浅谈提高汽车白车身三座标合格率的工作过程
白车身三坐标合格率提升研究

车辆工程技术12 车辆技术白车身三坐标合格率提升研究李汇诚(江西五十铃汽车有限公司,南昌 330100)摘 要:白车身三坐标合格率作为评判焊接车身质量的重要标准之一,极大的影响下道工序尤其是总装装配的可行性。
本文以某皮卡车型开发至量产为实例,阐述了白车身三坐标合格率提升的方案,完成了该车型各阶段白车身三坐标合格率的目标要求。
关键词:三坐标合格率;焊装夹具;白车身质量控制1 前言 汽车车身的综合质量,是评价汽车设计质量、工艺水平的重要指标之一。
车身的综合质量主要包括四个方面:冲压成型质量、焊装质量、涂装质量和内饰质量。
其中车身的焊接质量对车身综合质量的其它三个方面起到了承上启下的作用。
焊装后的车身在未经过涂装之前称之为白车身,白车身的质量主要包括:尺寸指标、焊接指标和密封指标[1]。
其中尺寸指标作为白车身质量的基础主要有:门缝段差间隙合格率指标、总成检具合格率指标、白车身三坐标合格率指标。
而最为复杂且对下道工序如总装装配是否可行影响最大的当属白车身三坐标合格率指标,因此如何控制并提升白车身三坐标合格率尤为关键。
新车型的开发一般都会经历漫长的过程,从创意评审到总体设计、白车身数据设计、试制、试验到小批量、批量生产。
在设计阶段需要充分考虑零件的成型工艺性,制定合理的焊接顺序及焊接工艺,提供可执行的质量控制文件,用来指导后期的生产制造[2]。
不同的汽车厂家对白车身三坐标合格率要求有所差异,但从TTO试生产到PP小批量生产再到最后的SOP正式量产白车身三坐标合格率要求基本都是呈阶梯上升方式。
白车身三坐标合格率作为各阶段能否进入下个阶段重要指标,将直接影响最终产品能否进入SOP正式生产。
2 白车身三坐标数据分析方法 三坐标的测量离不开测量设备与测量方法,通常将被测物体置于三坐标测量机的测量空间,可获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,经过数学运算,求出被测的几何尺寸、形状和位置[3]。
三坐标测量设备具有高精度、高速度、柔性好等特点广泛应用于汽车行业中。
三坐标检测提高效率的方法

三坐标检测提高效率的方法
三坐标检测是一种常用的测量技术,用于检测物体的形状、尺寸和位置精度。
然而,传统的三坐标检测方法可能存在一些效率上的问题。
本文将介绍几种提高三坐标检测效率的方法。
首先,合理规划测量路径是提高三坐标检测效率的重要因素之一。
在安排测量路径时,应根据被测物体的几何特征和尺寸分布情况,合理选择测量点,避免不必要的测量,从而节约时间和提高效率。
其次,优化测量方案也可以帮助提高三坐标检测的效率。
可以通过合理设置测量条件,如测量速度、扫描频率等,以减少测量时间。
同时,选择适当的探测器和传感器,以提高测量的精度和稳定性。
第三,自动化技术在三坐标检测中的应用可以有效提高效率。
通过引入自动化设备,如机器人和自动化测量系统,可以大大减少人力工作量,提高测量的速度和准确性。
自动化技术还可以与数据处理软件结合,实现快速数据采集和分析,进一步加快三坐标检测的速度。
此外,定期的设备维护和校准也是保持三坐标检测效率的关键。
定期维护可以确保设备正常运行,减少故障和修复时间。
校准可以保证测量结果的准确性和一致性。
总结起来,通过合理规划测量路径,优化测量方案,引入自动化技术,以及定期进行设备维护和校准,我们可以有效提高三坐标检测的效率。
这些方法的应用将有助于提高生产效率并提升产品质量。
提高汽车车身零件的三坐标测量
