HS50 操作培训
【最新】hs50-word范文模板 (9页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==hs50篇一:HS5056使用说明书使用说明书产品名称:凝汽式汽轮机产品代号:HS5056 产品型号:N10-1.25目录1. 前言..............................................................................1 2. 汽轮机的技术规范及结构说明 (2)2.1 技术规范...................................................................2 2.2 机组结构及布置说明......................................................5 2.3 汽水系统...................................................................5 2.4 调节系统和保安系统......................................................6 2.4.1 调节和控制概述...........................................................6 2.5 供油系统 (7)2.5.1 供油系统概述................................................................ 72.6主要部套简介................................................................ .. (8)3.1 安装前的准备工作..........................................................17 3.2 安装 (17)3.汽轮机的安装 (17)4.起动和运行 (19)4.1 起动前的准备................................................................19 4.2 起动.............................................................................19 4.3 停机.. (20)5. 运行维护及停机保养………………...……...….………..….216. WW505程序卡 0-0350-5056-2201. 前言本说明书向用户简单介绍汽轮机的结构及其一般特性, 帮助用户了解该机组的性能和结构特点, 用户和安装单位在编制详细的安装和操作规程时可作为参考。
渡边50切片机-培训资料

如图固定后拧上限位螺丝
31- 31
Shanghai Ishida Electronic Scales Ltd., Co.
擦拭干净后重新抹上黄油
将螺丝拧上后,用扳手加固
将开关部件上的银色外圈拧上
32- 32
Shanghai Ishida Electronic Scales Ltd., Co.
按上黑色开关的时候,注意按照如图所示的方向
厚
厚
度
度
相
相
差
差
较
较
大
小
大曲饼上方取下螺丝
联动轴下方的螺丝
拧下左右两侧下方各一个螺丝
9- 9
Shanghai Ishida Electronic Scales Ltd., Co.
注意左右两侧都各有一个黑色的垫圈
10- 10
Shanghai Ishida Electronic Scales Ltd., Co.
28- 28
Shanghai Ishida Electronic Scales Ltd., Co.
先只需固定一个限位螺丝,之后还要调整厚薄刻度
将螺丝拧上固定
29- 29
Shanghai Ishida Electronic Scales Ltd., Co.
将螺丝拧紧后调节到所示位置
30- 30
Shanghai Ishida Electronic Scales Ltd., Co.
你到最后一个螺丝,如果套筒伸不进去,可以适量的将曲柄往外拔一点
17- 17
Shanghai Ishida Electronic Scales Ltd., Co.
依次取下以上器件
18- 18
Shanghai Ishida Electronic Scales Ltd., Co.
siemens HS50培训资料_2
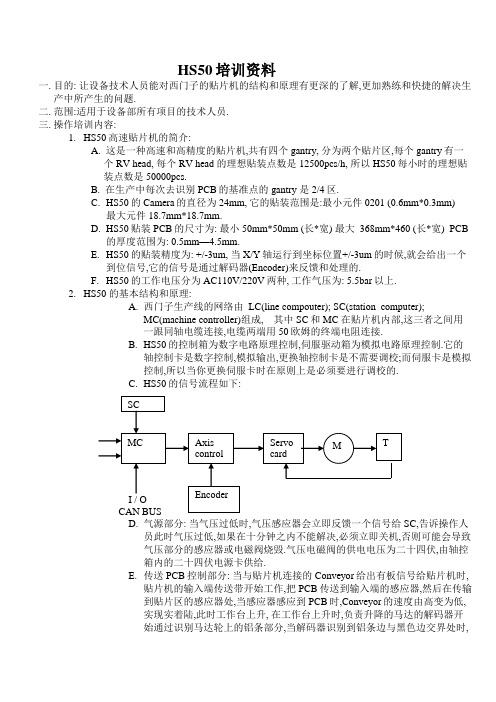
