生产装配作业指导书(模版)
装配作业指导书(全)
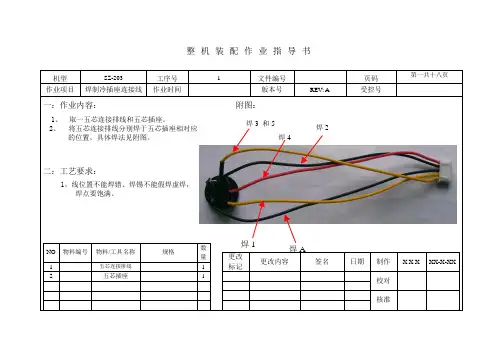
整机装配作业指导书机型SZ-203 工序号 1 文件编号页码第一共十八页作业项目焊制冷插座连接线作业时间版本号REV: A 受控号一:作业内容:附图:1、取一五芯连接排线和五芯插座。
2、将五芯连接排线分别焊于五芯插座相对应的位置,具体焊法见附图。
二:工艺要求:1,线位置不能焊错、焊锡不能假焊虚焊,焊点要饱满。
NO 物料编号物料/工具名称规格数量1 五芯连接排线 12 五芯插座 1 更改标记更改内容签名日期制作X X X XX-X-XX校对核准焊3 和5焊4焊2焊1焊A整机装配作业指导书机型 SZ-203工序号 2 文件编号 页码 第二共十八页 作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容: 附图:1、取一制冷钢头检查有无划伤,划痕,瑕疵等 其它不良,将不良品挑出。
再将OK 钢头套上橡胶圈后,把探头连接件装入制冷钢头内压紧,连接件螺丝孔要对齐钢头螺丝孔。
2、取一制冷片在其正反两面均匀地涂上薄薄一层散热膏,然后将制冷片有字面朝上平整地放入加工好的制冷钢头内压平, 放入制冷片时要注意方向(连接件槽口对准自己,制冷片线在槽 口在左边与其成90度方向)。
3、检查本工位作业内容、良好则投入下一工位。
二:工艺要求:1、制冷片要装平,要紧贴钢头面。
2、制冷片方向不能装错。
更改 标记 更改内容签名 日期 制作 X X XXX-X-XX 校对 核准NO 物料编号 物料/工具名称 规格数量 1 制冷钢头 1 2 制冷片1 3 橡胶圈 1 4 探头连接件1凹槽整机装配作业指导书机型 SZ-203工序号 3 文件编号 页码 第三共十八页 作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容: 附图:1、取一上工位加工好的制冷头检查有无装错,取制冷散热片把表面 的污物抹干,并在其表面均匀地涂上薄薄一层散热膏,然后将制冷 片线穿过散热片圆孔平整地装入钢头内压紧,装入时散热片槽口要 与连接件槽口对齐,散热片上的螺丝孔与连接件上的螺丝孔对齐。
配电箱装配作业指导书(文档3篇)
配电箱装配作业指导书(文档3篇)以下是网友分享的关于配电箱装配作业指导书的资料3篇,希望对您有所帮助,就爱阅读感谢您的支持。
第一篇配电箱装配作业指导书1 总则本作业指导书规定了低压配电产品的装配的内容与要求,适用于本组织生产的各类低压配电产品如:开关柜、动力箱、配电箱、控制屏、台、母线插接箱的组装工艺过程。
2 设备和工具2.1 设备:弯排机、50kV A试验变压器、平衡电桥、搪锡炉、台钻等。
2.2 工具:螺丝刀、尖嘴钳、剥线钳、压线钳、万用表、兆欧表、扳手、钢卷尺、钢直尺、游标卡尺、塞尺、涂层测厚仪等。
3 装配规范3.1 在产品装配前,应对下列各项逐一进行检查,做好工艺准备。
3.1.1 结构应该符合该型号产品结构的要求,产品应有固定的安装孔。
3.1.2 门应能在大于90°角内灵活转动,门在转动过程中不应损坏漆膜,不应使电器元件受到冲击,门锁上后不应有明显的晃动。
检验方法:手执门锁轻轻推拉,移动量不超过2mm。
3.1.3 门与门及门与框架之间的缝隙检验:门与门之间的缝隙均匀差小于1000mm为1mm,大于1000mm为1.5mm,门与门框之间缝隙均匀差小于1000㎜为2mm,大于1000mm为2.5mm。
3.1.4 壳体焊接应牢固,焊缝应光洁均匀,不应有焊穿、裂缝、咬边、溅渣、气孔等现象,焊药皮应清除干净。
3.1.5 壳体表面处理后,漆膜表面应丰满、色彩鲜明、色泽均匀、平整光滑、用肉眼看不到刷痕、皱痕、针孔、起泡、伤痕、斑痕、手印、修整痕迹及沾附的机械杂质等缺陷。
