生产作业指导书模板49591
生产作业指导书范文
生产作业指导书1、目的将搅拌均匀的原料进行粉碎,以保证后面的造粒效果。
2、操作步骤2.1首先启动粉碎机,空载运转正常之后再开始输送返料。
2.2当一个搅拌周期完毕,第二个搅拌周期未开始时,应将粉碎机处于空载状态,再停机。
3、注意事项3.1粉碎机若超载运转时,应立即停止送料皮带机。
3.2粉碎机出现异声时,应立即停止皮带输送机、粉碎机。
待查明原因、排除故障后,开启粉碎机,空载运转正常后再正常生产。
3.3定时停车敲击粉碎机筒体的除垢装置进行除垢。
3.4定期通过检查孔检查粉碎机环链的磨损情况,超过使用规定期限,应及时更换环链。
(一)水处理1开机准备1.1、确定各项水、电、气电机电源处于正常状态。
1.2、对制水设备按照反冲流程进行一次反冲。
(原则上:每班一次反冲)2、开机制水2.1、按设备的操作规程作业。
2.2、及时检测水质是否达标。
2.3、做好各项指标生产记录,并做好交接班工作。
3、生产结束3.1、关掉设备电源3.2、做好设备和地面。
4、注意事项4.1按要求清洗砂虑和碳虑,以及添加阻垢剂,并做好记录。
(二)调配(关键岗位作业指导书)1、配料将各种原材料按配方工艺要求称取,不得缺少其中一种原料,称取量不得有偏差。
不得使用非食品原料以及回收料进行生产,不得使用国家纳入生产许可证管理而生产方未获得生产许可证的原料,特别是添加剂的称量,要精确到克,添加必须按照GB2760标准要求进行添加,不得超范围和超量使用添加剂,配方见附表。
配料人填写配料记录,并将称好量的原料料送到前处理车间。
2、拌拌前处理操作人员要严格掌握纯水注入量和搅拌温度,将调配好的原材料送入前处理车间,倒入高剪切罐进行调配,调配时间为10-15min。
(三)均质:料液调配均匀后打均质机进行均质。
(四)杀菌:调配好的料经均质后打入超高温瞬时灭菌机,根据品项不同严格控制灭菌温度。
紧接着将灭菌后的饮料打入待灌装,等待灌装,灌装温度≥83℃。
(五)灌装5.1.1按生产计划,领取本班生产所需瓶盖,并提前30分钟内按《盖子消毒作业程序》操作。
作业指导书生产作业指导书范本

作业指导书生产作业指导书范本1成品1.1牌号及化学成分要求根据镍及杂质含量的不同,镍铁分为四个牌号,其成分应符合下表的规定。
需方对化学成分有特殊要求,可由供需双方相互协商确定。
1.2物理状态镍铁应呈块状交货,每块重量不超过15公斤。
需方对粒度有特殊要求,可由供需双方相互协商确定。
2、主要设备参数电极直径:1100mm ;极心圆直径:3200mm ;炉膛直径:7800mm ;炉膛深度:2000mm ;炉壳直径:9600mm ;炉壳深度:4500mm ;电极工作行程不小于1200mm出铁口两个,因电极呈倒三角排列,所以出铁口呈1730夹角。
出渣口一个, 高于出铁口10cm 。
2.2电炉变压器参数3、原料技术条件3.1镍矿3.1.1镍矿含镍量不低于1.6%,含磷不大于0.008%。
3.1.2粉状镍矿应进行烧结后入炉,镍矿烧结的几种原料(镍矿、焦末、石灰)一定要进行化验,做到精确配料,精确计量,料要混拌均匀。
每堆烧结好的镍矿要取样化验。
3.1.2.1烧结镍矿除配入适当的焦末之外,还可根据炉渣的碱度配入5——8%的石灰,尽量减少石灰石的用量。
3.1.2.2烧结后的镍矿残余碳量不得超过3%。
3.1.2.3入炉烧结矿的粒度8-100mm ,8mm 以下的镍矿返回重新烧结。
3.1.2.4入炉烧结镍矿水分不大于5%。
3.2焦炭应符合冶金焦条件,其中固定碳≥82%,灰分≤15%;挥发分≤3%;入炉焦炭粒度5-25mm ,水分石灰(含烧结用的石灰):CaO ≥84%;SiO2≤2%;P≤0.008%;S≤0.10%;粒度0-3mm 。
石灰石:CaO ≥52%;MgO≤1.5%;SiO2≤1.5%;P≤0.008%;S≤0.10%;粒度20-40mm 。
