MACH3软件简单安装设置
e cut 雕刻机运动控制卡使用说明
我们的控制板分为2个版本。一个为24V版本,一个为5V版本。
如果您购买的是5V版本的,那么您在接16个输入口的时候,请一边接在5V端,另外一端接在输入端。
如果您购买的是24V版本的,那么您在接16个输入口的时候,请一边接在V+端,另外一端接在输入端。
请注意,不要同时在V+和5V上都接开关。
我们打开刚刚拷贝过来的Mach3安装文件
打开.
点Next
勾选同意,然后继续点Next进入下一步.
我们缺省安装在C盘,或者自己在红圈内选择安装位置。(建议默认安装在C盘)继续点Next
下面是驱动,以及一些软件。红色框勾选的Parallel Port Driver为并口驱动,如果是用笔记本的童鞋千万记得要勾掉,要不然会直接电脑死机,完成后,点Next
根据自己是3轴还是4轴来勾选上。
另外就是Dir LowActive(方向)Step Low Active(低电平有效)可以根据自己的驱动器来勾选.
点击应用,保存
3.5急停,限位设置
上面这排意思:
1)X++ X轴正限位
2)X- - X轴负限位
3)X Home X原点
后面Y,Z,A同上。作用分别是X轴的正限位,X轴负限位.X轴回原点
点Next进入下一步
继续Next
安装过程
这个界面是因为我安装了并口驱动所以有的,如果没有安装并口驱动的童鞋会直接跳到这个界面
点Finish完成Mach3的安装。
在桌面就会出现这几个图标:
其中Mach3 Mill是我们经常会直接用到的
1.4 LazyCam的安装
LazyCam是Mach3自带的一个软件。也可以用ArtCam来替代,ArtCam可能会更方便。这里仅仅介绍下他的安装方法:
mach3说明书
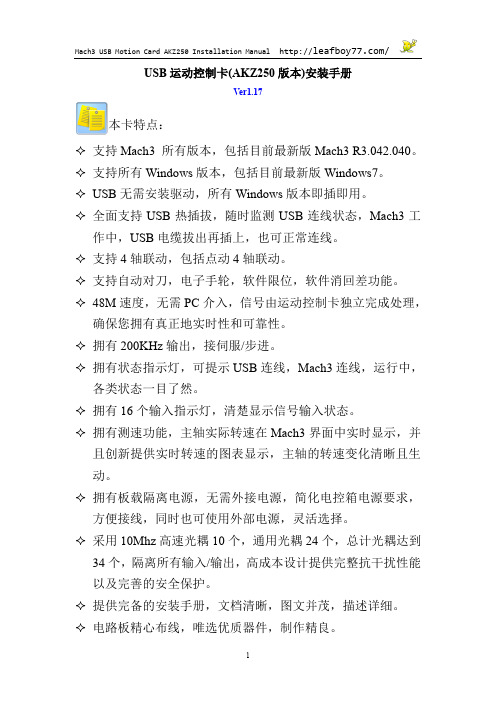
USB运动控制卡(AKZ250版本)安装手册Ver1.17本卡特点:✧支持Mach3 所有版本,包括目前最新版Mach3 R3.042.040。
✧支持所有Windows版本,包括目前最新版Windows7。
✧USB无需安装驱动,所有Windows版本即插即用。
✧全面支持USB热插拔,随时监测USB连线状态,Mach3工作中,USB电缆拔出再插上,也可正常连线。
✧支持4轴联动,包括点动4轴联动。
✧支持自动对刀,电子手轮,软件限位,软件消回差功能。
✧48M速度,无需PC介入,信号由运动控制卡独立完成处理,确保您拥有真正地实时性和可靠性。
✧拥有200KHz输出,接伺服/步进。
✧拥有状态指示灯,可提示USB连线,Mach3连线,运行中,各类状态一目了然。
✧拥有16个输入指示灯,清楚显示信号输入状态。
✧拥有测速功能,主轴实际转速在Mach3界面中实时显示,并且创新提供实时转速的图表显示,主轴的转速变化清晰且生动。
✧拥有板载隔离电源,无需外接电源,简化电控箱电源要求,方便接线,同时也可使用外部电源,灵活选择。
✧采用10Mhz高速光耦10个,通用光耦24个,总计光耦达到34个,隔离所有输入/输出,高成本设计提供完整抗干扰性能以及完善的安全保护。
✧提供完备的安装手册,文档清晰,图文并茂,描述详细。
✧电路板精心布线,唯选优质器件,制作精良。
安装手册导览文档更新记录运动控制卡配线示意图外形及安装孔机械尺寸1.安装准备2.Mach3的软件配置3.运动控制卡的硬件安装B运动控制卡的接线表B运动控制卡的接线图6.外部倍率旋钮7.主轴调速模拟量输出8.主轴测速功能9.自动对刀10.电子手轮11.预读缓冲设置文档更新记录日期/版本运动控制卡配线示意图伺服外形及安装孔机械尺寸141 ±0.1148.6本卡是一款Mach3 USB 接口的 3/4 轴外部运动控制卡。
