烃类水蒸气转化炉出口猪尾管失效问题
制氢转化炉下猪尾管失效分析

59
失效分析
石油化工腐蚀与防护
2019年第36卷
度比(碳的扩散速度)在晶界上小 ,内部的铮不能 及时补充晶界处缺失的锯,晶界附近处出现贫锯现
象。有关数据表明,即使在含0.03%的超低碳不锈 钢,若在敏化温度长期停留也会引起贫锯现象⑵O
58
图3裂纹处管横截面形貌
收稿日期:20194)5-28 ;修回日期:20194)848。 作者简介:段 波(1981—),1程师,本科,2004年毕业于四
川大学化工学院生物工程专业,目前是中石油克拉玛依石化
有限责任公司甲醇厂设备技术员。E-mail:26836518@qq. com
第5期
段波等.制氢转化炉下猪尾管失效分析
2015年以来,制氢装置出现过4次猪尾管泄 漏,从现场泄漏情况来看,有3次泄漏点出现在猪 尾管上部直管段,呈轴向裂纹,1次泄漏点出现在 猪尾管与炉管的焊接处。
图1猪尾管外表面裂开处 图2猪尾管内表面裂开处
2失效分析 2.1宏观分析
下猪尾管裂缝长约47 mm,宽约2.0 mm,开 裂处略有膨胀,直径36.0 mm,见图1。下猪尾管 内表面存在多条沿轴线的平行裂纹,壁厚减薄,材
失效分析
石油化工腐蚀与防护 CORROSION & PROTECTION IN PETROCHEMICAL INDUSTRY 2019 年第 36 卷第 5 期
引用格式:段 波,巫文娟•制氢转化炉下猪尾管失效分析[J].石油化工腐蚀与防护,2019,36(5):58-60. DUAN Bo, WU Wenjuan. Failure Analysis on Down-Tail Tube of Hydrogen Manufacturing Conversion Furnace [ J ]. Corrosion & Protection in Petrochemical Industry ,2019, 36(5) :58-60.
制氢转化炉猪尾管开裂失效分析

SAFETY HEALTH&ENVIRONMENT 0
设 备 失 效 专 栏
2018年 第 18卷 第 2期
菇 境 外纵 向裂 纹 的管段 ,见图 2和 图 3。 管束 外侧 呈 黑 灰 色 ,外 侧 纵 向裂 纹 距 离 焊 缝 约 8.5 111111,裂 纹长 度 约 27 mFI1,裂纹 中 间略 宽 ,两 段较 窄 ,管束 轻微 弯 曲 ,在 纵 向 裂纹 位 置 有 轻 微鼓 胀 (图 3(a)),管 束 内侧 覆 盖一 层 灰 白色 垢 物 ,可 很 多纵 向延伸 裂纹 (图 1),为 了进 一 步观测 裂纹 沿 壁厚方 向 的 扩 展 深 度 ,对 其 横 截 面 进 行 了 镶嵌 和磨 抛 ,发现 外 表面 裂纹 在沿 径扩 展 约 1 mill后 改 变 了扩 展方 向(图 3(b)),其 内 表面 密 布深 浅 不 一 的裂纹 (罔 3(C))。
内壁 沿径 向 向外 壁 扩 展 ,局 部 区域 内 晶 界 有 析 出 纹 和孑L洞 的形 核 。
物和 腐蚀 产物 ,有 些还 出现 了微 孔洞 ,裂纹 的扩 展
材 料 合金成 分 与 ASTM B407技 术 要求 相 比,
基分 Cr含 量 略 低 ,S含量 略 高 ,总 体 偏 差 较
5 显微 硬 度测试 横截 面上 从 内表 面 到 外表 面进 行 显微 硬度 测
量 ,结果 见 表 2,结 果 显 示 ,靠 近 表 面 硬 度 有 所 降 低 。
表 2 显微 硬 度 测 量 结 果
≥
蒸1. :.: ’ , 。 .
