塑胶模具SPI-SPE_抛光标准
SPI抛光规范

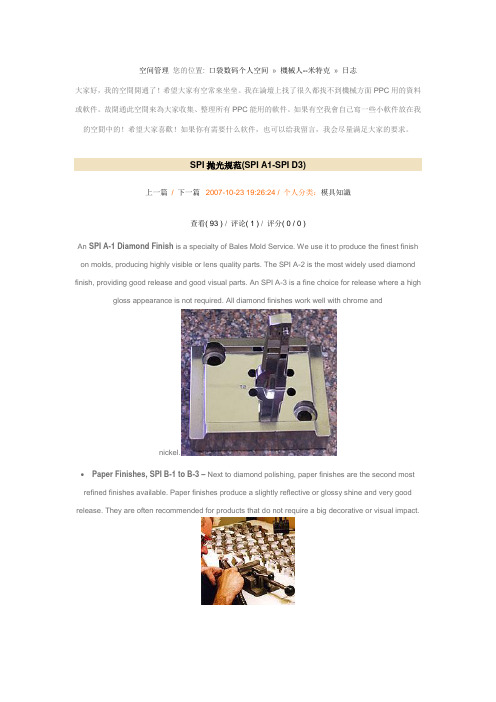
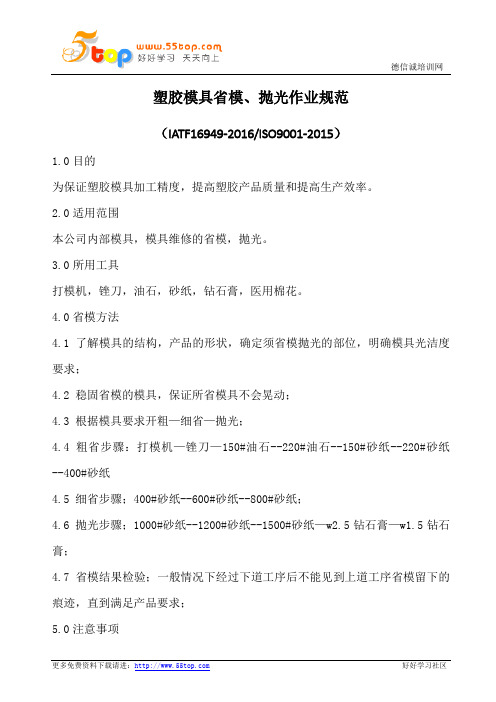
SPI抛光规范(SPI A1-SPI D3)上一篇/ 下一篇 2007-10-23 19:26:24 / 个人分类:模具知識查看( 93 ) / 评论( 1 ) / 评分( 0 / 0 )An SPI A-1 Diamond Finish is a specialty of Bales Mold Service. We use it to produce the finest finish on molds, producing highly visible or lens quality parts. The SPI A-2 is the most widely used diamond finish, providing good release and good visual parts. An SPI A-3 is a fine choice for release where a high gloss appearance is not required. All diamond finishes work well with chrome andnickel.∙Paper Finishes, SPI B-1 to B-3– Next to diamond polishing, paper finishes are the second most refined finishes available. Paper finishes produce a slightly reflective or glossy shine and very good release. They are often recommended for products that do not require a big decorative or visual impact.∙Stone Finishes, SPI C-1 to C-3– The most economical finish, stone finishes are also the first step in the process of creating both the paper and diamond finishes. Stone finishes provide good release but very little gloss to the plastic part. This is a good choice for strictly functional molded parts whereaesthetics are of no importance.∙Blast Finishes, SPI D-1 to D-3– When done properly, blasted finishes can produce some of the most interesting stipples and textures on mold surfaces. From a fine satin texture with varied degrees ofgloss to a flat, no-gloss coarse stipple, Bales has the blast media to produce the proper finish for you.Blast finishes are also an excellent way to camouflage weld repairs and slight imperfections.SpecificationsTypes of FinishesCurrent SPIFinish NumbersDescrīption andPrevious Finish NumbersRoughnessComparisonR.A.Diamond #3 Diamond BuffA1is comparable to#1 0-1 #6 Diamond BuffA2is slightly finer than#21-2 #15 Diamond BuffA3has more imperfections than2-3Paper 600 GritB1is finer than#32-3 400 GritB2is slightly finer than4-5 320 GritB3is comparable to9-10Stone 600 StoneC1is finer than#410-12 400 StoneC2is slightly finer than25-28 320 StoneC3is comparable to38-42Dry Blasted #11 Glass BeadD1is finer than#510-12 240 Aluminum Oxide BlastD2is comparable to26-32 #24 Aluminum Oxide BlastD3is a little more coarse than190-230。
SPI抛光规范
空间管理您的位置: 口袋数码个人空间»機械人--米特克»日志大家好,我的空間開通了!希望大家有空常來坐坐。
