游标卡尺作业指导书
游标卡尺内校作业指导书

游标卡尺内校作业指导书1.0 [目的] 对游标卡尺进行内部校准,确保其准确性和适用性良好。
2.0 [范围] 适用于普通及指针式游标卡尺的内部校准。
3.0 [定义] 无4.0 [职责]4.1 PE部:负责游标卡尺的校验工作。
5.0 [内容]5.1 校正条件及使用设备:5.1.1 环境条件:通常环境。
5.2 校正方法:5.2.1 检查卡尺测量接触面是否平整、干净、无污渍、锈迹,指针式卡尺的指针是否完好,有无松动,刻度是否清晰。
5.2.2 调校零位或使指针对准零点。
5.2.3 先取一块10MM基准块进行度量,量块被测量面要干净、平整。
5.2.4 连续测量三次,允许误差±0.02MM,取其平均值记录在《内校记录表》上,在度量过程中卡尺要和被测量块同方向平直。
5.2.5 测内径接触面磨损程度,取两块同样大小的量块,夹紧一块50MM的量块成H型,然后移动表头使卡尺上面的测量端张开靠紧两其准面再读数测量三次取平均值,并记录在《内校记录表》内,测量值误差允许在±0.02MM内。
5.2.6 历次测量值与标准尺值误差在0.02MM内为合格。
5.3 结果处理5.3.1 若被检设备被判定为合格则应贴上《合格证》,《合格证》上必须有计量员签名,并注明校正日期和有效日期;5.3.2 对于少数指标不合格的仪表可以贴上《准用证》,《准用证》上必须注明限用范围,使用者应在规定的范围内使用,并且其上应有计量员签名和计量日期;5.3.3 当被检设备被判定为不合格时,应贴上《停用证》送去检修,检修完毕后应重新校正,并在判定合格后方可使用,若确实不能修理,应填写《设备报废申请单》送入仓库封存。
5.4.4 被检修过的设备均应填写《设备定期保养及检修记录》以备查考。
5.4.5 检修周期:1年检修一次。
6.0 [流程图] 无7.0 [记录]《合格证》、《准用证》、《停用证》、《设备报废申请单》、《设备定期保养及检修记录》8.0 [相关文件] 无。
游标卡尺作业指导书
游标卡尺作业指导书目录1 目的 (1)2 适用范围 (1)3 术语与定义 (1)4 职责和权限 (2)5 程序 (2)5.1注意事项 (2)5.1.1 人身安全及防护 (2)5.1.2 使用注意事项 (2)5.1.3 应用失准验证 (2)5.2使用方法 (2)5.2.1 使用前处理 (3)5.2.2 测量方法 (3)5.2.3 读数方法 (4)5.3维护与保养 (5)6 相关文件 (5)7 记录表样 (5)1 目的让操作人员在使用游标卡尺或数显卡尺时能规范操作步骤,减少测量误差,以避免由于操作不当引起的品质事故或仪器损坏。
2 适用范围0-200mm 游标卡尺,0-200mm 数显卡尺,0-300mm 数显卡尺及同类型游标卡尺的测量,使用等。
3 术语与定义图3-1 数显卡尺外观示意图图3-2 数显卡尺结构组成示意图术语与定义如下:1)内爪:测量内尺寸。
2)外爪:测量外尺寸。
3)高度差测定面:测量有台阶状的尺寸。
4)深度尺:测量深度尺寸。
41 5 11 7 8 9 6 10 12 23 135)滑尺:沿主尺滑动的装置。
6)主尺:读取所测值的整数部分。
7)滑尺固定螺丝:固定滑尺。
8)LCD显示窗:直接在LCD窗口读取值。
9)电池盖:保护电池,防止漏电。
10)ON/OFF:开关键。
11)mm/inch :共英制切换。