羹|l 0 ≮0 ≯ ≥
6 断 口 M及 EI)X分 析 在 扫 描 电镜 下 进 行 表 面 观 察 及 电 子 能 谱 分
换转炉猪尾管泄漏原因分析及改进

蠕变 的直接原 因 ,一般 以蠕变第二阶段 蠕变稳定期结束作为运
行 寿命终止期 限。 当猪尾 管的工作温度变化速度十分快 、 变化幅 度较大 时, 形成的热应力若超过材料 的断裂强度 , 易产生热 冲击
2 5 6 根 ,对 其同批次的 2根备件及拆除后的旧猪尾管进行 光谱 分析 , 测 出其化学成分 ( 表 1 ) 与标准规定的 I n c o l o y 8 0 0 H材 料的 化学成分( 表2 ) 相比, 可看 出这批猪尾管材料碳含量偏低 , 其他 化学成分符合要求 。 材料的强度 与含碳量有直接关系 , 含碳量越 高, 则强度越大 , 反之 、 则强度越小 , 因此定应力作用下 , 金属材料的蠕变发展过程见 图 5 所示 , 由图
5可见 , 蠕变变形有 三个 阶段 , 第一 阶段 ( 。 ) 为降速 阶段 , 第二阶
段( £ : ) 为恒速 阶段 , 第三阶段 ( 幻 ) 为加速 阶段 , 到点 d发生断裂 。 在恒定温度 与不 同应 力下测试 时 , 发现应 力越大 , 应 变越大 , 即 应变速率越大 , 试样运行 时间越短 。
破坏 。 材料上若 存在微裂纹或气孔等缺 陷, 在 高温下就可能会产
生 裂纹 。 三、 N 3猪 尾 管泄 漏 原 因分 析
1 . N 3猪尾管壁厚是否达到要求 猪尾管材料为 I n c o l o y 8 0 0 H, 在9 0 0  ̄ C 条件下工作 , 因此应在 断裂力学范 围计算壁厚 , 壁厚计算公式见式 1 。
D 一 管 外 径 , mm
6 r 广 一 断裂应力壁厚 , m m
一
焊缝系数 , ≤1
【 0 r 】 I 】 L ——设计温度下材料 的断裂许用应力 , M P a 。
猪尾管开裂失效分析

作业指导文件 克拉玛依石化猪尾管开裂失效分析报告编制:审核:批准:2014年3月作业指导文件 克拉玛依石化猪尾管开裂失效分析报告1概述受克拉玛依石化(甲方)委托,中国特种设备检测研究院(乙方,以下简称中国特检院)对甲方的同益制氢转化炉下猪尾管的泄漏进行失效分析,确定其失效原因。
同益制氢装置自2012年改造以来,发生过多次制氢转化炉下猪尾管泄漏,从现场泄露情况来看,泄露点均出现在猪尾管上部直管段,呈轴向裂纹,并且部分猪尾管有鼓胀现象。
下猪尾管规格为Φ34×5mm,材质为Incoloy800H。
为了查明制氢转化炉下猪尾管开裂的原因,及时消除已存在的事故隐患并预防类似的事故再次发生,中国特检院对其开裂原因进行了分析,并提出了相应的解决对策。
2 失效分析的依据2.1 双方签订的失效分析合同2.2 中国特检院质量手册2.3 中国特检院质量体系文件CSEI/QM-2-24《失效分析项目控制程序》2.4 中国特检院质量体系文件CSEI/QM-3-B21《事故分析/失效分析规则》3 检验及试验分析3.1宏观检查对泄漏的下猪尾管进行检查,发现泄漏部位均出现在下猪尾管上部直管段,呈轴向裂纹,管子无塑形变形,也没有明显的壁厚减薄,将猪尾管解剖后发现管内壁有多条密集的平行纵向裂纹,并且部分猪尾管有明显的鼓胀。
详见图1-4 。
作业指导文件 图1 猪尾管泄漏处照片图2 猪尾管鼓胀处照片图3 猪尾管管内裂纹处照片3.2 化学成分分析下猪尾管材质证明书上标明其材质为Incoloy800H,在管子上取样进行化学成分分析,如表1所示,并与SH/T 3523-2009《石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》中的化学成分要求值进行了对比,发现材质不符合标准中的要求,一是铁含量大大的超出标准值,标准中要求铁含量不超过39.5%,而样品的实测值为46.6%,二是Al含量略低于标准值。
材料中铁含量的超标,往往造成其抗高温蠕变性能的下降。
转化炉检修方案
转化炉检修方案转化炉检修方案一、设备故障转化炉下猪尾管漏,烧嘴清洗,炉堂及炉门保温修复。
二、检修内容1、下猪尾管上、下射线探伤检查,着色检查漏点。