最新版Mach3官方网站下载地址:/downloads.php进入官方网站后,点击Mach3下载:如下图中红圈所示安装Mach3时,可以不安装并口驱动。
(整理)使用mach3,800w变频主轴电机--安装培训教程

安装培训教程声明:本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当指导及在自己则能力之内给予答疑解惑。
网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告:变频主轴属于精密高速专业主轴,变频器设置非常专业,设置不当将造成变频器和主轴电机的损毁,用户不要私自更改变频器设置,不要拆解主轴电机和变频器,变频器内部有高压可能对您造成伤害,变频器的频率很高,如果设备接地不合格可能对系统造成干扰不能正常工作。
数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机并行接口和PC连接(可选USB版本),控制软件MACH3通过并口端口控制雕刻机各轴按照指令运行。
WINDOWS请用XP版本(USB接口的可以使用WIN7),其他版本可能出问题。
提示:并口(打印口)要求工作在EPP模式,任何其它模式可能造成雕刻机不能正常运行,有关EPP模式的设置应在计算机主板BIOS中进行,各个厂家的设置方法不尽相同,请参阅计算机的说明书进行设置。
警告:控制用的PC应该是台专用的,并尽可能不要安装其它应用软件!控制电脑对系统配置要求并不高,一台老式的奔四512内存30G硬盘的带并口的电脑就能很好地工作,本人并不建议买家单独配备一台配置很高的电脑用于控制,因为雕刻机工作的时候是不允许运行其他软件的,一台高配电脑用作控制是一种浪费。
mach3软限位设定

平时操作的时候一不小心就撞到z轴的顶上或者下面,很郁闷。
机器执行G代码的时候也会出现因为原来机器零点不正确而导致撞机。
使用软限位(也叫软极限),可以很好的解决这个问题。
而且,设置也很简单。
论坛上很难找到个设置方法,所以参考了国外网站的内容和视频,作了个简介。
软限位就是不需要限位开关而实现限位的功能。
曾经看个帖子说要回零开关,没看懂。
最近找了个外国人的设置视频,明白了,没那个也可以。
1,首先要确保电机调好,不然无法正常工作。
如果已经有了限位开关,需要到“设置-端口/针脚-输入信号”下面,禁用之。
我没这个,所以都不用看了。
2,点击“程序运行”界面的机床坐标,这个时候会显示当前的机床坐标(下面这个机器坐标按钮和xyz清零按钮是绿灯是因为我是在另外一台电脑上使用脱机模式截图的,连接雕刻机那个电脑上是红色),如图;?3,把机器的x,y,z轴,手动调到最左边前方(请根据自己的情况定),注意,没必要非到真正的极限原点。
把它放到你台面的一个雕刻点就行了。
比如,台面是320x500mm的,你最大能雕刻250x280mm,那么就到这个点就行了,如下图。
?4,移到这个原点后,点一下“返回机床原点”按钮,如上图。
英文是ref all home,意思是将所有轴的此坐标点设为零点。
(也可以通过在软极限按钮是绿灯,对应x,y,z清零按钮也是绿灯时重设,为避免误解,此处略,详见下面,以及工件坐标清零,很重要。
)5,这时候,到”设置-原点/限位“下面设置x,y,z轴的限位数值范围。
和上面的可雕刻范围的数值一致就行了。
如下图。
z轴特别一些,它是倒过来的,原点在最上面,所以它的最大值是0,最小值是负数,你可以把z走到最下,看这个负数是多少,然后填进来,当然,你没必要设到它的撞机极限值。