3.1.6 产品上所有电镀件的镀层(包括元器件本身的电镀件的镀层及紧固件)不得有起皮、脱落、发黑、生锈等现象。
3.2 元器件选择及安装3.2.1 产品内选择的电器元件和材料,必须符合认证产品要求和顾客图纸的要求,在不影响产品内在质量要求的前提下,可以征得顾客同意并得到相关批准进行认证规定范围内的代用。
3.2.2 器件必须采用取得强制性产品认证的厂家生产的合格产品,非认证产品不得使用。
装配作业指导书
3.2.3外扣盖帽装配,将盖帽扣合到立柱上,以盖帽预留孔为准,采用手电钻打取固定孔,采用铝制抽芯铆钉固定,安装完清除毛刺
3.3器材字体喷印
1、装配件配合参数
2、体育器材划痕、漏喷
3单包配件的标注,数量的确认
4、活动部件,转动灵活,无卡滞
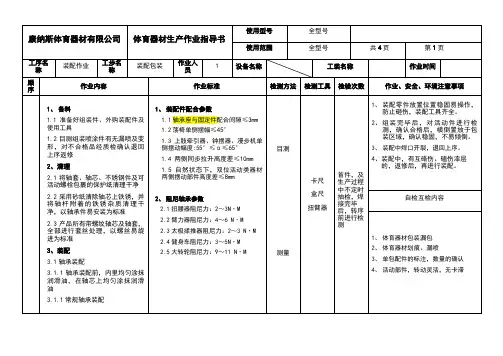
康纳斯体育器材有限公司
体育器材生产作业指导书
使用型号
全型号
使用范围
ቤተ መጻሕፍቲ ባይዱ全型号
共4页
第4页
工序名称
装配作业
工步名称
装配包装
作业人员
1
设备名称
工装名称
作业时间
顺序
作业内容
作业标准
检测方法
检测工具
检验次数
作业、安全、环境注意事项
4.1.5包装完毕产品及配件,全部采用记号笔标明、备注,方便确认对应产品
4.1.6每套产品标签,必须填写标注完整,并粘贴到位
4.1.6装配、包装完毕后,清理现场
5、成品转下序前,清点数量,确定无误后,经质检确认后,转成品库
1、装配件配合参数
1.1轴承座与固定件配合间隙≤3mm
1.2荡椅单侧摆幅≤45°
1.3上肢牵引器、钟摆器、漫步机单侧摆动幅度:55°≤α≤65°
1.4两侧同步拉升高度差≤10mm
装配包装
作业人员
1
设备名称
工装名称
作业时间
顺序
作业内容
作业标准
检测方法
检测工具
检验次数
作业、安全、环境注意事项
3.3.1将字漏贴合与立柱地埋线以上正中位置,采用自喷漆喷涂。
产品作业指导书(装配工序卡片)
工序号05 工序名称取放木底脚车间组装车间工段装配组设备工序工时备料序号名称及规格数量图号1 木底脚1KFXRS-18II.900.012345678工步号工序内容注意事项工序要求工艺装备工时定额(min)1取木底脚摆放在流水线上; 1.木底脚尺寸与生产机型匹配,不可将其它 1.木底脚尺寸:900X860X140(mm);卷尺机型木底脚混用;2.木底脚无拼接、弯曲、裂纹、腐朽、孔穴、虫蛀、发霉、树皮去除不净现象;3.钉帽应紧贴被钉合件,钉尖不得凸到外面;4.钉合牢固,无松动现象;描图 5.在将木底脚抬起摆放时,轻拿轻放,注意安全,防止将四肢压伤。
描校底图号装订号设计(日期)审核(日期)标准化(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工序号10工序名称固定底座车间组装车间工段装配组设备工序工时备 料序号 名称及规格数量 图 号1底座1 KFXRS-18II.000.032 十字槽带法兰六角头木螺钉M8X304 3 4 56 7 8工步号工 序 内 容注 意 事 项工 序 要 求工 艺 装 备工时 定额 (min )1取底座放置于木底脚上,使其四角固定孔位置 1.底座与木底脚尺寸是否匹配;1.底座尺寸:800X800X50(mm );气枪与木底脚木条中间线对齐,且如图出水管一2.底座表面喷涂应完好、均匀,无锈斑、油 侧应有10cm 的间距;污、掉漆、划伤、变形等缺陷;2用4枚十字槽带法兰六角头木螺钉M8X30将底 3.焊接部位应牢固,不得有虚焊、脱焊、漏 座固定。
焊和烧穿现象;4.固定底座时,不得碰伤、划伤喷涂件表面; 描 图5.底座固定牢固,固定后木底脚无断裂,用 手搬动无轴向松动现象;描 校 6.在将底座抬起摆放时,轻拿轻放,注意安 全,防止将四肢压伤。