提高汽车车身零件的三坐标测量的精度和效率哈飞汽车质量保证部2004年9月13日目录一、建立正确的零件坐标系,是实现汽车车身零件精确测量的基础1、建立正确的零件坐标系的重要性2、建立坐标系的原则和基准的选择3、建立坐标系的方法和应用4、三阶平面在建立坐标系中的应用5、临时坐标系的运用6、建立零件坐标系过程的自动测量二、正确的零件夹紧方案是汽车车身零件测量精度的保证1、夹紧方案选择2、FIVE U-unique柔性夹具系统在车身零件夹紧定位上的应用三、测量方案的选取1、编制自动测量程序,实现车身零件的自动测量2、单件零件的测量3、矢量点的测量四、测量的准备阶段——探针的校准,是精确测量的保证和前提五、测量数据的处理和应用[摘要]:本文从零件坐标系的建立,测量基准的选择,测量方案的制定、测量夹紧方案的选择、以及自动测量程序的编写等方面内容,结合实际工作中积累的经验和研究对如何保证汽车车身零件的三座标测量的精度和提高测量的效率进行了论述。
[关键词]:三坐标测量机测量坐标系基准精度效率测量方案[前言]:随着汽车工业的高速发展,行业间的竞争也更加激烈,而质量是赢得竞争的基础,不论是对冲压件还是焊接总成零件的质量要求都越来越高,对测量工作也提出了更高的要求。
三坐标测量机以其快捷、精确、方便的特点在汽车制造业发挥着越来越大的作用,成为质量控制不可缺少的手段。
利用三坐标测量机强大的空间检测能力和分析计算功能可以实现对汽车车身零部件快速准确的测量,提供形状、尺寸、和位置的完善测量,并可执行包括首件检测、轮廓测量、逆向工程、焊接生产线的夹具调整、过程控制以及文件归档等在内的多种测量与检测任务,从而为降低开发研制周期,进行产品全过程控制,提高产品的质量,增加经济效益,提高产品的竞争力作出贡献。
简化测量机的使用方法、减少人机对话实现自动测量减少人为因素造成的误差、缩短测量工时提高利用率是三坐标使用中的主要课题和研究探索的方向。
探讨汽车白车身质量控制思路及方法
探讨汽车白车身质量控制思路及方法长城汽车股份有限公司天津哈弗分公司天津市300462摘要:加强对白车身进行质量控制是提高汽车整体质量的重要环节之一,也是一个比较复杂的生产过程。
而汽车行业的飞速发展使得汽车生产的规模越来越大,生产效率也越来越高,在这种快节奏的生产模式下,如何控制好白车身的质量是一个非常有挑战性的生产环节,也是不断提高汽车生产技术的必然要求。
接下来,就汽车白车身质量控制思路与方法展开论述。
关键词:汽车白车身;质量控制;思路;方法一、注重提高汽车白身制造参数的有效传输1.1汽车白身制造参数的有效传输在汽车产品设计及制造环节中,设计人员会在产品设计方案中标注大量的详细产品制造与性能参数,这一参数信息也是整体汽车产品设计方案的具体表现形式。
但在汽车产品实际设计、制造过程中,受多方面因素干扰、影响,各类汽车制造参数在传输过程中会出现不完全传输、参数传输有误等问题,从而导致汽车白车身设计参数与实际制造车身参数出现差异性问题。
针对于此,需要在汽车白车身设计及制造环节中,秉持可制造性设计、失效模式及后果理念,对所构成、设计产品的零部件参数与具体工序流程开展逐步分析作业,提前对汽车白车身设计与制造环节中全部潜在的失效模式、可能出现的质量问题加以深入分析、总结,并在其基础上制定针对性问题解决措施。
简而言之,便是确保在汽车白车身设计与制造环节中,各项产品参数的有效传输与一致性。
1.2基准参数的传输有效性分析在汽车产品设计与制造环节中,主要的工序流程为,将所构建的产品三维设计模型的基准面数据加以有效传输,并采取复合工程,确保将汽车产品设计方案中的各项参数数据进行准确、有效传输。
例如在我国传统汽车制造行业发展模式中,所构建的汽车三维设计模型主要由图板、模板等部分共同构成,并以逆向工程作为汽车白车身产品设计的主要模式,以及汽车白车身各零部件尺寸设计参考方向。
二在当前汽车设计及制造模式下,则以复合工程为产品主要设计模式,并通过对原点定位等技术的灵活运用,大幅提高了汽车产品各项参数的传输稳定性、有效性。
浅谈提高白车身功能尺寸合格率的有效管理措施
的优 质性 。有效 性 的管 理 措 施整 合 了制 造 的流 程 、工 装 的维
探 析全 方位 的有 效 管 理 ,应 当整 合 车 身操 作 方 法 、查 验