12)ZERO/ABS :清零,绝对测定值。
13)微调螺钉:进行测量时的微型调整。
图3-3 数显卡尺外观示意图4 职责和权限4.1质量部负责数显卡尺,游标卡尺发放、校验、测试、问题处理。
4.2借用人员负责数显卡尺,游标卡尺日常维护,保养,使用。
5 程序5.1 注意事项5.1.1 人身安全及防护避免卡尺尖端划伤自己及他人。
5.1.2 使用注意事项5.1.2.1 数显卡尺使用前必须手动清零。
5.1.2.2 使用过程中需轻拿轻放,不得敲打,剧烈摇晃,震动等。
5.1.3 应用失准验证数显卡尺使用之前确认清零功能是否正常,重复测量数值是否存在明显误差。
游标卡尺作业指导书
文件编号: 版本:A/0 页数:1/3 生效日期:
游标卡尺作业指导书
1.功能:
规范游标卡尺操作,使卡尺操作有标准可依,确保测量可靠。
2.测试方法及步骤:
2.1使用前,需确认卡尺是否在确认期内,用无尘布擦净量爪的端面,避免有灰尘、铁屑等影响测量误差,观察显示屏显示是否正常。
2.2检查归零是否对准,即当两量爪测量面接触时,显示屏显示是否为零,如发生故障,故障排除,必须重新校验合格后方可使用。
2.3测量外尺寸时,应先把量爪拉开,拉开的测量面比被测尺寸稍大。
2.4测量内尺寸时,应先把量爪拉开,拉开的测量面比被测尺寸稍小。
2.5然后慢慢推或拉游标卡尺副尺量爪,使它轻轻接触被测表面,测试手感为似掉非掉,不可过紧或过松。
2.6读数方法:直接读取显示屏上的数据即为测量数据。
3.注意事项:
3.1使用卡尺时应轻拿轻放。
3.2在使用过程中不可以快速拉开/闭合,不可以敲打/碰撞。
4.保养事项:
4.1保持游标卡尺清洁、防止碰撞,以免降低测量精度。
4.2使用前应检查测量面是否有碰伤、划痕、毛刺及外观等缺陷,尺身移动是否顺畅。
4.3长期不使用应取出游标卡尺的电源电池,在量爪和尺身涂上少许润滑油或防锈油,防止影响使用。
5.相关文件:
无
6.相关表单:
《设备日常点检表》
文件编号: 版本:A/0 页数:2/3 生效日期:。
游标卡尺作业指导书
卡尺读数时应把卡尺平放,减少由于数后,不允许从被测工件上猛力抽下卡尺。测量内尺寸读数后,要使量爪沿着空的中心线方向滑出,防止量爪扭伤变形;
不允许使用卡尺测量运动中的工件,不允许将卡尺替代其它工具使用,使用时不可用力同工件撞击,以防损坏卡尺;
使用责任人负责按作业指导书游标卡尺规范操作和游标卡尺日常保养。
5内容描述
5.1操作方法
使用前,卡尺框上紧固螺钉,将尺框平稳拉开,再把量爪和被测工件表面的灰尘和油污等擦干净,以免碰伤尺量面和影响测量精度。
检查卡尺归零位,紧密贴合观察应无明显的缝隙,同时观察零刻度线是否对准,把卡尺量爪闭合二到三次,观察每次读数是否一致。
测量工件长度和工件外径尺寸:先调整卡尺量爪间距略大于被测工件,使工件与固定量爪贴合,找出最小读数并保证接触点与工件表面垂直;
测量工件内径尺寸:将内测量爪沿着孔的中心放入,当量爪与孔内表面接触后游动量爪,找出最大读数;
测量工件深度尺寸:其深度测量面与被测工件平面贴合,保证深度尺与该平面垂直,并做读数;
1 目的及使用范围
规范卡尺的日常操作,维护生产正常运行,保证测量结果的准确性。
适用于公司内游标卡尺的日常操作及日常保养。
适用于测量工件长度、工件外径、工件内径、工件深度。
2 引用及可实施文件
2.1 引用文件
无
2.2 可实施文件