萤石:作为炉渣稀释剂用的萤石要求:CaF 2≥85%;P≤0.02%;S ≤0.05%;粒度≤80mm ,粉末不超过总量的20%。
4.配料4.1原料配比由技术部和生产设备部决定,要求各种原料称量准确,每批料中各种料误差不超过+1Kg。
生产作业指导书(一)
生产作业指导书(一)引言概述:生产作业指导书是为了规范生产作业流程,提高生产效率和质量而编写的指导性文档。
本文将从五个方面详细介绍生产作业指导书的内容,包括生产流程规定、设备使用要求、操作规范、质量控制要求和安全注意事项。
一、生产流程规定:1. 设定生产目标和产量要求2. 制定产品生产流程图3. 确定每道工序的操作顺序和时间限制4. 确定物料和产品的流转路径和存放要求5. 制定生产计划和排产安排6. 监控生产进展,确保按计划完成生产任务二、设备使用要求:1. 确定所需设备的种类和数量2. 确保设备完好并定期进行维护保养3. 提供设备操作说明和技术参数4. 制定设备开机和关机操作流程5. 设定设备使用安全规范,保证生产安全三、操作规范:1. 制定操作规程和操作指导2. 提供操作员培训和技术指导3. 明确操作员的责任和权限4. 规定各工序操作的关键点和注意事项5. 指导操作员进行生产操作记录和问题反馈四、质量控制要求:1. 制定产品质量检验标准和检测方法2. 确定产品抽样检验方案和频率3. 指导质检人员进行产品抽样检验和记录4. 根据检验结果进行产品合格和不合格判定5. 确保不合格产品进行处理,并采取措施防止再次出现五、安全注意事项:1. 提供安全生产教育和培训2. 制定安全操作规程和应急预案3. 提供必要的防护设施和个人防护用具4. 定期进行设备和工作场所的安全检查和维护5. 对违反安全规定的行为进行纪律处分和教育提醒总结:生产作业指导书是规范生产作业的重要文档,通过明确生产流程规定、设备使用要求、操作规范、质量控制要求和安全注意事项等方面的内容,可以提高生产效率和质量,降低事故风险,确保生产过程的顺利进行。
生产作业指导书
生产作业指导书一、引言生产作业指导书是为了确保生产过程的顺利进行,以提高生产效率和产品质量而编写的一份详细指导文件。
本指导书旨在为生产工作人员提供必要的操作步骤、注意事项和安全规范,以确保生产作业的正确进行。
二、适合范围本指导书适合于公司X的生产部门,涵盖了生产流程、设备操作、质量控制和安全要求等方面的内容。
三、生产流程1. 原材料准备a. 根据生产计划,准备所需原材料,并确保原材料的质量符合要求。
b. 对原材料进行检验,并记录检验结果。
2. 设备准备a. 检查生产设备的运行状态,确保设备正常工作。
b. 根据生产计划,调整设备参数和工艺流程。
3. 生产操作a. 根据生产计划,按照操作步骤进行生产。
b. 在生产过程中,及时记录生产数据,如产量、质量指标等。
4. 质量控制a. 在生产过程中,进行质量抽样检验,并记录检验结果。
b. 对不合格品进行处理,并采取纠正措施,以防止类似问题再次发生。
5. 安全要求a. 生产工作人员必须穿戴个人防护装备,如安全帽、防护眼镜等。
b. 确保生产现场的清洁和整洁,防止杂物堆积和滑倒等意外事故。
c. 遵守生产安全操作规程,如禁止吸烟、禁止携带易燃物品等。
四、应急措施1. 火灾应急a. 在生产现场设置灭火器和灭火器具,并确保其有效性。
b. 在发生火灾时,即将采取灭火措施,并报告相关部门。
2. 意外伤害应急a. 在生产现场设置急救箱,并培训相关人员急救知识。
b. 在发生意外伤害时,即将进行急救,并报告相关部门。
五、记录与报告1. 生产数据记录a. 生产工作人员应及时记录生产数据,如产量、质量指标等。
b. 生产数据记录应准确、清晰,并加盖相关部门的章。
2. 异常情况报告a. 生产工作人员应及时报告生产过程中的异常情况,如设备故障、质量问题等。
b. 异常情况报告应详细描述问题,并提出解决方案。
