引弧阶段),电弧经常会出现瞬间的短路及断路,形成的电动力对整流器框架产生强大的振动冲击,容易引起整流器框架变形损坏。
因此,国外制造的超高功率直流电弧炉专用整流器都是以框架结构稳定性为基础的,目前国内研制最大仅只用到60 t直流电弧炉上,尚无制造60 t以上直流电弧炉用整流器的先例。
国外制造的电炉用整流器在框架结构设计方面有两个显著的特点:一是整流器框架采用开放式自支撑式设计,如苏钢100 t的直流炉引进的SIEMENS整流器;二是整流器框架采用开放的大圆盘式设计,如宝钢150 t与杭钢80 t直流电弧炉引进的GE整流器。
虽然两种框架结构设计出发点都是从整流器安全、可靠运行角度考虑的,但不同厂家针对用户实际要求和设备安装环境等不同,其设计出来的装备风格具有明显的区别,经实际运行证明装备所具有安全性、可靠性和稳定运行性也存较大差异。
宝钢电炉整流器是由加拿大GE公司制造的,采用大圆盘式结构设计,这种框架结构非常紧凑,不利于日常维护,电炉投运十几年来,整流器暴露出了许多重大问题,运行可靠性越来越差。
近年来,随着国内大容量电力电子装置技术发展很快,在一些引进装备部件的国产化应用及部分改造方面发挥了一定作用,特别是自主研发的大容量装置在电解、电镀、无功补偿装置、“西电东送”超高压输变电等工程项目中得到了较好应用,已基本具备了研发超高功率直流电弧炉用整流器的技术能力。
1 原整流器系统情况
1.1 宝钢电炉整流器
宝钢分公司炼钢厂150 t超高功率双炉壳直流电弧炉是由法国CLECIM公司整体引进的。
电炉的供电电源是由三套整流器装置EB51、EB52和EB53组成的,整流器输出的负极连接到炉顶石墨电极,正极经底电极切换开关连接到两个炉底底电极中的一个,冶炼时石墨顶电极和底电极经炉内的废钢或钢水之间产生电弧,形成炉内能量的供给源。
其中,三套整流器装置EB51、EB52和EB53由
GE加拿大电气公司于1996年制造。
1.1.1 整流器框架结构
电炉整流器结构由交流铝母排、直流铝母排、带绝缘板的铝合金焊接框架和晶闸管组件组成,整个系统采用开放式框架设计,铝母排之间通过焊接支撑。
系统采用负压闭循环纯水冷却方式,冷却系统由三台水泵、三台热交换器及一个密封水箱组成。
整流器采用三相桥式全控整流,每个桥臂有10只2500A/2500V晶闸管并联组成,桥臂采用大圆盘结构形式,每组晶闸管组件(包括一只晶闸管、一只快熔、三个水冷散热块和一套晶闸管安装支架,靠一支250 mm长的交流连接母排和内圈的直流连接母排固定到交直流母排上。
1.1.2 冷却系统
水箱内的纯水流经整流器内各母排及晶闸管散热块,再由三台水泵抽回水箱,形成一套负压闭循环纯水冷却系统,此部分又称为内部冷却水系统,主要将整流器交直流母排及晶闸管工作时产生的热量带走,而内部冷却水带出的热量又经过三台板式热交换器,由外部冷却水对流冷却。
冷却水系统的主要设计指标如下:
①内部冷却水水质为去离子加5%丙烯甘醇混合纯水、电阻率300 k以上,最高进口水温38.5℃,流量433 l/min。
②外部冷却水引至电炉电气冷却用纯水总管,最小流量667 l/min。
③水泵:流量:5/85(GPM),扬程:72/55(Ft),正常情况下2备1。
④热交换器:热交换面积3.77 m2,设计压力0.7MPa,最高承受温度150℃,正常情况下2备1。
1.2 存在的缺陷
电炉整流器自从1996年投运以来,故障频发,对1999~2008十年间的电炉主作业线故障停机进行统计,其中47起由整流器故障引起,停机时间175.6 h,直接影响电炉的生产产量。
从2000年开始实施了晶闸管扩容、冷却系统改进等一系列技术改造,取得了一定的成效。
2 项目改造、目标
2.1 项目改造