底图号 装订号设计(日期) 审核(日期) 标准化(日期) 批准(日期)标记 处数更改文件号签字日期标记处数更改文件号签字日期十字槽带法兰六角头木螺钉M8X30底盘安装后,此加强条应在压缩机一侧10cm工序号15 工序名称固定底盘组件车间组装车间工段装配组设备工序工时备料序号名称及规格数量图号1 底盘组件 1 KFXRS-18II.010.002 螺栓M10X30(不锈钢) 43 平垫圈10(不锈钢)84 弹垫圈10(不锈钢) 45 螺母M10(不锈钢) 46 聚碳酸酯垫圈¢10 478工步号工序内容注意事项工序要求工艺装备工时定额(min)1 取1枚螺栓M10X30,先依次串上平垫圈10、 1.底盘组件与底座尺寸是否匹配; 1.底盘尺寸:800X800(mm);气枪聚碳酸酯垫圈10,放入安装孔里,再依次串上 2.底盘组件表面喷涂应完好、均匀,无锈斑、扳手平垫圈10、弹垫圈10,最后用螺母M10拧紧;油污、掉漆、划伤、变形等缺陷,底盘表面2 按照以上方法将其余3处进行固定;各固定螺栓无倾斜现象;3 将螺栓上喷涂时的保护纸剥干净; 3.焊接部位应牢固,不得有虚焊、脱焊、漏焊和烧穿现象;描图 4.固定底座组件时不得碰伤、划伤喷涂件表面;描校 5.底盘组件和底座固定牢固,用手搬动无轴向松动现象;底图号 6.在将底座抬起摆放时,轻拿轻放,注意安全,防止将四肢压伤。
装配车间作业指导书
生产主管(组长)监督装配操作员工,严格执行本作业细则
5.0、作业细则
5.1生产主管、组长必须要求开始装配前,严格检查物料的内容
5.11装配主管、组长必须严格按照计划实施装配内容
5.12装配工严格按照作业步骤内容执行
5.2装配操作步骤:
5.2.1检查物料是否齐全,原材料是否存在缺陷
5.2.2装配时注意细节及装配要点
5.2.3严格按照作业图纸进行安装
5.2.4严禁桌面没有铺泡棉进行安装,
5.2.5产品成形后对成品进行自检擦拭,合格后放入老化室
5.2.6老化时若出现异常(电源、灯珠)要立刻进行返禁灯珠直接接入220V电压
3、实用电钻、打磨机等设备时要小心谨慎
4、产品严禁剧烈碰撞、摩擦
5、清理台面,物品及原材料保持整齐,严格按照5S标准执行
拟制:批准:
文件编号:KC-WI-VJ-012
生效日期:2013-5-1
版本号:A
页数:共1页
文件标题:装配车间操作指导书
1.0、目的
确保操作者正确装配灯具,确保安全生产,以满足客户需要
2.0、适用范围
装配车间流水线
3.0、定义及术语
3.1操作指导书:指导各位作业员正确进行作业的工艺文件。
3.2生产工序表:指导生产管理人员正确安排员工生产作业的文件。
装配作业指导书(全)

整机装配作业指导书文件编号页码第一共十八页机型SZ-203 工序号 1焊制冷插座连接作业时间版本号REV: A受控号作业项目线一:作业内容:附图:1、取一五芯连接排线和五芯插座。
2、将五芯连接排线分别焊于五芯插座相对应的位置,具体焊法见附图。
二:工艺要求:1,线位置不能焊错、焊锡不能假焊虚焊,焊点要饱满。
整机装配作业指导书机型SZ-203工序号2文件编号页码第二共十八页作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容:附图:1、取一制冷钢头检查有无划伤,划痕,瑕疵等其它不良,将不良品挑出。
再将OK钢头套上橡胶圈后,把探头连接件装入制冷钢头内压紧,连接件螺丝孔要对齐钢头螺丝孔。
2、取一制冷片在其正反两面均匀地涂上薄薄一层散热膏,然后将制冷片有字面朝上平整地放入加工好的制冷钢头内压平,放入制冷片时要注意方向(连接件槽口对准自己,制冷片线在槽口在左边与其成90度方向)。
3、检查本工位作业内容、良好则投入下一工位。