六、术语解释1. 生产计划:指根据市场需求和公司资源情况,制定的生产工作安排。
2. 质量抽样检验:指从生产过程中随机抽取样品进行质量检验。
生产流程图和作业指导书模板
贴片10(U5、C5、C6、R2、Q9)
贴片11(R3~R10)
检验
回流焊
检验、补焊
3、THT装配焊接(15人)
J11、J12、J13、SW2、D2~D10
S1~S20
C20、J10、SW4、TLP1~TLP4
SW5、C3、JP3、JP4、JP5、JP6
RPACK2、SW3、JP2、JP1
THT元器件成型1
THT元器件成型2
2、SMT装配班组(15个工位)
丝印焊锡膏
贴片1(U1、C4、C1、R1)
贴片2(U3、U4)
贴片3(C7、C8、C9)
贴片4(R35~R42)
贴片5(R43~R50)
贴片6(R11、R15、Q4、Q8、R19~R26)
贴片7(Q1~Q3、R16~R18)
贴片8(R12~R14、Q5~Q7)
生产流程图和作业指导书
生产流程图和作业指导书
一、SMT、THT装配焊接生产流程如下:
二、整个生产实训分成三个班组作业,分组情况及实训内容如下:
1、元器件准备班组(9个工位)
元器件检测1
元器件检测2
元器件检测3
SMT元器件分类、配送1
SMT元器件分类、配送2
THT元器件分类、配送1
THT元器件分类、配送2
D1、J3、SD2~SD17
J8、U7、C12~C15
SW1、SD1、C2、U2
C16、U8、C18
U6、RPACK1、J4、J5、J6、J7
J1、Dห้องสมุดไป่ตู้1、DS2
Y1、C10、C11、BELL1、J9、JP9
JP7、JP8、JP10
生产作业指导书

生产作业指导书1000字生产作业指导书本指导书旨在帮助工场的操作工人了解工作流程及操作规范,确保生产工作的安全、高效和质量。
一、生产流程1. 原料收购、存放在原料收购阶段,需要严格遵循相关的质量标准,并确保货源渠道的合法性。
原料需要按照要求放置于库房内,注意防潮防尘等保管措施。
2. 原料检验在原料进入生产前,需要进行质量检验,确保原料符合相关标准。
3. 热处理根据产品要求和生产计划,需要合理调节和控制生产设备,确保热处理过程的质量和稳定性。
4. 冷却处理在热处理完成后,需要对产品进行冷却处理,确保产品的物理性能得到进一步提升。
5. 清洗处理在产品清洗前,需要对清洗液的配比进行严格控制,确保清洗液符合相关要求,并注意防止腐蚀。
6. 检验在生产过程中,需要进行多次 inspection,确保产品符合相关标准,同时要注意检验工具和设备维护和校准,防止检验结果误判。
7. 包装在产品包装过程中,需要选择合适的包装材料和方式,对产品实现完善保护和标识标准,同时要注意包装过程中的安全问题,保护人员和产品。
二、操作规范1. 安全操作过程中,一定要注意人身安全。
对于生产设备,要严格遵守操作规程,了解设备的使用方法、注意事项、维修保养等方面的内容,并在过程中注意设备的安全操作。
2. 质量生产流程中,要严格按照相关标准进行操作,并在关键点上加强检验,确保产品的质量符合要求。
3. 可持续制造过程应该考虑到资源节约问题,尽量减少浪费和污染,同时还要考虑到环保问题,保障生产过程的可持续性。
三、质量管理1. 产品检验生产出来的产品需要进行完善的检验,确保产品质量符合标准,同时要注意对检验过程和结果的记录和分析,保障生产过程的可靠性和产品质量的稳定性。
2. 数据记录对于生产中的数据记录,要统一规范,并对数据进行定期的分析,为生产决策提供准确可靠的依据。
以上是本指导书的主要内容,操作工人需要认真阅读,掌握相关知识,严格遵守操作规范,确保生产过程中的安全、高效和质量。