监视和测量设备管理
3 术语及定义
无
4 职责
质量管理部负责对游标卡尺规范操作及正常保养的监督工作;
使用时临时放置应当注意将卡尺平放,临时放置的卡尺不应与其它工具混放,防止卡尺与其它工具碰撞影响卡尺性能。
使用完毕,须将卡尺量面擦拭干净,上防锈油平放于卡尺盒内;
游标卡尺校验作业指导书

****有限公司1.0 目的确保游标卡尺于使用期间能维持其精密度与准确度。
2.0 适应范围所有各类型游标卡尺均适用之。
3.0 职责品管部:负责本公司之所有游标卡尺内校作业﹔使用单位:负责游标卡尺在使用过程中的维护。
4.0 校验标准器与辅助工具4.1精密块规4.2花岗岩平台或工作平台4.3酒精5.0 作业内容5.1准备工作5.1.1清洁前应先使用平台清洁液清洗工作平台,再将待校件与块规置放于平台上准备清洁。
5.1.2以白布沾上酒精清洁游标卡尺各部位及块规量测面,再以清洁白布擦试清洁。
5.1.3清洁完毕之待校件与块规应置放于平台上至少1.5小时以上,使标准器与待校件及校验环境温度同温。
5.1.4校验实施前应检视校验环境,是否维持在温度20±5℃,湿度65±20%.5.2校验步骤5.2.1归零校验a.将游标卡尺外测爪密合,将游标卡尺朝向光源,两爪间不得有光源透过,内测量爪间不能有微光透出。
b.检视针盘或显示器的器视值是否归零,如未归零应予以调整归零, 并再重复前一动作检视是否有误差。
c.针盘式游标卡尺,指针归零前误差如超出0.1mm以上表示该游标卡尺已失效,应予以标识暂停使用或限用。
5.2.2外测量爪校验a.校验前应先戴上棉纱手套,以清洁白布擦拭块规量测面与游标卡尺测量面,再依序拿取块规以游标卡尺直接量测,读取显示值并记录。
****有限公司b.150mm外测校验点分别为41.2、 81.5、 121.8(单位mm)3段尺寸,200mm外测校验点分别为51.2、121.5、191.8(单位mm)3段尺寸﹔300MM外测校验点分别为41.2、201.5、291.8(单位mm)3段尺寸。
c.游标卡尺校验范围应以使用游标卡尺之最大量测极限为标准.d.校验量测时应将块规尽量靠近游标卡尺本尺,以降低阿贝误差的产生。
5.2.3内测量爪校验a.以清洁白布擦试块规量测面与游标卡尺内测爪面。
b.以内测爪量测的尺寸点,读取量测点值并记录之。
游标卡尺作业指导书

制定日期:生效日期:Page:3/6图5 0.05mm游标卡尺的尺寸读数方法5.1.3 0.02mm游标卡尺原理:尺身每小格1mm,游标上刻有50格,每格间距0.98mm。
当两测量爪合口时,尺身零刻度线与游标零刻度线相对齐,游标的第10格线与尺身的第49格线对齐,(如图6所示)。
尺身与游标每格相差1mm-0.98mm=0.02mm。
它的测量精度为0.02mm,游标卡尺的测量精度是利用尺身与游标刻线间距离之差确定的。
图6 0.02mm游标卡尺的刻线原理读数方法:游标卡尺的读数可分为三个步骤:1). 读出游标上零线在尺身多少毫米后面,该读数即为所测尺寸的整数值。
如图7所示,零线在第20格后面,整数值为20格x每格1mm=20mm。
2). 读出游标上哪一条刻线与尺身刻线对齐,即为所测尺寸的小数值,每格以0.02mm计。
如图7所示,游标第6格刻线与尺身刻线对齐,即得小数值6格x每格0.02mm=0.12mm。
3). 把读得的整数值和小数值相加,即为所测尺寸。
