工艺流程图检查表
合集下载
工序检查表

监理(建设)单位验收结论
标段工程师 :
年月日
工程项目名称:
模板安装工程质量检查验收表
施工单位:
验收部位:施工ຫໍສະໝຸດ 量检查项目检 查 内 容检查情况
检查人
1
模板支承体系必须按照相关技术要求设置
2
出现高支模情况,必须按所报高支模方案实施
3
模板和支架完好,清理干净,起皮和变形模板不得使用
4
模板拼装顺序:后拆的先支,先拆的后支
14
高压水枪试水
30~45min
监理(建设)单位验收结论
标段工程师 :
年月日
工程项目名称:
模板分项工程复线、测量检查验收表
施工单位:
检查部位:
检查项目
检 查 内 容
检查情况
检查人
1
轴线位置
2
底模上表面标高
3
截面内部尺寸
柱、梁、墙
4
层高垂直度
不大于
5M
大于5M
5
相邻两表板
表面高低差
6
表面平整度
7
每五层检查层高及垂直度
吊模、边模加固及顺直
14
结构施工图中的反梁和飘窗模板平面位置及标高检查
监理(建设)单位
验收结论
标段工程师:
年月日
5
模板拼缝是否符合相关技术
要求
6
避免隔离剂沾污
7
检查柱模垂直度、梁侧模垂直度符合相关技术要求
8
检查梁、板底模标高 是否符合相关技术要求
9
检查梁、墙柱轴线定位是否符合相关技术要求
10
柱模的拉紧螺栓、木方箍等设置间距是否符合相关技术
11
柱模根处是否设置清扫口是否订压脚板
标段工程师 :
年月日
工程项目名称:
模板安装工程质量检查验收表
施工单位:
验收部位:施工ຫໍສະໝຸດ 量检查项目检 查 内 容检查情况
检查人
1
模板支承体系必须按照相关技术要求设置
2
出现高支模情况,必须按所报高支模方案实施
3
模板和支架完好,清理干净,起皮和变形模板不得使用
4
模板拼装顺序:后拆的先支,先拆的后支
14
高压水枪试水
30~45min
监理(建设)单位验收结论
标段工程师 :
年月日
工程项目名称:
模板分项工程复线、测量检查验收表
施工单位:
检查部位:
检查项目
检 查 内 容
检查情况
检查人
1
轴线位置
2
底模上表面标高
3
截面内部尺寸
柱、梁、墙
4
层高垂直度
不大于
5M
大于5M
5
相邻两表板
表面高低差
6
表面平整度
7
每五层检查层高及垂直度
吊模、边模加固及顺直
14
结构施工图中的反梁和飘窗模板平面位置及标高检查
监理(建设)单位
验收结论
标段工程师:
年月日
5
模板拼缝是否符合相关技术
要求
6
避免隔离剂沾污
7
检查柱模垂直度、梁侧模垂直度符合相关技术要求
8
检查梁、板底模标高 是否符合相关技术要求
9
检查梁、墙柱轴线定位是否符合相关技术要求
10
柱模的拉紧螺栓、木方箍等设置间距是否符合相关技术
11
柱模根处是否设置清扫口是否订压脚板
工艺纪律检查表

9 量具、检具是否已校验
5
10 设备是否完好并有状态标识
5
11 工装是否有标识
5
12 设备是否清洁,并作日点检
5
13
产品是否按作业指导书要求进行 防护,存放
5
14 工作场所是否保持清洁
5
15
每班负责质量的人员是否明确其 责权
5
注:
1.车间现场针对检查内容每发现
一项不符合扣1分。
2.同一问题扣3分以上需制订纠正
车间:
序号
检查内容
1
各工位作业指导书是否可得(操 作、设备操作或检验)
2 工艺文件保管是否完整清晰
考核分数 5 5
3 工艺参数是否按要求设定
5
4
是否有首件,是否有首件检验记 录(如需要)
5