前面的reverse是反向的意思,如果勾选了,你会发现,本来应该往下走的,它会反向走,也就是往上走。
你根据情况来设,我没这种情况,所以都不选。
slow zone 是缓冲带,机器会在将靠近设置的软极限时自动减速,如果你的机器是高速运行的,这个数值就稍微大点。
mach3软限位设定

mach3软限位设定平时操作的时候一不小心就撞到z轴的顶上或者下面,很郁闷。
机器执行G代码的时候也会出现因为原来机器零点不正确而导致撞机。
使用软限位(也叫软极限),可以很好的解决这个问题。
而且,设置也很简单。
论坛上很难找到个设置方法,所以参考了国外网站的内容和视频,作了个简介。
软限位就是不需要限位开关而实现限位的功能。
曾经看个帖子说要回零开关,没看懂。
最近找了个外国人的设置视频,明白了,没那个也可以。
3,把机器的x,y,z轴,手动调到最左边前方(请根据自己的情况定),注意,没必要非到真正的极限原点。
把它放到你台面的一个雕刻点就行了。
比如,台面是320x500mm的,你最大能雕刻250x280mm,那么就到这个点就行了,如下图。
z轴特别一些,它是倒过来的,原点在最上面,所以它的最大值是0,最小值是负数,你可以把z 走到最下,看这个负数是多少,然后填进来,当然,你没必要设到它的撞机极限值。
前面的reverse 是反向的意思,如果勾选了,你会发现,本来应该往下走的,它会反向走,也就是往上走。
你根据情况来设,我没这种情况,所以都不选。
slowzone是缓冲带,机器会在将靠近设置的软极限时自动减速,如果你的机器是高速运行的,这个数值就稍微大点。
我的是小机器,所以,x,y,只设置了5mm。
比如,我的y极限是280mm,它运行到275就开始减速了,慢慢运行直到280mm才停下来。
根据自己的情况设置就行了。
这个是很好的保护。
原因。
10,修改软限位的范围:如果想重新设置机械坐标原点,先要点“软极限”按钮,禁用它。
然后移动机器到你想要的位置,再点“返回机械原点”按钮即可清零了。
再点“软极限”按钮启用软限位,点击“机械坐标”让红灯灭。
最后重启Mach3软件。
如果想修改软极限的范围数值,但是机器的实际坐标在这个新设置的软限位的范围之外,可能会提示错误,无法设置成功,你要把它移到这个新设置的范围内,然后再输入这个你想要的数值。
mach3入门(并口与USB差别不大)操作说明参考1
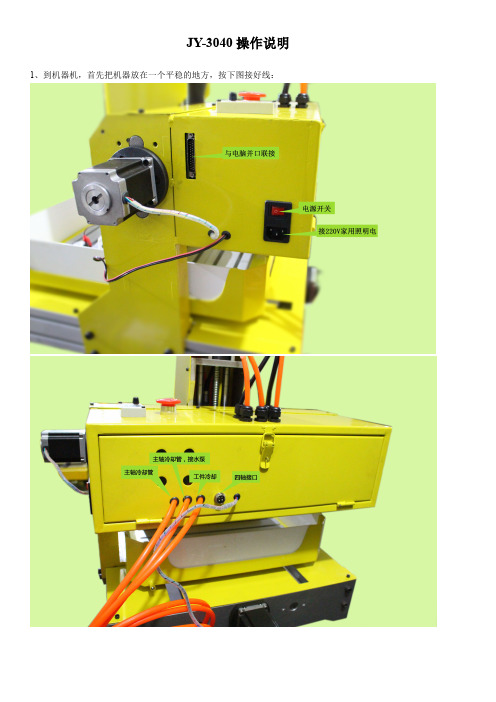
JY-3040操作说明1、到机器机,首先把机器放在一个平稳的地方,按下图接好线:2、然后控制电脑按教程装好MACH3程序3、打开控制箱正面的急停按钮(急停按钮用来在紧急情况下停机用的,弹出来为打开,压下为停机),打开MACH3软件如下:按键盘左边“TAB”键后,MACH3出现右边手轮面版刚打开MACH3,左下角的“RESET”上面指示灯是闪烁的,表示现在机器处于急停状态,鼠标点击“RESET”键,指示灯变绿,表示机器准备好了。
4、机器移动简单操作:(1)、绿色区域对应机器各轴的移动,其中注意“各轴移动是以主轴看动是移动的”所以Y方向会和工作台移动方向相反(2)、点动模式:我们常用是”连续“和”步“,其中“连续”表示只要按着各轴移动键不放,机器就一直运行,可以用这个方式快速移动;“步”是按一次各轴移动键,机器动一下,动一下的这个距离由“点动循环模式”中的“步”显示框确定的,点击”点动循环模式“,”步“中的数值为在1、0.1、0.01中循环显示。
(3)、键盘上“左”键对应X+,“右”键对应X-,“上”键对应Y+,“下”键对应Y-,“PageUP”键对应Z+,“PageDOWN”对应Z-。
这样子,用键盘操作更方便。