图7中所测尺寸为20+0.12=20.12mm。
图7 0.02mm游标卡尺的尺寸读数方法6.0 带表式游标卡尺按上述方法读出整数部分,小数部分为表盘指针指示格数x每格精度数(表盘上会注明)。
把整数部分加上小数部分即为所测量值。
7.0 电子式游标卡尺直接读出液晶显示所显示的数值。
8.0 测量方法:8.1 长度、宽度、外径测量(如图8所示)a) 检查卡尺是否超有效期。
b) 调零松开紧固螺钉,将游标卡尺的外测量爪合拢,游标零刻度线与尺身零刻度线对齐,带表式表盘指针指向零,电子式数字显示“0.000”(电子式如未显示零可按清零按钮)。
c) 检查测量面洁净,移动滑块使两外侧量爪缓缓与被测物两边接触,两外测量爪表面紧贴被测物表面,锁紧紧固螺钉。
对于塑胶件等硬度不强的工件,力度控制在刚接触并能滑动。
(测量角度必须垂直)d) 读数水平拿持卡尺,目光与尺身垂直。
制定日期:生效日期:Page:4/61)正确法方2)错误方法(被测物表面未与两外测量爪紧贴)图8长度、宽度、外径测量8.2内径、槽宽测量(如图9所示)a) 检查卡尺是否超有效期。
卡尺使用作业指导书
制订:
审核:
批准:
台阶测量面
内量爪
指针读数盘
滑动器固定螺丝
刻度
主尺
深度棒
指针盘固定螺丝
外量爪
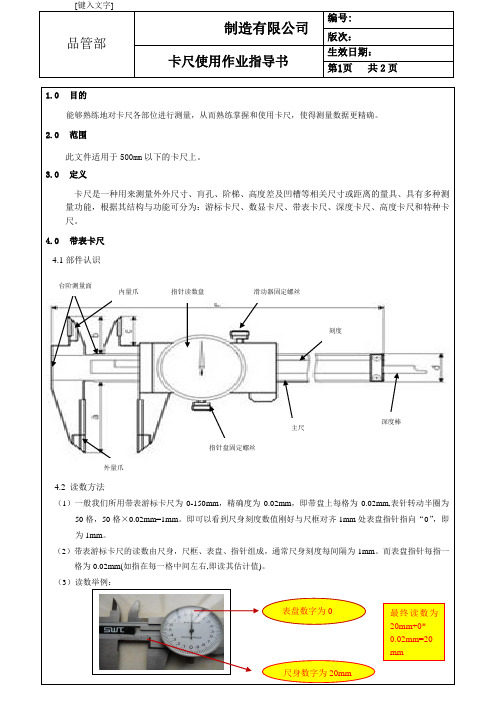
4.2 读数方法 (1)一般我们所用带表游标卡尺为 0-150mm,精确度为 0.02mm,即带盘上每格为 0.02mm,表针转动半圈为
50 格,50 格×0.02mm=1mm。即可以看到尺身刻度数值刚好与尺框对齐 1mm 处表盘指针指向“0”,即 为 1mm。 (2)带表游标卡尺的读数由尺身,尺框、表盘、指针组成,通常尺身刻度每间隔为 1mm。而表盘指针每指一 格为 0.02mm(如指在每一格中间左右,即读其估计值)。 (3)读数举例:
பைடு நூலகம்滑动尺身
最大量程
(2) 检查零位。轻轻推动尺框,使两测量爪的测量面合拢,检查两测量面接触情况,不得有明显漏光 现象,并且表盘指针指向“0”,同时,检查尺身与尺框是否在零刻度线对齐。
测量前检查零位
(3) 测量时,用手慢慢推动和拉动尺框,使量爪与被测零件表面轻轻接触,然后轻轻晃动游标卡尺, 使其接触良好。使用游标卡尺时因没有测力机构,全凭操作者手感掌握,不得用力过大,以免影 响测量精度。
内爪卡测量 (5) 测量内径尺寸时,应将两刀口内量爪分开且距离小于被测尺寸,放入被测孔内后再移动尺框内量
爪使其在工件内表面紧密接触,即可以在卡尺进行读数。注意:游标卡尺测量爪应测在工件两端孔 的直径位置处,且不得歪斜。
外爪卡测量
备注:如被测量零件有油污,或其它的杂物时(如铁屑等)应清洁干净被测零件才进行测量。 在使用的过程中,要注意轻拿轻放保护好爪卡以保证卡尺的精确度。
表盘数字为 0 尺身数字为 20mm
最终读数为 20mm+0* 0.02mm=20 mm
卡尺点检作业指导书

4.1.2.1读数点检
确认读数显示是否清晰;移动,观察读数显示值是否稳定。
4.1.2.2测量脚点检
检查测量脚是否损伤,变形。归零后,测量脚是否密合。
4.1.3.3活动部位点检
检查滑动杆是否变形,滑动是否顺畅,是否有生锈。
4.1.3.4定位螺丝点检
检查定位螺丝是否松动。
4.1.3.5尺寸值测定
4.3记录保管
项目
