多头螺纹的标注方式
螺纹标注详解
第一章国标螺纹的一般知识一. 螺纹的分类1. 螺纹分内螺纹和外螺纹两种;2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3. 按线数分单头螺纹和多头螺纹;4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二. 米制普通螺纹1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
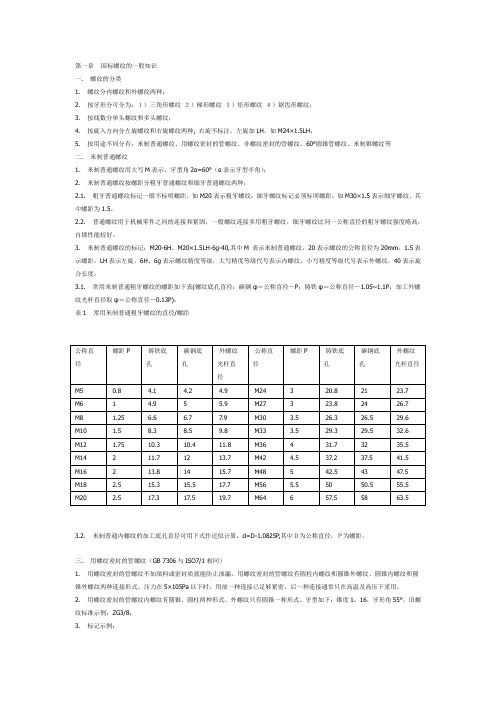
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距3.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同)1. 用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。
用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。
压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。
螺纹的规定画法和标注
螺纹的规定画法和标注螺纹是物体表面一种起到连接、固定、紧固或运动的作用的线条装饰形式。
在机械制造中,螺纹的规定画法和标注是非常重要的,它直接关系到螺纹的加工和使用。
下面,我将介绍一下螺纹的规定画法和标注。
首先,螺纹的规定画法是按照一定比例和标准来绘制的。
一般来说,螺纹的规定画法分为两种,分别是习惯画法和等高线画法。
习惯画法是按照一定的角度来描绘螺纹的形状,常用的角度有60°、55°和30°。
等高线画法则是通过等高线的方式来描绘螺纹的线条,可以清楚地显示螺纹的高低起伏和截面形状。
接下来,对于螺纹的标注,一般包括螺纹形状、螺纹规格和螺纹的加工要求等内容。
首先是螺纹形状的标注,如内螺纹或外螺纹。
内螺纹一般用"T"字母表示,外螺纹则用"和"字母表示。
其次是螺纹规格的标注,包括螺纹的直径、螺距和牙型等。
螺纹的直径用小写字母"d"表示,螺距用"p"表示,牙型用字母P、M或G表示。
最后是螺纹的加工要求的标注,如螺纹的粗糙度等。
此外,对于一些特殊螺纹,还需要标注其特殊要求。
比如,螺纹的端部处理、螺纹的精度等。
端部处理的标注可以用特殊的符号或文字来表示,如圆角、倒角、倒置、截短、特殊切削等。
螺纹的精度则可以使用尺度限制符号来标注,如H、h、k、C、c、N等。
总之,螺纹的规定画法和标注是机械制造中非常重要的一环,它直接关系到螺纹的加工和使用。
在制图和设计过程中,需要准确地绘制和标注螺纹,以便于工程师和操作人员能够正确理解和使用。
同时,螺纹的规定画法和标注也需要遵循国家和行业标准,确保产品的质量和可靠性。
螺纹标记及标注.