5、我们先少按Z+把主轴升起来,然后少量移动各轴,看运动方向对不对。
如果不对,按以下方法修改参数。
(1)在mach3界面依次点击“设置----端口/针脚”打开如下图设置窗口:那一个轴方向反了,我们就把那个轴对应该图中红框内的“勾或叉”取反,也就是说要是本身红框内是勾,我们就改成叉,本身是叉我们就改成勾。
最后点击确定,退出到MACH3界面后点击“RESET”,指示灯变绿,再移动该轴,看是否以经正确。
好了,完成以前操作,我们就可以出刀路加工了!刀路教程请参考我的“12张图教你出刀路新手教程”MACH3加载刀路方法如下:点击“加载G代码”会弹出打开窗口,先择刀路文件,点击打开,完成刀路的加载。
机器加工座标设置如下:完成对刀后,把Z轴升起来后,打开主轴冷却水泵,设置好控制箱正面变频器主轴转速(主轴转速为变频器显示屏显示数字*60,一般在设置在300左右,对应主轴转速为18000转左右)按控制箱正面变频器面绿键,主轴开始正转,最后在MACH3里按“循环开始”开始加工。
RNR全能型USB运动控制卡V1快速入门手册说明书

RNR 全能型USB 运动控制卡快速入门手册版本 1.0非常感谢您选购我司飞雕系列MACH3 运动控制卡!本文档将帮助初次接触使用本产品的用户快速完成产品的安装及调试。
准备工作首先,你要准备一台有 USB 接口的电脑。
飞雕系列 MACH3运动控制卡采用 USB 免驱动设计,所以兼容性好。
电脑的操作系统可以是 XP、WIN7、WIN8 系统。
可以是32 位系统,也可以是 64 位系统。
其次,你可能需要准备机床所使用的电机驱动模块的接线端子说明;如果有变频器,还需准备变频器接线端子说明。
42或者57系列电机驱动模块推荐选购我司 TB6600升级版驱动器或者DM542驱动模块。
对于需要连接急停开关、限位开关以及原点开关的用户,你需要准备这些开关和相应的接线端子说明。
急停开关一般采用蘑菇头开关。
限位开关和原点开关分为机械开关和电子开关(光电式、电感式、电磁式等形式)两种,机械开关比较简单,选购也没什么讲究。
选购电子开关时,应当选用 NPN 常开型。
这样比较容易接线。
Mach3 软件安装1、安装 Mach3 软件并运行 Mach3VersionR3.041 安装程序。
Mach3 安装很简单。
只要一直点击下一步(next ),或者是(Yes )即可。
如下图:下载资料中找到Mach3 软件,如图:选择 Mach3 安装位置,一般不需要改动,缺省安装在 C 盘的Mach3 文件夹中。
最后一步需要注意:对于 64 位的电脑,最好不要勾选 Load Mach3 Driver 这一项,因为这会引起系统提示安装错误。
点击“FINSH”。
Mach3 软件就安装完毕了。
2、破解及汉化接下来就是破解和汉化。
打开“mach3 汉化和破解.rar”压缩包。
如图:破解很简单,将压缩包中的文件 Mach1Lic.dat 拷贝到 Mach3 的安装文件夹中,覆盖原有的 Mach1Lic.dat 文件即可。
如果需要安装汉化包,就把“mach3 汉化和破解.rar”压缩包里面的文件全部拷贝至 Mach3 的安装文件夹中,覆盖原有文件。
e cut 雕刻机运动控制卡使用说明
这时候会有个擦除以及下载过程,切记不要断开电源。更新完成
更新完成后会出现这个界面。
3.3软件的设置
3.31主轴设置
从软件的Config的端口设置,点击主轴设置
这个是设置前。
把模拟量输出,以及PWM控制勾上,点击应用
3.4电机输出的设置
在端口设置里面的Motor Outputs(电机输出).
我们打开刚刚拷贝过来的Mach3安装文件
打开.
点Next
勾选同意,然后继续点Next进入下一步.