保管期限
保管部门
游标卡尺点检表
2年
品管部
游标卡尺校准记录
下次校准为止
品管部
1.目的
规范游标卡尽日常点检的管理,确保其满足产品测试品质的要求。
2.适用范围
适用于本公司游标卡尺(带表)的日常点检和定期校准作业。
3.职责
3.1品管部品检员:负责日常点检的实施。
3.2品管部主管:负责日常点检的确认和定期校准计划与执行。
4.作业内容
4.1日常点检管理
4.1.1使用者在作业开始前对以下内容点检,并把点检结果值时,要检查,并纠正。
4.1.3.6清洁
检查卡尺是否清洁,特别是滑动部位和测量脚。
4.1.3.7归零调整
每次使用前和使用后,规定要将卡尺归零调整。
4.2定期校准管理
4.2.1游标卡尺3个月内部自行校准一次,合格使用,保持校准记录。
4.2.2游标卡尺1年外部校准一次,合格使用,保持卡尺校准标识和校准记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
游标卡尺
作业指导书
控制状态:
发放编号:
版次:第一版第0次修订
编制:
审核:
批准:
持有人:
2015年10月10日发布 2015年10月15日实施
游标卡尺作业指导书
1.目的
为了满足检测工作的需要,对配器设备和标准物质进行管理,确保检测结
果准确可靠,编制了本作业指导书。
2.适用范围
适用于本中心对仪器设备的采购、验收、维护、保管、使用、更新改造、报废处理等管理。
3.职责
主任负责对仪器设备和标准物质的申购、停用、降级、封存、报废等报告进行批准。
技术负责人负责对仪器设备和标准物质的申购、停用、降级、封存、报废等报告进行审核,批准操作规程等。
负责批准仪器设备维护、保养计划。
综合管理员负责检测中心仪器设备的统一管理。
检测员负责提出仪器设备的申购计划,参加验收,编写操作规程,负责日常使用维护,提出停用、调出或报废申请。
4.工作程序
4.1测量前的准备工作:
1)检查卡尺是否完好无损,刻度是否清晰,松开紧固螺钉后,卡尺是否可以正常移动。
2)调零:拧松紧固螺钉,将游标推到最左边位置,检查游标的“0”刻度是否与主尺“0”刻度线是否对齐。
测量时:右手拿住尺身,大拇指移动游标,左手拿待测物,使待测物位于测量爪之间,当与测量爪紧紧相贴时,即可读数。
游标卡尺的读数:读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分;然后看游标上第几条刻度线与尺身的刻度线对齐,将其与测量分度值相乘,就得到最后读数的小数部分;将得到的整数部分和小数部分相加即是待测物的测量尺寸。
测量后:将游标移到左边零点刻度线,再拧紧紧固螺栓。
4.2注意事项:
1)在游标卡尺上读数时,应把卡尺水平的拿着,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜造成读数误差。
2)操作过程中,应轻拿稳放。
勿使其甩落、磕碰、受重压、受高温、或受冲击,
不要使用游标卡尺尖角画线、紧固螺丝螺母等。
3)避免卡尺受到不洁物的污染。
如有沾水或其他污物,应立即用干净抹布轻轻擦净。
4)游标与主尺之间及深度尺与主尺之间滑动位置须日常加润滑油,保持滑动顺畅。
5.相关文件
塑料管道系统塑料部件尺寸的测定GB/T8806-2008
游标卡尺使用说明书
6.相关记录
仪器设备使用记录表
仪器设备维护保养记录。