我在論壇上找了很久都找不到機械方面PPC用的資料或軟件。
故開通此空間來為大家收集、整理所有PPC能用的軟件。
如果有空我會自己寫一些小軟件放在我的空間中的!希望大家喜歡!如果你有需要什么软件,也可以给我留言,我会尽量满足大家的要求。
SPI抛光规范(SPI A1-SPI D3)上一篇/ 下一篇 2007-10-23 19:26:24 / 个人分类:模具知識查看( 93 ) / 评论( 1 ) / 评分( 0 / 0 )An SPI A-1 Diamond Finish is a specialty of Bales Mold Service. We use it to produce the finest finish on molds, producing highly visible or lens quality parts. The SPI A-2 is the most widely used diamond finish, providing good release and good visual parts. An SPI A-3 is a fine choice for release where a high gloss appearance is not required. All diamond finishes work well with chrome andnickel.Paper Finishes, SPI B-1 to B-3– Next to diamond polishing, paper finishes are the second most refined finishes available. Paper finishes produce a slightly reflective or glossy shine and very good release. They are often recommended for products that do not require a big decorative or visual impact.∙Stone Finishes, SPI C-1 to C-3– The most economical finish, stone finishes are also the first step in the process of creating both the paper and diamond finishes. Stone finishes provide good release but very little gloss to the plastic part. This is a good choice for strictly functional molded parts whereaesthetics are of no importance.∙Blast Finishes, SPI D-1 to D-3– When done properly, blasted finishes can produce some of the most interesting stipples and textures on mold surfaces. From a fine satin texture with varied degrees of gloss to a flat, no-gloss coarse stipple, Bales has the blast media to produce the proper finish for you.Blast finishes are also an excellent way to camouflage weld repairs and slight imperfections.SpecificationsTypes of FinishesCurrent SPIFinish NumbersDescrīption andPrevious Finish NumbersRoughnessComparisonR.A.Diamond #3 Diamond BuffA1is comparable to#1 0-1 #6 Diamond BuffA2is slightly finer than#21-2 #15 Diamond BuffA3has more imperfections than2-3Paper 600 GritB1is finer than#32-3 400 GritB2is slightly finer than4-5 320 GritB3is comparable to9-10Stone 600 StoneC1is finer than#410-12 400 StoneC2is slightly finer than25-28 320 StoneC3is comparable to38-42Dry Blasted #11 Glass BeadD1is finer than#510-12 240 Aluminum Oxide BlastD2is comparable to26-32 #24 Aluminum Oxide BlastD3is a little more coarse than190-230。
塑胶模具省模抛光作业规范