二:工艺要求:整机装配作业指导书机型SZ-203工序号3文件编号页码第三共十八页作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容:附图:1、取一上工位加工好的制冷头检查有无装错,取制冷散热片把表面的污物抹干,并在其表面均匀地涂上薄薄一层散热膏,然后将制冷片线穿过散热片圆孔平整地装入钢头内压紧,装入时散热片槽口要与连接件槽口对齐,散热片上的螺丝孔与连接件上的螺丝孔对齐。
2、用四颗PBΦ2.0mm×6mm的螺丝将其固定。
槽口对齐二:工艺要求:1、散热片方向不能装错。
2、螺丝要打紧到位。
、不能滑牙。
整机装配作业指导书机型SZ-203工序号4文件编号页码第四共十八页作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容:附图:1、取一上工位加工好的制冷头检查有无装错,然后将风扇固定板有弧形边朝右置于散热片上,有螺丝沉孔面朝上。
注:放置时散热片槽口对着自己。
装配作业指导书(全)
装配作业指导书(全)整机装配作业指导书机型作业项目SZ-203 第一共十八页工序号作业时间 1 文件编号版本号REV: A 页码受控号焊制冷插座连接线一:作业内容:1、取一五芯连接排线和五芯插座。
2、将五芯连接排线分别焊于五芯插座相对应的位置,具体焊法见附图。
附图:焊3 和5 焊4 焊2 二:工艺要求:1,线位置不能焊错、焊锡不能假焊虚焊,焊点要饱满。
NO 物料编号 1 2物料/工具名称五芯连接排线规格数量1 1焊1 更改标记焊A 更改内容签名日期制作校对核准X X X XX-X-XX 五芯插座整机装配作业指导书机型作业项目SZ-203 第二共十八页工序号作业时间 2 文件编号版本号REV: A 页码受控号装配制冷头一:作业内容:附图:1、取一制冷钢头检查有无划伤,划痕,瑕疵等其它不良,将不良品挑出。
再将OK钢头套上橡胶圈后,把探头连接件装入制冷钢头内压紧,连接件螺丝孔要对齐钢头螺丝孔。
2、取一制冷片在其正反两面均匀地涂上薄薄一层散热膏,然后将制冷片有字面朝上平整地放入加工好的制冷钢头内压平,放入制冷片时要注意方向。
3、检查本工位作业内容、良好则投入下一工位。
二:工艺要求:1、制冷片要装平,要紧贴钢头面。
2、制冷片方向不能装错。
NO 物料编号1 2 3 4物料/工具名称制冷钢头制冷片橡胶圈探头连接件规格数量1 1 1 1 凹槽更改标记更改内容签名日期制作校对核准X X X XX-X-XX 整机装配作业指导书机型作业项目SZ-203 第三共十八页工序号作业时间 3 文件编号版本号REV: A 页码受控号装配制冷头一:作业内容:附图:1、取一上工位加工好的制冷头检查有无装错,取制冷散热片把表面的污物抹干,并在其表面均匀地涂上薄薄一层散热膏,然后将制冷片线穿过散热片圆孔平整地装入钢头内压紧,装入时散热片槽口要与连接件槽口对齐,散热片上的螺丝孔与连接件上的螺丝孔对齐。
2、用四颗PBΦ×6mm的螺丝将其固定。
装配作业指导书(精典)
1、不良品必须单独摆放并做好标示待管理人员统一处理;
2、保持台面整洁,注意工作区域5S;
3、调整电批扭力3.0±0.5 Kgf;
3.3
3.4
产品装配作业指导书工位内容:装下转动支架至支架固定座
料号
总人数
13
版次
v.0
标准工YD-604A
产品名称
XXXXXX
工位人数
1
工位号
7
标准产量(PCS/H)
200
工位名称
焊接
1、使用材料
4、操作说明:
7、图示
配件名称
物料编码
单件用量
1、准备好待焊接方按钮、电线于工位前(图1);
2、自检待装配部件有无不良品质项,将挑出的不良部件分开放于指定位置;
3、将待焊接红黑导线分开(图2),如图3所示将分开的一根导线端与方按钮一端脚相连;
15
文件编号
YL-ZB-YD-604A
产品名称
XXXXXX
工位人数
1
工位号
1
标准产量(PCS/H)
200
工位名称