护 、选 取 操作 方 法 、实时 性 的物 料查 看 、保 持周 边 环境 等 。在 物 料 的流 程 、保 护周 边 环 境 、维 护 工装 、测 量 方 式 、人 员制 造
的 综合 性 能 ,就要 提 升 总的 尺 寸合格 率 。在 日常 生产 中 ,注 重全 方位 的 流程 监 管 。唯 有如 此 ,才 能防控 隐含 的车 身尺 寸缺 陷 ,
确 保 最佳 的精 准 度 。针 对 于 白车 身 的功 能尺 寸 ,探 析 了 日常 管理 的 有效 措施 ,提 升 生产 流程 的合 格 率 。
建设 的逐 步推 广 和应 用 ,档案 管 理 工作 也应 加 快 信息 化 的建 德 意识 和 敬业 精神 ,以认 真 负责 的态 度 开展 档 案管 理 工作 。
设 。档 案库 房 是存 储 方案 资料 、保 障 其安 全 的地 方 ,为 了深 化 其 次 ,重视 档 案人 员 的继 续教 育 ,丰富 理论 知识 、提 高业 务技
资…。为杜 绝 这种 弊病 ,有 必要 采 纳 全 面的 生产 管控 ,从 根本 返 修 ,这 样 就会 耗 费额 外 的更 高成本 。由此 可见 ,车 身需 要配
人手 确保 制 作 出来 的 白车身 能够 符 合尺 寸 规格 ,保 证 了车身 备符 合 规格 的功能 尺 寸 ,确 保吻 合 了初期 要 求I 2】。
息 管 理 系 统 的安 全 防护 工 作 ,确 保 网络 信 息 环 境 安 全 ,避 免 3.4 提 高档 案 管理 人 员综 合 素 质
系 统被 入 侵 而造 成档 案 被泄 露 或损 坏 ,确 保档 案 资 源 的安 全
浅析提升白车身精度的管控措施
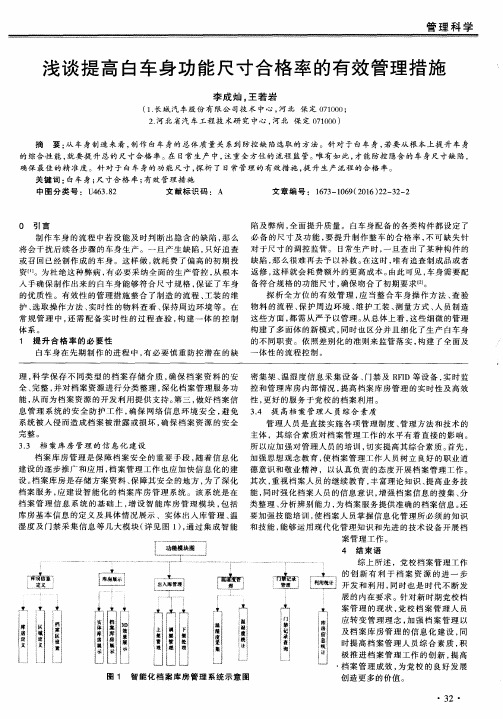
浅析提升⽩车⾝精度的管控措施浅析提升⽩车⾝精度的管控措施⽂/娄源发·浙江吉利汽车有限公司随着汽车⼯业的迅猛发展,市场竞争⽇益加剧,国内各⼤主机⼚都在通过尺⼨⼯程来不断提⾼⾃⼰产品的性能和精度,车⾝是整车开发的重要组成部分,精度⼯程是⼀个系统⼯程,是开发过程中的关键技术之⼀,该项技术对于车⾝开发质量和制造质量的提升起到了重要的推动作⽤,贯穿造型开发、产品设计与⼯业化的各个阶段,尺⼨⼯程集成设计与控制实施能⼒反映了⼀个企业的整车开发综合实⼒,图1为分析开发阶段影响车⾝尺⼨精度的因素。
所以,在整个开发过程中,必须有⼀套系统的⽩车⾝开发质量控制⼤纲,使质量控制的整体思路系统地贯穿于每个过程或环节,明⽩每个开发环节中应完成哪些重点⼯作,注意哪些关键问题,才能保证最终开发完成的⽩车⾝达到尺⼨精度要求。
本⽂中以吉利帝豪百万辆为样板车辆,开展以下详述。
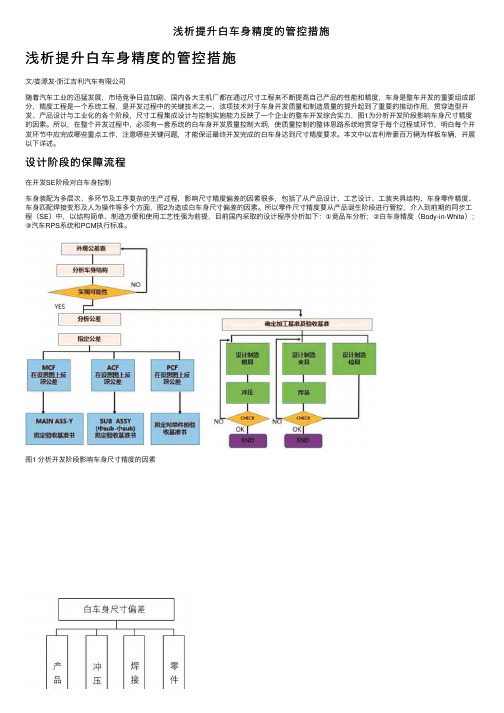
设计阶段的保障流程在开发SE阶段对⽩车⾝控制车⾝装配为多层次、多环节及⼯序复杂的⽣产过程,影响尺⼨精度偏差的因素很多,包括了从产品设计、⼯艺设计、⼯装夹具结构、车⾝零件精度、车⾝匹配焊接变形及⼈为操作等多个⽅⾯,图2为造成⽩车⾝尺⼨偏差的因素。
所以零件尺⼨精度要从产品诞⽣阶段进⾏管控,介⼊到前期的同步⼯程(SE)中,以结构简单、制造⽅便和使⽤⼯艺性强为前提,⽬前国内采取的设计程序分析如下:①竞品车分析;②⽩车⾝精度(Body-in-White);③汽车RPS系统和PCM执⾏标准。
图1 分析开发阶段影响车⾝尺⼨精度的因素图2 为造成⽩车⾝尺⼨偏差的因素产品⼀致性定位系统的确定规划定位RPS系统,零件的定位基准是质量控制⼯作的基⽯,并作为从设计开发、制造到测量,直⾄批量⽣产的各个环节中共同遵循的定位基准,它为每个零件建⽴了⾃⼰的零件坐标系,⽤来表达零件主定位信息,是设计、冲压、焊装和总装的共享信息集合,可以最⼤限度地降低因基准不同⽽导致的零件偏差,确定⼀个基准设计是尺⼨⼯程开展的关键。
白车身三坐标测量工作总结
白车身三坐标测量工作总结
近年来,随着汽车行业的快速发展,对于车身的精准测量和质量控制要求也越
来越高。
白车身三坐标测量作为一种高精度的测量方法,被广泛应用于汽车制造领域。