2、更换下猪尾管。
3、检查转炉管及炉堂保温。
4、转化炉B、C面第7层、第8层烧嘴清洗。
5、转化炉炉顶配重及钢丝绳检查。
6、燃料气空气风道吹扫检查。
三、备品备件下猪尾15米保温棉螺栓M16×70 300套螺栓M12×30 300套烧嘴 10个。
四、需要人员、机具。
钳工人员:12人焊工3人射线探伤人员3人保温防腐3人1吨葫芦2台。
液压叉车2台五、检修程序1、工艺处理设备、管道内物料,分析合格后交至施工单位检修。
2、办理好相关作业票,做好安全防护措施。
3、拆炉墙板。
4、拆炉门。
5、对320支下猪尾管上、下焊缝,进行射线探伤检查,二级片以上为合格,渗透着色检查漏点。
6、对检查出有漏的下猪尾管进行切割、打磨、补焊。
7、对生产过程中出现的下猪尾管漏点及其附近热影响区的下猪尾管、集气管重点检查,损坏严重的更换下猪尾管、集气管。
在2011年度已发现明显下猪尾管泄露有9支,分别为:A51上、A52上、A55上、A61上、A80上、C52下、D53上、D61上、D80上,其中A80上、C52下、D53上、A52上等泄漏量大的更换下猪尾管。
8、对更换的下猪尾管的焊接应按焊接工艺要求进行打磨、焊接。
9、对修复焊补的下猪尾管的焊接,有裂纹的地方打磨后,用渗透着色检查裂纹完全消除后才进行焊接,焊接应按焊接工艺要求进行。
10、对修复的下猪尾管、更换的下猪尾管焊补完后进行射线探伤检查,着色检查,直至修复合格为止。
11、转化炉管共320支,东室转化炉管160支中有86支为修复利旧管,抽检比例为15℅,东室本次检查共计24支转化管分为A列、B列各抽检12支,如抽检中存在裂纹等缺陷,需增加抽检比例。
西室160支转化管抽检比例为10℅,西室本次检查共计16支转化管分为C列、D列四列每列8支,如抽检中存在裂纹等缺陷,需增加抽检比例。
制氢转化炉炉管失效分析
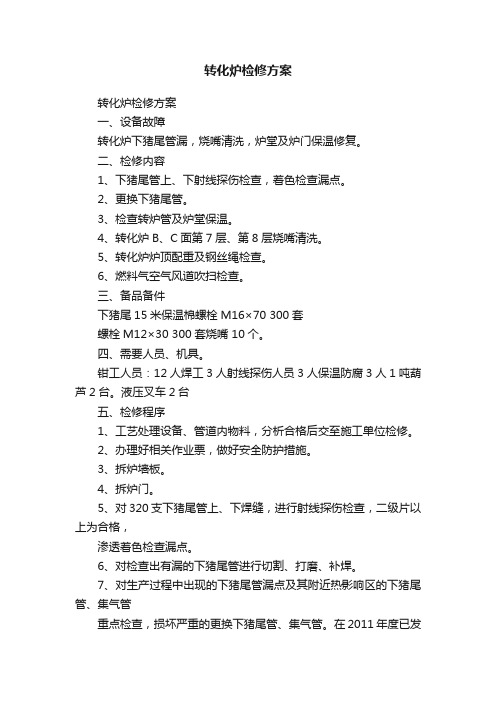
制氢转化炉炉管失效分析发布时间:2021-03-11T14:57:26.320Z 来源:《中国建设信息化》2020年22期作者:魏明孝[导读] 制氢2号转化炉在累计运行3.866万小时后,停工检查发现,处在同一列中的52#、58#、60#、62#共计4根炉管下端出口魏明孝中国石化股份有限公司荆门分公司,湖北荆门 448039一、前言制氢2号转化炉在累计运行3.866万小时后,停工检查发现,处在同一列中的52#、58#、60#、62#共计4根炉管下端出口猪尾管下方大约200~300mm处均出现穿透性开裂,其中58#号破裂成一个洞,52#、60#、62#炉管的开裂部位伴有鼓包。
因此,对炉管安全状况进行评估,找到失效的原因,对该批炉管能否继续使用以及使用过程中应注意的问题,有着重要意义。
二、分析材料根据炉管壁温受热分布和炉管损伤部位,抽取62号一段和58号上中下三段炉管,编号为62#、581#、582#、583#。
见图1~4:1、炉管宏观检查四段取样炉管基本上没有宏观变形,但有椭圆形穿孔,壁厚在11.0~11.4mm之间,与正常部位壁厚基本相同。
62号炉管有环向弦长120mm,轴向长130mm,高度10mm的鼓包,中部有一条长65mm的轴向穿透裂纹,还有30多条从外表面开裂的未穿透裂纹,深度在1~5mm之间,长度在3~15mm之间。
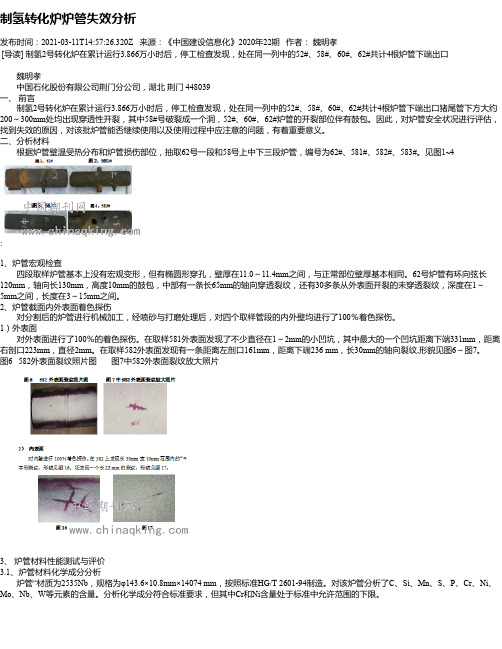
2、炉管截面内外表面着色探伤对分割后的炉管进行机械加工,经喷砂与打磨处理后,对四个取样管段的内外壁均进行了100%着色探伤。
1)外表面对外表面进行了100%的着色探伤。
在取样581外表面发现了不少直径在1~2mm的小凹坑,其中最大的一个凹坑距离下端331mm,距离右剖口223mm,直径2mm。
在取样582外表面发现有一条距离左剖口161mm,距离下端236 mm,长30mm的轴向裂纹,形貌见图6~图7。
图6 582外表面裂纹照片图图7中582外表面裂纹放大照片3、炉管材料性能测试与评价3.1、炉管材料化学成分分析炉管“材质为2535Nb,规格为φ143.6×10.8mm×14074 mm,按照标准HG/T 2601-94制造。