装配
1、使用材料
4、操作说明:
7、图示
配件名称
物料编码
单件用量
1、准备好上转动支架、螺丝、支架底座于工位前(图1、2、3);
2、自检各装配部件有无不良品质项,将挑出的不良部件分开放于指定位置;
3、生产前确认首件,并了解产品工序工艺相关操作方法和品质要求;
5、技术要求
1、测量准确,操作规范;
3、使用工具
3.1
数显万用表
6、注意事项
3.2
1、不良品必须单独摆放并做好标示待管理人员统一处理;
生产装配工艺规程模板
序号
1
23456
序号123456
序号
序号标记
14253
6
零件编码数量X X公司
受控号工具工装图片零件图片备注零件图号零件名称作业内容安全卫生&遵守事项
◆注意保持工作环境周围的卫生
◆物料摆放整齐
◆如感觉异常请立即向班长报告
电子存档位置: 确认:
检验频次编制
审核型号规格
编号
数量更改内容
名称
会签批准
确认
更改日期
工具工装
设备辅料名称
型号规格
编号
数量
本工序零部件明细
作业说明
负责人
注意事项及检验项目检验工具标准产能
人员数量
作业图解
文件编号
产品名称
标准工时
工序编号适用型号
LOGO
共 页第 页
版号A/O
装配作业指导书
工序名称页码。
装配作业指导书范例
支撑板固定支架 铜排支撑板 铜排1 铜排2 BANK连接铜排1
装配图
5 6 7 8 9 10
50M10磁绝缘子
项次 修 改 內 容 修 改 者
1 2 3 4 检查項目 检查方式 检 查 基 准
施
工
方
法
及
注
意
事
項
使用夹治工具或机台 支撑工作台架 拉铆枪(AT-63பைடு நூலகம்5) 扭力扳手 普通开口扳手
1、支撑板固定支架与底板连接:2-M6X20外六角螺栓,2-M6重型弹簧垫片, 普通平垫2-φ6.4Xφ12X1.6. 2、支撑板固定支架与铜排支撑板连接:需要紧固件为2-M6X25外六角螺栓, 2-M6外六角螺母,普通平垫4-φ6.4Xφ12X1.6,2-M6重型弹簧垫片 3、铜排支撑板与铜排1连接:需要紧固件为2-M8X30沉头螺栓,2-M8外六角螺 母,普通平垫2-φ8.4Xφ16X1.6,大平垫2-φ8.4Xφ16X1.6,2-M8重型弹片 4、50M10磁绝缘子安装:3-M10X30外六角螺栓,3-M10平垫, 3-M10蝶形垫片 先将其与顶板固定,再使其与铜排1固定。 具体装配如图一、二、三 5、BANK连接铜排1连接: 将BANK连接铜排1与BANK伸出端相连接,采用M10X40外六角螺栓. 6、铜排2连接: (1)、与50M10磁绝缘子连接,采用M10X40外六角螺栓. (1)、与铜排支撑板连接,采用M10X40外六角螺栓.
编制
审核
批准
装配作业指导书
产品名 称 机 型 编 号 项次 1 2 3 4 SGT图号 SGT/CJ007.254 SGT/CJ007.315 SGT/CJ007.237 SGT/CJ007.238 SGT/CJ007.239 工序名称 品 名 用量 1 1 1 1 14 2 修 改 记 录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号
XXX
XXX 1
序号
12345678910
设备,工装名称型号
设定条件
十字螺丝批尖嘴钳
XXX
作 业 指 导 书
适用产品名称
及编号XXX系列
工序名称工序排号材料编号操作说明
检查上工序检查工位表面清洁
检查物料有无一致检查工具有无完好
2.将触发器螺丝穿过支架板孔锁
(如3.将电容器锁紧在支架板上(如图三)自检
检查零件有无松动、移位。
本工序作业
1.把电感镇流器用螺丝固定在支
耳一端固定在镇流器一固定螺丝上(如图一
设备及工具
核准
图一
安装时调整好零件位置再作固定,以免干扰
注意:
图二图三安装电感镇流器
安装触发器
安装电容器
明好
上。