在这篇文章中,我们将对白车身三坐标测量工作进行总结,探讨其在汽车制造中的重要性和应用价值。
首先,白车身三坐标测量是指利用三坐标测量仪对汽车白车身进行精确的测量
和分析。
通过测量仪器的高精度测量和数据分析处理,可以快速获取车身各个部位的尺寸、形状和位置信息,为后续的焊接、装配和质量控制提供重要依据。
白车身三坐标测量工作的准确性和可靠性对于保证车身质量和整车性能具有至关重要的作用。
其次,白车身三坐标测量工作在汽车制造中具有重要的应用价值。
通过对车身
各个部位的精准测量,可以及时发现和纠正零部件的尺寸偏差和装配误差,保证整车的装配质量和外观一致性。
同时,白车身三坐标测量还可以为汽车设计和工艺优化提供重要数据支持,帮助企业提高产品质量和生产效率,提升市场竞争力。
最后,我们需要重视白车身三坐标测量工作的标准化和规范化。
在实际应用中,需要严格按照相关标准和规范进行测量操作,保证测量结果的准确性和可靠性。
同时,还需要加强对测量人员的培训和技术支持,提高其对测量仪器和软件的操作熟练度和数据分析能力,确保测量工作的顺利进行和有效实施。
综上所述,白车身三坐标测量工作作为汽车制造中的重要环节,对于保证车身
质量和整车性能具有重要作用。
在未来的发展中,我们需要进一步加强对白车身三坐标测量工作的研究和应用,不断提高测量技术水平和工作效率,为汽车制造业的发展做出更大的贡献。
白车身关键分总成合格率提升流程

白车身关键分总成合格率提升流程作者:林建辉蒋伟光来源:《时代汽车》2021年第24期摘要:汽车白车身是由100多个分总成拼接而成,其中关键分总成大约有20多个,这些关键分总成作为白车身重要组成部分,同时也是底盘及各种功能零件关键安装点的集中区域,分总成的焊接质量,尺寸状态与白车身三坐标合格率、总装装配精度等有密不可分的联系,进而影响整车各项性能表现,所以分总成尺寸合格率控制是白车身制造技术的重要环节。
本文通过PDCA循环质量提升方法,包含现状调查、原因分析、措施制定、效果检查等相关内容以及在提升过程中夹具调试技巧分析相关内容,提升分总成合格率,确保白车身满足各项功能要求。
关键词:关键分总成 PDCA 夹具调试尺寸合格率The Process of Improving the Qualification Rate of the Key Sub-assembly of the Body-in-whiteLin Jianhui Jiang WeiguangAbstract:The car body-in-white is composed of more than 100 sub-assemblies, of which there are about 20 key sub-assemblies. These key sub-assemblies are an important part of the body-in-white, as well as the key installation of the chassis and various functional parts. The point concentration area, the welding quality of the sub-assembly, and the size state are inextricably linked with the three-coordinate qualification rate of the body-in-white, and the assembly accuracy of the final assembly, etc., affects the performance of the entire vehicle, so the sub-assembly size qualification rate control is an important part of the