5 不合格品是否按定制摆放
5
6 产品是否有标识
5
7 工艺流程卡是否按规定要求填写
5
8 操作现场是否按定置图摆放
5
人 是否需采取纠正措施
3.上次检查发现的问题,下次检 查前必须整改完毕。
检查人:
检查日期:
ISO13485检查表(参考)

抽查5份外来文件的发放记录。和标识。
抽查已经过期外来文件的保存情况。
抽查5份作废保存的文件,核对保存期限
4.2.4
记录控制
应建立并保持记录,以提供符合要求和质量管理体系有效运行的证据。记录应保持清晰、易于识别和检索。应编制形成文件的程序,以规定记录的标识、贮存、保护、检索、保存期限和处置所需的控制。
与产品有关的法律法规要求;
组织确定的任何附加要求。
审核组织识别顾客要求的规定。
抽查产品要求规定文件,审核组织产品要求的完整性。
7.2.2
与产品有关的要求的评审
组织应评审与产品有关的要求。评审应在组织向顾客做出提供产品的承诺之前进行(如:提交标书、接受合同或订单及接受合同或订单的更改),并应确保:
检查目标的完成情况。
检查质量目标的管理。
5.4.2
质量管理体系策划应确保:
a)对质量管理体系进行策划,以满足质量目标以及4.1的要求。
b)在对质量管理体系的变更进行策划和实施时,保持质量管理体系的完整性。
检查质量体系策划。
检查质量管理体系的完整性。
5.5
5.5.1
职责、权限和沟通
职责和权限
最高管理者应确保组织内的职责、权限得到规定、形成文件和沟通。
g)防止作废文件的非预期使用,若因任何原因而保留作废文件时,对这些进行适当的标识。
组织应确保文件的更改得到原审批部门或指定的其他审批部门的评审和批准,该被指定的审批部门应能获取用于做出决定的相关背景资料。
组织应至少保存一份作废的受控文件,并确定其保存期限。这个期限应确保至少在组织所规定的医疗器械寿命期内,可以得到此医疗器械的制造和试验的文件,但不要少于记录或相关法规要求所规定的保留期限。
抽查已经过期外来文件的保存情况。
抽查5份作废保存的文件,核对保存期限
4.2.4
记录控制
应建立并保持记录,以提供符合要求和质量管理体系有效运行的证据。记录应保持清晰、易于识别和检索。应编制形成文件的程序,以规定记录的标识、贮存、保护、检索、保存期限和处置所需的控制。
与产品有关的法律法规要求;
组织确定的任何附加要求。
审核组织识别顾客要求的规定。
抽查产品要求规定文件,审核组织产品要求的完整性。
7.2.2
与产品有关的要求的评审
组织应评审与产品有关的要求。评审应在组织向顾客做出提供产品的承诺之前进行(如:提交标书、接受合同或订单及接受合同或订单的更改),并应确保:
检查目标的完成情况。
检查质量目标的管理。
5.4.2
质量管理体系策划应确保:
a)对质量管理体系进行策划,以满足质量目标以及4.1的要求。
b)在对质量管理体系的变更进行策划和实施时,保持质量管理体系的完整性。
检查质量体系策划。
检查质量管理体系的完整性。
5.5
5.5.1
职责、权限和沟通
职责和权限
最高管理者应确保组织内的职责、权限得到规定、形成文件和沟通。
g)防止作废文件的非预期使用,若因任何原因而保留作废文件时,对这些进行适当的标识。
组织应确保文件的更改得到原审批部门或指定的其他审批部门的评审和批准,该被指定的审批部门应能获取用于做出决定的相关背景资料。
组织应至少保存一份作废的受控文件,并确定其保存期限。这个期限应确保至少在组织所规定的医疗器械寿命期内,可以得到此医疗器械的制造和试验的文件,但不要少于记录或相关法规要求所规定的保留期限。