【最新】生产作业指导书范本-范文word版 (6页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==生产作业指导书范本篇一:生产作业指导书模板产品名称: 产品型号: 物料代码:产品客户:美的压力锅公司编制/日期:审核/日期:批准/日期:201X-4-3发布;共页篇二:生产作业指导书格式篇一:作业指导书格式篇二:生产作业指导书篇三:作业指导书格式篇四:作业指导书格式关于作业指导书编制的几点意见作业指导书是用以指导某个具体过程,事物形成的技术性细节描述的可操作性文件。
常用的作业指导书、工作细则、标准、作业规范通常应包含的内容。
作业指导书是针对某个部门内部或某个岗位的作业活动的文件,侧重描述如何进行操作,是对程序文件的补充或具体化。
对这类文件有不同的具体名称,如工艺规程、工作指令、操作规程等。
一、作业指导书的作用1、作业指导书是指导保证过程质量的最基础的文件和为开展纯技术性质量活动提供指导。
2、作业指导书是质量体系程序文件的支持性文件。
二、作业指导书的种类1、用于施工、操作、检验、安装等具体过程的作业指导书。
2、用于指导自动化程度高而操作相对独立的标准操作规范。
三、作业指导书的要求iso9000系列标准中对作业指导书的要求:1、“如果没有作业指导书就不能保证质量时,则应对生产和安装方法制订作业指导书”(gb/t19001-iso9001——9.1)。
2、生产作业可由作业指导书规定到必要的程度。
应对工序能力进行研究以确定工序的潜能。
整个生产中使用工艺规定也应写成书面文件,各个作业指导书中均应引用。
作业指导书中应明确规定圆满完成工作以及符合技术规范和技术标准的准则。
??(gb/t19004-iso9004——10.1.1)。
3、“应按照质量体系的规定对作业指导书,规范和图样进行控制”(gb/t19004-iso9004——11.5)。
四、作业指导书的要求与步骤1、内容应满足(1)5w1h原则任何作业指导书都须用不同的方式表达出:a.where:即在哪里使用此作业指导书。
生产作业指导书样本
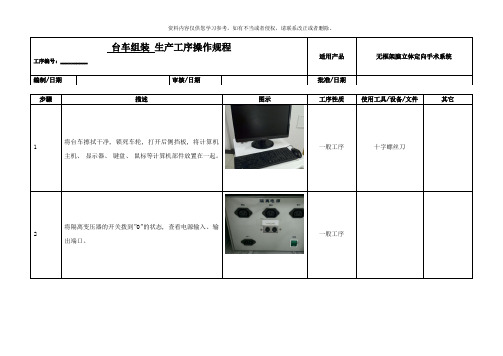
步骤描述图示工序性质使用工具/设备/文件其它1将台车擦拭干净, 锁死车轮, 打开后侧挡板, 将计算机主机、显示器、键盘、鼠标等计算机部件放置在一起。
一般工序十字螺丝刀2将隔离变压器的开关拨到”O”的状态, 查看电源输入、输出端口。
一般工序台车组装生产工序操作规程工序编号: __________适用产品无框架脑立体定向手术系统编制/日期审核/日期批准/日期步骤描述图示工序性质使用工具/设备/文件其它3 检查保险管的电流额度以及保险丝是否完好。
将台车后侧挡板上的电源开关拨到”0”的状态, 连接用以引入外部电源的电源线。
一般工序4计算机主机卧放进台车第二层内, 前端从台车预留的开口伸出, 然后安装主机机箱固定件; 一般工序十字改锥、绝缘胶带、手枪钻5 组装好显示器( 包括电源线、信号线、底座) , 置于台车上表面, 电源线、信号线经过上表面预留的开口接入台车内, 信号线连接到主机上;一般工序十字改锥、绝缘胶带、手枪钻3 打开QuartusII开发软件, 点击”菜单栏”的[Tools]->[Programmer]; 一般工序QuartusII开发软件版本6.0以上4在新出现的界面点击[Hardware Setup]按钮, 会弹出如如图1窗口, 如果第一次使用, 界面显示与图中一样,图1 一般工序QuartusII开发软件版本6.0以上5 单击[Add Hardware]按钮, 弹出对话框如图2;图2 一般工序QuartusII开发软件版本6.0以上6 [Hardware type]下拉菜单中选中[ByteBlasterMV orByteBlaster II],[Port]下拉菜单中的并口要选择插入并口线对应的端口, 一般是LPT1; 单击[OK]按钮, 完成硬件安装; 如果之前做过这样的操作, 则不需要添加硬件; 结果如图所示3, 单击[Start]按钮, 即开始文件下载; 当[Progress]进度条显示100%即表示下载完成。