- 旋合长度代号 长:L 短:S 中等:N
☆单线螺纹 导程(P螺距) ☆粗牙螺纹不标注螺距。
改为 螺距 。
☆右旋螺纹不用标注旋向,左旋时则标注LH。 ☆公差带代号应按顺序标注中径、顶径公差带代号。 ☆旋合长度为中等时,“N”可省略。
说出下列螺纹的标记
说出下列螺纹的标记
4. 标注方法
M20×2 M20-7H
•
反之,用小写字母的则为外螺纹。 含义:公称直径为 40,导程为14(螺距为7)的右旋双线 代号中未出现螺距的 锯齿形螺纹。
普通螺纹为粗牙普通螺纹 例4: M20-5g6g
含义:公称直径为20,右旋单线粗牙普通外螺纹。 中径公差带代号为5g,顶径公差带代号为6g。
3. 螺纹标记含义
例5: 特Tr36×6-8e 含义:公称直径为36,螺距为6的右旋单线的梯形 特殊螺纹。
§7.1螺纹标记和标注
1
螺纹标记
2
螺纹标注 零件图中的螺纹
3
螺纹标记
• • • • • • .读下列螺纹标记,说出含义 1、M20X1.5LH--5g6g--s 2、M10--5g6g--L 3、M20X2LH--6H 4、Tr40x14(P7)LH--7e 5、G3/4
⒉ 标记示例
例 1:
M20×1.5 LH-5g6g-S
短旋合长度 顶径公差带代号 中径公差带代号 左旋
普通螺纹 大径d=20 螺距P2 (细牙) 例 2:
B36×14(P7)-7H-L
长旋合长度
中径、顶径 公差带代号 右旋
锯齿形螺纹 大径D=40 导程14螺距P7线数2
3. 螺纹标记含义
例1: M20×1.5 LH 含义:公称直径为20,螺距为1.5的左旋单线细牙普通螺纹。 例2: M20 含义:公称直径为20,右旋单线粗牙普通螺纹。 ×14(P7) 例3: B40 公差代号用大写字母的螺纹为内螺纹;
螺纹的标注方法(详细
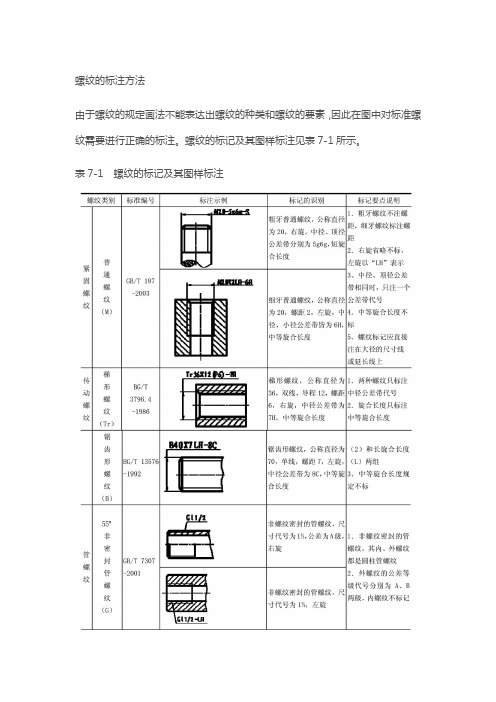
螺纹的标注方法由于螺纹的规定画法不能表达出螺纹的种类和螺纹的要素,因此在图中对标准螺纹需要进行正确的标注。
螺纹的标记及其图样标注见表7-1所示。
表7-1 螺纹的标记及其图样标注(续表)1.普通螺纹普通螺纹用尺寸标注形式注在内、外螺纹的大径上,其标注的具体项目和格式如下:普通螺纹的螺纹代号用字母“M”表示。
普通粗牙螺纹不必标注螺距,普通细牙螺纹必须标注螺距。
公称直径、导程和螺距数值的单位为mm。
右旋螺纹不必标注,左旋螺纹应标注字母“LH”。
中径公差带代号和顶径公差带代号由表示公差等级的数字和字母组成。
大写字母代表内螺纹,小写字母代表外螺纹。
顶径是指外螺纹的大径和内螺纹的小径,若两组公差带相同,则只写一组。
表示内、外螺纹旋合时,内螺纹公差带在前,外螺纹公差带在后,中间用“/”分开。
在特定情况下,中等公差精度螺纹不注公差带代号(内螺纹:5H,公称直径小于和等于1.4mm时;6H,公称直径大于和等于1.6mm时。
外螺纹:5h,公称直径小于和等于1.4mm时;6h,公称直径大于和等于1.6mm时。
)普通螺纹的旋合长度分为短、中、长三组,其代号分别是S、N、L。
若是中等旋合长度,其旋合代号N可省略。
如图7-12所示为普通螺纹标注示例。
图7-12 普通螺纹标注示例2.传动螺纹传动螺纹主要指梯形螺纹和锯齿形螺纹,它们也用尺寸标注形式,注在内外螺纹的大径上,其标注的具体项目及格式如下:梯形螺纹的螺纹代号用字母“Tr”表示,锯齿形螺纹的特征代号用字母“B”表示。
多线螺纹标注导程与螺距,单线螺纹只标注螺距。
右旋螺纹不标注代号,左旋螺纹标注字母“LH”。
传动螺纹只注中径公差带代号。
旋合长度只注“S”(短)、“L”(长),中等旋合长度代号“N”省略标注。
如图7-13所示为传动螺纹标注示例。
图7-13 传动螺纹标注示例3.管螺纹管螺纹的标记必须标注在大径的引出线上。
常用的管螺纹分为螺纹密封的管螺纹和非螺纹密封的管螺纹。
这里要注意,管螺纹的尺寸代号并不是指螺纹大径,也不是管螺纹本身任何一个直径,其大径和小径等参数可从有关标准中查出。
多线螺纹的标注方法

多线螺纹的标注方法
嘿,朋友们!今天咱来聊聊多线螺纹的标注方法,这可真是个有意思的事儿呢!