工艺文件检查记录表
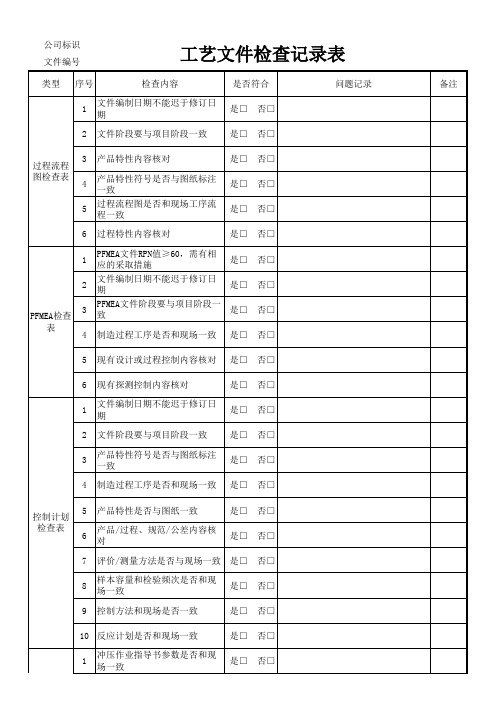
是□ 否□
2 文件阶段要与项目阶段一致 是□ 否□
3
产品特性符号是否与图纸标注 一致
是□ 否□
4 制造过程工序是否和现场一致 是□ 否□
控制计划 检查表
5 产品特性是否与图纸一致
6
产品/过程、规范/公差内容核 对
是□ 否□ 是□ 否□
7 评价/测量方法是否与现场一致 是□ 否□
8
样本容量和检验频次是否和现 场一致
11 控制要点是否对应控制计划 是□ 否□
12 特性是否和标注并和图纸一致 是□ 否□
四大文件 一致性检
查表
13
检测方法、检验频次、反应计 划是否和现场一致
1
重要特性和关键特性是否标注 并一致
2
控制计划和作业指导书过程参 数是否一致
3 工序号是否一致
4
检测方法、检验频次、反应计 划是否一致
5
控制计划与作业指导书产品特 性和过程特性内容是否一致
是□ 否□
9 控制方法和现场是否一致
是□ 否□
10 反应计划是否和现场一致
是□ 否□
1
冲压作业指导书参数是否和现 场一致
是□ 否□
备注
类型 序号
检查内容
是否符合
2
焊接作业指导书参数是否和现 场一致
3
装配作业指导书参数是否和现 场一致
4
涂装作业指导书参数是否和 场一致
5
操作内容、顺序是否与现场一 致
是□ 否□
1
PFMEA文件RPN值≥60,需有相 应的采取措施
是□ 否□
2
文件编制日期不能迟于修订日 期
是□ 否□
PFMEA检查
3
PFMEA文件阶段要与项目阶段一 致
特殊特性、过程流程图、过程FMEA、生产控制计划、工艺卡一致性检查表
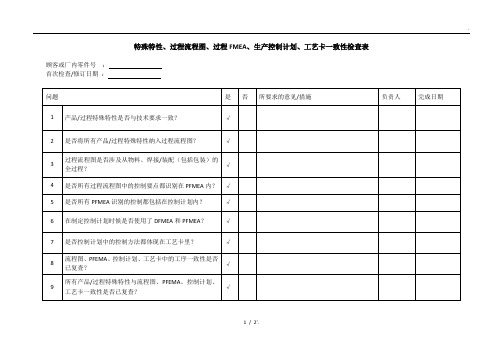
是否所有过程流程图中的控制要点都识别在PFMEA内?
√
5
是否所有PFMEA识别的控制都包括在控制计划内?
√
6
在制定控制计划时候是否使用了DFMEA和PFMEA?
√
7
是否控制计划中的控制方法都体现在工艺卡里?
√
8
流程图、PFEMA、控制计划、工艺卡中的工序一致性是否已复查?
√
9
所有产品/过程特殊特性与流程图、PFEMA、控制计划、工艺卡一致性是否已复查?
√
10
流程图、PFEMA、控制计划、工艺卡的控制:
特殊特性、过程流程图、过程FMEA、生产控制计划、工艺卡一致性检查表
顾客或厂内零件号:
首次检查/修订日期:
问题
是
否
所要求的意见/措施
负责人
完成日期
1
产品/过程特殊特性是否与技术要求一致?
√
2
是否将所有产品/过程特殊特性纳入过程流程图?
√
3
过程流程图是否涉及从物料、焊接/装配(包括包装)的全过程?
√
4
√
5
是否所有PFMEA识别的控制都包括在控制计划内?
√
6
在制定控制计划时候是否使用了DFMEA和PFMEA?
√
7
是否控制计划中的控制方法都体现在工艺卡里?
√
8
流程图、PFEMA、控制计划、工艺卡中的工序一致性是否已复查?
√
9
所有产品/过程特殊特性与流程图、PFEMA、控制计划、工艺卡一致性是否已复查?
√
10
流程图、PFEMA、控制计划、工艺卡的控制:
特殊特性、过程流程图、过程FMEA、生产控制计划、工艺卡一致性检查表
顾客或厂内零件号:
首次检查/修订日期:
问题
是
否
所要求的意见/措施
负责人
完成日期
1
产品/过程特殊特性是否与技术要求一致?