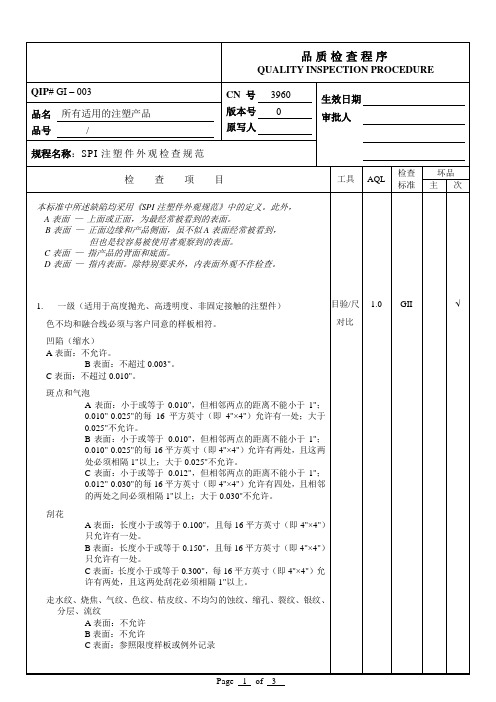
塑胶模具省模、抛光作业规范
(IATF16949-2016/ISO9001-2015)
1.0目的
为保证塑胶模具加工精度,提高塑胶产品质量和提高生产效率。
2.0适用范围
本公司内部模具,模具维修的省模,抛光。
3.0所用工具
打模机,锉刀,油石,砂纸,钻石膏,医用棉花。
4.0省模方法
4.1了解模具的结构,产品的形状,确定须省模抛光的部位,明确模具光洁度要求;
4.2 稳固省模的模具,保证所省模具不会晃动;
4.3 根据模具要求开粗—细省—抛光;
4.4 粗省步骤:打模机—锉刀—150#油石--220#油石--150#砂纸--220#砂纸--400#砂纸
4.5 细省步骤;400#砂纸--600#砂纸--800#砂纸;
4.6 抛光步骤;1000#砂纸--1200#砂纸--1500#砂纸—w2.5钻石膏—w1.5钻石膏;
4.7省模结果检验;一般情况下经过下道工序后不能见到上道工序省模留下的痕迹,直到满足产品要求;
5.0注意事项
5.1注意省模姿势,避免模具内大外小,圆角;
5.2省模完成后模具一定要做好防锈保护,不要被外来因素伤害模面。
模具零件表面粗糙度。
塑胶spi
CN号3960
生效日期
审批人
品名所有适用的注塑产品
版本号0
品号/
原写人
规程名称:SPI注塑件外观检查规范
检查项目
工具
AQL
检查标准
坏品
主
次
本标准中所述缺陷均采用《SPI注塑件外观规范》中的定义。此外,
A表面—上面或正面,为最经常被看到的表面。
B表面—正面边缘和产品侧面,虽不似A表面经常被看到,
C表面:小于或等于0.012",但相邻两点的距离不能小于1";0.012"-0.030"的每16平方英寸(即4"×4")允许有四处,且相邻的两处之间必须相隔1"以上;大于0.030"不允许。
刮花
A表面:长度小于或等于0.100",且每16平方英寸(即4"×4")只允许有一处。
B表面:长度小于或等于0.150",且每16平方英寸(即4"×4")只允许有一处。
版本号0
规程名称SPI注塑件外观检查规范
检查项目
工具
AQL
检查标准
坏品
主
次
2.二级(适用于低度抛光、有蚀纹面、半透明的注塑件)
色不均和融合线必须与客户同意的样板相符。
凹陷
A表面:不允许。
B表面:不超过0.005"。
C表面:不超过0.015"。
斑点和气泡
A表面:小于或等于0.010",但相邻两点的距离不能小于1";0.010"-0.030"的每16平方英寸(即4"×4")允许有一处;大于0.025"不允许。
SPI美国标准模具抛光对照表

6# 钻石膏
A-2
grade #6 diamond buff
A-3
15# 钻石膏
grade #15 diamond buff
B-1
600# 砂纸
600 grit paper
B-2
400# 砂纸
400 grit paper
320# 砂纸
B-3 320 grit paper
dry blast #24 oxide (6" distance at 100psi;6 secs)
helps hide shrink marks and other imperfections
要求产品不能反光的模具表面
190-230
dull non-reflecting finish on molded or cast part
10-12
用装饰性表面
for decorative finishes
D-2 D-3
#240 氧化物(5"距离用100磅
帮助隐藏产品的缩纹或其它不良
的压力喷沙,持续5秒时间) 26-32 外观
dry blast #240 oxide (5" distance at 100psi;6 secs)
#24 氧化物(6"距离用100磅的 压力喷沙,持续5秒时间)
de69
Page 1
2022/2/18
消除所有的加工纹
removes all tools and machining marks
提供较好的出模
provides good mold release
在模具上表现为有较暗的反光。
light reflecting finish on molded part,some sheen
美国模具标准SPI

美国模具标准SPI美国塑胶工业学会(SPI AN-102-78),将模具分为五大类。
这五大类型模具各有其不同的要求标准,而这种模具分类只适用于配400吨或以下的注塑机的模具。
(a) 101型周期可达100万次,用于极高生产量的产品。
选用最好模具材料制造,因此价钱极昂贵。
要求标准如下:(1) 需要有详尽的模具设计资料。
(2) 模胚硬度要求最少要有BHN280 (HRC 30) 。
(3) 模具表面(包括上模和下模)必定最少要在BHN450 (48RC )硬度范围。
所有其它配件如滑块、斜顶、压顶等应使用硬工具钢。
(4) 顶出机备须有导向件。
(5) 侧滑块一定要装有损耗板。
(6) 上模、下模、滑块或模具上可能的地方要装上温度控制器。
(7) 在模具寿命上,因冷却运水管道的侵蚀而做成产品质素下降和增加注塑周期,建议有冷却运水的嵌入件或模板做防侵蚀处理。
(8) 所有此类型之模具皆要装有分模线锁模机构。
(b) 102型周期可达50万次至100万次。
用于高生产量的产品,选用较好质量的模具材料制造,价钱贵。
要求标准如下:(1) 需要有详尽的模具设计资料。
(2) 模胚硬度要求最少要有BHN280 ( HRC30 )。