HS50培训资料一.目的: 让设备技术人员能对西门子的贴片机的结构和原理有更深的了解,更加熟练和快捷的解决生产中所产生的问题.二.范围:适用于设备部所有项目的技术人员.三.操作培训内容:1.HS50高速贴片机的简介:A. 这是一种高速和高精度的贴片机,共有四个gantry, 分为两个贴片区,每个gantry有一个RV head, 每个RV head 的理想贴装点数是12500pcs/h, 所以HS50每小时的理想贴装点数是50000pcs.B. 在生产中每次去识别PCB的基准点的gantry 是2/4区.C.HS50的Camera的直径为24mm, 它的贴装范围是:最小元件0201 (0.6mm*0.3mm)最大元件 18.7mm*18.7mm.D.HS50贴装PCB的尺寸为: 最小 50mm*50mm (长*宽) 最大 368mm*460 (长*宽) PCB的厚度范围为: 0.5mm—4.5mm.E.HS50的贴装精度为: +/-3um, 当X/Y轴运行到坐标位置+/-3um的时候,就会给出一个到位信号,它的信号是通过解码器(Encoder)来反馈和处理的.F.HS50的工作电压分为AC110V/220V两种, 工作气压为: 5.5bar以上.2.HS50 的基本结构和原理:A.西门子生产线的网络由 LC(line compouter); SC(station computer);MC(machine controller)组成, 其中SC和MC 在贴片机内部,这三者之间用一跟同轴电缆连接,电缆两端用50欧姆的终端电阻连接.B.HS50的控制箱为数字电路原理控制,伺服驱动箱为模拟电路原理控制.它的轴控制卡是数字控制,模拟输出,更换轴控制卡是不需要调校;而伺服卡是模拟控制,所以当你更换伺服卡时在原则上是必须要进行调校的.C.HS50的信号流程如下:D.气源部分: 当气压过低时,气压感应器会立即反馈一个信号给SC,告诉操作人员此时气压过低,如果在十分钟之内不能解决,必须立即关机,否则可能会导致气压部分的感应器或电磁阀烧毁.气压电磁阀的供电电压为二十四伏,由轴控箱内的二十四伏电源卡供给.E.传送PCB控制部分: 当与贴片机连接的Conveyor给出有板信号给贴片机时,贴片机的输入端传送带开始工作,把PCB传送到输入端的感应器,然后在传输到贴片区的感应器处,当感应器感应到PCB时,Conveyor的速度由高变为低,实现实着陆,此时工作台上升, 在工作台上升时,负责升降的马达的解码器开始通过识别马达轮上的铝条部分,当解码器识别到铝条边与黑色边交界处时,会给出一个到位信号给马达,此时马达会刹车停止. 在拆装工作台下马达的电源线时,应切记用手按住电源插头的底部,以防止损坏电源插头.传送PCB到下一个传输带所需要的信号包括:1. 请求信号2. 允许过板信号3. 到板信号4. 有板信号F.自动更换吸嘴部分: 它的控制原理为: 进气电磁阀气动电机吸嘴盒, 此装置工作时所需的气压压力为5bar, 且可以通过进气阀来调节气压压力.G.切刀部分: 切刀是通过两个气缸来实现控制的, 它的左右两个气缸的进气管接插方式不同,左边气管的接插方式为交叉式,切刀的背刃是双边刃,所以切刀的两边是可以对调过来使用的, 它通过调节气缸上的感应器来调节切刀动作的行程.切刀的信号连接是用CAN BUS(总线控制模式来实施的,用跳线来区分.在SITEST内可以读出切刀的\控制板的版本,以此来判断切刀控制是否OK.H.供料器工作台(简称料车)部分: HS50的料车电源与其他机型不同,因为它的电源是主机供给的,当机器每完成一个吸料循环时,它会供给切刀一个切料带的信号,此时切刀就会动作一次.所以料车有问题时,也有可能是切刀有问题造成的.料车的EPROM版本与机器内Software版本不一致时,可以进入SITEST内手动设置和装载料车EPROM的版本.I.RV Head(旋转头)部分:a. HS50的旋转头有十二个Segment,共装有十二个Sleeve,主要是用来执行吸取/识别/贴装元件动作的.它在正常情况下的贴装过程如下: 取料真空值检查旋转元件到指定贴片角度元件照相识别检查贴片角度贴片在这个过程中有任何一项如果不能通过,则会执行抛料动作再重新开始.b. 真空气路部分: 分为大小两路真空, 大的一路是用来提供在吸取元件后保持吸嘴上的元件时所需的真空,小的一路是用来提供吸取元件时所需的真空 ,这两个真空回路都是通过同一个真空发生器来执行的,通过真空测试板来测试这两个回路的真空值,这两路真空通过分配器将气压分配至各个转换气阀(既Plunger valve assy), 再通过吸取驱动马达(placement valve driver)和抛弃驱动马达(reject valve driver)来驱动活塞(plunger)来打开和关闭吸嘴吸取/贴装/抛弃元件所需要的气压.c. 