烃类蒸汽转化法制氢工艺发展现状分析

烃类蒸汽转化法制氢工艺发展现状分析摘要:在炼油化工行业中,氢气的生产制造是比较重要的工艺流程之一,在实践中,烃类水蒸气转化法是比较常见的一种制氢方法,对其进行研究有助于促进我国制氢工艺水平稳定提升。
本文通过对相关文献进行研究,对烃类蒸气转化原理以及国内外烃类蒸汽制氢技术进行了简要阐述,最终对该技术的发展现状进行了全面分析。
希望本文的结论能够在一定程度上提升我国烃类蒸汽转化法制氢的先进性。
当前工业上大规模制氢的方式主要包括烃类蒸气转化法、水煤气化法制氢技术,其中,烃类蒸汽转化法是当前炼厂最佳的制氢方式,本文从烃类蒸汽转化原理开始,对其内容以及优势进行详细阐述。
关键词:烃类;蒸汽转化法;制氢工艺前言:氢气在现代工业中的应用范围及其广泛,良好的制氢工艺,如加氢精制、加氢裂化等,不仅能够促进原油质量稳定提升,在医药工业、陶瓷工艺、食品工业、甚至原子能等方面都能够发挥极其重要的作用。
最原始的氢气制造方式为水电解法制氢,至今已经有了200多年的历史,但是由于其效率过于低下,无法为现代工业提供充足的氢气作为生产原料,因此相关领域专家对其进行了多次升级。
一、烃类蒸气转化法制氢原理烃类蒸气转化法制氢的原理是烃类原料经过加氢脱硫等化学反应实现对自身的净化之后,在列管式转化炉中,与氢气在催化剂的作用下发生一系列的化学反应,化学反应方程式为:以上三个化学方程式呈现的是采用该方法进行氢气制取的基本原理,其实际过程非常复杂,不仅包括基础的氧化、变换等反应,还包括高级烃的均相热裂解、催化裂解等反应。
二、国内外烃类蒸汽制氢技术概述(一)工艺流程烃类蒸气转化法制氢工所依托的原料烃主要包括气态烃、液态烃两种形态,其中,气态烃主要包括天然气、焦化干气等,液态烃的主要代表为石油气等。
在实践中,烃类蒸汽转化法制氢工艺的基本流程为:(1)烃类原料进入加氢脱硫反应容器中进行脱硫处理;(2)进入蒸汽转化阶段;(3)进入废热锅炉中进行处理,产生多余蒸汽进行外输;(4)进入中温变换阶段;(5)PSA提氢获得最终的产品氢气;(6)进入下一产品制造循环。
制氢转化炉下尾管开裂原因分析及对策

制氢转化炉下尾管开裂原因分析及对策作者:赵玉柱来源:《当代化工》2020年第11期摘要:中石油抚顺石化公司制氢转化炉的锥形管与下尾管焊缝处发生了断裂,影响了设备的有效运行。
为了查明原因,避免失效的再次发生,通过宏观及低倍检验、化学成分分析、金相组织检验、电镜及能谱分析等手段,对失效样品进行了一系列实验室检测分析。
结果表明:高温氧化和高温蠕变是造成下尾管处断裂的主要原因。
锥形管小头管壁断裂失效过程为:晶界、晶内析出碳化物—晶界氧化、蠕变—晶界开裂—管壁断裂。
为了保障转化炉的正常运行,建议对炉管下尾管与锥形管小头焊缝处进行重点的排查,并采用金相和力学检测等手段,对炉管的劣化程度进行评估。
同时,严格控制炉管的出口温度和转化气的成分,进而延长炉管的使用寿命。
关键词:制氢;转化炉;高温蠕变;高温氧化中图分类号:TQ116 文献标识码: A 文章编号: 1671-0460(2020)11-2579-05Cause Analysis and Countermeasures for Cracking of LowerTail Pipe of Hydrogen Production Plant ReformerZHAO Yu-zhu(PetroChina Fushun Petrochemical Company, Fushun 113001, China)Abstract: The welding between the conical tube and the pigtail tube of hydrogen reformer in CNPC Fushun Petrochemical Company had broken, which had affected the effective operation of the equipment. In order to find out the cause and avoid the recurrence of the failure, a