(3) 上模和下模表面硬度应在BHN540 ( HRC 48 )范围。
所有其它功能配件应做热处理。
(4) 上模、下模、滑块或模具上可能的地方装上温度控制器。
(5) 所有此类型之模具皆要装有分模线锁模机构。
(6) 以下项目可能性需要或不需要,取决于最后生产数量的考虑。
建议这些项目同样做一份确认的报价单。
顶出导向件滑块损耗板已做防侵蚀处理的控制器管道电镀上模(c) 103型周期可达50万次。
用于中生产量的产品,价钱合理。
要求标准如下:(1) 需要有详尽的模具设计资料。
(2) 模胚硬度要求最少要有BHN165 ( HRC17 )。
(3) 上模和下模必定最少有BHN280 ( HRC30 ) 硬度或以上。
(4) 所有其它配件自由选择。
SPI抛光标准

15# 钻石膏
grade #15 diamond buff
2-3 2-3 4-5
对钢料的质量要求很高
steel grade important to results (D-M-E No.3 or No.5 steel recommended)
600# 砂纸
600 grit paper
消除所有的加工纹
模 具 抛 光 对 照 表
Mold Finish Comparison
美国工业学会准
SPI Standards
抛光级 别
Finish Type
说明
Description
粗糙度
Roughness Averaging
备注
Comments
A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3
removes all tools and machining marks
400# 砂纸
400 grit paper
提供较好的出模
provides good mold release
320# 砂纸
320 grit paper
9-10
在模具上表现为有较暗的反光。
light reflecting finish on molded part,some sheen
mute finish on molded part,no sheen
D-1
#24 沙子(6"距离用100磅的压 力喷沙,持续5秒时间)
dry blast glass bead (8" distance at 100psi;5 secs)
10-12
用装饰性表面
for decorative finishes
SPI美国标准 抛光等级

Mold Finish Comparison
美国工业学会标准
SPI Standards
抛光级 别
Finish Type
说明
Description
粗糙度
Roughness Averaging
备注
Comments
A-1
3# 钻石膏
grade #3 diamond buff
0-1 抛光达到镜面或光学要求
320 stone
mute finish on molded part,no sheen
D-1
#24 沙子(6"距离用100磅的压 力喷沙,持续5秒时间)
dry blast glass bead (8" distance at 100psi;5 secs)
10-12
用装饰性表面
for decorative finishes
for mirror or optical finishes
A-2 A-3
6# 钻石膏
grade #6 diamond buff
15# 钻石膏
grade #15 diamond buff
需要很长时间与成本才能达到此类
1-2 抛光级别
most time consuming and costly finishes to achieve
helps hide shrink marks and other imperfections
要求产品不能反光的模具表面
190-230
dull non-reflecting finish on molded or cast part
de69
Page 1
2013-5-8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拋光標准
一. 試模前必須檢查打光是否完全符合要求或是否全部完成.<br>
二. 火花紋地方是否正确及是否可以出模.<br>
三. 所有鏡面打光,鋼材必須用ASSAB 136,見硬52-54HKC工件表面光洁度按照下列新標准
SPI-SPE 工件表面光洁度標准
A-0 #1鑽石膏(光學要求)
A-1 #3鑽石膏拋光(鏡面)
A-2 #6鑽石膏拋光(鏡面)
A-3 #15鑽石膏拋光(鏡面)
B-1 600 沙紙(光面)
B-2 400 沙紙(光面)
B-3 320 沙紙(光面)
C-1 600 沙紙(光面)
C-2 400 油石(啞面)
C-3 320 沙紙(光面)
D-1 噴#11粗玻璃珠
D-2 噴#240沙
D-3 噴#24沙
1.見硬方法
- 用真空熱處理.
- 見硬時在熱處理通知表必須注明:
1.德勝2083ESR
2.硬度52-54HRC
3.高溫淬火+2次低溫回火
4.大陸的加工厂可以在德勝熱處理;香港加工厂可以繼續用好百利.
1.加工方法
用EDM火花電蝕加工,但需注意以下几點:
- 用低電流加工.因為高電流粗加工容易留下凹穴,打光時留下深孔.
- EDM只适用日本火花机加工,因台灣机火花紋深淺不一,會留下深孔.以因拋光鑽石膏后才看到 "孔",如有凹孔重新打光需由#320開始,會浪費大量工時.。