头板: 主要是用来处理光栅尺信号,转换电机电压,处理真空测试板所反馈的信号的.头板的信号反馈和控制是通过Can Bus来实现,所以每个贴片区的头板信号是通过跳线来区分的.d. 角度控制马达(Dp Motor):主要是用来通过旋转Sleeve的角度来达到贴装元件所要求的角度的.它自带一个30V的测速电机来检测自身的旋转速度, 在它完成旋转角度后,会通过角度旋转扫描器(DP Scanner)来检测它旋转的角度是否正确.角度旋转扫描器与Sleeve光栅尺表面的间距为1.5mm+/-0.1mm.e. 元件识别照相和PCB识别照相机(Component Camera/PCB Camera): 元件识别照相机(简称CC)是根据程序内的元件库来识别元件的尺寸外形,以此找出元件的贴装中心点,它共有三种灯光控制,分别为: Plane Middle Steep, 我们可以通过调节这三种光来使CC识别元件时能达到一个好的效果;PCB识别照相机(简称PC)是根据程序内的基准点资料来识别PCB的基准点,算出PCB的准确位置,让元件贴装的位置更加精确,它的照明和照相是分开的,照明有CANBus来控制,照相由ICOS(图形处理卡)卡来控制.CC与PC的所有图形处理都要经过ICOS卡来处理,HS50共有两张ICOS卡,分别处理两个贴装区的元件识别和PCB识别所产生的图像,并提供相关的资料给MC和SC.f. Z轴控制部分: Z轴是通过Z轴马达工作传动Z轴滑轨来执行Segment上下的取料动作的,它通过上限和下限的感应器来反馈Z轴的行程,即我们所说的Top/Bottom Sensor.-> Fast CAN-Bus(500kBit/s)Units controlled by CAN Bus controller head boardSlow CAN Bus (125KBit/s)Z-axis bottom sensor 1.3mmValve driver mechanical position 0.2mmfeeler gauge 0,4 mmdistance with the aid of the 5/10 gauge 0.5mmAssembly race wayAssembly race star motorZ-axis upper 0.4mmUse0.01mm,0.02mm,0.03m m feeler gauge真空发生器原理:5个进气管,两个出气管(真空发生器里有两个喷嘴),小的透明管叫 pick up气路,供给segment 1位置;大的透明管叫holding气路,通过真空分配器供给2~12号位置。
SIEMENS HS50 HS60贴片机操作指示书

适用线别:客户:NO.1234567123NO.1234文件编号:HEDY-WI-N720-026HS50 HS60贴片机操作指示书产品名称与型号:HS50 HS60生产批号:————L3/L4作业站别:贴片标准作业工时(S):————页次:第2页 共2页电路板名称与版本:————程序名称:————视源文号/版本:————每小时产量(PCS/H):————拟制日期:2016/4/18操 作 步 骤打开红色总电源开关(如图一)。
检查贴片机之气压单元,观察主气压值应在0.5-0.8Mpa之间。
机器系统平台Windows XP启动,然后进入SIPLACE软件启动面并初始化贴片机。
检查所有Feeder是否摆放平稳,确认抛料盒已固定好。
当出现Windows XP系统画面 “It is now safe to turn off your computer”时关闭贴片机电源。
注 意 事 项机器参考运行完成后,主画面提示栏显示“等待PCB输入传送轨道”。
开机完成,核对程序名后可以放板生产。
按下黑色“0”停止键,机器停止运行。
开机时一定要先检查机器内有无异物。
机器运行时严禁伸手入内,打开机盖时一定要先按下黑色的“O”停止键。
(如图二)当出现紧急情况时,立即按下红色Estop开关并立即通知工程人员进行处理。
(如图二)使 用 设 备 \ 工 具 \ 治 具贴片机静电手套剪刀接料带初始化完成后,提示栏显示“press start key”,此时按下按白色按键,机器开始运行回参考点。
关机程序:批准审 核制定点击Mode菜单,选择“shoudown”,弹出对话框后点击“YES”。
任何与工作无关的工具严禁放在机器上。
开机程序:图示设备作业指导:图一图二图三图四。
EH-HS50使用说明书

ALWAYS FOLLOW THESE IMPORTANT SAFETY INSTRUCTIONS!