你看啊,多线螺纹就像是一个复杂而又精巧的小世界。
它的标注方法可不像普通螺纹那么简单直接哦!那得细细琢磨,才能搞清楚其中的门道。
多线螺纹,它有几条螺旋线同时在工作呢,就好像一群小伙伴齐心协力地干一件大事。
那怎么来标注它呢?这可不能马虎!首先,得明确螺纹的公称直径,这就像是给它贴上一个身份标签。
然后呢,还有螺距,这可是关键信息,决定了它的“步伐”大小。
还有线数,这可不能忘了,几条线一起干活呢!
比如说,一个多线螺纹,公称直径是 10 毫米,螺距是 2 毫米,线数是3。
那标注起来不就是“M10×Ph2P3”嘛!是不是挺简单明了的?但要是不仔细,标错了可就麻烦啦!这就好比你要去一个地方,地址给错了,那能找对地方吗?肯定不行呀!
多线螺纹的标注方法就像是一门独特的语言,只有掌握了它,才能和这个精巧的小世界好好交流。
你想想,要是没有正确的标注,加工师傅怎么能准确地做出符合要求的螺纹呢?这可不是闹着玩的!
而且哦,不同的多线螺纹在不同的场合都有着重要的作用。
就像不同的工具,在各自的领域里大显身手。
咱可不能小瞧了这小小的标注,它背后可是有着大大的意义呢!
所以呀,大家一定要重视多线螺纹的标注方法,把它学透、学精。
这样,在遇到多线螺纹的时候,就能轻松应对,准确标注啦!这难道不是很重要的事情吗?。
螺纹标注方式
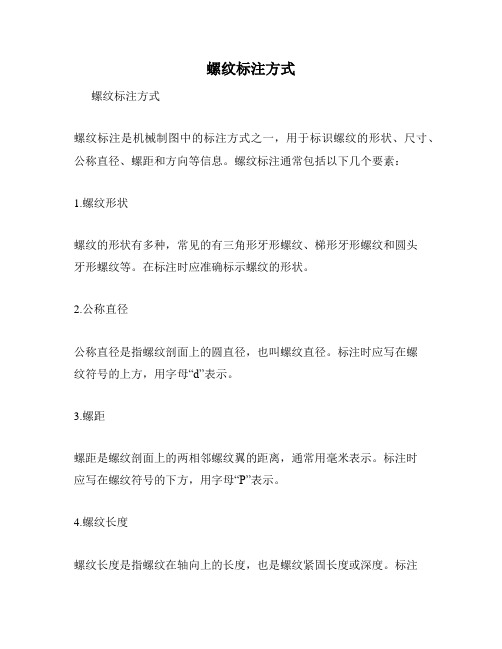
螺纹标注方式
螺纹标注方式
螺纹标注是机械制图中的标注方式之一,用于标识螺纹的形状、尺寸、公称直径、螺距和方向等信息。
螺纹标注通常包括以下几个要素:
1.螺纹形状
螺纹的形状有多种,常见的有三角形牙形螺纹、梯形牙形螺纹和圆头
牙形螺纹等。
在标注时应准确标示螺纹的形状。
2.公称直径
公称直径是指螺纹剖面上的圆直径,也叫螺纹直径。
标注时应写在螺
纹符号的上方,用字母“d”表示。
3.螺距
螺距是螺纹剖面上的两相邻螺纹翼的距离,通常用毫米表示。
标注时
应写在螺纹符号的下方,用字母“P”表示。
4.螺纹长度
螺纹长度是指螺纹在轴向上的长度,也是螺纹紧固长度或深度。
标注
时应写在螺纹符号的下方,用字母“L”表示。
5.螺纹方向
螺纹有左旋和右旋之分,左旋的称为逆螺纹,右旋的称为正螺纹。
标注时应在螺纹符号后写上一箭头,便于区分。
螺纹标注方式的正确应用对机械产品的设计、维修和加工具有重要意义。
因此,在标注时应注意以下几点:
一、标注前应仔细阅读图纸,确认螺纹的类型、形状、尺寸等信息。
二、标注时应使用规范的标准符号和术语,遵循国内外标准。
三、标注的字体应清晰、工整,符号应精确、规范。
四、标注应避免重复,准确简洁,不应造成歧义。
五、标注应符合机械工程图学的基本要求,标注应直观清晰,方便读者阅读理解。
总之,螺纹标注方式在机械制图中应用广泛,标注的正确与否直接影响到机械制品的设计、维修和加工。
因此,在进行螺纹标注时,要注意标准化、规范化,准确简洁,避免重复,以便更好地发挥其作用。
螺纹标注方法

螺纹标注方法螺纹是一种常见的机械连接方式,它广泛应用于各种机械设备和工程结构中。
螺纹连接的质量直接影响着设备的安全性和可靠性,因此正确的螺纹标注方法对于机械加工和装配至关重要。
本文将介绍螺纹标注的方法和注意事项,帮助大家更好地理解和应用螺纹标注。
一、螺纹标注的基本要求。
1. 螺纹标注应清晰、准确、易读,标注线应细、直、平整,标注字迹应端正工整,标注箭头应指向螺纹轴线方向。
2. 螺纹标注应尽量放在螺纹轴线的附近,标注线与螺纹轴线的夹角不宜大于45度。