body-in-white manufacturing technology. This article uses the PDCA cycle quality improvement method, including status investigation, cause analysis, measure formulation, effect inspection and other related content, as well as fixture debugging skills analysis related content in the upgrading process, to improve the sub-assembly qualification rate and ensure that the white body meets various functional requirementsKey words:key sub-assembly, PDCA, fixture debugging, dimensional qualification rate 1 引言白車身主要有前大梁总成、下安装板总成、前围板总成、侧围分总成、后车架总成,顶盖总成、地板总成以及门盖总成等关键零部件总成拼接而成,如图1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
还有一定 的差距。特别是在新产品研发、 车身设计与 制造精度 、 车身尺寸精度控制 、 白车身三坐标合格率 等方面 , 差距仍较大。 五菱之光 ( 17 N 0 )白车身三坐标平均合格率为 6. 7 5%, 9 低于国内汽车行业合格率 8 %平均水平的 0
序号
表 2 前 5位 合 格 率 低 的 模 块
77 , 项 o 这 5l 6 对 2 1 年度 4~ 月份五菱之光( 17 白车身 1. %) 3 累计共 占不合格项 目的 7 . %。 00 6 N0) 三坐标合格率测量报告( 见表 1 , )统计前 5 位合格率
收 稿 日期 :0 1 0 — 9 2 1- 5 0
作者简 介 : 唐俊锋 (9 9 )男 ( 17 一 , 瑶族 )广西都安人 , , 助理工程师 , 研究方向 : 汽车 制造 。 14 7
3 用关联 图作原 因分析
表 1 N1 7白车 身三坐 0年 4月
检 数( 实际 格率% 测台 台) 合 ()
1 l 6 .9 59
21 0 0年 5 月
1 4
7- l9 8
21 0 0年 6 月
平均合格率 目标合格率
1 6
6. 57 9
6 .5 7 9 8 .o 0 0
9. 04 2
9. 26 8
10 o
合计
4 1
\
\
高工程实践能力 , 是一项重要 的课题 。 造成五菱之光 白车身三坐标合格率低的主要原
1 问题分析
因, 是钢板弹簧安装不对孔 ( 1 1 、 占3 . %)仪表板支架 7 螺 母 板 歪 ( 2. 占 6 2% ) 前 轮 罩 主 定 位 偏 ( 8 、 占
度, 来满足客户的热忱。 分析( 表 3 。 见 ) 三座标测量技术在 白车身制造上的应用 ,使 白 表 3 用分 层法进行的不合格项统计分析 车身制造精度不断改进和提高。在原来使用检具测 量的基础上 , 采用三座标测量技术 , 提高 了白车身尺 寸 的稳定 性 和一致 性 。
品——五菱之光 ( 17是 20 年年度 车型 , N 0 ) 07 是公司 自主开发 、 具有完全知识产权 、 性价 比全面升级 的一
款微 型 汽 车 ,是 公 司为 抢 占微 车市 场 而 隆重 推 出的 拳头 产 品 , 2 6万 辆 的 累计 销 量 , 为 当前 国 内销 以 1 成 量最 大 的单一 平 台车 型 。 目前 , 国内汽 车 企业 与 国外 汽 车先 进 企业 相 比 ,
《 装备制造技术) 0 1 ) 1 年第 8 2 期
42 光 线暗 问题 .