After reading these safety instructions, ensure they are kept in a place allowing easy viewing at all times by the appliance user. Electrical Conditions
负离子发射口的清洁方法
EH-HS50_CH.indb
5
Safety Instructions
Please read the safety instructions before using this appliance. The safety instructions explained here help you to use this appliance safely and correctly, and also to prevent you from injuring yourself or others.
安全说明
中文
EH-HS50_CH.indb
2
2009/05/28
18:48:05
20. 请勿使直发器掉落或受到撞击。 如果直发器损坏, 请勿使用。 21. 请勿往直发器上直接喷雾。 22. 请勿强行打开夹板。 23. 除非夹板和加热板已经冷却,否则请勿将直发器放置 或存放在塑料或其他可能溶化的材料中或附近。 24. 当拔出电源插头时,请捏住电源插头。 25. 本直发器只供家庭使用。 26. 直发器只能用于其设计用途。 本 27. 果电源软线损坏,为避免危险,必须由制造厂或其 如 维修部或类似的专职人员来更换。 28. 果电源线或电源插头损坏,请立即停止使用,并联 如 系 Panasonic 授权服务中心。 29. 用时,请将本直发器电源断开,将其存放在干燥、 不 安全、儿童够不到的地方。请勿猛拉或猛拽插头连接 处的电源线。请勿将电源线缠绕在本直发器上。请使 电源线保持自然下垂状态。 30. 用本直发器时,请谨慎操作。电源打开后,加热板 使 将变得很热,请避免其接触皮肤。 31. 直发器不需要保养。如果需要清洁,请将直发器与 本 电源断开连接,待加热板冷却后,用湿布擦拭直发器 表面。 如果发生异常情况,请拔下直发器,待其冷却后拿到 Panasonic 授权服务中心维修。切勿尝试自己维修。
HS50装系统及软件

前言:在工作中,HS50的系统或软件可能会出现问题,所以我们要重装系统和操作软件。
跟大家一起在S5线HS50-1上进行了重装系统(版本NT4.0)和操作软件,部分已截图和摄像,现整理如下,如有不足处还请大家祢补。
首先准备物品及工具:中等型号一字螺丝刀一个,硬盘一个,WIN NT的安装光盘一个(平时放在老赵的抽屉里)。
一.备份MA数据到BIRD服务器首先启动机器,进入操作系统界面:点击图标,进入如下界面:然后点击上图中的图标,出现如下界面:继续点击,出现下图:点击上图所选,出现下图:点击图标(注:上图所选图标有误),出现下图后,输入用户名和密码,均为:plr。
输入完后点OK。
点击上图所指文件夹。
然后新建一个文件夹,建后如下图。
注:503.04.2a这个文件夹是软件的存放目录,503.04sp2LG是软件语言的存放目录,这两个文件以后要用到,所以大家要记住地址。
图中,S5HS50-1 11.15是今天新建的文件,准备将MA数据备份到这个目录。
下面回到HS50的操作系统,进入C盘目录下,找到SRDaten这个文件,复制到bird服务器上,我们刚才建的S5HS50-1 11.15文件夹里。
二.安装系统更换硬盘:关闭机器,打开1区下面的门,把SC机箱后面的连线拆下来(共7根连线,拆线需要用一字螺丝刀)。
打开4区下面的门,取出主机箱,更换我们事先准备好的硬盘,然后插好刚才拆下的7根连线。
2.设置启动顺序:开启机器,按F2进入BIOS里面,按向下键选择boot options选项(如下图)选择第一启动为光驱启动就是下图中的CD-ROM Drive保存设置退出BIOS,如下图。
安装系统:将NT4.0的安装光盘放进光驱:机器处于刚启动状态时,当屏幕提示此时,按任一键,系统则从光驱启动,开始检测硬盘数据等等。