√
2
是否将所有产品/过程特殊特性纳入过程流程图?
√
3
过程流程图是否涉及从物料、焊接/装配(包括包装)的全过程?
√
4
施工现场质量管理检查表
施工现场质量管理检查表
一、人员管理
1. 现场管理人员是否持有有效证件上岗,证件是否在有效期内。
2. 现场施工人员是否经过培训,是否熟悉施工工艺和操作规程。
3. 现场管理人员和施工人员是否遵守安全生产规定,佩戴安全防护用品。
二、材料管理
1. 材料进场时是否有合格证明,是否符合设计要求。
2. 材料存放是否符合要求,是否有防潮、防尘、防锈等措施。
3. 材料使用是否符合设计要求,是否有浪费和违规使用情况。
三、设备管理
1. 设备是否符合设计要求,是否有合格证明。
2. 设备安装是否牢固,安全防护装置是否齐全有效。
3. 设备使用是否符合操作规程,是否有定期维护和保养。
四、工艺管理
1. 施工工艺是否符合设计要求,是否有工艺流程图和操作规程。
2. 施工过程是否按照工艺要求进行,是否有质量检测和控制。
3. 对于隐蔽工程,是否有验收记录和签字手续。
五、安全管理
1. 施工现场是否有安全管理制度和安全责任制。
2. 安全设施是否齐全有效,是否存在安全隐患。
3. 是否有定期进行安全检查和整改记录。
六、环境管理
1. 施工现场是否整洁有序,是否有扬尘、噪音等污染。
2. 施工废弃物是否按规定处理,是否有环保措施。
3. 是否存在违反环保规定的情况。
工艺技术检查表
工艺技术检查表
HY/JL B-8.5-01编号:
部门
地点
检查组长
检查的范围
所有工序□部分工序□
评价结果
类别
检查课题
结果
问题点工序记载YN Nhomakorabea产品
工艺流程卡编制是否合理?
关键件及重要件的工艺规程是否明示?
设计图样、工艺规程、和技术文件是否完整?
仪表显示值(工艺参数)与文件规定是否一致?
作业方法
作业人手、技术人员是否充足?
是否符合工艺等作业文件规定?
各工序需要首件检验的是否已进行?
对作业要求是否熟悉?
作业的质量是否稳定?
现场管理
设备技术状态是否完好?
设备保修是否符合规定?
现场物品摆放是否整齐?
通道是否畅通?
作业环境是否合适?
产品区分/标识是否明显?
是否无不合格的产品混放?
改进建议(异常波动时)
改进建议是否已转入<改进>
是□否□
参加检查人
日期
HY/JL B-8.5-01编号:
部门
地点
检查组长
检查的范围
所有工序□部分工序□
评价结果
类别
检查课题
结果
问题点工序记载YN Nhomakorabea产品
工艺流程卡编制是否合理?
关键件及重要件的工艺规程是否明示?
设计图样、工艺规程、和技术文件是否完整?
仪表显示值(工艺参数)与文件规定是否一致?
作业方法
作业人手、技术人员是否充足?
是否符合工艺等作业文件规定?
各工序需要首件检验的是否已进行?
对作业要求是否熟悉?
作业的质量是否稳定?
现场管理
设备技术状态是否完好?
设备保修是否符合规定?
现场物品摆放是否整齐?
通道是否畅通?
作业环境是否合适?
产品区分/标识是否明显?
是否无不合格的产品混放?