series of laboratory tests were carried out on the failed samples by means of macroscopic and low-power test,chemical composition analysis, metallographic examination, electron microscope and energy spectrum analysis. The results showed that high temperature oxidation and high temperature creep were the main reasons. The results showed that the fracture failure process of the tapered tube wall was as follows: carbide precipitates within the grain, boundary oxidation, creep of the grain,boundary cracking and pipe wall fracture. In order to ensure the normal operation of the reformer, it was suggested that the similar weld position should be investigated, and the deterioration degree of the furnace tube should be evaluated by means of metallographic and mechanical testing. At the same time, the outlet temperature of the furnace tube and the composition of the transformed gas should be strictly controlled so as to extend the service life of the furnace tube.Key words: Hydrogen production plant; Reformer; High temperature creep; High temperature oxidation中國石油抚顺石化公司石油二厂60 000 m3·h-1制氢装置于2012年6月投入使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词 : 转化炉
出 口猪尾 管
失效
冷弯
热处理
出 口猪 尾管 是指转 化炉 管下 部与 出 口集 气管 连接 的一段 细长 的弯 弯 曲 曲 的管 子 , 形状 类 似 因 猪尾 , 因此称 为 出 口猪 尾 管 , 也称 为 下 猪尾 管 、 下
管, 如何 解决 出 口猪尾 管 的失 效 问题 , 证装 置 的 保
—、
Wh e r SlsH m hes& Gagw, er y等 , el ,e , u p ry e a l o H ut s e 国 内 的 中 国 石 化 集 团 洛 阳石 油 化 工 工 程 公 司 (P C 、 L E ) 中国石 化 工程 建 设 公 司 ( E ) , 中 S I等 其 以 II C 的转 化炉 最为 著名 。 但也 有 的公 司 采 用 了不 含 出 口猪 尾 管 的结
转
产后 也发 现 J出 口猪 尾 管 特 别 容 易 发 生 问 题 , : 出 口猪尾管 的 寿命 显得 不合 理 的短促 。 出 口猪 尾管 的 失效 不 仅 导 致全 装 置 停 车 , 而 且损 害其他 相关 材 料 和设 备 , 如 转 化 催 化剂 和 例