直到屏幕提示:要点I Agree那个设置,然后点YES键继续,屏幕提示:点Yes继续,然后屏幕提示:此时,点Yes继续:出现上图,点Next,不需要更改设置,会出现下图:要填your name和your company,这两个我们统一为bird,然后点Next继续。
50使用说明书
攀钢集团江油长城特殊钢有限公司50穿孔机使用说明书编写:武仁慧审查:马际青太原科达重工成套设备有限公司2014年3月目录一.操作前准备工作............................................................... - 1 - 二.操作区域介绍................................................................. - 1 -1.主操作台 (1)2.稀油站操作箱 (8)3.干油站操作箱 (8)4.工控机 (9)三.操作方式及操作权限的说明..................................................... - 9 - 四.操作说明..................................................................... - 9 -1.控制电源操作 (9)2.液压站操作说明 (10)3.稀油站操作说明 (10)4.干油站操作说明 (11)5.手动操作说明 (11)6.自动操作说明 (13)7.调整操作说明 (14)8.上位操作说明 (18)五、安全注意事项................................................................ - 21 - 附件一 ......................................................................... - 23 -本操作规程诣在说明如何操作穿孔机,不包含穿孔机的电气组成、工作原理。
本操作规程不包含设备的上电操作,只有对设备本体的操作。
定义和警告:指的是若不采取适当的措施,可能会造成死忙、严重人身伤害或物质财产损失!指的是若不采取适当的措施,可能会造成一定的人身伤害或部件损坏!一.操作前准备工作开始运行前请务必检查设备状况,待检查完以下各项后,方可开始操作。
HS50贴片机SITEST基本操作课件

Star 零點的校正
選定軸回 參考點
Star 零 點值
進入star零 點校正
HS50贴片机SITEST基本操作
選擇要校 正的旋轉
頭1~4
Star 零點校正的說明
• 當我 們拆裝Star mounting 或Star motor 後,就必須 重新校正Star 零點值.開機時直接進入SITEST 中先做 該頭的Star 零點的校正,然後做RV頭的校正.
正值
顯示RV-LP 相機offset
顯示相 機參數
HS50贴片机SITEST基本操作
校正 RVHead
單獨校正某 一Segment 的 offset1和
offset2
吸嘴配置界面介紹
吸嘴編輯
實際吸 嘴設定
預設 值
Star 軸作 單步運行
改變吸嘴 交換器吸 嘴配置
所有吸 嘴設置 與1#相
同
放回 吸嘴
吸嘴確 認
拋掉 吸嘴
拾取 吸嘴
更換 吸嘴
HS50贴片机SITEST基本操作
軌道功能介紹
軌道初 始化
改變軌 道傳輸 模式
將PCB傳 送到輸出
軌道 將PCB傳送至 PA2處理軌道
將PCB傳送至 中間軌道
將PCB傳送至 PA1處理軌道
將PCB傳送 至輸入軌道
激活頂 杆2
激活 頂杆1 啟動夾
緊2
啟動夾緊1
• 3.Reference run Z-axis (star move to 2500 digits determine the zero point correction Z axis ).(Z 軸回 參考點)
• 4 Reference run DP-Station(with segment 5).(DP 軸回參考點)