本次整流器改造,利用宝通钢铁闲置整流器设备框架及部分元器件,开发制造3台整流器,分别更新替换现有的EB51、EB52、EB53三台整流器设备。
宝通钢铁闲置整流器为ABB成熟产品(原属浦钢公司100t直流电炉),特别是在框架结构、18个晶闸管并联运行的系统安全裕量与动态均流、降低系统发热量与系统冷却、灭弧(防止事故扩大)等设计方面有较高的可靠性。
整流器设备利用了闲置整流器框架及部分元器件设备,结合多年的设备使用维护经验,对控制、保护及冷却系统等部分进行全新优化设计,在发挥闲置整流器框架结构优势的基础上,进一步有效提升了整流器安全稳定运行性能。
利用宝通钢铁闲置整流器设备框架开发制造3台整流器,重新设计制造的设备及零部件如下:①交流进线单元。
交流进线单元共3套,每套包括:变压器的三相接口及连接、电流互感器CT、铜母线、支撑及大电流交流进线绝缘处理等。
②整流触发及驱动单元。
整流触发及驱动单元共3套,每套包括:12块光电触发脉冲、驱动及导通电路显示板等。
③直流出线单元。
直流出线单元共3套,每套包括:输出端接口排连接、直流输出支撑连接、大电流直流输线绝缘处理等。
④控制单元。
控制单元共3套,每套包括:控制电路系统、屏蔽控制电缆及光缆接头等。
⑤保护监控单元。
保护监控单元共3套,每套包括:桥臂及母排接口温度检测、过压保护、过流保护、dv/dt保护、交直流侧及可控硅器件阻容吸收保护、直流电压检测(含稳压电阻组)、接地监控系统、快熔检测、故障报警信号及HMI 接口界面等。
⑥内循环纯水冷却系统。
内循环纯水冷却系统共3套,每套包括:水路连接单元、可控硅冷却、快速熔断器冷却、交直流母排冷却、盘架冷却、2台循环水泵(1用1备)、自动补水阀、去水离子系统、纯水冷却热交换系统及纯水冷却系统检测仪表等。
冷却系统采用闭循环水冷系统,循环水采用正压方式,冷却能力应满足整流器最大电流工作需求,且设计时应尽量减小运行过程中电位腐蚀的影响。
每套整流器水冷系统进出水口侧各增加1套温度检测点,出水口增加1套差压流量计,冷却水箱增加1套液位计,1套电导率计,1套压力变送器。
⑦3套纯水冷却系统公用补水箱。
增加1个纯水公用补水箱,内装1套水位检测仪表。
2.2 整流器主要技术要求
依据现有整流器十多年的实际运行维护及相关改造经验,确定改造后整流器应达到下列技术指标要求。
输入电压:AC 648 V、3相、50 Hz;输入电流:AC 29394 A;额定输出电压:DC 765 V;最高空载直流电压:DC 870 V额定功率:27 540 kW;额定输出电流:DC 36000 A(连续);整流器承载最大电流能力:144kA/10s;平波电抗器:150 μH;可控硅通态压降:≤1.35 V/3000 A;可控硅承受浪涌电流能力:43 kA/10 ms;可控硅电流安全裕量:kAi≥3.6;可控硅电压安全裕量:kAu=3.0倍;整流器过载能力:150%额定输出电流,历时1 min;整流装置额定整流效率约:η≥95%;桥臂均流系数达到国家标准:18并≥0.74;整流装置额定运行时噪音:≤65 dB;冷却方式:纯水—强迫水冷式冷却;安装方式:户内绝缘法安装;柜体防护等级:开启式自支撑框架结构。
3 结语
目前整流器改造已运行一段时间了,运行正常可靠。
彻底解决了多年无法解决的设备顽症、解决了维护和故障分析处理困难及备件供应困难特别是解决了重大事故隐患等问题,提高了设备的可靠性,保证了电炉生产安全正常运行。
这些新技术相信在今后的工程中必定会得到广泛的使用也为国产化直流电弧炉提供了有力帮助。
参考文献:
[1] 朱应波.直流电弧炉炼钢技术[M].北京:冶金工业出版社,1997.
[2] 傅杰.电弧炉炼钢技术发展历史分期问题[J].钢铁研究学报,2006,(5).。