转化 炉管 。2 0世 纪末 开始 , 来 越 多 的公 司认 识 越 到 了转化炉 出 口猪 尾 管 的失 效 问题 , 而采 用 不 转 含 出 口猪 尾 管 的 出 口结 构 , 如 T po , otr 例 ose F s e Whee, eh i, P C,E 等 。 el T c n L E S I r p 我 国 目前 不含 出 口猪尾管 的新 型转 化炉还 很 少 , 多数在 役制 氢 装 置 的转 化 炉 带 有 出 口猪 尾 大
炼 油 技 术 与 工 程 P T O E M R FN R N IE R N E R L U E I E Y E GN E IG
第4 第 l 0卷 0期
烃 类水 蒸 气 转 化 炉 出 口猪 尾 管 失效 问题
安东俊 王德瑞
1 中国石油 四川石化分公司( . 四川省彭州市 6 13 ) 19 0
作者简介 : 安东俊 , 工程师 , 0 3年毕业于大庆石油学 院, 20 获 硕士学位 , 期从 事 石油 化 工设 备 管理 工 作。联 系 电话 : 长
1 ;0 4 8 8 51 8 7 2 8
第l 0期
安东俊等. 烃类水蒸气转化炉 出 口猪尾 管失 效问题
一 3 1~
管材 料也 由 Ic l 0 H升级 到 Icly8 0 T n o y8 0 o n o 0 H 。 o
发夹 管 。其作 用 主要是 补偿 炉管 与 出 V集气 管 的 I
热膨 胀 , 常 采 用 Icl 0 H 8 O T合 金 制 通 noo 8 0 / O H y 造 。为保 证安 全可靠 , 根猪尾 管均 为整 根管子 , 每 不 带焊缝 。
2 0世纪 , 多公 司设 计 许 了带有 出 口猪尾 管 的
管
图 2 迟 斌 报 道 的 出 口猪 尾 管 断裂 处
F g 2 C a k o ai n o ul t o — i t b i . r c s lc t fo t wn t l u e o ed a rp r db h n e ot y C i e Bi
沿焊缝熔合线 开裂 , 裂纹 以猪尾 管上部 为起点 沿周
。
化 \
管
L—一
】
.
图 1 迟 斌 报 道 的 出 口猪 尾 管
Fi 1 Ou ltdo g. te wn—alt e r p re y Ch n t i ub e o td b iBi
破坏形 式为 出口猪尾 管与集气管 承插 焊缝处 ,
收 稿 日期 :0 0—0 O 。 21 7一 1
F 场 现
构, 例如凯 洛 格 ( eog 、 德 ( he 。凯 洛格 K lg) 伍 l U d) 认 为 ¨ : 口猪 尾 管 作 为 热 膨 胀 补 偿 手 段 不 可 J出
靠 , 出 口猪 尾 管较易 损坏 , 因 特别 是与转 化管 焊接 处 。U d 公 司第 一 台 II 式 的 转 化 炉 建 成 投 he C形
长 周期 安全运 行 , 是摆 在我们 面前 的一 道难题 。
温 故而知 新 , 内外 许 许 多 多 的转 化 炉 出 口 国 猪 尾 。 1 出 口猪尾 管失效 事例
1 1 应 力集 中 . 连接 焊缝 开裂
转 化 炉 , 如 国 外 的 II K I T po , otr 例 C , T , ose F s — e
据 20 0 4年迟 斌 等 报 道 , 甲 醇装 置 19 某 99 年投 产 ,0 2年 初先 后发 生 两 次转 化 炉 出 口猪尾 20 管断 裂事故 ,0 2年 4月 出 口猪 尾 管 大 面积 开裂 20 破坏 , 参见 图 1 2 ,。
2 中 国石 化 集 团 洛 阳石 油 化 工 工 程 公 司 ( 南 省 洛 阳市 4 0 ) . 河 7 0 3 1
摘 要 :引述 了多起 国 内外 文 献报 道 的烃 类 水 蒸 气 转 化炉 出 口猪 尾 管 失 效 事 例 , 析 指 出 烃 类 水 蒸 气 转 化 炉 出 分 口猪尾 管 作 为 热 补 偿 手 段 是 不 可 靠 的 , 实 际寿 命 常 常 小 于 没计 预期 , 出 了 四 项 应 对 措 施 : 1 减 小 应 力 ;2) 其 提 () ( 合 理选 材 ; 3 冷 弯 优化 ;4) 善环 境 。认 为 解 决 烃 类 水蒸 气 转化 炉 出 口猪 尾 管 失 效 问 题 的 最 好 办 法 是 采 用 取 消 出 () ( 改 f猪尾 管 的新 工 艺 。 _ = I