3. 螺纹标注应标注在视图上能看得见的位置,不得遮挡视图的重要特征。
二、螺纹标注的方法。
1. 外螺纹的标注方法。
外螺纹的标注通常采用等高线表示法,即在螺纹轴线附近画一条与螺纹轴线平行的线,并在该线上标注螺纹的参数,如螺距、公称直径等。
标注箭头指向螺纹轴线方向,标注字母H表示螺距,字母D表示公称直径,标注线上方标注螺距数值,标注线下方标注公称直径数值。
2. 内螺纹的标注方法。
内螺纹的标注方法与外螺纹类似,也采用等高线表示法,标注箭头指向螺纹轴线方向,标注字母H表示螺距,字母D表示公称直径,标注线上方标注螺距数值,标注线下方标注公称直径数值。
三、螺纹标注的注意事项。
1. 螺纹标注时应根据实际情况选择合适的标注方法,确保标注清晰、准确。
2. 在标注螺纹时,应注意与其他特征的对应关系,避免标注混乱,影响图纸的整洁和美观。
3. 螺纹标注应符合国家标准和行业规范,标注参数应准确无误。
四、螺纹标注的应用范围。
螺纹标注方法适用于各种机械零件的图纸设计和制造过程中,如螺母、螺栓、螺钉等零部件的螺纹标注。
正确的螺纹标注方法可以有效提高零件的加工精度和装配质量,保证设备的安全性和可靠性。
五、总结。
螺纹标注是机械制图中的重要内容,正确的螺纹标注方法对于机械加工和装配至关重要。
通过本文的介绍,相信大家对螺纹标注有了更深入的了解,能够在实际工作中更加准确地进行螺纹标注,提高机械零件的加工质量和装配精度。
螺纹的表示方法和标注

螺纹的表示法和标注螺纹若按真实投影作图,比较麻烦。
为了简化作图,国家标准《机械制图》GB/T4459.1—1995规定了螺纹的表示法。
按此表示法作图并加以标注,就能清楚地表示螺纹的类型、规格和尺寸。
(一)螺纹的表示法1、外螺纹的表示法(图9-8)图9-8 外螺纹的表示法(1)外螺纹不论其牙型如何,螺纹牙顶圆的投影用粗实线表示;牙底圆的投影用细实线表示,在螺杆的倒角或倒圆部分也应画出。
画图时小径尺寸可近似地取d l≈0.85d。
(2)有效螺纹的终止界线(简称螺纹终止线)在视图中用粗实线表示;在剖视图中则按图9-8b主视图的画法(即终止线只画螺纹牙型高的一小段),剖面线必须画到表示牙顶圆投影的粗实线为止。
(3)在垂直于螺纹轴线的投影面的视图(即投影为圆的视图)中,表示牙底圆的细实线只画约3/4圈(空出约1/4圈的位置不作规定),此时螺杆上的倒角投影不应画出。
2.内螺纹的表示法(图9-9、图9-10)图9-9 内螺纹的表示法(1)内螺纹不论其牙型如何,在剖视图中,螺纹牙顶圆的投影用粗实线表示,牙底圆的投影用细实线表示。
螺纹终止线用粗实线表示。
剖面线应画到表示牙顶圆投影的粗实线为止。
(2)在投影为圆的视图中,表示牙底圆的细实线只画约3/4圈,此时螺孔上的倒角投影不应画出。
(3)绘制不穿通的螺孔时,一般应将钻孔深度与螺纹部分的深度分别画出。
(4)当螺纹为不可见时,其所有图线用虚线绘制,如图9-10所示。
3、内、外螺纹连接的表示法(图9-11)内、外螺纹连接,一般用剖视图表示。
此时,它们的旋合部分应按外螺纹的画法绘制,其余部分仍按各自的画法表示。
画图时必须注意,表示外螺纹牙顶圆投影的粗实线、牙底圆投影的细实线,必须分别与表示内螺纹牙底圆投影的细实线、牙顶圆投影的粗实线对齐。
这与倒角大小无关,图9-10 不可见螺纹的表示法它表明内、外螺纹具有相同的大径和相同的小径。
按规定,当实心螺杆通过轴线剖切时按不剖处理,如图9-11a所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.