2 制 定 目标
经过 计 算 ,我认 为 有 能 力 解决 问题 的 3个 大 项
经走访分供商企业 ,发现一家 的生产现场光线 暗, 但对产 品品质影 响并不大 , 员工按 照 S S I O / S焊 J
接操作 , 生产的车身达到品质 目标要求。因此 , 线 光 不合格项 目,能解决 2 %之后 ,合格率的 目标可达 暗不 是 主要 原 因。 5 到 :6 . 79 5% + 6 . ( 79 5×7 .1 5 % = 8 .9% , 43 没有 用 专用 工位 器具 运 输 问题 56 2 ) X 07 超 . 过 三座 标合 格 率 大于 8 0%的控 制 目标 。 发现一家分供商企业在前车体隔板总成和前 轮 罩等零部件拼装成总成后 ,没有专用工位器具来运
作方法。
关键词: 型汽车 ; 微 白车 身; 三座标 ; 合格 率
中图分类号: 4 U6 文献标识码 : B 文章编号 :6 2 5 5 2 1 )8 0 7 一 3 1 7 — 4 X( 0 0 — 1 4 O 1
上 汽 通 用 五 菱 汽 车 股 份 有 限 公 司 的 当 家 产 低 的模块 ( 见表 2 。 )
1 2 3 4 5
模块名称
座椅框 前地板 后车架 前隔板
尾 门框
平均合格率 ( %) 6 . 6 . 6 .8 7 1 6 13 4 4 0 5 3 6. 0 6 79
问题 , 26万辆 的 累计 销 量 , 成 了特 大 的反 差 。 与 1 形 为了更深层次地 了解造成装 配不合格 的症结所 公 司决定通过提高三坐标合格率 ,提高车身装配精 在 , 从测量报告调查 , 利用分层法进行不合格项统计
E up n Ma u a t n e h oo y No8, 0 q i me t n f cr g T c n lg . 2 1 i 1
浅谈提 高汽车 白车身 三座标合格 率的工作 过程
唐 俊锋
( 上汽通用五菱汽车股份有限公司 , 广西 柳州 5 50 ) 407
摘 要: 为了提 高白车 身尺 寸制造精度 , 白车身制造过程 中存在的 问题进 行 了分析 , 出 了 对 提 从供 应商质量控制 、 主机 厂拼 台定位改进 、 料架改进等 几个 关键 环节进行监控 , 为提 高 白车 身的制造精 度提供 了较为 系统 的见解和 具体的操
白车身结构 比较复杂 ,装配故障所 占的 比重约 占4 O%~ 0%, 6 远高于其他故障 。这对 从事汽车工 程相关专业的人员 , 提出了更高的要求。对于汽车专
业技术人才培养来说 , 如何使理论与实践相结合 , 提
5
6
尾横梁
前横 粱
其他
2
l
3
3 7
3 8
4 0
序号 不舍格项 目 频数( 累计频 数( 累计频率( 台) 台) %)
l 2 3 4
钢板 弹簧 安装不对孔 仪表板支架 螺母板歪 前 轮罩主定位偏 B柱 内板合 件
1 3 1 1 7 4
1 3 2 4 3 l 3 5
3 .1 1 7 5. 85 4 7 .1 56 8. 53 7