我们缺省安装在C盘,或者自己在红圈内选择安装位置。(建议默认安装在C盘)继续点Next
下面是驱动,以及一些软件。红色框勾选的Parallel Port Driver为并口驱动,如果是用笔记本的童鞋千万记得要勾掉,要不然会直接电脑死机,完成后,点Next
1.4软件的注册
以上完成了软件的安装,但是,正常下,软件仅仅支持500行,需要注册之后,才能无行数限制。
这里我们需要用到开始拷贝的文件。
我们开始已经把注册文件解压了,得到的文件是Mach1Lic.dat
这个时候,我们只要把这个文件拷贝进Mach3的根目录就可以了。
复制
粘帖
复制的文件在这里,注册就完成了。
根据自己是3轴还是4轴来勾选上。
另外就是Dir LowActive(方向)Step Low Active(低电平有效)可以根据自己的驱动器来勾选.
点击应用,保存
3.5急停,限位设置
上面这排意思:
1)X++ X轴正限位
2)X- - X轴负限位
3)X Home X原点
后面Y,Z,A同上。作用分别是X轴的正限位,X轴负限位.务必看下文档,然后看下简易说明书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
macd技术精讲0轴以上第一个金叉介入
页脚内容
7
MACH3软件简单安装设置
安装软件 一步一步默认安装
软件驱动一定要勾起。不然会没有输出,或黑屏。
macd技术精讲0轴以上第一个金叉介入
页脚内容
7
安装后记得先不要运行软件,一定要重启电脑。
桌面我的电脑,右键-管理-计算机管理-设备管理器-MACH3驱动要显示正常,无“!”和“?”
软件才能正常使用,如无安装上MACH3驱动或驱动上显示有“!”并口没信号输出。
桌面有快捷图标一个是洗 一个是车 我们运行洗
首先设置单位:左上角“设置”里的“公/英制选择” 选公制毫米
macd技术精讲0轴以上第一个金叉介入
页脚内容
7
设置—端口/针脚,端口设置和轴向选择:如果你只有一个并口就选这个如果是步进选
25000HZ 是司服可以选高点,注意该打√和要填数值的都和图一样设置,设置好后点应用
设置—端口/针脚,电机输出:设置接口脉冲及方向输出,这个定义要根据接口版填写,使
能勾起,方向端口勾或不勾可以改变电机方向,脉冲要根据接口版勾或不勾,后面两个1 是
第一并口,设置好后点应用。
设置—端口/针脚,输入信号:如果装了限位 限位有超限和原点,可以用一个端口脚并联,
因为一个并口就5个输入,设定后点应用。
macd技术精讲0轴以上第一个金叉介入
页脚内容
7
设置—端口/针脚,输入信号:Estop如果软件急停不停闪 这要设置一下, P10并口10脚
本外部急停脚,HotKey为急停快捷键设定点一下弹出窗口
此时按一下键盘上你要设定的急停快捷按键即设定后点应用
macd技术精讲0轴以上第一个金叉介入
页脚内容
7
设置—端口/针脚,输入信号:外部按钮设置 这是设置13端口可作对刀信号,HotKey为快
捷键设定点一下弹出窗口此时按一下键盘上你要设
定的急停快捷按键即设定后点应用
设置—端口/针脚输出,输出信号:14为使能控制信号同时也是外置手控制的切换,14信号
设好后软件急停下可以用外置手动控制,软件待机或运行时关闭外置手运控制
macd技术精讲0轴以上第一个金叉介入
页脚内容
7
Output #1、为主轴继电器开关设置,Port # 设为1(这里的1是指第一个并口)Pin Number
设为1(这里的1为并口定义第一脚做主轴控制信号)
设置—端口/针脚输出,主轴设置:启用主轴继电器控制时要把(禁用主轴继电器)框里的
勾去掉
设置—系统热键,键盘按键手动控制XYZAB轴正反转,点一下弹出窗口
macd技术精讲0轴以上第一个金叉介入
页脚内容
7
此时按一下键盘上你要设定的按键,依次设定
设置—电机调试,电机脉冲数设置 ,就是电机多少个脉冲 拖版走1毫米 电机的最快速度
和升降速度。如果有光藕间隔时间可以填大点,每个轴都要设置,都要分别点保存设置。
设置—总体设置,这里设置也有用 如果画不出圆 或直角是圆形这有关系。
macd技术精讲0轴以上第一个金叉介入
页脚内容
7
淘宝吉诚电子旺旺:
jie98765