多头螺纹的标注方式有以下几种:
,如果要进一步表明螺纹的头数,可在后面增加括号用英语说明,例螺距”×Ph导程P1.一种是“公称直径two starts)。
M30×Ph3P1.5(如双头为two starts,三头为three starts,四头为four starts等。
如
3/2。
”。
如M30ד公称直径×导程/螺纹头数2.其次一种标注方法为
(双头)。
,如M30×1.5公称直径×螺距(n头螺纹)”3.第三种标注方法为“
)。
3(P1.5P螺距)”,如M30×还有一种标注方法为4.“公称直径×导程(
,30mm)都表示的是公称直径是和M30×3(P1.5(two starts)、M30×3/2、M30×1.5(双头)M30×Ph3P1.5 的双头螺纹。
,螺距是1.5mm导程是3mm
了解了多头螺纹与单头螺纹的不同,就可以很容易的加工出多头螺纹了。
因系统不同,加工多头螺纹的方法也不尽相同,有的系统编程时可直接给出螺纹的头数。
有的系统需要给出分头角度,即第一条螺纹螺旋线切入工件时的切入点,与第二条螺纹螺旋线切入工件时的切入点之间的角度。
如双头螺纹的分头角度是180°,÷360°2=
90°。
360°÷4=三头螺纹的分头角度是360°÷3=120°,四头螺纹的分头角度是
,程序为可以用螺纹头数编程,螺纹循环指令为G923/2双头螺纹,广数GSK980TDa 如加工M30×F3.0都指导程,而不是螺距,所以式中G92 X29.2 Z-50.0 F3.0 L2,在加工多头螺纹时,不论任何系统,F螺纹循环华中世纪星系统用螺纹头数和分头角度混合编程,指螺纹的头数是2。
指螺纹的导程是3mm,L2指螺纹的头数是C2G82 X29.2 Z-50.0 C2 P180 F3,式中G82指令为,则M30×3/2的螺纹循环:程序为编程时,取消了。
世纪星系统用G76指螺纹的导程是180°,F33mm2,P180指双头螺纹的分头角度是P即可。
螺纹头数的指令,只需给出分头角度
螺纹切削的起点向前或向后适用于任何系统,即加工第二条螺旋线时,还有一种加工多头螺纹的方法,。
2mm头,所以螺距是,三头螺纹时,螺纹导程是6mm螺纹头数是36/3移动一个螺距的距离。
如加工M30×,切削第二条螺旋线时,刀具的螺纹切削起Z10.0假如加工第一条螺旋线时,刀具的螺纹切削起点定位在Z14.0Z6.0或Z8.0或Z12.0的位置上,切削第三条螺旋线时,刀具的螺纹切削起点可定位在点可定位在的位置上,程序如下:
;(第一条螺旋线的起点)G00 X34.0Z10.0
G92X29.2Z-50.0F6.0;(加工第一条螺旋线)
……
G00 X34.0Z12.0;(第二条螺旋线的起点)
G92X29.2Z-50.0F6.0;(加工第二条螺旋线);.
.
……
;(第三条螺旋线的起点)G00 X34.0Z14.0
G92X29.2Z-50.0F6.0;(加工第三条螺旋线)
……
编程时道理相同。
注意为了安全起见,刀具加工四头、五头、六头等螺纹时同理。
用G76 因为如果螺纹头数多的话,的螺纹切削起点一般都往后移动,往前移刀具可能会碰到工件上。
;.。