改进建议(异常波动时)
改进建议是否已转入<改进>
是□否□
参加检查人
日期
生产工艺流程图

生产工艺流程图
Page 1
生产工艺流程图
FLOW CHART 进料 IQC
CHECK ITEM
1.材料规格厂牌数量
1.PCB/PCBA 2.电子/机构/包材检验 3.依AQL或客户要求
印刷 贴装
1.锡膏厂牌 2.冰箱温度/印刷厚度 1.置件正确性 2.首件/外观
回流焊 FQC目检
1.溫度 2.链条速度
100% 100% 100%
100% 100%
EQVR
放大镜 罩板
NOTE
检验日报表 PCBA外观检验标准
包装材料
制程稽核表 产品包装作业指导书
零件加工设 备
不良標簽
比重計 测温仪
烙铁温度测 试仪
a.75欧负载 电压表 b.电视机, 毫伏表
自动组装线 测试台
制程稽核表 零件加工作业指导书 机种插件作业指导书
目检报表 锡炉Q.A.P.S检查表 錫波高度检查表 制程管制图-Per contorl chart 作业指导书 维修记录表
产品维修SOP 维修日報表
测试SOP 测试记录表
生产工艺流程图
FLOW CHART
CHECK ITEM FREQ
EQVR
NOTE
老化 FUNCTION
QA抽驗
1.负载老化 1.各項功能测试 a.高压测试 b.LNB电压测试 c.升级串口测试 d.机身LED显示按键功 能 e.图像AV1AV2音频LR 声道切换,遥控,信号 频点测试 2.不良品的标示 1.外观检验; 2.功能测试;
1.零件规格 2.零件外观 3.零件數
维修
1.外观不良 2.不良报表的列印 3.检验标记
FREQ
每次领料 FOR机种 抽检
Page 1
生产工艺流程图
FLOW CHART 进料 IQC
CHECK ITEM
1.材料规格厂牌数量
1.PCB/PCBA 2.电子/机构/包材检验 3.依AQL或客户要求
印刷 贴装
1.锡膏厂牌 2.冰箱温度/印刷厚度 1.置件正确性 2.首件/外观
回流焊 FQC目检
1.溫度 2.链条速度
100% 100% 100%
100% 100%
EQVR
放大镜 罩板
NOTE
检验日报表 PCBA外观检验标准
包装材料
制程稽核表 产品包装作业指导书
零件加工设 备
不良標簽
比重計 测温仪
烙铁温度测 试仪
a.75欧负载 电压表 b.电视机, 毫伏表
自动组装线 测试台
制程稽核表 零件加工作业指导书 机种插件作业指导书
目检报表 锡炉Q.A.P.S检查表 錫波高度检查表 制程管制图-Per contorl chart 作业指导书 维修记录表
产品维修SOP 维修日報表
测试SOP 测试记录表
生产工艺流程图
FLOW CHART
CHECK ITEM FREQ
EQVR
NOTE
老化 FUNCTION
QA抽驗
1.负载老化 1.各項功能测试 a.高压测试 b.LNB电压测试 c.升级串口测试 d.机身LED显示按键功 能 e.图像AV1AV2音频LR 声道切换,遥控,信号 频点测试 2.不良品的标示 1.外观检验; 2.功能测试;
1.零件规格 2.零件外观 3.零件數
维修
1.外观不良 2.不良报表的列印 3.检验标记
FREQ
每次领料 FOR机种 抽检
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺流程图检查表
表码:LYF-015A/0NO:
产品名称
规格/型号
顾客零件编号
问题
是
否
所要求的意见/措施
负责部门/负责人
完成日期
1
流程图是否说明了生产和检测岗位的顺序?
2
是否具备所有合适的FMEA(SFMEA,DFMEA),并用来协助制定过程流程图?
3
流程图是否与控制计划中的产品和过程检查相一致?
4
流程图是否描述了怎样移动产品,如:皮带式输送机、滑动容器等等?
5
该过程是否考虑了拉动生产系统/最优化?
6பைடு நூலகம்
是否规定在使用前要识别和检验返工产品?
7
由于搬运和外部过程产生的潜在质量问题是否已被识别并被纠正?
批准
审核
编制
流动线路:APQP小组
保存单位:研究开发部门/综合计划部
保存期限:10年
表码:LYF-015A/0NO:
产品名称
规格/型号
顾客零件编号
问题
是
否
所要求的意见/措施
负责部门/负责人
完成日期
1
流程图是否说明了生产和检测岗位的顺序?
2
是否具备所有合适的FMEA(SFMEA,DFMEA),并用来协助制定过程流程图?
3
流程图是否与控制计划中的产品和过程检查相一致?
4
流程图是否描述了怎样移动产品,如:皮带式输送机、滑动容器等等?
5
该过程是否考虑了拉动生产系统/最优化?
6பைடு நூலகம்
是否规定在使用前要识别和检验返工产品?
7
由于搬运和外部过程产生的潜在质量问题是否已被识别并被纠正?
批准
审核
编制
流动线路:APQP小组
保存单位:研究开发部门/综合计划部
保存期限:10年